(完整版)焊剂的型号与牌号
常用焊材牌号
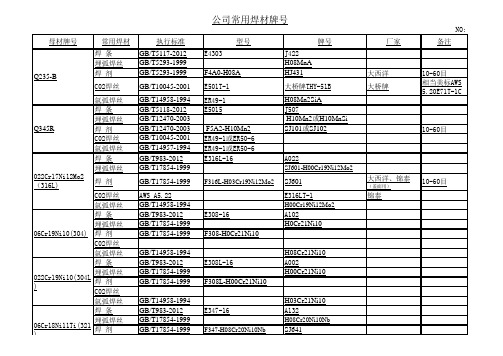
A022 SJ601-H00Cr19Ni12Mo2
SJ601 E316LT-1 H00Cr19Ni12Mo2 A102 H0Cr21Ni10
E308L-16 F308L-H00Cr21Ni10
H08Cr21Ni10 A002 H00Cr21Ni10
C02焊丝
氩弧焊丝
Q235-B与 B304/304L/316L间
焊
条
Q345R与 B304/304L/316L间
焊
条
焊条
埋弧焊丝
15CrMoR 焊 剂
C02焊丝
氩弧焊丝
35CrMoA
焊条
2205(Gr22双相钢) 焊 条
TA2
钛丝
TA10
钛丝
5A05
1060 Cr25Ni22Mo2型 (316LMoD)
C02焊丝
氩弧焊丝
焊条
06Cr18Ni11Ti(321 )
埋弧焊丝 焊剂
执行标准
GB/T5117-2012 GB/T5293-1999 GB/T5293-1999
GB/T10045-2001
GB/T14958-1994 GB/T5118-2012 GB/T12470-2003 GB/T12470-2003 GB/T10045-2001 GB/T14957-1994 GB/T983-2012 GB/T17854-1999
E347-16 F347-H08Cr20Ni10Nb
H03Cr21Ni10 A132
H08Cr20Ni10Nb SJ641
厂家
NO: 备注
大西洋 大桥牌
10-60目 相当美标AWS 5.20E71T-1C
(完整版)焊剂的型号与牌号

焊剂的型号与牌号焊剂的型号是依据国家标准的规定进行划分的,焊剂的牌号是由生产部门依据一定的规则来编排的,同一型号可以包括多种焊剂牌号。
1 焊剂的型号目前我国有关焊剂型号的国家标准主要有GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB 12470—90《低合金钢埋弧焊用焊剂》和GB/T 17854—1999《埋弧焊用不锈钢焊丝和焊剂》等。
(1)碳素钢埋弧焊用焊剂的型号1)GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》中关于焊剂型号的编制国标GB/T 5293—1999第一次将焊剂与焊丝在同一个标准中编写,从而可以供使用单位更加全面地理解焊丝、焊剂与熔敷金属力学性能的关系。
标准中的型号是根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。
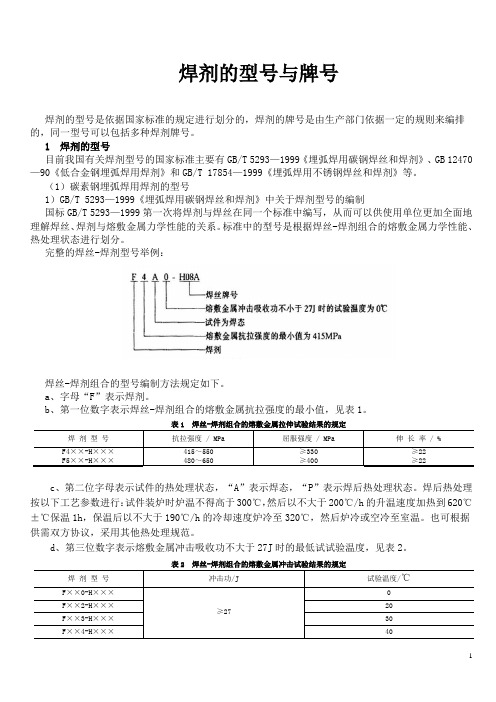
完整的焊丝-焊剂型号举例:焊丝-焊剂组合的型号编制方法规定如下。
a、字母“F”表示焊剂。
b、第一位数字表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值,见表1。
焊剂型号抗拉强度 / MPa 屈服强度 / MPa 伸长率 / %F4××-H×××F5××-H×××415~550480~650≥330≥400≥22≥22c、第二位字母表示试件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态。
焊后热处理按以下工艺参数进行:试件装炉时炉温不得高于300℃,然后以不大于200℃/h的升温速度加热到620℃±℃保温1h,保温后以不大于190℃/h的冷却速度炉冷至320℃,然后炉冷或空冷至室温。
也可根据供需双方协议,采用其他热处理规范。
d、第三位数字表示熔敷金属冲击吸收功不大于27J时的最低试试验温度,见表2。
焊剂型号冲击功/J 试验温度/℃F××0-H×××≥27 0F××2-H×××20 F××3-H×××30 F××4-H×××40F××5-H×××50F××6-H×××60e、“-”后面表示焊丝的牌号,焊丝的牌号按GB/T 14957,其中“H”表示焊丝,字母后面的两位数字表示焊丝中平均碳含量,如有其他化学成分,在字母的后面用元素符号表示,牌号最后的A、E、C 分别表示S、P杂质含量的等级。
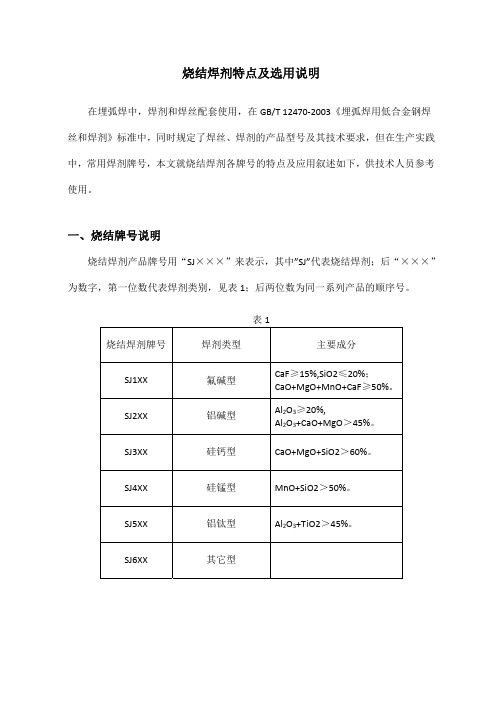
烧结焊剂特点及选用说明
三、焊剂特性及应用
序 号
焊剂牌号类型
碱度
扩散氢 含量
焊剂工艺特征
电源要求
1 SJ101 氟碱型
SJ5XX
铝钛型
Al2O3+TiO2>45%。
SJ6XX
其它型
二、焊剂选用原则
硅锰型、铝钛型酸性焊剂常用于低碳钢、低合金钢、某些低合金高强钢的焊接场 合。使用酸性焊剂,焊缝含氢量高,硫磷氧含量也高,抗冷裂性能差,不宜用于容易 淬硬的高强钢;焊缝冲击韧性(低温)差,也不宜用于有冲击载荷的场合或低温环境。
酸性焊剂对油锈不敏感,抗气孔强,工件上稍有油锈可以不做处理,焊丝脱氧成 分可以低一些,与酸性焊剂配套使用的焊丝为 H08、H08Mn、H08MnMo 等。
中性焊剂常用于奥氏体不锈钢的焊接场合,使用中性焊剂,焊缝成分稳定,增碳 少,铬损少,这正是奥氏体不锈钢焊接所需要的。与中性焊剂配套使用的焊丝为 H08Cr21Ni10,H08Cr21Ni10Ti 等。
1.8
成型美观、易脱渣、含氧低,
低
抗冷裂,韧性好
交直流均可
2 SJ103 氟碱型
2.5
低
高温易脱渣、低硫低磷低氧, 抗冷裂,韧性好
直流
3 SJ104 氟碱型
2.5
低
易脱渣、低硫低磷低氧,抗冷
裂,韧性好
直流
4 SJ105 氟碱型
2.2
成型美观、易脱渣、含氧低,
低
抗冷裂,韧性好
直流
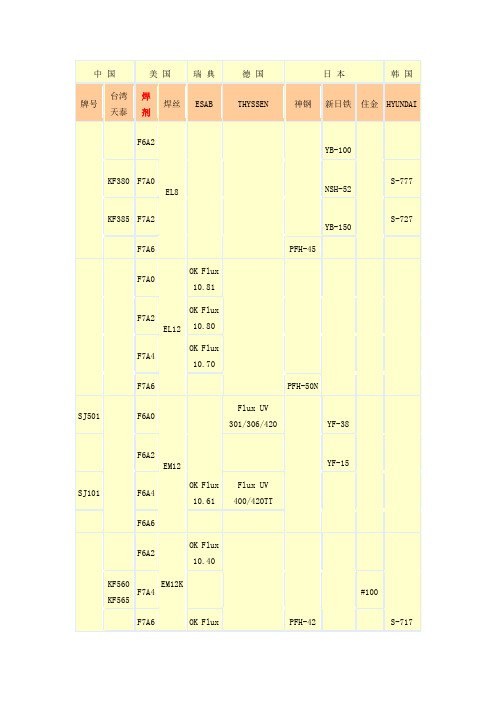
国内外焊剂对照表
牌号配用焊丝力学性能最低保证值抗拉强度屈服强度伸长率冲击值SJ101 H08MnA 450~550 ≥360≥24≥34(-40)H10Mn2 480~600 ≥400≥24≥34(-40)H08MnMoA 550~650 ≥430≥20≥34(-20)H08Mn2MoA 620~750 ≥500≥20≥34(-20)SJ102 H08MnA 490~560 ≥400≥24≥40(-40)H10Mn2 540~660 ≥450≥24≥60(-40)H08MnMoA 580~690 ≥500≥20≥60(-40)SJ105 WM-210药芯HRC≥45SJ107 H08MnA 450~550 ≥360≥24≥34(-40)H10Mn2 480~600 ≥400≥24≥34(-40)H08MnMoA 550~650 ≥430≥20≥34(-20)H08Mn2MoA 620~750 ≥500≥20≥34(-20)SJ201 H08MnA 460~650 ≥380≥22≥27(-40)H10Mn2 480~690 ≥400≥22≥27(-40)H08Mn2MOA 600~730 ≥450≥22≥27(-40)SJ202 H3Cr2W8 HRC≥50H3Cr2W8VH30CrMnSiSJ301 H08A 460~560 ≥360≥24≥34(-20)H08MnA 500~600 ≥400≥24≥34(-20)H10Mn2 530~630 ≥400≥24≥34(-20)H08MnMoA 600~700 ≥480≥24≥34(-20)SJ401 H08A 410~550 ≥330≥22≥27(0)SJ402 H08A 480~650 ≥400≥22≥34(0)SJ403 H08A 410~550 ≥330≥22≥27(0)YD137 HRC≥35SJ501 H08A 410~550 ≥330≥22≥27(0)H08MnA 480~580 ≥360≥22≥34(0)SJ502 H08A 480~650 ≥400≥22≥27(0)SJ503 H08A 410~550 ≥330≥22≥27(0)H08MnA 480~650 ≥380≥22≥27(-30)SJ601 H0Cr21Ni10 ≥500≥320≥35≥75(20)SJ605 H10MnNiMoA 550~690 ≥460≥20≥27(-20)SJ608 H0Cr21Ni10 ≥500≥320≥35≥75(20)SJ701 H0Cr21Ni10Ti ≥500≥320≥35≥75(20)烧结焊剂的种类很多,按常用的分类方法可划分为:碳素钢用烧结焊剂,合金钢用烧结焊剂和不锈钢用烧结焊剂。
焊剂

(二) 焊剂的牌号
▪ “HJ”埋弧焊及电渣焊用熔炼焊剂。第一位数字表示氧化锰含量; 第二位数字表示二氧化硅、氟化钙含量;第三位数字表示同一类 型焊剂的不同牌号,按0、1、2、……9顺序排列。
▪ 同一牌号焊剂生产两种颗粒度时,在细颗粒焊剂牌号后面加“X” 字。焊剂产品牌号中应标注“符合GB-HJXXX-HXXX”或“符合 GB-FXXXX-HXXX”。
第二节 焊剂
▪ 焊剂是焊接时能够熔化形成熔渣和气体,对熔化金属起保护 和冶金处理作用的一种颗粒状物质。
▪ 焊剂包括: 埋弧焊及电渣焊用焊剂 气焊熔剂 钎焊熔剂
▪ 埋弧焊和电渣焊所使用焊接材料是焊剂和焊丝。 ▪ 焊丝的作用:相当于焊条焊芯。 ▪ 焊剂的作用:同药皮作用
一、焊剂的分类
(一)按焊剂的用途分类 按用途分可有两种分类方法
3 惰性焊剂 焊剂中基本不含SiO2,MnO、FeO等氧化物用。 此类焊剂的成分是由A12O3、CaO、MgO、CaF2等组成的。 (五)按焊剂的颗粒结构分类 分为三种:
▪ 玻璃状焊剂呈透明状颗粒; ▪ 结晶状焊剂的颗粒具有结晶体的特点; ▪ 浮石状焊剂是泡沫状颗粒。
焊剂的分类
二、焊剂的型号和牌号
焊剂型号第 四位数字代号X4含意
尾部“HXXX”表示焊接所采用焊丝牌号,按GB/T14957-94规定。 举例:F5121-H08MnMoA 低合金钢埋弧焊用焊剂采用H08MnMoA焊丝,试样经焊后热处理 后,熔敷金属抗拉强度为480-650MPa,屈服强度不低于380MPa, 伸长率不低于22.0%,在-20℃时冲击吸收功不小于27J,焊剂渣系 为氟碱型。
四、焊剂的性能及用途
1 高硅焊剂 是以硅酸盐为主的焊剂,焊剂中含SiO2>30%。由于 场SiO2含量高,焊剂有向焊缝中过渡硅的作用。
焊接材料基本知识
一、焊剂的分类
焊剂有许多分类方法。如按焊剂的
用途和制造方法分类;按焊剂的化 学成分、化学性质、颗粒结构等进 行分类。现将焊剂的分类方法如图 2-5所示。
(一) 按焊剂用途分类
根据被焊材料 可分为钢用焊剂和 有色金属用焊剂。钢用焊剂可分为碳 钢、合金结构钢及高合金用焊剂。 2. 根据焊接工艺方法 可分为埋弧焊 焊剂和电渣焊焊剂。
焊条是涂有药皮的供手弧焊用的熔化电极, 它由药皮和焊芯两部分组成。焊条药皮是压 涂在焊芯表面上的涂料层。焊芯是焊条中被 药皮包覆的金属芯。根据焊条药皮与焊芯的 重量比即药皮重量系数Kb,可以分为厚皮焊 条(Kb=30%~50%)和薄皮焊条(Kb=l%~2%) 两大类。由于目前在工业生产中广泛使用的 是厚皮焊条,所以这里只讨论这一类焊条。
“HJ”表示埋弧焊用焊剂,是“焊剂”二字汉语拼音的第一个字母。 第一位数字X1:表示焊缝金属的抗拉强度等拉伸力学性能,如表2-15所示。
第二位数字X2:表示拉伸试样和冲击试样的 状态。0—表示焊态;1—表示焊后热处理状 态。其焊后热处理的参数是:装炉时炉温不 得高于300℃,升温速度不得大于220 ℃/h, 62015℃保温1h,炉冷至300℃,炉冷速度 不得大于175℃/h;在300℃以下时,炉冷或 空冷均可。 第三位数字X3:焊缝金属冲击吸收功不小于 27J时的最低试验温度,如表2-16所示。 尾部的“HXXX”表示焊接试板时与焊剂匹配 的焊丝牌号,按GBl300-77《焊接用钢丝》 的规定选用。
E
4 3
1
5 表示焊条药皮为低氢钠型, 并可采用直流反接焊接 表示焊条适用于全位置焊接 表示熔敷金属抗拉强度的最小 2 值(以 kgf/mm 计) 表示焊条
国家标准GB5117-85所规定
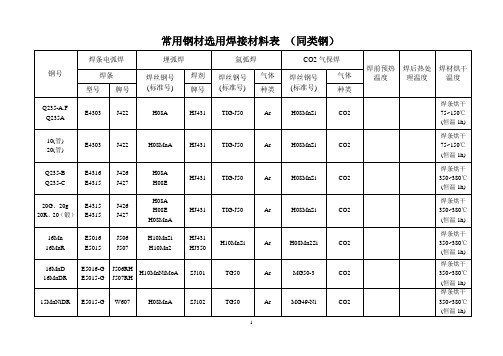
常用钢材焊材选用表(钢材焊材对照表)
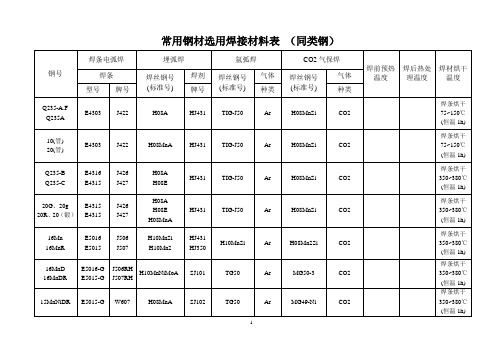
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
焊材型号对照表
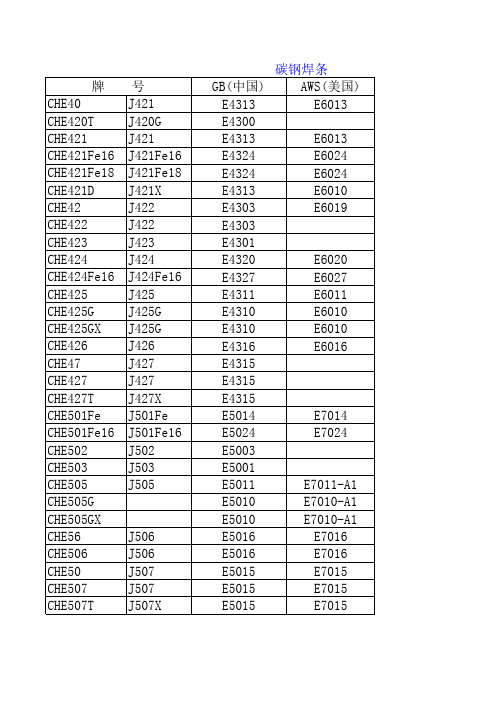
号 J421 J420G J421 J421Fe16 J421Fe18 J421X J422 J422 J423 J424 J424Fe16 J425 J425G J425G J426 J427 J427 J427X J501Fe J501Fe16 J502 J503 J505
J506 J506 J507 J507 J507X
E7A0-EH14 E7A4-EH14 E6A4-EM12
CHF105GX CHF105HR CHF106Fe
CHF113
CHF115 CHF201 CHF250
SJ105
SJ201 HJ250
F5P5-H10Mn2 E7P6-EH14 F5131-H10Mn2 E7P2-EH14 F5A2-H10Mn2 E7A0-EH14
E410-16
E410-16
E410-15
E410-15
E410NiMo-16 E410NiMo-16
CHK307 CHS002 CHS002A CHS012Si CHS022 CHS022N
牌号 CHS022Si CHS032 CHS042 CHS052 CHS052Cu CHS062 CHS062A CHS102 CHS107 CHS122 CHS132 CHS137 CHS157Mn CHS202
J502Wcu
J506Wcu
J507CuP J507CrNi
J557 J557MoV
J606 J607 J607Ni J707 J707Ni
E5028 E5018-1 E5018-1
E5018 E5048
E7028 E7018-1 E7018-1
E7018 E7048
低合金钢焊条
GB(中国)
常用钢号推荐选用的焊接材料
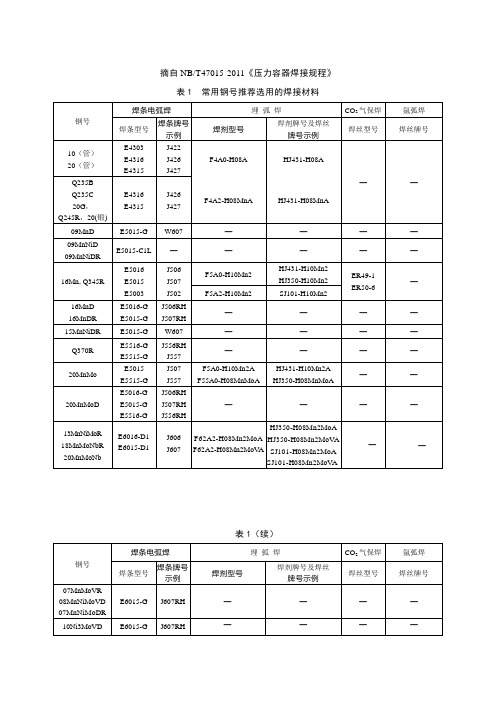
Q370R,15MnNiNbDR
Fe-1-4
07MnMoVR,07MnNiMoDR,07MnNiVDR
Fe-2
—
—
Fe-3
Fe-3-1
12CrMo
Fe-3-2
20MnMo,20MnMoD,10MoWVNb
12SiMoVNb
Fe-3-3
13MnNiMoR,18MnMoNbR,20MnMoNb,20MnNiMo
F48P0-H08CrMoVA
HJ350-H08CrMoVA
ER55-B2-
MnV
H08CrMoVA
12Cr2Mo
12Cr2Mo1
12Cr2MoG
12Cr2Mo1R
E6015-B3
R407
—
—
—
—
1Cr5Mo
E5MoV-15
R507
—
—
—
—
06Cr19Ni10
E308-16
E308-15
A102
A107
J427
F4A2-H08MnA
HJ431-H08MnA
09MnD
E5015-G
W607
—
—
—
—
09MnNiD
09MnNiDR
E5015-C1L
—
—
—
—
—
16Mn, Q345R
E5016
E5015
E5003
J506
J507
J502
F5A0-H10Mn2
HJ431-H10Mn2
HJ350-H10Mn2
ER49-1
表
钢材种类
接头母材
类别、组别代号
焊条电弧焊
焊剂的分类型号与牌号

焊剂的分类型号与牌号埋弧焊的焊接材料由焊丝(或带极)与焊剂的组合构成。
焊剂是具有一定粒度的颗粒状物质,是埋弧焊和电渣焊时不可缺少的焊接材料。
目前我国焊丝和焊剂的产量占焊材总量的15%左右。
在焊接过程中,焊剂的作用相当于焊条药皮。
焊剂对焊接熔池起着特殊保护、冶金处理和改善工艺性能的作用。
焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属性能的主要因素之一,采用同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性能将有很大的差别,特别是冲击韧度差别更大。
一种焊丝与多种焊剂的合理组合,无论是在低碳钢还是在低合金钢上都可以使用,而且能兼顾各自的特点。
2.4.1 焊剂的分类目前国产焊剂已有50余种。
焊剂的分类方法有许多种,可分别按用途、制造方法、化学成分、焊接冶金性能等对焊剂进行分类,但每一种分类方法都只是从某一方面反映了焊剂的特性。
了解焊剂的分类是为了更好地掌握焊剂的特点,以便进行选择和使用。
1.按用途分类焊剂按使用用途可分为埋弧焊焊剂、堆焊焊剂、电渣焊焊剂;也可按所焊材料分为低碳钢用焊剂、低合金钢用焊剂、不锈钢用焊剂、镍及镍合金用焊剂、钛及钛合金用焊剂等。
2.按制造方法分类按制造方法的不同,可以把焊剂分成熔炼焊剂和烧结焊剂两大类:(1)熔炼焊剂把各种原料按配方在炉中熔炼后进行粒化得到的焊剂称为熔炼焊剂。
由于熔炼焊剂制造中要熔化原料,所以焊剂中不能加碳酸盐、脱氧剂和合金剂,而且制造高碱度焊剂也很困难。
熔炼焊剂根据颗粒结构的不同,又可分为玻璃状焊剂、结晶状焊剂和浮石状焊剂等。
玻璃状焊剂和结晶状焊剂的结构较致密,浮石状焊剂的结构比较疏松。
(2)烧结焊剂把各种粉料按配方混合后加入粘结剂,制成一定尺寸的小颗粒,经烘熔或烧结后得到的焊剂,称为烧结焊剂。
制造烧结焊剂所采用的原材料与制造焊条所采用的原材料基本相同,对成分和颗粒大小有严格要求。
按照给定配比配料,混合均匀后加入粘结剂(水玻璃)进行湿混合,然后送入造粒机造粒。
(word完整版)焊材选用0424
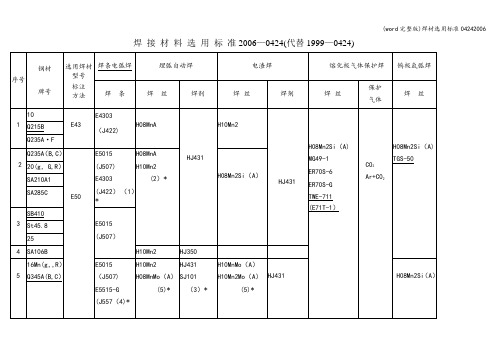
焊接材料选用标准2006—0424(代替1999—0424)焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2—3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊.(4)E5515—G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6—7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015—D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015—D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015—G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝.(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
(10)E R70S—B2L、ER80S-B3L焊丝分别用于序号15项和序号18项(SA213T22除外)钢号工件的手工氩弧焊打底。
(11)E7018—A1(AWS)焊条用于300MW、600 MW锅炉气包筒体纵、环缝手弧焊封底及气包筒体与下降管的焊接.(12)当工件不能进行预热时可选用E309Mo—16(A312)焊条.(13)对0Cr13钢产品若要求高耐蚀性时,可选用E309Mo-16(A312)焊条。
焊剂的型号与牌号
焊剂的型号与牌号焊剂的型号是依据国家标准的规定进行划分的,焊剂的牌号是由生产部门依据一定的规则来编排的,同一型号可以包括多种焊剂牌号。
1 焊剂的型号目前我国有关焊剂型号的国家标准主要有GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB 12470—90《低合金钢埋弧焊用焊剂》和GB/T 17854—1999《埋弧焊用不锈钢焊丝和焊剂》等。
(1)碳素钢埋弧焊用焊剂的型号1)GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》中关于焊剂型号的编制国标GB/T 5293—1999第一次将焊剂与焊丝在同一个标准中编写,从而可以供使用单位更加全面地理解焊丝、焊剂与熔敷金属力学性能的关系。
标准中的型号是根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。
完整的焊丝-焊剂型号举例:焊丝-焊剂组合的型号编制方法规定如下。
a、字母“F”表示焊剂。
b、第一位数字表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值,见表1。
焊剂型号抗拉强度 / MPa 屈服强度 / MPa 伸长率 / %F4××-H×××F5××-H×××415~550480~650≥330≥400≥22≥22c、第二位字母表示试件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态。
焊后热处理按以下工艺参数进行:试件装炉时炉温不得高于300℃,然后以不大于200℃/h的升温速度加热到620℃±℃保温1h,保温后以不大于190℃/h的冷却速度炉冷至320℃,然后炉冷或空冷至室温。
也可根据供需双方协议,采用其他热处理规范。
d、第三位数字表示熔敷金属冲击吸收功不大于27J时的最低试试验温度,见表2。
焊剂型号冲击功/J 试验温度/℃F××0-H×××≥27 0F××2-H×××20 F××3-H×××30 F××4-H×××40F××5-H×××50F××6-H×××60e、“-”后面表示焊丝的牌号,焊丝的牌号按GB/T 14957,其中“H”表示焊丝,字母后面的两位数字表示焊丝中平均碳含量,如有其他化学成分,在字母的后面用元素符号表示,牌号最后的A、E、C 分别表示S、P杂质含量的等级。
氧焊焊剂选择表
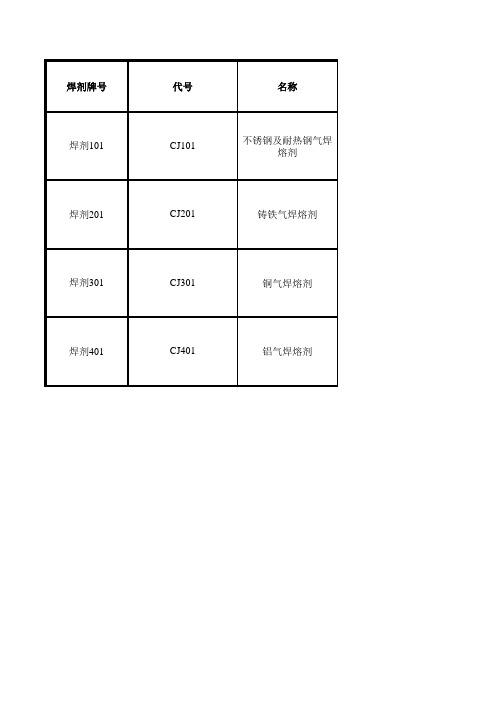
焊剂牌号代号名称
焊剂101CJ101不锈钢及耐热钢气焊
熔剂
焊剂201CJ201铸铁气焊熔剂焊剂301CJ301铜气焊熔剂焊剂401CJ401铝气焊熔剂
基本性能用途
熔点900℃,有良好的湿润作用,能防止熔化
不锈钢及耐热钢气焊助熔剂金属被氧化,焊后熔渣易清除
熔点650℃,呈碱性反应富潮解性,能有效去
铸铁件气焊助熔剂
除在气焊时所产生的硅酸盐和氧化物,有加
速熔化的功能
系硼酸盐镁,易潮解,熔点650℃,呈酸性反
铜及铜合金气焊助熔剂应,能有效熔解氧化铜和氧化亚铜
熔点约为560℃,呈碱性反应,能有效破坏氧
铝及铝合金气焊助熔剂化铝膜,因富潮解性,在空气中能引起铝的
腐蚀,焊后清除熔渣。
钢结构常用钢材焊条焊丝焊剂选用表
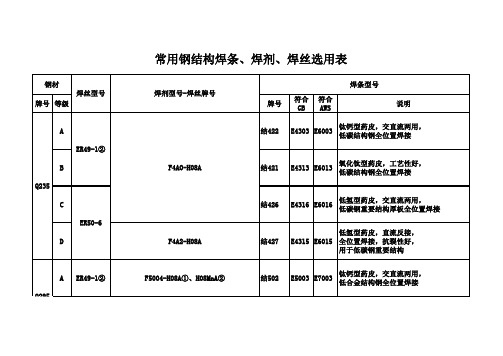
钢材 焊丝型号 牌号 等级 焊剂型号-焊丝牌号 牌号 符合 GB 符合 AWS 焊条型号 说明 钛钙型药皮,交直流两用, 低碳结构钢全位置焊接
A ER49-1② B Q235 C ER50-6 D F4A2-H08A F4AO-H08A
结422
E4303 E6003
结421
结507
E5015 E7015
低氢型药皮,直流反接,抗裂性好, 用于低合金钢重要结构全位置焊接
B
ER50-3
F5014-、F5011-H08MnA②、H10Mn2②
结422Fe E4323 E6023
铁粉钛钙型药皮,交直流两用, 全位置焊接,用于低碳钢较重要的结构
Q345 C ER50-2 D F5034-、F5031-H08MnA②、H10Mn2② F5024-、F5021-H08MnA②、H10Mn2②
铁粉钛钙型药皮,交直流两用, 结426Fe E4328 E6028 药皮中含有30%铁粉,焊接效率高, 用于碳锰钢重要结构 铁粉钛钙型药皮,交直流两用, 结506Fe E5018 E7018 药皮中含有30%铁粉,焊接效率高, 用于低合金结构钢重要结构
E A
F5041-③ F5011-H08MnA①、H10Mn2②、H08MnMoA②
E4313 E6013
氧化钛型药皮,工艺性好, 低碳结构钢全位置焊接
结426
E4316 E6016
低氢型药皮,交直流两用, 低碳钢重要结构厚板全位置焊接
结427
低氢型药皮,直流反接, E4315 E6015 全位置焊接,抗裂性好, 用于低碳钢重要结构 钛钙型药皮,交直流两用, 低合金结构钢全位置焊接
B Q390 C D
常用钢材焊材选发用表(钢材焊材对照表)
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
焊剂(改)

264.对焊缝金属无氧化作用的焊剂包括( A )。
A. A1203,CaF2 B. Si02,CaO C. Fe203,CaF2 D. Al203,MgO 265.焊丝-焊剂F4AO-H08A中字母"A"表示的含义是
( A )。
A.焊态 B.焊后热处理状态 C.冲击功 D.抗拉强度
266.焊丝-焊剂F4AO-H08A中"0"表示的含义是熔敷
金属冲击吸收功不小于 ( D )。
A. 27 J时温度为10°C B. 47 J时温度为10°C C. 47 J时温度为0°C D. 27 J时温度为0°C
267.在焊丝-焊剂F4AO-H08A中,字母"F"表( C)。
A.焊丝牌号 B.熔敷金属抗拉强度 C.焊剂 D.熔敷金属冲击吸收功
268.酸性焊剂的烘干温度为(C )。
2.非熔炼焊剂
把各种粉料按配方混合后加入粘结剂,制 成一定粒度的小颗粒,经烘熔或烧结后得 到的焊剂,称为非熔炼焊剂。非熔炼焊剂 包括粘结焊剂和烧结焊剂。
(1)粘结焊剂。旧称陶质焊,他是以水玻璃 为粘结剂,经350~500℃低温烘熔或烧结得 到的焊剂。
(2)烧结焊剂。通过在较高的温度 (700~1000℃)烧结,烧结后粉碎成一定 尺寸的颗粒即可使用。262.根据焊剂氧化性源自强弱,可将焊剂分为( C )焊剂三类。
A.强氧化性、弱氧化性、中性 B.强氧化性、氧化性、弱氧化性 C.氧化性、弱氧化性、中性 D.强氧化性、氧化性、惰性
263.氧化性的焊剂是( D )。 A. Si02,Al203 B. Si02,MgO C. CaO,A1203 D. Si02,Mn02
常用焊剂介绍

HJ172是熔炼型无锰低硅高氟焊剂,为白色至浅灰色半透明玉石状颗粒,粒度为10~60目。
用直流电源,焊丝接正极,焊接工艺性能良好。
焊接含铌或钛的铬镍不锈钢时,无粘渣现象。
其熔渣氧化性很弱,合金元素不易烧损,焊缝含氧量低,故具有较高塑性和韧性。
用途:配合适当焊丝,可焊接高铬马氏体热强钢如15Cr12MoWV及含铌、含钛的铬镍不锈钢。
说明:HJ151是熔炼型无锰中硅中氟焊剂。
呈蓝灰色至深灰色浮石状颗粒,粒度为10-60目(2.0~0.3mm)。
采用直流电源,焊丝或焊带接正极。
焊接工艺性能良好,脱渣容易,焊道成型美观。
焊接奥氏体不锈钢时,具有增碳少和铬烧损少的特点。
用途:配合奥氏体不锈钢焊丝或焊带如HOCr21Ni10,HOCr20Ni10Ti,HOOCr24Ni12Nb,HOOCr21Ni10Nb,HOOCr21Ni10等进行带极堆焊焊接。
适用于核容器及石油化工设备耐腐蚀层堆焊,压力容器堆焊,热壁加氢炉的制造等。
配合HOOCr16Mn16焊丝可用于高锰钢的补焊。
堆焊层性能:配HOOCr26Ni12过渡层焊接,HOOCr26Ni10作表面层焊带,在厚度50mm,18MnMoNb钢板上堆焊。
1、机械性能(见附表)2、堆焊层增碳≤0.01%,铬烧损≤1.5%。
3、晶间腐蚀试样经敏化处理后通过GB4334.5检验《不锈钢硫酸-硫酸铜腐蚀试验方法》。
焊剂化学成份(Chemical Composition)(%)机械性能:(Mechanical Performance)说明:HJ260是熔炼型低锰高硅中氟焊剂,呈灰色玻璃状颗粒,粒度为10~60目(2.0-0.3mm)。
采用直流电源,焊丝接正极。
电弧稳定,焊道成型美观,脱渣性能良好。
用途:配合奥氏体不锈钢焊丝(如HOCr21Ni10,HOCr20Ni10Ti,H1Cr13,H3Cr13等),焊接相应的耐酸不锈钢结构,也可用于各种连铸辊、热轧辊、中、小型钢轧辊,耐腐轴、轮的埋弧堆焊,堆焊性能优良。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊剂的型号与牌号焊剂的型号是依据国家标准的规定进行划分的,焊剂的牌号是由生产部门依据一定的规则来编排的,同一型号可以包括多种焊剂牌号。
1 焊剂的型号目前我国有关焊剂型号的国家标准主要有GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB1 2470 —90《低合金钢埋弧焊用焊剂》和GB/T 17854—1999《埋弧焊用不锈钢焊丝和焊剂》等。
(1)碳素钢埋弧焊用焊剂的型号1)GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》中关于焊剂型号的编制国标GB/T 5293—1999 第一次将焊剂与焊丝在同一个标准中编写,从而可以供使用单位更加全面地理解焊丝、焊剂与熔敷金属力学性能的关系。
标准中的型号是根据焊丝- 焊剂组合的熔敷金属力学性能、热处理状态进行划分。
完整的焊丝- 焊剂型号举例:焊丝-焊剂组合的型号编制方法规定如下。
a、字母“ F”表示焊剂。
b、第一位数字表示焊丝- 焊剂组合的熔敷金属抗拉强度的最小值,见表1焊剂型号抗拉强度/ MPa屈服强度/ MPa伸长率/ % F4×× -H ×××415~550≥330≥22F5×× -H ×××480~650≥400≥22c、第二位字母表示试件的热处理状态,“ A”表示焊态,“ P”表示焊后热处理状态。
焊后热处理按以下工艺参数进行:试件装炉时炉温不得高于300℃,然后以不大于200℃ /h 的升温速度加热到620℃ ±℃保温1h,保温后以不大于190℃/h 的冷却速度炉冷至320℃,然后炉冷或空冷至室温。
也可根据供需双方协议,采用其他热处理规范。
d、第三位数字表示熔敷金属冲击吸收功不大于27J 时的最低试试验温度,见表2。
焊剂型号冲击功/J试验温度/ ℃F×× 0-H ×××≥270F×× 2-H ×××20F×× 3-H ×××30F×× 4-H ×××40e、“- ”后面表示焊丝的牌号,焊丝的牌号按GB/T 14957,其中“ H”表示焊丝,字母后面的两位数字表示焊丝中平均碳含量,如有其他化学成分,在字母的后面用元素符号表示,牌号最后的A、F×× 5-H ×××50E、C分别表示S、P 杂质含量的等级。
这种焊剂型号的表示方法有以下特点。
a、每种型号的焊剂不特别规定其制造方法,可以是熔炼型,也可以是非熔炼型。
b、每一种型号的焊剂是按照焊缝金属的力学性能划分的,不是根据焊剂的化学成分或焊缝金属的化学成分来划分的,但对S、P含量有所控制(S≤0.06%, P≤0.08%)。
这与碳钢焊条的型号划分原则一致。
2)GB 5293—85《碳素钢埋弧焊用焊剂》关于型号的编制由于国标GB/T 5293—1999 颁布不久,其标准的前身GB5 293—85《碳素钢埋弧焊用焊剂》还处于过渡期,有必要伸缩5293—85。
国标GB 5293—85 中焊剂型号是根据埋弧焊焊缝金属的力学性能来划分的。
而焊缝金属的力学性能与所配用的焊丝有关。
所以焊剂型号通常与其匹配的焊丝组合表示。
焊丝型号与匹配的焊丝组合举例:焊丝-焊剂组合的型编制方法如下。
a、“HJ”表示埋弧焊用焊剂,它们分别为“焊剂”两个字汉语拼音的第一个字母。
b、第一位数字“ X1”为3、4或5,表示焊缝金属的拉伸力学性能,其抗拉强度、屈服强度及伸长率的指标规定见表1。
按GB5 293—85 标准所规定的试验方法焊接试板、制取拉伸试样及进行拉伸试验,试验结果应符合表 3 中相应型号焊剂所规定的要求。
1c、第二位数字“ X2”为0或1,表示拉伸试样和冲击试样的状态,“ 0”表示焊态,“ 1”表示焊后热处理态,见表4。
2HJX 11X 3-H ×××焊后热处理注:焊后热处理按以下工艺参数进行, 即装炉时炉温不得高于 300℃,升温速度不得大于 220℃/h ,620℃± 15℃保温 1h ,炉冷至 300℃, 炉冷速度不得大于 175℃ /h ,300℃以下时,炉冷或空冷均可。
d 、第三位数字“ X 3”表示焊缝金属冲击韧性值不小于 34J 时的最低试验温度,见表 5。
e 、尾部“ H ×××”表示焊接试板所用的焊丝牌号,应符合 GB1300《焊接用钢丝》的规定。
3焊剂型号试验温度 / ℃冲击功 /J HJX 1X 20-H ××× -无要求HJX 1X 21-H ××× 0 ≥34HJX 1X 22-H ××× -20 HJX 1X 23-H ××× -30 HJX 1X 24-H ××× -40 HJX 1X 25-H ×××-50 HJX 1X 26-H ×××-60例如 HJ403-H08MnA ,它表示这种埋弧焊用焊剂采用 H08MnA 焊丝按 GB5 293—85 标准所规定的焊 接工艺参数焊接试板,其试样状态为:焊态时焊缝金属的抗拉强度为 412~538MPa ,屈服强度不小于330MPa ,伸长率不小于 22%,在-30 ℃时冲击功不小于 34J 。
对于焊缝金属力学性能,焊剂的型号一般不单独出现,因为独立的焊剂型号无实际意义。
例如,HJ403是表示焊剂型号,针对力学性能,由于没有相匹配的焊丝无实际意义。
(2)低合金钢埋弧焊用焊剂的型号根据国标 GB 12470—90《低合金钢埋弧焊用焊剂》的规定,低合金钢埋弧焊用焊剂型号是根据熔 敷金属力学性能和焊剂渣系来划分的。
焊剂型号 -焊丝牌号组合举例:焊剂型号 -焊丝牌号组合的编制方法如下。
a 、字母“ F ”表示低合金钢埋弧焊用焊剂,“ F ”是英文 Flux 的首字母。
b 、第一位数字代号 X 1分为 5,6,⋯, 10 六类,表示熔敷金属拉伸性能,每类均规定了抗拉强度、 屈服强度及伸长率三项指标,见表 6。
拉伸性能代号 (X 1)抗拉强度/MPa 屈服强度 /MPa 伸长率/%拉伸性能代号 (X 1) 抗拉强度/MPa屈服强度/MPa 伸长率/% 5 480~ 650 ≥380 ≥22.0 8 690~ 820 ≥610 ≥16.0 6 550~ 690≥460 ≥20.0 9760~900≥680≥15.07 620~ 760 ≥ 540 ≥17.010 820~970 ≥750 ≥14.0c 、第二位数字代号 X 2表示试样状态:用“ 0,1”表示, “0”表示焊态,“ 1”表示焊后热处理态, 见表 7。
2 300220/h 620151h 炉冷至 300℃,炉冷速度不得大于 175℃/h , 300℃以下时,炉冷或空冷均可。
d 、第三位数字代号 X 3分为 0, 1,⋯, 6,8,10,表示焊缝金属冲击功不小于 27J 时的试验温度, 见表 8。
e 、第四位数字代号 X 4分为 1,2,, 6,表示焊剂渣系,见表 9。
f 、尾部“ H ×××”表示试件焊接所用的焊丝牌号,按国标 GB1300之规定。
例如 F5121-H08MnMo ,A 表示这种低合金钢埋弧焊用焊剂采用 H08MnMoA 焊丝,按 GB12470—90 标准 规定的工艺参数焊接试件, 其试样经焊后热处理后, 熔敷金属的抗拉强度为 480~ 650MPa ,屈服强度不 低于380MPa ,伸长率不低于 22.0%,在 20℃时 V 形缺口冲击功不小于 27J ,焊剂渣系为氟碱型。
(3)埋弧焊用不锈钢焊剂的型号根据国标 GB/T 17854—1999《埋弧焊用不锈钢焊丝和焊剂》的规定,埋弧焊用不锈钢焊丝和焊剂 的熔敷金属中铬含量应不大于 11%,镍含量应小于 38%;焊丝和焊剂的型号分类是根据焊丝 - 焊剂组合 的熔敷金属化学成分、力学性能进行划分。
不锈钢埋弧焊焊剂 - 焊丝组合的举例:焊丝-焊剂组合的型号编制方法如下。
a 、字母“ F ”表示焊剂。
b 、“ F ”后面的数字表示熔敷金属种类代号,如有特殊要求的化学成分,该化学成分用元素符号 表示,放在数字后面。
c、“ - ”后面表示焊丝的牌号,焊丝的牌号按YB/T 5092 标准。
表10 规定了各种埋弧焊用不锈钢焊剂- 焊丝组合熔敷金属的化学成分和力学性能。
1L2、F410-H×××的熔敷金属的力学性能试样加工前经840~870℃加热2h 后,以小于55℃/h 的冷却速度炉冷至590℃,随后空冷3、F430-H×××的熔敷金属的力学性能试样加工前经760~785℃加热2h 后,以小于55℃/h 的冷却速度炉冷至590℃,随后空冷(1)熔炼焊剂牌号的编制方法a 、焊剂牌号前“ HJ ”表示埋弧焊和电渣焊用熔炼焊剂。
b 、焊剂牌号第一位数字表示焊剂中 MnO 的含量,熔炼焊剂牌号中第一位数字的表示含义见表 1111c 、牌号第二位数字表示焊剂中 SiO2、 CaF2的含量,熔炼焊剂牌号中第二位数字的表示含义见表 12。
表 12 熔炼焊剂牌号中第二位数字的表示含义牌 号 焊剂类型 二氧化硅及氟化钙含量 /%HJ ×1× 低硅低氟 SiO 2< 10 CaF 2<10 HJ ×2× 中硅低氟 SiO 210~ 30 CaF 2< 10 HJ ×3× 高硅低氟 SiO 2> 30 CaF 2<10 HJ ×4× 低硅中氟 SiO 2<10 CaF 210~30 HJ ×5× 中硅中氟 SiO 210~ 30 CaF 210~ 30 HJ ×6× 高硅中氟 SiO 2> 30 CaF 210~30 HJ ×7× 低硅高氟 SiO 2< 10 CaF 2>30 HJ ×8×中硅高氟 SiO 210~ 30 CaF 2>30HJ ×9×其他-d 、牌号第三位数字表示同一类型熔炼焊剂的不同牌号,按 0,1,2,⋯, 9 顺序排列。
e 、对同一牌号熔炼焊剂生产两种颗粒度时,在细颗粒焊剂牌号后加“ X ”区分。