日立钻机报警信息
日立HITACHI钻孔机操作手册

日立HITACHI钻孔机操作手册hitachi日立(h-mark-30r)钻孔机操作手册hitachi钻孔机操作说明一、钻孔机本体及周边设备了解钻孔机本体:前视图hitachi日立(h-mark-30r)钻孔机操作手册钻孔机本体:后视图周边设备:1、油冷机:冷却主轴(spindle),保证主轴在规定的温度下工作2、干燥机:过滤器空气中的水份、油份及各种杂质,确保机台入口两端的空气品质合乎日立标准。
二、机台对环境的要求1、电力建议电压:三相200v/50hz功率:15kva(18kva:不含集尘机)2、气压要求压力:590--690kpa(6.0―7.0kg/cm2)流量:900l/min气温:20±5℃固体颗粒:max.0.01micron(.0004mil)去油率:≥99.9999%气管内径:19mm3、集尘要求负压:140mmhg流量:4000l/min管径:75mm4、环境建议hitachi日立(h-mark-30r)钻孔机操作手册h-mark-30roperationmanual5、地板表面加装须要的规格标准:地板恍强度:每平方米2,000公斤以上注意事项:地板恍强度就是依据该地板所在的土壤特性所同意的。
6、水平铁块所在的地板高度,水平公差值在2mm以内(不含)。
三、机台开关机流程:步骤开机程序1启动空压机2主电源on34567891011关上air管路主阀门证实空气干燥机on证实集尘机on证实空气干燥机排水阀门存有关上机台背面主电源开关on机台空压入口阀门关上证实机台桌面并无异物机台负面电源钮on等候m-20画面发生后蜂鸣器响声5次中止emg钮挑选触控屏幕挑选出home键,使机台搞xyz轴原点重归动作备注:(按home键时.人员不容返回机台.须要一手放置于emg钮上方.目视机台搞原点重归动作.如辨认出突发性及异常动作.须要应急按下emg钮.以避免不幸)证实主轴圆润性证实主轴存有夹针以2万转回输出功率.启动主轴运转5~10分钟主轴off.完结hitachi步骤关机程序1按single暂停键2按home键机台原点重归3证实暂停主轴运转4记录加工程序.条件及加工孔数5证实主轴夹头已托盘钻针6压下emg钮蜂鸣器响声5次7机台负面电源钮off8机台背面主电源开关off9机台空压入口阀门停用10主电源off11完结12机台虽然已经关机但是放置机台的厂房仍然须要维持潮湿(维持适度空调)1314151617hitachi日立(h-mark-30r)钻孔机操作手册h-mark-30roperationmanual四、钻孔机操作画面介绍1,操作面板介绍:hitachino名称1start开始启动执行sbk功能单步暂停(如在sbk状态下,start按键机台会一次一步进行单步动作)。
最新日立螺杆机组故障代码表
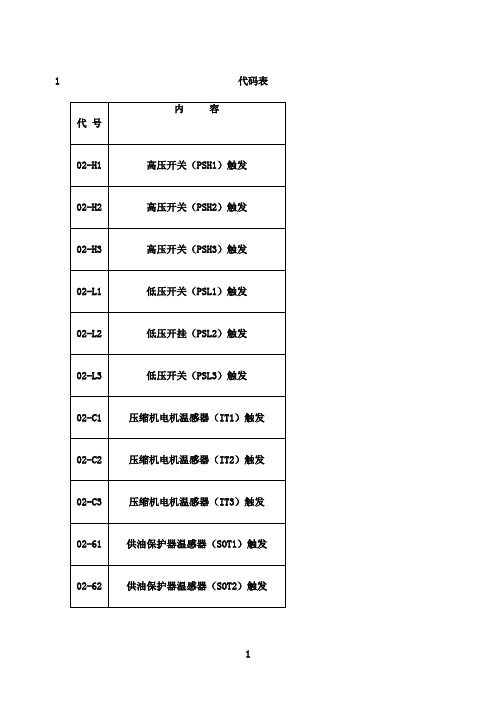
高压开关
OFF:2.2MPa
ON:手动复位
PSL 1~3
低压开关
OFF:0.25MPa
ON:0.5MPa
SOT 1~3
供油保护器温感器
ON:110℃
OFF:140℃
FT
结冰保护温感器
ON:6.5℃
OFF:2.5℃
CH 1~3
加热器
AR F1~F3
附属继电器
220~240V
(2C)
Y P1
压缩机附属继电器
DC24V
Y 6C1~6C3
星三角操作附属继电器
DC24V
TF
变压器
THMi
入水温度感应器
标 记
名 称
注 意
WCOC1
印刷电路板
WCOC2
印刷电路板
WCOC3
印刷电路板
EF 1
保险丝
10A
EF 2~10
保险丝
10A
TB 11
电源接线座
TB
SV 11.21.31
02-C3
压缩机电机温感器(IT3)触发
02-61
供油保护器温感器(SOT1)触发
02-62
供油保护器温感器(SOT2)触发
02-63
供油保护器温感器(SOT3)触发
02-51
压缩机过电流继电器(ORC11~13)触发
02-52
压缩机过电流继电器(ORC21~23)触发
02-53
压缩机过电流继电器(ORC31~33)触发
5P
CMP和CMT不正常反馈信息
05
逆相或单相警报
11
温感器(入口)(THMi)警报
13
结冰保护温感器(FT)触发
日立错误代码查询

323 传送生成(L表) 324 传送生成(L表) 325 传送生成(μΣ) 326 传送生成(μΣ) 327 传送生成(μΣ) 328 传送生成(μΣ) 329 传送生成(μΣ) 330 331 332 333 334 335 336 337 338 339 340 341 342 343 344 345 传送生成(L表) 传送生成(L表) 传送生成(L表) 传送生成(L表) 传送生成(μΣ) 传送生成(μΣ) 传送生成(μΣ) 传送生成(μΣ) 传送生成(μΣ) 传送生成(L表) 传送生成(L表) 传送生成(L表) 传送生成(L表) 传送生成(L表) 传送生成(L表) 传送生成(L表)
解释 在一个控制器内有重复的素子。下流有PIO素子时,PIOsheetNO+一贯 NO会重复,应将该控制器的数据从自动DocDB删去后再编译。 同一sheet内有重复的标识No。 sysdef、阶层连接器等自动编号对象素子的上流素子端子不可直接编 号,应在它们之间加BTR·FTR素子。 连接器-连接器、sysdef-def等可导致点编号条件异常素子之间的结合 是禁止的,应在中间加BTR·FTR素子。 由于没有阶层素子等中设定的下位sheetNO所指源文件,源文件不可增 幅,此时,组关系中的源文件全部无法生成。 上流(或下流)素子(SYSDEF、连接子等)由于有某种故障,该素子 的素子No未决定。 设定值信息中只记录有标题、工程单位 设定数值不对,设定值信息无法加入,大量发生时有可能破坏设定值 文件,请与情报系统部联系。 未在主文件中登录素子记号。无法进行新素子No登录、前回值继承或 释放。该素子的地址信息欠缺。请在主文件中登录素子地址,重新编 译。 连接子间、阶层间的传送或sysdef等的地址参照时由于信号的区分不 一致,造成无法分配素子。此时,除发送侧连接子以外,组关系中的 源文件全部无法生成。 连接子间的结合,找不到对方,或对方sheet不是编译对象。此时,如 是接收侧,组关系中的源文件全部无法生成。 由于阶层连接器有相同的端子名称,素子无法编号。此时,如是兄弟 关系的源文件间端子重复,会对第1个素子编号。组关系中的源文件全 部无法生成。 下位环出错,无法生成。本err只在初次出现,下位层关系建立并正常 编译时不出。 由于处理条件不足,不能进行地址释放、环解散、文件删除处理。 由于IBD相关的def·ref条件不成立、无法分配地址。 sysdef·sysref素子中设定的信号名称或阶层连接器中设定的接线省略 区分未在sysdef地址文件中登录。但,连接器有接线时,被正常编译 一个控制器中没有与ref因子(有同样信号名称)传送的def因子。但, 目前逻辑编译能正常进行。 由于一个控制器中的多个源文件中有同一信号名称的def因子,对在 def管理DB中未登录的源文件的def素子,素子不编号。 sysdef·sysref素子或要连接的端子已经编有素子,不再自动编号。 def·ref因子或要连接的端子已经编有素子,不再自动编号。 Tagdef·ref,ORdef·ref因子或要连接的端子已经编有素子,不再自动 编号。 由于1个组内的多个源文件中有同一信号名称的Tagdef·Orref素子, Tagdef或ORref管理DB中未登录的源文件的Tagdef·Orref素子,不分配 素子。 1个组中没有与Tagref素子(有相同信号名称)通讯的Tagdef素子, 但,逻辑编译能正常进行。 1个组中没有与Ordef素子(有相同信号名称)通讯的Orref素子,但, 逻辑编译能正常进行。 由于地址的自动释放失败,本地址保持原状。
日立仪器故障解析部分
目录 1.1 报警的处理与解除方法…………………………………2 1.1.1 报警级别………………………………………………2 1.1.2 处理与复原方法………………………………………3 1.2 常见数据报警……………………………………………4
1
故障解析部分
1.1 报警处理和复原方法
空白测得的吸光度之间 反应槽有杂质或被污染。
的差达到 0.1Abs 以上
光源灯劣化。
更换了反应杯或光源灯。
* 测定结果是编辑的
-
6
+ 在实时质控中,质控 X 试剂劣化(工作曲线的
和/或质控 Y 的值高于 线性变窄。
2.5SD 或低于-2.5SD
其中一个质控品浓缩或变质
% 用于计算中使用ห้องสมุดไป่ตู้项目 计算中使用的项目中有报警
有报警,不能进行计算
0 输出位数超过 6 位无法 K 系数超过 6 位。
表示
连负号、小数点在内数据超过 6 位。
准液吸光度与最大浓度 灵敏度界限设定不良
标准液吸光度之差不在
应用画面的“灵敏度允
许吸光度”的输入范
围。)
B K 系数和上次的值相对 测定新设定的分析项目
照,其变化在±20%以上 标准液、试剂放置错误
试剂劣化,标准液浓缩
因吸量器连接部漏液而出现的重复性不
良
G 非线性校准时,偏移值 标准液放置错误
SD 超过设定的允许值
停止, 紧急停止
处理方法: 关闭蜂鸣音,通过画面确认详情。 仪器停止分为全系统停止和仅仅发生故障的分析单元停止两种情 形。部分分析模块即使停止了,系统仍可继续测定。 复原方法: 对故障之处修复后,执行“Reset(复位)”。 从未测定的样品开始进行分析。
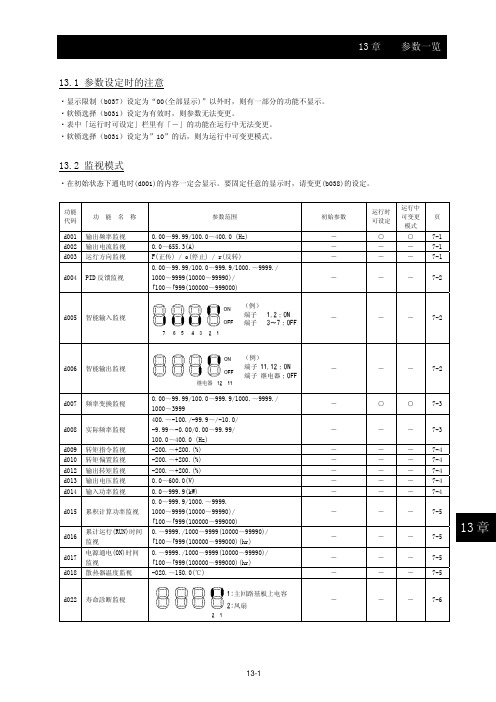
日立WJ200参数及报警
0.00 99.99/100.0(s)
0.01 99.99
00( (O存) )
03(
01( (O) )
10(
02(Modbus )
00( ) / 01( )
0.0 100.0(%)
00( )
02(
01( (O) )
)
) )
(O存) )
00 00 1.0 1.0 5.0 5.0
00
00
100. 100.
) / 01(
) / 01(
(
A082
(
A282
(
A003
(
A203
03*(
VC位)
*
03*(
VC位)
*
) )
) ) ) )
)
)
0. 255.
0. 255.
0. 255.
0. 255.
00( )
02(
<A052 )
01(
)
0.00 60.00(字z)
0.0 5.0(s)
0. 100./70.(%) (
应应
应应 7-16
应应
应 应
应 应
7-19
应 应
应 应
7-20
应 应 7-27
应
应
应
7-29
应
应
应
7-28
7-118
应应
7-41
13
应
7-38
13-3
13
13
A041 1 A241 2 A042 1 A242 2 A043 1 A243 2
A044 1
V
/ f
A244
2
A045 1
日立7180反应盘温度报警分析及处理
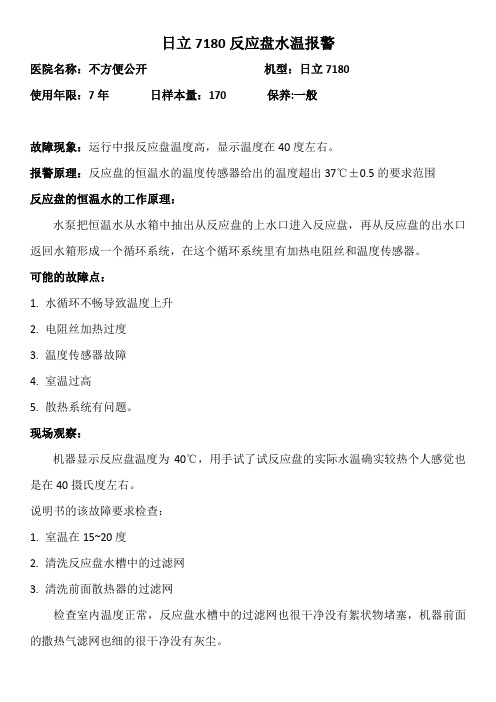
日立7180反应盘水温报警医院名称:不方便公开机型:日立7180使用年限:7年日样本量:170 保养:一般故障现象:运行中报反应盘温度高,显示温度在40度左右。
报警原理:反应盘的恒温水的温度传感器给出的温度超出37℃±0.5的要求范围反应盘的恒温水的工作原理:水泵把恒温水从水箱中抽出从反应盘的上水口进入反应盘,再从反应盘的出水口返回水箱形成一个循环系统,在这个循环系统里有加热电阻丝和温度传感器。
可能的故障点:1.水循环不畅导致温度上升2.电阻丝加热过度3.温度传感器故障4.室温过高5.散热系统有问题。
现场观察:机器显示反应盘温度为40℃,用手试了试反应盘的实际水温确实较热个人感觉也是在40摄氏度左右。
说明书的该故障要求检查:1.室温在15~20度2.清洗反应盘水槽中的过滤网3.清洗前面散热器的过滤网检查室内温度正常,反应盘水槽中的过滤网也很干净没有絮状物堵塞,机器前面的撒热气滤网也细的很干净没有灰尘。
思路:优先考虑水循环问题及散热问题,电阻丝可通过测量电阻丝的阻值来判断,温度传感器也可测量器阻值来判断(一般为负温度系数热敏电阻即温度和阻值成反比,一般会给定一个温度的阻值来测量判断其好坏)。
循环不畅:一般常见的都是反应盘水槽中的金属过滤网盒H管液路图H管位置:拆开机器后面板找到水箱水箱上面就是H管(水箱上有个铁板挡住水箱很碍事想把它拆掉)拆下H管后发现其中有絮状物清理干净H管后装回,开机水温上到37℃后不再上升,故障解决。
总结:日立7180反应盘水温报警一般都是由反应盘水槽中的金属过滤网或H管被菌丝等絮状物堵塞循环不畅造成的,所以一般优先考虑加热电阻丝及温度传感器的故障率非常低一般放在后面检查。
关文涛2013-12-13。
日立HGE-Ⅲ故障代码说明

日立HGE-Ⅲ故障代码说明故障代码故障名称保护设定点建议对策E010 [A1 级] 主微机系统错误主微机运行时发生总线错误或地址错误1) 刷新程序2) 排除外部强干扰源3) 寻求厂家帮助E011 [A1 级] 主微机检测到变频微机故障软件:变频微机在双口RAM中的正常标志超过80毫秒没有变化硬件:变频微机的硬件故障信号输出排除变频器侧故障,确认变频微机工作指示灯处于绿灯亮状态E012 [A1 级] 运行接触器短接故障运行接触器的驱动输出断开但运行接触器的辅助触点输入仍然接通,时间持续超过1秒。
1) 检查运行接触器的驱动回路2) 检查运行接触器及其反馈回路E013 [A1 级] 抱闸接触器短接故障抱闸接触器的驱动输出断开但抱闸接触器的辅助触点输入仍然接通,时间持续超过0.5秒1) 检查抱闸接触器的驱动回路2) 检查抱闸接触器及其反馈信号回路E014 [A1 级] 安全继电器短接故障安全回路输入断开或控制板上安全继电器的驱动输出断开,但安全继电器的触点仍未断开,时间持续超过300毫秒检查控制柜的安全继电器状态E015 [A1 级] 安全回路断开检测到安全回路输入断开检查安全回路的输入线路E016[A1 级] WDT动作看门狗超时1) 排除外部强干扰源2) 寻求厂家帮助E017 [A1 级] 连续3次平层开门锁死连续3次平层的开门动作都检测到开门锁死故障,每次平层尝试3次失败才运行到其他层尝试1) 检查电梯开门的实际情况,确认门机是否动作正常2) 检查开门极限开关E018[A1 级]备用备用备用E019 [A1 级] 主微机检测到DPRAM的连续3次读写故障上电后对DPRAM中相关单元读写验证,有异常确认3次,然后报故障1) 除外部强干扰源2) 寻求厂家帮助E020 [A1 级] 抱闸制动器短接故障抱闸控制的输出驱动断开,但抱闸确认开关仍然保持有效持续1.5s1) 检查抱闸控制器2) 检查抱闸确认开关E21[A1 级] 抱闸制动器断开故障抱闸控制的输出驱动有效,但抱闸确认开关仍然保持断开,持续1.5s。
日立vfmg故障代码表

异常
E C0
微动 EP 位置 感应器异常
C1 门微机检查
FML 位置感应 C2
器 OFF 故障
*18A/60A
C3
ON、19A
ON 故障
对方微机 W 对方微机 WD
C4
DT 动作
T 动作
C5 平常时 97N
触点 OFF C6 有开门锁紧
过电压发生 5 C7 有关门锁紧
0 以上
日立 VFMG 故障码表
92
夹块电容器
充电电路 OF
F 故障
93
SDS 不动作
记忆开关故 94
障
95
100R 故障
过电压发生次 96
数 100 次
品使管散垫 97
片垫动作
C A0
2
DZB 位置感应 器 OPEN 故障
DZB 位置感应 A1 门微机检测
器 OPEN 故障
FML 位置感应 A2 门微机误差
器 OPEN 故障
46 运行指令输入缓冲器 O 规格异常 N 故障
47
SCR 导通故障
A2 50
过电流检测
51 BCS 动作检测
过电流检测
52 BCS 异常
逆相检测
53
CONV MPC 异常
54
INV MPC 异常
55
光耦合器检测
56
楼层高图表误
差时的端层停
止
57
过电流检测
内容 顺 TCD
序 () 主微机
副微机
楼层高图表总 60
A1 20 50B ON 故障
50B ON 故障
21 *19A/10T ON 故障
22
50B ON 故障
日立NPH,操作与故障码

日立NPH,操作与故障码MODE-0-SET 显示楼层MODE-1-SET 显示状态MODE-2-SET 故障码读取MODE-3-SET 机房检修MODE-4-SET 故障清除MODE-11-SET 层高测试GVF GH98 GVF2 NPH的故障码说明E10—E27 A1 停止电梯所有运作功能(*1)E30—E47 A2 停止电梯所有快、慢车运行功能(*2)E50—E57 B1 停止电梯快车、部分慢车运行功能(*3)E60—E67 B2 停止电梯快车运行功能(*4)E70—E77 C2 使电梯运行至最近指令层停车,然后按A2级故障方式处理E80—E87 E 对故障不作处理备注:(1)当电梯同时出现2个以上的故障时,故障的处理级别按高的进行。
(2)当电梯发生A、B类故障时,软件回路安全继电器#50X、运行接触器#10T和抱闸接触器#15B立即释放,电梯数字显示立即熄灭。
如果电梯发生故障是A2、B1或B2级时,软件回路安全继电器#50X在释放3秒钟后会再次吸合,这时电梯数字显示也恢复正常。
(3)在电梯的这6种级别的故障中,其中A1级故障是具有自动保持性质的。
也就是说当使电梯发生A1级故障的原因被排除或消除后,会继续保持A1级的处理状态,不会自动解除故障状态重新投入正常运行。
而其它级别的故障在故障条件排除或消除后,可以自动使电梯恢复正常运行状态。
*1.当A1级故障条件成立时,FMT微机使电梯进入A1级故障处理的状态—停止电梯所有运作功能。
所停止运作功能包括:电梯快车运行方式、慢车运行方式、电梯开关门功能、电梯显示等功能。
*2.A2级故障处理时,电梯停止快、慢车运行方式,但如果电梯是在门区位置时,可以开门。
*3.B1级故障处理时,电梯停止快车运行方式,只能作自救的慢车运行方式。
*4.B2级故障处理时,电梯停止快车运行方式,可作任何慢车运行方式。
E11 #10T ON、OFF故障E12 #15B ON、OFF故障E14 #97输入信号异常E21 #11输入信号异常E22 #12输入信号异常E26 规格表和数出错E27 重复故障检出E31 #100R输入信号异常E32 门区感应器故障E33 变频器异常运行E35 厅门、轿门动作不一致E36 变频器运行故障E37 电梯逆转故障E40 零速不一致E41 电梯低速超速故障E42 软安全回路继电器ON、OFF故障E43 变频器控制回路失电故障E44 #11动作超时故障E45 #12动作超时故障E46 速度低故障E50 高速超速故障E51 起动速度控制异常E52 瞬时停电故障E53 运行速度偏差故障E55 中速超速故障E56 微动平层超速故障E57 微动平层运行距离异常E60 电梯层高表和数出错E61 电梯同步位置出错E62 电梯层楼位置出错E63 电梯端站位置出错E64 电梯端站减速控制异常E70 变频器故障报警检出E71 变频门机故障E73 门区运行故障E75 通讯检出故障E76 电梯爬行时间异常E77 自救检出故障E80 电梯运行中断门锁检出E81 电梯检修状态异常E82 电梯微动平层超时故障E83 电梯安全回路故障检出E84 微动平层起动故障E85 变频器速度一致信号异常E86 电梯开门超时故障E87 电梯关门超时故障。
日立品牌变频器的SJ200系列故障代码详表

日立品牌变频器的SJ200系列故障代码详表日立品牌变频器的SJ200系列故障代码详表故障代码故障现象/类型故障原因解决对策E01恒速时过电流1.变频器输出短路,或者电机轴被堵转或带有过大负载,这些情况导致过大电流流过变频器,使变频器切断输出2.双电压电机接线错误E02减速时过电流1.变频器输出短路,或者电机轴被堵转或带有过大负载,这些情况导致过大电流流过变频器,使变频器切断输出2.双电压电机接线错误E03加速时过电流1.变频器输出短路,或者电机轴被堵转或带有过大负载,这些情况导致过大电流流过变频器,使变频器切断输出2.双电压电机接线错误E04其他情况时过电流1.变频器输出短路,或者电机轴被堵转或带有过大负载,这些情况导致过大电流流过变频器,使变频器切断输出2.双电压电机接线错误E05过载保护若电子热继保护功能探测到电机过载,变频器跳闸,同时切断输出E06制动电阻过载若反馈制动电阻超过使用允许时间或使用比率,变频器跳闸,同时切断对电机的输出E07过压保护当由于电机的反馈能量使直流母线电压超过阀值时E08EEPROM错误当内置EEPROM存贮器由于噪声或过热时出错,变频器跳闸,切断对电机的输出E09欠电压故障1.内置的直流母线电压减小到低于阀值时会造成控制电路错误,这种情况会造成电机过热或产生较低的转矩2.变频器发生故障,切断输出E11CPU错误内置CPU发生故障,变频器跳闸,切断对电机的输出E22CPU错误内置CPU发生故障,变频器跳闸,切断对电机的输出E12外部错误1.智能输入端的信号设置成EXT时的可能发生的故障2.变频器跳闸,切断对电机的输出E13USP当禁止重起动保护(USP)功能被激活时,运行命令若先有效,再上电时变频器跳闸,且直到错误被清除变频器才会回到运行模式E14接地故障在上电测试时,检测到变频器输出和电机之间的接地故障来保护变频器,然后不保护人免遭伤害E15输入电压过高当输入电压高于额定值,在变频器上电后100秒被检测到,变频器跳闸(没有切断输出)E21变频器热若变频器内部温度超过阀值,它内部的热传感器检测到电力器件的温度过高而跳闸,关闭变频器输出E23门阵列通讯故障变频器内部故障发生在CPU和门阵列IC之间的通讯上E35电机过热当热敏电阻与端口【6】和【L】相连且变频器测试到温度过高时,变频器跳闸,切断对电机的输出E60通信故障变频器用于通信网络的看门狗定时器超时---欠压,输出关闭由于输入电压过低,变频器切断其输出并试图重起,报警跳闸,记录欠压故障事件。
日立钻孔机代码

日立钻孔机代码––CNC番號是error alarm 發生的CNC番號。
––訊息番號訊息的番號表示000~919的番號。
000~199:CNC關係的訊息,和操作軸沒關係。
200~399:機械特有的訊息。
400~599:操作軸關係的訊息。
600~919:操作軸移動方向關係的訊息。
––訊息26各文字以內的訊息。
回復條件START、RESET、EMG表示為回復的條件。
注)狀態訊息是藍色、操作訊息是黃色、error、alarm訊息是以紅色表示。
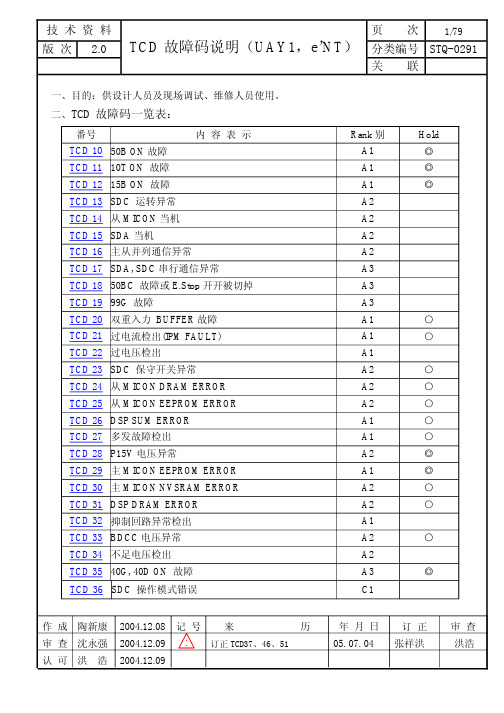
9-2 MESSAGE TABLENO.000 SYSTEM PA RAMETER ERROR EMG 系統參數錯誤NO.001 PA RITY(TH)A LA RM RESET 紙帶水平同位(TH)警報NO.002 PA RITY(TV)A LA RM RESET 紙帶垂直同位(TV)警報NO.003 CONSTANT TOO LA RGE RESET 常數太大NO.004 INV A LID A DDRESS RESET 位址無效NO.005 INV A LID CONSTANT RESET 常數無效NO.006 ILLEGA L“–”CODE RESET 不合法“–”碼NO.007 ILLEGA L“.”CODE RESET 不合法“.”碼NO.008 UNDEFINE A DDRESS RESET 未定義位址NO.009 UNDEFINE G CODE RESET 未定義G 碼NO.010 UNDEFINE M CODE RESET 未定義M 碼NO.011 INV A LIE END CODE RESET 無效結束碼NO.012 ILLEGA L REPEAT COMMAND RESET 不合法副程式呼叫NO.013 ILLEGA L REPEAT COMMAND RESET不合法重覆指令NO.014 NO SUCH SUBPROGRAM RESET 未登錄副程式NO.015 ILLEGA L SUBPROGRAM NEST RESET 多重副程式呼叫NO.016 ILLEGA L DOUBLE ADDRESS RESET 不合法重覆位址NO.017 NOT FOUND SEQUENCE NO RESET 未發現順序控制編號NO.018 ILLEGA L S&R CA LL RESET 不合法Step&Repeat指令呼出NO.019 INV A LID MA CHINE HOME RESET 原點復歸未實施NO.020 ILLEGA L RETURN CODE RESET 不合法程式結束碼NO.021 ILLEGA L S&R RESET 不合法Step&Repeat指令開始NO.022 ILLEGA L S&R END CODE RESET 不合法Step&Repeat 指令結束NO.023 ILLEGA L PA R T PROGRAM RESET 不合法紙帶格式(FORMAT)NO.024 FD FULL RESET 磁碟容量已滿NO.025 FD NOT READY RESET 磁碟片未準備就緒NO.026 ILLEGA L F COMMAND RESET 進刀速設定超出範圍外NO.027 ILLEGA L S COMMAND RESET 回轉速設定超出範圍外NO.028 ILLEGA L T COMMAND RESET 工具徑設定超出範圍外NO.030 FD FILE PROTECTED RESET 禁止File讀出NO.031 FILE W RITE PROTECTED RESET 禁止File寫入NO.032 NO SUCH FILE RESET File未登錄NO.033 ILLEGA L FILE NAME RESET 檔案名程不正確NO.034 LIMIT OF SUBPROGRAM RESET 副程式超出限制NO.035 ILLEGA L S&R NEST RESET 多重Step&Repeat呼出NO.036 ILLEGA L ‘+’ CODE RESET 不合法“+”碼NO.037 CONSTANT OUT OF RANGE RESET 常數超出被定範圍NO.038 ILLEGA L PA RAMETER DATA RESET 不合法參數資料NO.039 ILLEGA L COMMAND CONDITION RESET 不合法命令組合NO.040 FORMAT ERROR RESET 格式錯誤(FORMAT)NO.041 DEVICE BUSY RESET 裝置使用中(忙碌)NO.042 ILLEGA L MESSA GE FILE EMG 不合法的訊息檔案NO.043 ILLEGA L MACRO FILE EMG 不合法的巨集檔案NO.044 ILLEGA L SUBPROGRAM STA R T RESET 不合法的輔助程式開始NO.060 END OF PRPGRAM STA R T 作業完了NO.061 PROGRAM STOP STAR T 程式停止NO.062 OPTIONAL STOP STA R T 選擇性停止NO.064 TOP OF PROGRAM STA R T 程式開始NO.067 READY FOR RESTAR T STAR T 程式準備完畢NO.068 ILLEGA L HEADER COMMAND STAR T 不合法的程式頭指令NO.072 ILLEGA L DEVICE RESET 未定義裝置NO.079 WAITING FOR STA R T STA R T 等待開始狀態NO.080 EMULATER ERROR EMG 內部演算錯誤NO.100 DISK HA RDWARE ERROR EMG 磁碟硬體錯誤NO.104 CMOS RAM SUM CHECK ERROR EMG CMOS RAM 檢查錯誤NO.110 DISK HARDWARE ERROR EMG 伺服器尚未就緒NO.111 EXTERNAL IN/OUTPUT STA R T 外部裝置警報NO.113 SERVO OPTICAL FIBER EMG 伺服光纖關係警報NO.114 PARAMETER SETTING ERROR EMG 參數設定錯誤NO.116 SEQENCER OPTICA L FIBER EMG 順序控制光纖關係警報NO.117 DWQENCER HA RDWARE DGN.14 EMG 順序控制硬體錯誤DGN.14NO.119 RS-232C 1 ERROR DGN.16 STA R T RS-232C通信埠 1 錯誤DGN.16NO.120 RS-232C 2 ERROR DGN.16 STA R T RS-232C通信埠 2 錯誤DGN.16NO.122 MAIN CPU ERROR DGN.000 EMG 主CPU硬體錯誤DGN.000NO.123 SERVO CPU ERROR DGN.12,413 EMG 伺服CPU硬體錯誤DGN.12,413NO.126 BPRKEN BATTERY EMG 電池異常NO.127 DNC COMMUNICATION A LARM RESET DNC通信警報NO.199 INTERNAL ERROR EMG 內部錯誤NO.200 ILLEGA L CANNED CYCLE RESET 不當程式指令(DIL IC)NO.201 ILLEGA L CANNED TEXT RESET 不當程式令令(文字)NO.202 ILLEGA L CANNED CIRCLE RESE 不當程式指令(擴大孔)NO.203 ILLEGA L CANNED SLOT RESET 不當程式指令(槽孔)NO.205 ILLEGA L DRILL HIT COMMAND RESET 不當加工指令NO.206 ILLEGA L DRILL CYCLE DATA RESET 不當加工循環資料NO.207 READY FOR REVERSE STA R T 加工反轉就緒NO.208 END OF MACHINE REVERSE STA R T 加工反轉結束NO.209 HOLE NOT EQUAL STAR T 孔數不一致NO.210 ILLEGA L TOOL PATH COMMAND RESET 不當切削加工指令NO.213 ILLEGA L TOOL BIT SELECTION RESET 不當工具別選擇NO.215 NC BUFFER OVER NC RESET NC 緩衝區超出NO.216 PRESS THEN RESET THE EMG STOP RESET 請實施RESET EMG鍵以載入系統NO.250 LIMIT OF TOOL BIT LIFE STAR T 工具壽命終了NO.251 UNDEFINE T CODE STA R T 未定義T CODENO.252 CHA NGE OF ATC TOOL BLOCK STAR T 請交換ATC部工具NO.254 ILLEGA L NUMBER OF TOOL RESET 不當工具數分配(TOOLMNG)NO.255 ILLEGA L SPINDLE SELECTION RESET 不當SPINDLE選擇(BH機能)NO.256 CCD SENSOR A LA RM RESET CCD感測器警報NO.257 NO DETECTION OF BIT HIGHT STA R T CCD感測器工具長度偵測不到NO.258 TOOL DIAMETER ERR(DGN.181) STAR T CCD感測器工具直徑偵測異常NO.260 CHECK STATION NG1(LONG) STA R T 裝著後確認工具長度(長)NO.261 CHECK STATION NG2(LONG) STA R T 排出前確認工具長度(長)NO.262 TOOL LET OUT ERROR START工具排出錯誤NO.263 CHECK STATION NG1(SHORT) STA R T 裝著後確認工具長度(短)NO.264 CHECK STATION NG2(SHORT) STA R T 排出前確認工具長度(短)NO.265 CHECK STATION SENSOR A LARM STA R T CCD 感測器內有異物檢出NO.266 HIGHT DETECTOR ALA RM STA R T CCD感測器工具刃先檢出異常NO.267 TOOL LET OUT ERROR STA R T 工具釋放錯誤NO.268 PANEL HEIGHT SENSOR ERROR RESET 自動R點設定機能感測異常檢出NO.269 AUTO UPLIM DATA ERROR #129 STA R T 自動R點設定機能參數異常DGN.129 NO.270 Z AXIS ORIGIN ERROR RESET Z軸原點復歸錯誤NO.271 X,Y AXIS ORIGIN ERROR RESET X,Y軸原點復歸錯誤NO.275 WORK ZERO A LA RM RESET 工作原點錯誤NO.276 BOA RD EXCHA NGE POS. ERROR RESET 基板交換位置錯誤NO.277 SUPPLY WORK NOT EQUAL RESET 供給基板板數不一致NO.278 NO PANEL ON TABLE RESET 自動R點設定機能基板未發現NO.280 ATC LOCK STAR T ATC鎖住NO.282 M A DDRESS LOCK RESET M CODE鎖住NO.283 REPLA CE TOOL PALLET,TOOL NOT AV A ILABLE STA R T 請交換供給部工具盤(工具已用完)NO.284 REPLA CE TOOL PALLET,SWITH ATCIV ATE STAR T 請交換供給部工具盤(SWITCH ON)NO.285 CHECK POD STA R T 排出,裝著POD確認NO.286 INSERT TOOL INTO COLLET MANUA LLY STA R T手動將工具插入COLLET中(粗徑)NO.287 REMOVE TOOL INTO COLLET MANUA LLY STA R T 手動將COLLET之工具排出(粗徑)NO.290 ATC CHUCK A LARM(LOW ER) STA R T ATC CHUCK異狀(下降端)NO.291 ATC CHUCK A LARM(UPER) STA R T ATC CHUCK異狀(上昇端)NO.292 CHECK ATC CHUCK NG(LONG) STA R T 檢查ATC CHUCK 鑽針(長)NO.293 CHECK ATC CHUCK NG (SHOR T) STA R T 檢查ATC CHUCK鑽針(短)NO.294 A LL SPINDLES CA NCELLED RESET 全部SPINDLE軸取消NO.300 SPINDLE FUSE A LA RM STA R T SPINDLE FUSE警報NO.301 SPINDLE INVERTER A LARM EMG SPINDLE變頻器警報NO.302 LOW AIR PRESSURE STA R T 空壓不足NO.303 COLLING UNIT THERMA L A LARM EMG 主軸油冷卻裝置熱電驛警報NO.304 COOLING UNIT TEMPERATURE STA R T 主軸油冷卻裝置油溫警報NO.305 V A CLUM THARMAL A LARM EMG 集塵機熱電驛警報NO.306 ATC POINT A LA RM STA R T A TC位置警報NO.307 BDD ALA RM STA R T 斷針警報(BDD)NO.308 EXTERNAL DEVICE ALA RM STA R T 外部裝置警報NO.310 FRONT DOOR OPENED STA R T 前門被打開NO.311 SAFETY SENSER A LARM 1 STAR T 安全SENSOR警報1 NO.313 SPINDLE OIL SIGNA L RESET SPINDLE油信號警報NO.314 A BC DEVICE A LA RM STAR T A BC裝置警報No.315 DRYING UNIT OFF STAR T 空氣乾燥機停止中No.316 WORK CLAMP A LAR T RESET 基板固定CLAMP機能異常檢出No.317 PIN CLAMP A LARM RESET PIN CLAMP機能異常No.318 WORK PRESS A LARM RESET 押板機能動作異常No.319 SAFETY SENSOR A LARM RESET 安全SENSOR警報2 No.320 XY A XIS INTERLOCK(G64.4) EMG X,Y軸連結鎖住(G64.4) No.321 Z AXIS INTERLOCK(G72.4) EMG Z軸連結鎖住(G72.4)No.322 CUTTING INTERLOCK(G00.1) EMG 切削連結鎖住(00.1) No.323 SPINDLE OFF EMG SPINDLE 停止中No.324 MACHIINE LOCK EMG 機械鎖定No.325 WAITING FOR M-ANS.DGN.039 RESET M CODE等待回應No.326 STA R T INHIBIT EMG 啟動停止No.327 WAIT FOR WARM-UP SPINDLE EMG SPINDLE暖機中No.328 EXECUTING ABC CYCLE EMG ABC動作中No.329 WAITING FOR OPERATINO STA R T 等待狀態No.330 END OF PROGRAM STAR T 作業完了No.331 PUSHING WORKPRESS EMG 押板機能動作中No.337 A BC NOT REA DY STA R T 外部裝置A BC未就續No.346 PA CK COMMUNICATION A LARM X11-12 EMG PA CK通訊異常No.347 DEA E STOP ERROR EMG 超極限檢出警報No.350 BDD A LARM RESET 斷針警報(BDD)No.351 PRESET SCHEDULE EMG 1V/1W加工異常No.352 SELECTED ILLEGA L MODE RESET 加工模式異常No.353 RECLINNING A LARM RESET 板架柵欄警報(A BC) No.354 TOOL ASSINGNMENT ERROR,RESET 工具分配錯誤,檢查工具CHECK ON TOOL PALLET PA GE 分配頁No.403 X ENCODER ALA RM EMG X軸編碼器警報No.405 X OVER SERVO DLOOP EMG X軸伺服迴路超出行程No.406 X AXIS INTERLOCK EMG X軸聯結警報No.407 X VELOCTY A LARM EMG X軸速度警報No.408 X REFERENCE POINT A LA RM EMG X軸參考點警報No.409 X SERVO A LA RM EMG X軸伺服關係警報No.413 Y ENCODER ALA RM EMG Y軸編碼器警報No.415 Y OVER SERVO DLOOP EMG Y軸伺服迴路超出行程No.416 Y AXIS INTERLOCK EMG Y軸聯結警報No.417 Y VELOCTY A LARM EMG Y軸速度警報No.418 Y REFERENCE POINT A LA RM EMG Y軸參考點警報No.419 Y SERVO A LA RM EMG Y軸伺服關係警報No.423 Z1 ENCODER A LARM EMG Z1軸編碼器警報No.425 Z1 OVER SERVO DLOOP EMG Z1軸伺服迴路超出行程No.426 Z1 A XIS INTERLOCK EMG Z1軸聯結警報No.427 Z1 VELOCTY POINT ALA RM EMG Z1軸速度警報No.428 Z1 REFERENCE POINT A LA RM EMG Z1軸參考點警報No.429 Z1 SERVO A LA RM EMG Z1軸伺服關係警報NO.433 Z2 ENCODER ALA RM EMG Z2軸編碼器警報NO.435 Z2 OVER SERVO DLOOP EMG Z2軸伺服迴路超出行程NO.436 Z2 A XIS INTERLOCK EMG Z2軸聯結警報NO.437 Z2 VELOCTY A LA RM EMG Z2軸速度警報NO.438 Z2 REFERENCE POINT A LA RM EMG Z2軸參考點警報NO.439 Z2 SERVO A LA RM EMG Z2軸伺服關係警報NO.443 Z3 ENCODER ALA RM EMG Z3軸編碼器警報NO.445 Z3 OVER SERVO DLOOP EMG Z3軸伺服迴路超出行程NO.446 Z3 A XIS INTERLOCK EMG Z3 軸聯結警報NO.447 Z3 VELOCTY A LA RM EMG Z3軸速度警報NO.448 Z3 REFERENCE POINT A LA RM EMG Z3軸參考點警報NO.449 Z3 SERVO A LA RM EMG Z3軸伺服關係警報NO.453 Z4 ENCODER ALA RM EMG Z4軸編碼器警報NO.455 Z4 OVER SERVO DLOOP EMG Z4軸伺服迴路超出行程NO.456 Z4 A XIS INTERLOCK EMG Z4軸聯結警報NO.457 Z4 VELOCTY A LA RM EMG Z4軸速度警報NO.458 Z4 REFERENCE POINT A LA RM EMG Z4軸參考點警報NO.459 Z4 SERVO A LA RM EMG Z4軸伺服關係警報NO.463 Z5 ENCODER ALA RM EMG Z5軸編碼器警報NO.465 Z5 OVER SERVO DLOOP EMG Z5軸伺服迴路超出行程NO.466 Z5 A XIS INTERLOCK EMG Z5軸聯結警報NO.467 Z5 VELOCTY A LA RM EMG Z5軸速度警報NO.468 Z5 REFERENCE POINT A LA RM EMG Z5軸參考點警報NO.469 Z5 SERVO A LA RM EMG Z5軸伺服關係警報NO.473 Z6 ENCODER A LA RM EMG Z6軸編碼器光學尺警報NO.475 Z6 OVER SERVO DLOOP EMG Z6軸伺服迴路超出行程NO.476 Z6 A XIS INTERLOCK EMG Z6軸聯結警報NO.477 Z6 VELOCTY A LA RM EMG Z6軸速度警報NO.478 Z6 REFERENCE POINT A LA RM EMG Z6軸參考點警報NO.479 Z6 Z6 SERVO ALA RM EMG Z6軸伺服關係警報NO.600 X+ STORED STROKE 1 RESET X+側超出加工領域檢出NO.601 X–STORED STROKE1 RESET X–側超出加工領域檢出NO.602 X+ STORED STROKE2 RESET X+側使用者設定加工領域超出OT側檢出NO.603 X–STORED STROKE 2 RESET X–側使用者設定加工領域超出OT側檢出NO.604 X+ STORED STROKE 3 RESET X+側超出機械參數設定領域檢出NO.605 X–STORED STROKE 3 RESET X–側超出機械參數設定領域檢出NO.620 Y+ STORED STROKE 1 RESET Y+側超出加工領域檢出NO.621 Y–STORED STROKE 1 RESET Y–側超出加工領域檢出NO.622 Y+STORED STROKE 2 RESET Y+側使用者設定加工領域超出OT側檢出NO.623 Y–STORED STROKE 2 RESET Y–側使用者設定加工領域超出OT側檢出No.624 Y1+STORED STROKE 3 RESET Y+側超出機械參數領域檢出No.625 Y1-STORED STROKE 3 RESET Y-側超出機械參數領域檢出No.640 Z1+STORED STROKE 1 RESET Z1+側超出加工領域檢出No.641 Z1-STORED STROKE 1 RESET Z1-側超出加工領域檢出No.642 Z1+STORED STROKE 2 RESET Z1+側使用者設定加工領域超出OT側檢出No.643 Z1-STORED STROKE 2 RESET Z1-側使用者設定加工領域超出OT側檢出No.644 Z1+STORED STROKE 3 RESET Z1+側超出機械參數領域檢出No.645 Z1-STORED STROKE 3 RESET Z1-側超出機械參數領域檢出No.660 Z2+STORED STROKE1 RESET Z2+側超出加工領域檢出No.661 Z2-STORED STROKE1 RESET Z2-側超出加工領域檢出No.662 Z2+STORED STROKE2 RESET Z2+側使用者設定加工領域超出OT側檢出No.664 Z2+STORED STROKE3 RESET Z2+側超出機械參數設定領域檢出No.665 Z2-STORED STROKE3 RESET Z2-側超出機械參數設定領域檢出No.680 Z3+STORED STROKE1 RESET Z3+側超出加工領域檢出No.681 Z3-STORED STROKE1 RESET Z3-側超出加工領域檢出No.682 Z3+STORED STROKE2 RESET Z3+側使用者設定加工領域超出OT側檢出No.683 Z3-STORED STROKE2 RESET Z3-側使用者設定加工領域超出OT側檢出No.684 Z3+STORED STROKE3 RESET Z3+側超出機械參數設定領域檢出No.685 Z3-STORED STROKE3 RESET Z3-側超出機械參數設定領域檢出No.700 Z4+STORED STROKE1 RESET Z4+側超出加工領域檢出No.701 Z4-STORED STROKE1 RESET Z4-側超出加工領域檢出No.702 Z4+STORED STROKE2 RESET Z4+側使用者設定加工領域超出OT側檢出No.703 Z4-STORED STROKE2 RESET Z4-側使用者設定加工領域超出OT側檢出No.704 Z4+STORED STROKE3 RESET Z4+側超出機械參數設定領域檢出No.705 Z4-STORED STROKE3 RESET Z4-側超出機械參數設定領域檢出No.720 Z5+STORED STROKE1 RESET Z5+側超出加工領域檢出No.721 Z5-STORED STROKE1 RESET Z5-側超出加工領域檢出No.722 Z5+STORED STROKE2 RESET Z5+側使用者設定加工領域超出OT側檢出No.723 Z5-STORED STROKE2 RESET Z5-側使用者設定加工領域超出OT側檢出No.724 Z5+STORED STROKE3 RESET Z5+側超出機械參數設定領域檢出No.725 Z5-STORED STROKE3 RESET Z5-側超出機械參數設定領域檢出No.740 Z6+STORED STROKE1 RESET Z6+側超出加工領域檢出No.741 Z6-STORED STROKE1 RESET Z6-側超出加工領域檢出No.742 Z6+STORED STROKE2 RESET Z6+側使用者設定加工領域超出OT側檢出No.743 Z6-STORED STROKE2 RESET Z6-側使用者設定加工領域超出OT側檢出No.744 Z6+STORED STROKE3 RESET Z6+側超出機械參數設定領域檢出No.745 Z6-STORED STROKE3 RESET Z6-側超出機械參數設定領域檢出No.1000 DOWN LOA D ERROR POWER OFF 下載警報No.1001 ILLEGAL MESSA GE FILE POW ER OFF 不合法訊息檔案No.1002 COMMON PARAMETER ERROR POW ER OFF 參數錯誤No.1003 FD TASK CREATE ERROR POWER OFF FD工作建立錯誤No.1005 SUBSYSTEM NOT ENTRY POW ER OFF 副系統未就續No.1006 SUM INTERNAL ERROR POWER OFF SMU內部錯誤No.1007 PUBDEF NOT ENTRY POWER OFF PUBDEF未進入No.1008 PUBDEF A REA OVER POW ER OFF PUBDEF超出範圍No.1039 MCU COMMAND TIME OVER POW ER OFF MCU指令時間超過No.1040 CNC POW ER ERROR POW ER OFF CNC電源警報No.1041 SMU RAM PARITY ERROR POW ER OFF SMU RAM 同位元檢查錯誤No.1042 BUS DEAD LOCK POW ER OFF BUS 死結No.1043 SMU BUS ERROR POW ER OFF SMU BUS錯誤No.1044 CNC THERMAL A LARM POW ER OFF CNC溫度警報。
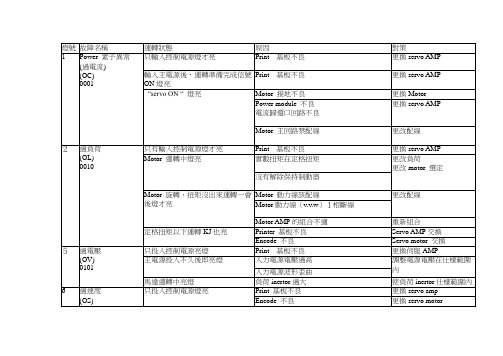
日立钻机 Mark-20 伺服放大器(AMP)故障一览表
使負荷inertor仕樣範圍內
6
過速度
(OS)
0110
只投入控制電源燈亮
Print基板不良
更換servo amp
Encode不良
更換servo motor
馬達運轉中亮燈
速度scal設定不良
再設定速度scal
速度指令過大
調整指令在仕樣範圍內
Encode不良
更換馬達
Encode信號配線不良
調查配線encode
9
主電源低下
(MPE)
1001
因投入控制電源而亮燈
Print基本不良
更換伺服amp
電源電壓過低
調整電源壓在仕樣範內
整流器或保險絲破損
更換伺服amp
馬達運轉中亮燈
入力電源變動過大
調整電源電壓在仕樣範圍內
Print基板不良
更換伺服amp
A
主電源欠相
(FP)
1010
投入控制電源亮燈
print基板不良
更換電池eclr信號輸入4秒以上
(註)有裝設絕對encode的motor初次設置時(初次通電時)即使電池有電的情況下也會出現”u”因此eclr信號輸入請在4秒以上
無燈
Cpu異常
(CPUE)
1111
即使控制電源投入燈也不亮
5v電源過低
更換serroAMP
Print基板不良
更換serroAMP
Cpu異常
若alarm履歷顯示在led狀態下的則不會出現battery warning
切換switch在“HISTORY”側時,旋鈕通常設在”0“的位置
調降周波數
E
外部加熱
(EXOH)
日立变频器故障代码

E10 E11 E12 E13
E14
E15 E16 E17~E20 E21 E23 E24
6、电源主线端子松动
7、同一电源系统有大的负载启动
8、电源变压器容量不够
CT出错
1、CT损坏 2、CT与IPM—PCB上J51连线松了 3、逻辑控制板上OP1损坏 4、可能84与RS、DM、ZNR损坏
1、周围噪声过大 CPU出错 2、误操作
备注:
(SJ300无E31、E32、E33等) E31、E32、E33、E34主要是 输出侧的原因 解决办法使用模糊控制 即A59:2
(仅限J300-750HFE4以上型号)
1、按下(1键或2键)键即能恢复 2、再一次接通电源
发生
故障保护 后,应该 详细检测 变频器的 各个部位 及使用情
况, 如无意 外,请按 复位键“ STOP”, 然后继续 运行。
过流
4、环境温度过高 5、内部电源损坏 6、制冷风扇不转
E35 电机过热 热敏电阻与变频器智能端子连接后 如果电机温度过高,变频器跳闸
E60 通信故障 通信网络看门狗超时
ˉˉˉˉ
————
__U
____ ————
上面四横杠 中间四横杠
下面四横杠
闪烁
1、复位信号被保持 2、面板和变频器之间出现错误 1、关断电源时显示 1、输入电压不足时 无任何跳闸历史时显示 1、逻辑控制板损坏 2、开关电源损坏
换连线仍旧不好,则IPM— PCB损坏
SJ300 SJ200
SJ300
E30 IGBT故障 1、暂态过流
1、负荷突然改变
2、变频机体温升过高 3、周围环境过于潮湿,电缆绝缘 E31 恒速过流 性下降或电机绝缘性下降
日立TCD故障代码及详细说明
日机装常见报警的处理方法

三、TMP自动跟踪报警
3、初始补偿结束后中点值重新输入
DBB-27:输入“44”技师密码 → “监视器” → “测试”,查 找TMP零位补偿值的测试数据 把该测试数据重新输入到“ 设定一”的“2.8TMP零值校正报警”的“HD中点”当中; DBB-26:“设定” →“测试数据显示”第30项TMP零位补正 值,把该数据重新输入到设定一204项TMP零位补正报警中 点。
十二、平衡监测(-)
实际脱水量大于计划脱水量。 1、进水压太低,调节减压阀,使进水压升
为正常值。 2、背压阀H2压力低或漏( H2下限压力应为
0.80Kgf/cm2),重新设定压力或更换H2膜片 。
3、复式泵供液端单向阀漏,清洗或更换单 向阀。
4、循环压力高,重新调整压力或更换背压 阀L膜片。
5、电磁阀SV7或SV8漏,检修或更换电磁阀。
六、透析液压报警
1、透析液压报警: (1)透析液压报警时,如同时出现自诊报警,则根
据文字信息显示内容,作相应的处理; (2)如出现背压阀报警,则根据提示调整相应背压
阀(Hl,H2)的压力或重新设定透析液压传感器的数据; (应注意:背压阀不会轻易改变压力,有时膜片上有结 晶时也会出现背压阀报警)
(3)如背压阀压力不能调整,检查背压阀膜片是否 良好;
4、如果报警仍然很频繁,则在设定暂时变更内将 TMP自动跟踪监视改为透析液压监视。
TMP自动跟 踪监视报警
TMP压力 异常
检查透析器和血液 回路
有异常
无
解决血液回路问题
日立Zax系列故障代码表

11202
11206
11208
11301
11302
11303
11304
11307
3 EGR位置异常
2
EGR阀控制异常;位置超差 20%
影响排气
2 喷嘴共用1驱动系统异常 功率下降60%
2 喷嘴共用2驱动系统异常 (3缸驱动)
3 传感器电压异常
影响所有控制
2 CAN通信异常
2 发动机转速异常
常
2 自ECM接收到的燃油流量异常
备注:
1、当显示故代723-2并且发动机不能启动时,虽然未显示故代636-2和636-7,应当考虑凸轮轴传感器也有故障 2、故代后备注未作说明指该故代对机器工作没有影响,或影响不明。 3、功率下降在实际工作中的症状有怠速运转不平稳、发动机振动大、冒黑烟、憋车,发动机失速或转速异常升高, 输出功率可能太大 4、某某传感器异常要考虑相连结束、接头、传感器本身以及相关控制器(MC、ECM、GBS、开关盒子及监控器等等) 5、133**为监控器故障、14***为ICF故障、141**为卫星终端故障由于很少遇见,未列出 6、表中所列为常见故障代码,如有遗漏自行添补
3 高 斗杆收回先导压力
4 低 传感器异常
3 高 行走先导压力
4 低 传感器异常
3 高 前端装置先导压力
4 低 传感器异常
11901
3 高 液压油温度传感器 4 低 异常
11910 11911 11914 11918 11920
2 自ECM接收到发动机实速异常
2 自ECM接收到的安全信号异
2 2
ECMR接收到的冷却液温度异 自监控器接收常的工作模式异
ZX三型机故障代码表
故障代码
日立YPVF菜单模式及故障代码
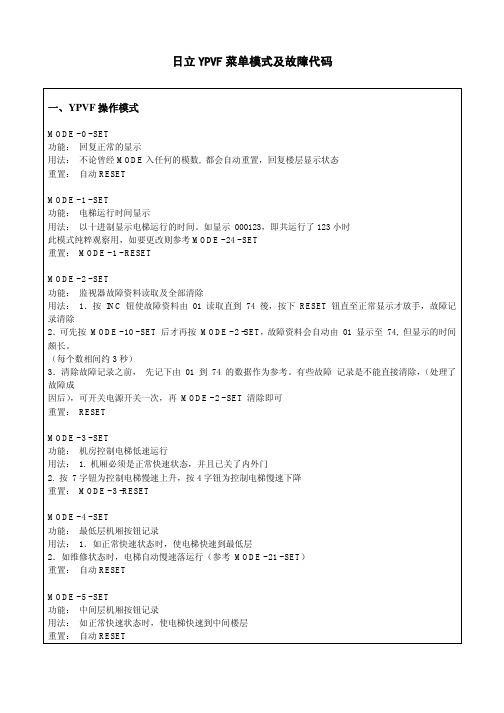
日立YPVF菜单模式及故障代码一、YPVF操作模式MODE-0-SET功能:回复正常的显示用法:不论曾经MODE入任何的模数,都会自动重置,回复楼层显示状态重置:自动RESETMODE-1-SET功能:电梯运行时间显示用法:以十进制显示电梯运行的时间。
如显示000123,即共运行了123小时此模式纯粹观察用,如要更改则参考MODE-24-SET重置:MODE-1-RESETMODE-2-SET功能:监视器故障资料读取及全部清除用法:1.按INC钮使故障资料由01读取直到74後,按下RESET钮直至正常显示才放手,故障记录清除2.可先按MODE-10-SET后才再按MODE-2-SET,故障资料会自动由01显示至74,但显示的时间颇长。
(每个数相间约3秒)3.清除故障记录之前,先记下由01到74的数据作为参考。
有些故障记录是不能直接清除,(处理了故障成因后),可开关电源开关一次,再MODE-2-SET清除即可重置:RESETMODE-3-SET功能:机房控制电梯低速运行用法:1.机厢必须是正常快速状态,并且已关了内外门2.按7字钮为控制电梯慢速上升,按4字钮为控制电梯慢速下降重置:MODE-3-RESETMODE-4-SET功能:最低层机厢按钮记录用法:1.如正常快速状态时,使电梯快速到最低层2.如维修状态时,电梯自动慢速落运行(参考MODE-21-SET)重置:自动RESETMODE-5-SET功能:中间层机厢按钮记录用法:如正常快速状态时,使电梯快速到中间楼层重置:自动RESETMODE-7-SET功能:最高层机厢按钮记录用法:1.如正常快速状态时,使电梯快速到最高层2.如维修状态时,电梯自动慢速上升运行(参考MODE-21-SET)重置:自动RESETMODE-10-SET功能:监视器故障资料自动读取用法:先按MODE-10-SET后才再按MODE-2-SET,此时故障资料会自动由01显示至74,但显示的时间颇长。
日立钻机报警信息讲解

日立钻孔机报警信息--------+------------------------------------------------------------------------+------- No.0000 |系统参数错误 |EMG--------+------------------------------------------------------------------------+-------1. 系统参数档 "NBACKUP" 已破坏.2. 系统参数档未正确格式化.当出现此错误讯息时,请使用系统备份档.--------+------------------------------------------------------------------------+------- No.0001 |水平均等 (TH) 错误 |RESET --------+------------------------------------------------------------------------+------- 读取程式带或是由通信回线下载至程式部时,文字单位下的parity(水平parity)发生错误.通常,1文字单位中的论理 "1" 位数,"EIA"指令是偶数,"ASCII"指令是奇数.--------+------------------------------------------------------------------------+------- No.0002 |垂直均等 (TV) 错误 |RESET --------+------------------------------------------------------------------------+------- 读取程式带或由通信回信下载至程式部时,TV(垂直parity)检查机能在有效状态下,语数parity发生错误.为使用此机能(TV检查机能),1区块中的语数就必须是 "偶数" .若1区块中的语数是 "奇?" 的话,便会发生错误.--------+------------------------------------------------------------------------+------- No.0003 |数字位数超出 |RESET --------+------------------------------------------------------------------------+------- 1字词(语句)中,数字资料的位数过多.请确认程式中的数字位数并修正之.--------+------------------------------------------------------------------------+------- No.0004 |位址错误 |RESET --------+------------------------------------------------------------------------+------- 1字词(语句)或指令(命令)的格式不正确.程式中无指令,而数值资料却被输入.请修正程式.--------+------------------------------------------------------------------------+------- No.0005 |数字错误 |RESET --------+------------------------------------------------------------------------+------- 1字词(语句)中仅有位址指令.意即,位址指令接连著却无数值资料.请修正程式.--------+------------------------------------------------------------------------+------- No.0006 |不当 "-" 指令 |RESET --------+------------------------------------------------------------------------+------- 在无法使用负号符号符? "-" 的字词(语句)下,使用了负向符号 "-" .请?除负号符号.--------+------------------------------------------------------------------------+------- No.0007 |不当 "." 指令 |RESET在无法使用小数点 "." 的字词(语句)下,使用了小数点 "." .请?除小数点.--------+------------------------------------------------------------------------+------- No.0008 |未定义位址 |RESET --------+------------------------------------------------------------------------+------- 1字词(语句)中,使用了未定义的字词位址.请确认在程式部中是否含有无法使用之指令,有无修正程式之必要,或变更参数263的位数,即由3改为0并忽视未定义位址.--------+------------------------------------------------------------------------+------- No.0009 |未定义 "G#" 指令 |RESET --------+------------------------------------------------------------------------+------- 使用了未定义的G号码命令.确认程式部是否含有无法使的G指令,有无修正程式的必要,或将参数263的位数由1变更为0并忽视未定义的G指令.--------+------------------------------------------------------------------------+------- No.0010 |未定义 "M#" 指令 |RESET --------+------------------------------------------------------------------------+------- 使用了未定义的M号码命令.确认程式部是否含有无法使用的M指令,有无修正程式的必要,或是将参数263的位数由2变更为0并忽视未定义M指令.--------+------------------------------------------------------------------------+------- No.0011 |终了指令错误 |RESET --------+------------------------------------------------------------------------+------- 程式部未因终了指令(程式结束命令)而关闭.确认程式终了时有无终了指令(M02,M30,M99),并修正程式.--------+------------------------------------------------------------------------+------- No.0012 |不当读出辅助程式指令 |RESET --------+------------------------------------------------------------------------+------- 副程式的呼出指令格式不正确.呼出副程式时,发现档名或基准标值未被输入.--------+------------------------------------------------------------------------+------- No.0013 |不当重覆指令 |RESET --------+------------------------------------------------------------------------+------- 未正确使用重覆指令(重覆命令).在记忆型的的重覆指令(P)下,发现无座标值或其它指令.请修正程式.--------+------------------------------------------------------------------------+------- No.0014 |辅助程式未登录 |RESET --------+------------------------------------------------------------------------+------- 从主程式呼叫副程式时,却找不到副程式.先确认由主程式所呼叫的副程式号码,或是对应此程式的档名後,再修正程式.--------+------------------------------------------------------------------------+------- No.0015 |多重辅助程式读出超出 |RESET --------+------------------------------------------------------------------------+------- 多重副程式超出限度.修正程式,并将副程式的多重呼出减至8重 (圈) .--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- 在此区块中,相同的位址文字有2个或以上被使用.将重覆而无法使用的指令分割至其它区块或将它?除.--------+------------------------------------------------------------------------+-------No.0017 |诊断号码未寻获 |RESET(枹巊梡) --------+------------------------------------------------------------------------+------- 在程式部中找不到所指定的SEQUENCE号码 (No.) .请输入正确的SEQUENCE号码.--------+------------------------------------------------------------------------+-------No.0018 |不当 S&R 读出指令 |RESET--------+------------------------------------------------------------------------+-------STEP&REPEAT(S&R)命令是在无S&R 开始命令的状态下,所受到的指令.请修正程式部.欲登录PATTERN的区块前端中,可追加开始指令(S;),或在不使用STEP&REPEAT的情况,?除S&R (M08;)登录终了指令.--------+------------------------------------------------------------------------+-------No.0019 |未实施原点复归 |RESET--------+------------------------------------------------------------------------+------- 实施原点复归前,先确认,是否已按下CYCLE SATRT钮,或已从键盘输入开始命令.为清除讯息,首先按下操作面板上的RESET钮,接下来为进行原点复归,请按下操作面板中的 HOME按钮.当实行原点复归後,机械即可操作.--------+------------------------------------------------------------------------+-------No.0020 |不当终了辅助程式指令 |RESET--------+------------------------------------------------------------------------+------- 主程式的程式部,含有副程式的终了指令.确认副程式是否被当为主程式使用,若为主程式之程式部的话,请修正之.--------+------------------------------------------------------------------------+-------No.0021 |不当 S&R 开始指令 |RESET--------+------------------------------------------------------------------------+------- 副程式中含有STEP&REPEAT (S&R) 的开始指令.请除副程式中的S&R 开始指令(S;).--------+------------------------------------------------------------------------+-------No.0022 |不当 S&R 终了指令 |RESET--------+------------------------------------------------------------------------+------- 副程式中含有STEP&REPEAT (S&R) 的终了指令.请?除副程式中的S&R 登录终了指令(M08;).--------+------------------------------------------------------------------------+-------No.0023 |磁片格式不当 |RESET--------+------------------------------------------------------------------------+-------1. T#C#命令(T号码C号码)下所指定的钻针直径,已在规定范围外.2. 字词(语句) 的组合未定义 (规定外) .--------+------------------------------------------------------------------------+-------No.0024 |磁片容量已满 |RESET--------+------------------------------------------------------------------------+------- 因为在 TAPE模式, FD模式或 REMOTE模式下,若实行长的程式部,而此程式部的大小又比系统磁片中的程式缓冲器大的话,就会出现讯息.关于NC BUFF LOCK 机能,请参照操作手册.--------+------------------------------------------------------------------------+-------No.0025 |磁片未就绪 |RESET--------+------------------------------------------------------------------------+------- 此讯息出现是因为程式部的档名在 FD模式下所指定之处,发现磁片(软碟片)未插入,#1 槽内.将程式部磁片插入#1 槽後,请作正确的操作.--------+------------------------------------------------------------------------+-------No.0026 |速度指令指定范围外 |RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0027 |回转指定范围外 |RESET--------+------------------------------------------------------------------------+-------T#S#命令(T号码S号码)下所指定的SPINDLE(RPM)在规定范围外.--------+------------------------------------------------------------------------+-------No.0028 |工具径设定范围外 |RESET(枹巊梡) --------+------------------------------------------------------------------------+-------T#C#命令(T号码C号码)下所指定的钻针直径在规定范围外.--------+------------------------------------------------------------------------+-------No.0029 |D.P.M 错误 |RESET--------+------------------------------------------------------------------------+------- X,Y轴的任一轴都不在5mm网眼上.使网眼检查无效(参数500的第0位数为0),或请修正程式.--------+------------------------------------------------------------------------+-------No.0030 |指定档读入错误 |RESET--------+------------------------------------------------------------------------+------- 禁止读取所指定的档案.--------+------------------------------------------------------------------------+-------No.0031 |指定档防写 |RESET--------+------------------------------------------------------------------------+------- 禁止写入所指定的档案.--------+------------------------------------------------------------------------+-------No.0032 |档案未登录 |RESET--------+------------------------------------------------------------------------+------- 当出现此讯息表示在FD模式下所指定的程式部档名并不存在于程式部的磁碟上.请检查档名及程式部磁碟.--------+------------------------------------------------------------------------+-------No.0033 |档名不正确 |RESET--------+------------------------------------------------------------------------+------- 所指定的档名有错误.--------+------------------------------------------------------------------------+-------No.0034 |辅助程式超出 |RESET--------+------------------------------------------------------------------------+-------G26 和 G25 间的副程式个数超出64个.请将副程式的个数设于 64个以下.--------+------------------------------------------------------------------------+-------No.0035 |多重 S&R 超出 |RESET在STEP&REPEAT(S&R)中,发现S&R 指令重复.请将程式部修正为仅有1组S&R 的指令.--------+------------------------------------------------------------------------+-------No.0036 |不当 "+" 指令 |RESET--------+------------------------------------------------------------------------+------- 在不可使用"+" 符号的位址下,使用了 "+" 符号.请将正号符号?除.--------+------------------------------------------------------------------------+-------No.0037 |数值指定范围外 |RESET--------+------------------------------------------------------------------------+------- 使用了过大或过小的数值.请修正为指定内的数值.--------+------------------------------------------------------------------------+-------No.0038 |参数资料错误 |RESET(枹巊梡) --------+------------------------------------------------------------------------+------- 参数设定错误.--------+------------------------------------------------------------------------+-------No.0039 |指令组合错误 |RESET--------+------------------------------------------------------------------------+------- 程式部中的指令未正确配置.请确认程式并修正之.请确认诊断画面 No.039 的资料,并向日立VIA连络.--------+------------------------------------------------------------------------+-------No.0040 |格式化错误 |RESET--------+------------------------------------------------------------------------+-------1. 软碟片未格式化.2. 软碟片的recording格式化错误.3. 软碟片可能已遭破坏.请进行CHKDSK (检查软碟片),并尝试修复软碟.若无法修复的话,请中止使用此软碟片.若无特别指定,在 CNC H.MARK 下所使用的软碟片,适用下列仕样.1. 3.5" (Inch),两面,密度,SOFTsector???2. recording格式化:HITACHI 格式,IBM格式或是MS-DOS格式--------+------------------------------------------------------------------------+-------No.0041 |I/O 装置使用中 |RESET--------+------------------------------------------------------------------------+------- 所指定的装置,现在使用中.(Tape-reader,Disk-driver,或是通信线)使用自动运转装置时,必须中止加工作业.当装置的运作终了时,即可使用之.--------+------------------------------------------------------------------------+-------No.0042 |讯息档读入错误 |EMG--------+------------------------------------------------------------------------+-------1. 系统讯息档 "NMSGFOR" 或是 "NMSGJPN" 已遭破坏.2. 系统参数档未正确格式化.当出现此错误时,请使用备份的系统软体片载入之.--------+------------------------------------------------------------------------+-------No.0043 |机械 MACRO 读入错误 |EMG--------+------------------------------------------------------------------------+-------6 : machine macro read error7 : translator1 read error8 : tape macro read error9 : machine macro EXIT errorA : translator1 EXIT errorB : tape macro EXIT errorC : message ID check-sum errorD : parameter structure body check-sum errorE : ET1 read errorF : ET2 read error10 : ET3 read error11 : ET4 read error12 : ET1 EXIT error13 : ET2 EXIT error14 : ET3 EXIT error15 : ET4 EXIT error1. The program file is destroyed.2. The format of system parameter file is not correct.3. Check the contents of DIAG. 21 and 25.If such an error has appeared, use (load) another system software disk(for backup).--------+------------------------------------------------------------------------+------- No.0044 |不当辅助程式开始指令 |RESET --------+------------------------------------------------------------------------+------- 主程式以外的情形是副程式中已含开始(登录)指令.请在主程式下使用副程式登录开始指令(G26).--------+------------------------------------------------------------------------+------- No.0045 |MACRO 读取错误 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0046 |MACRO 演算错误 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0047 |MACRO 变数指定错误 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0048 |MACRO 文法错误 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0049 |MACRO 容许范围外 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0050 |圆弧容许误差范围外 |RESET圆弧补间的起点到中心距离及终点到中心距离的差,超出容许值.请修正圆弧的半径,起点或是终点.容许误差的设定是在参数261.--------+------------------------------------------------------------------------+------- No.0051 |圆弧切削速度超出 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0052 |同时轴数指令超出 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0053 |平面选择指令异状 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0054 |修饰面指令异状 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0055 |修饰面次指令异状 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0056 |工具径补正开始,取消不正确 |RESET --------+------------------------------------------------------------------------+------- 请在圆弧补间(G02,G03)下进行钻径补正的START-UP(G41,G42)及取消(G40).请直线补间(G01)下进行钻径补正的START-UP及取消.--------+------------------------------------------------------------------------+------- No.0057 |工具径补正切进量过多 |RESET --------+------------------------------------------------------------------------+------- 若做比钻径off set还小的段差加工作业的话,将会发生此情形.请修正程式.详细请参照比手动程式之钻径补正的钻针半径还小的段差加工作业.--------+------------------------------------------------------------------------+------- No.0058 |工具径补正干涉检查错误 |RESET --------+------------------------------------------------------------------------+------- 作锐角之角的加工时,依钻径off set若发生钻针切进到素材内时,将出现此错误讯息.请修正程式.详细请参照手动程式之钻径补正的切断干涉检查.--------+------------------------------------------------------------------------+------- No.0059 |工具径补正无交点 |RESET --------+------------------------------------------------------------------------+------- 根据角的形状而无法计算钻径off set的经路时,将出现此错误讯息.请修正程式.详细请参照手动程式之钻径补正.No.0060 |作业完了 |START-Y --------+------------------------------------------------------------------------+------- 若在程式中检测出 "作业终了"指令 (日立格式为: M04 )时,将会出现此讯息.若欲重新加工时,请按下操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+------- No.0061 |程式停止 |START-Y --------+------------------------------------------------------------------------+------- 程式部实行中,若有下列情况时,将会出现此讯息.1. 程式头的最後端来到时2. 程式部中,发生程式停止命令时3. 根据 "TIL" 命令,钻针完成加工时重开程式部时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+------- No.0062 |选择性项目停止 |START-Y --------+------------------------------------------------------------------------+------- 选购停止机能为"有效"的情况下,会依据程式部的选购停止命令而出现此讯息.重开程式部时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+------- No.0064 |程式表头 |START-Y --------+------------------------------------------------------------------------+------- 程式中,若检测出"tape前头 "指令 (日立格式为: % )时,便会出现此讯息.重新加工时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+------- No.0067 |程式重头 |START-Y --------+------------------------------------------------------------------------+------- 此讯息是表示SKIP命令已终了.硬体程式再开时,请按操作面盘上的CYCLE START钮.--------+------------------------------------------------------------------------+------- No.0068 |表头指令不正确 |RESET --------+------------------------------------------------------------------------+------- 前头部,含有不适当资料.程式头指令(日立格式=G48 Excellon格式=M48)起到%间使用了不可使用之命令.请确认程式并进行修正.--------+------------------------------------------------------------------------+------- No.0070 |NTRANS1 读入错误 |EMG--------+------------------------------------------------------------------------+------- 读取程式解析前处理部时,发生错误.「NTRANS1」档是否不存在,即使存在著,其内若已遭到损坏,当系统载入时,便会出现此讯息.不管是哪一种情况都必须从备份的磁碟片重灌,为使原因明确请如下述操作之.背景而言,DIR 0 FOR NTRANS1*[cr]请如上输入.若档案无任何表示的话,可能是有某种原因使得「NTRANS1」档消失了.处置而言,请以备份的FDNo.5-2再重灌之.--------+------------------------------------------------------------------------+------- No.0071 |NTPMAC 读入错误 |EMG--------+------------------------------------------------------------------------+------- TAPE MACRO处理部(一个G指令让它变为复数动作的处理)发生读取错误.「NTPMAC」档是否未存在,即使存在其内也遭到破坏的情况,当系统载入时便会出现此错误讯息.不管是哪一种情况都必须从备份的磁碟片重灌,为使原因明确请如下述操作之.背景而言,DIR 0 FOR NTPMAC*[cr]请如上输入.若档案无任何表示的话,可能是有某种原因使得「NTPMAC」档消失了.若出现档名,表示其内已遭到破坏.并请告知所表示的内容(位组数,日期等).处置而言,请以备份的FDNo.5-2再重灌之--------+------------------------------------------------------------------------+------- No.0072 |未定义装置指定 |RESET --------+------------------------------------------------------------------------+------- 所指定的装置未被定义.关于Device号码,请参下表,检查之.Device号码 (Device No.)0: Hard Disk Drive 01: Hard Disk Drive 12: FD Drive 23: Hard Disk Drive 3TR: Tape LeaderRI: RS232C输入埠RO: RS232C输出埠FR: DNC--------+------------------------------------------------------------------------+------- No.0079 |等待开始 |START-Y --------+------------------------------------------------------------------------+------- 此讯息出现于下列情形.若机械呈现禁止作动状态的话(Interlock中),而欲使机械动作的话,当给予某一命令的话(例如,交换钻针,或JOG命令),即会出现此讯息.首先,以适当操作解除Interlock状态,接著为活用前述命令,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+------- No.0080 |内部演算部错误 |EMG--------+------------------------------------------------------------------------+------- 首先,关闭NC 电源後再重新启动电源.当此讯息无法消除时,请连络日立VIA.--------+------------------------------------------------------------------------+------- No.0081 |选择性项目名未寻获 |START-Y --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0082 |工具径未设定 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0099 |不当使用 POST DRILL |START-R --------+------------------------------------------------------------------------+------- 寿命设定值检查机能下,寿命设定值为0或欲在指定孔数以上的POST作钻孔时,便会出现此讯息.仅在作寿命设定值为0的POST之检查时,将指定孔数的设定值设为99999999.寿命设定值检查机能有效/无效切换参数 No.513 位数6 0: 无效 1: 有效指定孔数参数 No.585 - S3--------+------------------------------------------------------------------------+------- No.0100 |硬碟错误 |EMG--------+------------------------------------------------------------------------+------- 在Disk中,发生物理上的?陷.当出现此讯息时,表示无法在使用此Disk了.请使用系统软体Disk的copy版(disk)或其它的程式部Disk.--------+------------------------------------------------------------------------+------- No.0110 |伺服器未就绪 |EMG--------+------------------------------------------------------------------------+------- 伺服DRIVER AMP处于无法使用状态.当确认好伺服AMP的警报表示後,请连络日立VIA的维修人员.--------+------------------------------------------------------------------------+------- No.0114 |参数设定错误 |EMG--------+------------------------------------------------------------------------+------- 伺服参数错误.当出现此讯息时,请使用备份的系统软体片载入之.Sub-Code Contents*602 wrong stored stroke range (+)*605 wrong processing speed establishment value*606 wrong JOG feed speed establishment value0410 time fixed number establishment error (Servo-main : CH)*612 wrong stored stroke range (-)*621 servo compensation parameter establishment error^* : A axis number.0: servo main1-F: servo sub--------+------------------------------------------------------------------------+------- No.0116 |SEQUENCER 诊断光纤关系错误 |EMG--------+------------------------------------------------------------------------+------- A communication error has occurred in signal transfer between MCU boardand COMPACK/IOU board through the optical fiber cable.If this message has appeared, check the following items.1. Whether the machine is turned on.2. Cable connection.3. MCU board or COMPACK/IOU board may be troubled.Turn off and on power, and check whether the system restarts properly.b7 b6 b5 b4 b3 b2 b1 b0+----+----+----+----+----+----+----+----+R546 | MMC ALARM LIST | MMC No. |+----+----+----+----+----+----+----+----+b0-b3 : error occurrence MMC number (1 - 5)b4 : phase detection error (PDE)b5 : NO ACK error (NAE)b6 : continuous parity error (PCE)b7 : emergency stop (a fatal error) (EMG)--------+------------------------------------------------------------------------+------- No.0117 |SEQUENCER 诊断硬体错误 [DIAG.0014] |EMG--------+------------------------------------------------------------------------+------- Hard error or system error has occurred in the sequencer section.For details, refer to diagnosis No. 14.Diagnosis NO.14 :08H = illegal timer interrupts09H = LADDER I/O establishment error10H = LADDER OBJECT wrong14H = MMC fatal error15H = LADDER ENGINE NOT READY17H = bus time out error20H = undefinition interrupts30H = Sequencer NOT RUNHard error or system error has occurred in the sequencer section.For details, refer to diagnosis No. 14.If this message has appeared, check the following items.1. Whether the machine is turned on.2. If diagnosis No. 14 s 14H, the cable connection may be faulty.3. If diagnosis No. 14 is 09H or 10H, use (load) another systemsoftware disk (for backup).4. MCU board or COMPACK/IOU board may be troubled.Turn off and on power, and check whether the system restarts properly.--------+------------------------------------------------------------------------+------- No.0119 |RS-232C 转送错误 |RESET --------+------------------------------------------------------------------------+------- During DNC1 communication, a parity error, a flaming error or a over runerror occurred.Check the next item when this message is indicated.1. Check the setting of DNC communication for NC with DNC utilityprogram and check the setting is proper or not for HOST controller.2. Check the setting of DNC communication for HOST controller and checkthe setting is proper or not.3. Check interface cable and connector.4. Check interface wiring.5. Interface device.--------+------------------------------------------------------------------------+------- No.0121 |PC-MCU 轻度通信错误 |RESET --------+------------------------------------------------------------------------+------- The communications processing error between PC and MCU board occurred.Sub-Code Contents0001 Communication NOT READY0002 Channel number injustice0003 Undefinition comment0004 Recieve data is nothing0005 Chanel in under using0006 Illegal send sequence0007 Answer request without receive command--------+------------------------------------------------------------------------+------- No.0123 |伺服 CPU 错误 [DIAG.0012,0413] |EMG--------+------------------------------------------------------------------------+------- The obstacle of the servo CPU or the hard difficulty of the CPU circuitboard occurred.As for the details of contents of an error, it is indicated in thesub-number.If it occurred in what kind of operation, and it asks for the recordof the sub-number.Check the next item when this message is indicated.1 . DC power supply (+5V, MCU3 3.3V)2 . MCU circuit board3 . PCNTS circuit board4 . SCOM circuit board5 . SCOM-PCNTS cableTurn off a power supply, and confirm whether a system stands up normallyby the re-injection.Sub-Code Contents*273 For the expansion[TLB protection exception (read)]*274 For the expansion[TLB protection exception (write)]*275 For the expansion[First page write excsption]*276 For the expansion[TLB Miss exception /TLB effect-less exception (write)]*277 For the expansion[TLB Miss exception /TLB effect-less exception (read)]*280 zero profit*281 address error*287 wrong slot rode*291 undefinition interrupts*493 DC power supply abnormal*494 time out error*295 SCOM difficulty (communication time out) .circuit board number of sheets error*296 There are no directions for the connection that a setup ofshaft classification is changed after power on.*498 Watchdog error*2A4 operation code error*2B1 integer operation overflow*0E0 servo-sub EPROM difficulty*0E1 servo-sub SRAM difficulty*0E2 servo-sub FROM difficulty*0E8 servo-sub DPRAM difficulty*0EA servo-sub FROM writing error (at the SYSGEN)*0F0 servo-main SRAM difficulty^* : A axis number.0: servo main1-F: servo subIf this message has appeared, check the following items.1. DC power supply (+5 V series, MCU3 3.3 V series).2. MCU board.3. PCNTS board4. SCOM board5. SCOM-PCNTS cableNote the alarm number and sub number when the alarm has occurred.Turn off and on power, and check whether the system restarts properly.--------+------------------------------------------------------------------------+------- No.0124 |伺服实行错误 |POWER --------+------------------------------------------------------------------------+------- The movement difficulty of the servo part occurred.As for the details of contents of an error, it is indicated in thesub-number.If it occurred in what kind of operation, and it asks for the record ofthe sub-number.Check the next item when this message is indicated.1. DC Slowdownpower supply (+5V, MCU3 3.3V)2. MCU circuit board3. SCOM circuit board4. PCNTS circuit board5. SCOM-PCNTS cable6. the system version of the servo main / servo subTurn off a power supply, and confirm whether a system stands up normallyby the re-injection.Sub-Code Contents*607 data storage set error。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.日立钻孔机报警信息--------+------------------------------------------------------------------------+ -------No.0000 |系统参数错误|EMG--------+------------------------------------------------------------------------+ -------1. 系统参数档NBACKUP 已破坏.2. 系统参数档未正确格式化.当出现此错误讯息时,请使用系统备份档.--------+------------------------------------------------------------------------+ -------No.0001 |水平均等(TH) 错误|RESET--------+------------------------------------------------------------------------+ -------读取程式带或是由通信回线下载至程式部时,文字单位下的parity(水平parity)发生错误.通常,1文字单位中的论理位数,??指令是偶数,???指令是奇数.--------+------------------------------------------------------------------------+ -------No.0002 |垂直均等(TV) 错误|RESET--------+------------------------------------------------------------------------+ -------读取程式带或由通信回信下载至程式部时,TV(垂直parity)检查机能在有效状态下,语数parity发生错误.为使用此机能(TV检查机能),1区块中的语数就必须是偶数.若1区块中的语数是奇? 的话,便会发生错误.--------+------------------------------------------------------------------------+ -------No.0003 |数字位数超出|RESET--------+------------------------------------------------------------------------+ -------1字词(语句)中,数字资料的位数过多.请确认程式中的数字位数并修正之.--------+------------------------------------------------------------------------+ -------No.0004 |位址错误|RESET--------+------------------------------------------------------------------------+ -------1字词(语句)或指令(命令)的格式不正确.程式中无指令,而数值资料却被输入.请修正程式.--------+------------------------------------------------------------------------+ -------No.0005 |数字错误|RESET--------+------------------------------------------------------------------------+ -------1字词(语句)中仅有位址指令.意即,位址指令接连著却无数值资料.请修正程式.--------+------------------------------------------------------------------------+ -------No.0006 |不当- 指令|RESET--------+------------------------------------------------------------------------+ -------在无法使用负号符号符?-的字词(语句)下,使用了负向符号-.文档Word.请?除负号符号.--------+------------------------------------------------------------------------+ -------No.0007 |不当 . 指令|RESET--------+------------------------------------------------------------------------+ -------在无法使用小数点 . 的字词(语句)下,使用了小数点 . .请?除小数点.--------+------------------------------------------------------------------------+ -------No.0008 |未定义位址|RESET--------+------------------------------------------------------------------------+ -------1字词(语句)中,使用了未定义的字词位址.请确认在程式部中是否含有无法使用之指令,有无修正程式之必要,或变更参数263的位数,即由3改为0并忽视未定义位址.--------+------------------------------------------------------------------------+ -------No.0009 |未定义G# 指令|RESET--------+------------------------------------------------------------------------+ -------使用了未定义的G号码命令.确认程式部是否含有无法使的G指令,有无修正程式的必要,或将参数263的位数由1变更为0并忽视未定义的G指令.--------+------------------------------------------------------------------------+ -------No.0010 |未定义M# 指令|RESET--------+------------------------------------------------------------------------+ -------使用了未定义的M号码命令.确认程式部是否含有无法使用的M指令,有无修正程式的必要,或是将参数263的位数由2变更为0并忽视未定义M指令.--------+------------------------------------------------------------------------+ -------No.0011 |终了指令错误|RESET--------+------------------------------------------------------------------------+ -------程式部未因终了指令(程式结束命令)而关闭.确认程式终了时有无终了指令(M02,M30,M99),并修正程式.--------+------------------------------------------------------------------------+ -------No.0012 |不当读出辅助程式指令|RESET--------+------------------------------------------------------------------------+ -------副程式的呼出指令格式不正确.呼出副程式时,发现档名或基准标值未被输入.--------+------------------------------------------------------------------------+ -------No.0013 |不当重覆指令--------+------------------------------------------------------------------------+ -------未正确使用重覆指令(重覆命令).在记忆型的的重覆指令(P)下,发现无座标值或其它指令.请修正程式.--------+------------------------------------------------------------------------+ -------No.0014 |辅助程式未登录|RESET--------+------------------------------------------------------------------------+ -------从主程式呼叫副程式时,却找不到副程式.先确认由主程式所呼叫的副程式号码,或是对应此程式的档名後,再修正程式.文档Word.--------+------------------------------------------------------------------------+ -------No.0015 |多重辅助程式读出超出|RESET--------+------------------------------------------------------------------------+ -------多重副程式超出限度.修正程式,并将副程式的多重呼出减至8重(圈) .--------+------------------------------------------------------------------------+ -------No.0016 |不当重覆位址|RESET--------+------------------------------------------------------------------------+ -------在此区块中,相同的位址文字有2个或以上被使用.将重覆而无法使用的指令分割至其它区块或将它?除.--------+------------------------------------------------------------------------+ -------No.0017 |诊断号码未寻获|RESET(枹巊梡)--------+------------------------------------------------------------------------+ -------在程式部中找不到所指定的SEQUENCE号码(No.) .请输入正确的SEQUENCE号码.--------+------------------------------------------------------------------------+No.0018 |不当S&R 读出指令|RESET--------+------------------------------------------------------------------------+ -------STEP&REPEAT(S&R)命令是在无S&R 开始命令的状态下,所受到的指令.请修正程式部.欲登录PATTERN的区块前端中,可追加开始指令(S;),或在不使用STEP&REPEAT的情况,?除S&R (M08;)登录终了指令.--------+------------------------------------------------------------------------+ -------No.0019 |未实施原点复归|RESET--------+------------------------------------------------------------------------+ -------实施原点复归前,先确认,是否已按下CYCLE SATRT钮,或已从键盘输入开始命令.为清除讯息,首先按下操作面板上的RESET钮,接下来为进行原点复归,请按下操作面板中的HOME按钮.当实行原点复归後,机械即可操作.--------+------------------------------------------------------------------------+ -------No.0020 |不当终了辅助程式指令|RESET--------+------------------------------------------------------------------------+ -------主程式的程式部,含有副程式的终了指令.确认副程式是否被当为主程式使用,若为主程式之程式部的话,请修正之.--------+------------------------------------------------------------------------+ -------No.0021 |不当S&R 开始指令|RESET--------+------------------------------------------------------------------------+ -------副程式中含有STEP&REPEAT (S&R) 的开始指令.请除副程式中的S&R 开始指令(S;).--------+------------------------------------------------------------------------+ -------No.0022 |不当S&R 终了指令|RESET--------+------------------------------------------------------------------------+ -------副程式中含有STEP&REPEAT (S&R) 的终了指令.请?除副程式中的S&R 登录终了指令(M08;).--------+------------------------------------------------------------------------+ -------文档Word.No.0023 |磁片格式不当|RESET--------+------------------------------------------------------------------------+ -------1. T#C#命令(T号码C号码)下所指定的钻针直径,已在规定范围外.2. 字词(语句) 的组合未定义(规定外) .--------+------------------------------------------------------------------------+ -------No.0024 |磁片容量已满|RESET--------+------------------------------------------------------------------------+ -------因为在TAPE模式, FD模式或REMOTE模式下,若实行长的程式部,而此程式部的大小又比系统磁片中的程式缓冲器大的话,就会出现讯息.当发生此情时,请使用NC BUFF LOCK 机能.关于NC BUFF LOCK 机能,请参照操作手册.--------+------------------------------------------------------------------------+ -------No.0025 |磁片未就绪|RESET--------+------------------------------------------------------------------------+ -------此讯息出现是因为程式部的档名在FD模式下所指定之处,发现磁片(软碟片)未插入,#1 槽内.将程式部磁片插入#1 槽後,请作正确的操作.--------+------------------------------------------------------------------------+ -------No.0026 |速度指令指定范围外|RESET--------+------------------------------------------------------------------------+ ---------------+------------------------------------------------------------------------+ -------No.0027 |回转指定范围外|RESET--------+------------------------------------------------------------------------+ -------T#S#命令(T号码S号码)下所指定的SPINDLE(RPM)在规定范围外.--------+------------------------------------------------------------------------+ -------No.0028 |工具径设定范围外|RESET(枹巊梡)--------+------------------------------------------------------------------------+ -------T#C#命令(T号码C号码)下所指定的钻针直径在规定范围外.--------+------------------------------------------------------------------------+ -------No.0029 |D.P.M 错误|RESET--------+------------------------------------------------------------------------+ -------X,Y轴的任一轴都不在5mm网眼上.使网眼检查无效(参数500的第0位数为0),或请修正程式.--------+------------------------------------------------------------------------+ -------No.0030 |指定档读入错误|RESET--------+------------------------------------------------------------------------+ -------禁止读取所指定的档案.--------+------------------------------------------------------------------------+ -------No.0031 |指定档防写|RESET--------+------------------------------------------------------------------------+ -------禁止写入所指定的档案.--------+------------------------------------------------------------------------+ -------No.0032 |档案未登录|RESET--------+------------------------------------------------------------------------+ -------当出现此讯息表示在FD模式下所指定的程式部档名并不存在于程式部的磁碟上.文档Word.请检查档名及程式部磁碟.--------+------------------------------------------------------------------------+ -------No.0033 |档名不正确|RESET--------+------------------------------------------------------------------------+ -------所指定的档名有错误.--------+------------------------------------------------------------------------+ -------No.0034 |辅助程式超出|RESET--------+------------------------------------------------------------------------+ -------G26 和G25 间的副程式个数超出64个.请将副程式的个数设于64个以下.--------+------------------------------------------------------------------------+ -------No.0035 |多重S&R 超出|RESET--------+------------------------------------------------------------------------+ -------在STEP&REPEAT(S&R)中,发现S&R 指令重复.请将程式部修正为仅有1组S&R 的指令.--------+------------------------------------------------------------------------+ -------No.0036 |不当+ 指令|RESET--------+------------------------------------------------------------------------+ -------在不可使用+ 符号的位址下,使用了+ 符号.请将正号符号?除.--------+------------------------------------------------------------------------+ -------No.0037 |数值指定范围外|RESET--------+------------------------------------------------------------------------+ -------使用了过大或过小的数值.请修正为指定内的数值.--------+------------------------------------------------------------------------+ -------No.0038 |参数资料错误|RESET(枹巊梡)--------+------------------------------------------------------------------------+ -------参数设定错误.--------+------------------------------------------------------------------------+ -------No.0039 |指令组合错误|RESET--------+------------------------------------------------------------------------+ -------程式部中的指令未正确配置.请确认程式并修正之.请确认诊断画面No.039 的资料,并向日立VIA连络.--------+------------------------------------------------------------------------+ -------No.0040 |格式化错误|RESET--------+------------------------------------------------------------------------+ -------1. 软碟片未格式化.2. 软碟片的recording格式化错误.3. 软碟片可能已遭破坏.请进行CHKDSK(检查软碟片),并尝试修复软碟.若无法修复的话,请中止使用此软碟片.若无特别指定,在CNC H.MARK 下所使用的软碟片,适用下列仕样.1. 3.5 (Inch),两面,密度,SOFTsector???2. recording格式化:HITACHI 格式,IBM格式或是MS-DOS格式文档Word.--------+------------------------------------------------------------------------+ -------No.0041 |I/O 装置使用中|RESET--------+------------------------------------------------------------------------+ -------所指定的装置,现在使用中.(Tape-reader,Disk-driver,或是通信线)使用自动运转装置时,必须中止加工作业.当装置的运作终了时,即可使用之.--------+------------------------------------------------------------------------+ -------No.0042 |讯息档读入错误|EMG--------+------------------------------------------------------------------------+ -------1. 系统讯息档NMSGFOR 或是NMSGJPN 已遭破坏.2. 系统参数档未正确格式化.当出现此错误时,请使用备份的系统软体片载入之.--------+------------------------------------------------------------------------+ -------No.0043 |机械MACRO 读入错误|EMG--------+------------------------------------------------------------------------+ -------Sub No.6 : machine macro read error7 : translator1 read error8 : tape macro read error9 : machine macro EXIT errorA : translator1 EXIT errorB : tape macro EXIT errorC : message ID check-sum errorD : parameter structure body check-sum errorE : ET1 read errorF : ET2 read error10 : ET3 read error11 : ET4 read error12 : ET1 EXIT error13 : ET2 EXIT error14 : ET3 EXIT error15 : ET4 EXIT error1. The program file is destroyed.2. The format of system parameter file is not correct.3. Check the contents of DIAG. 21 and 25.If such an error has appeared, use (load) another system software disk(for backup).--------+------------------------------------------------------------------------+ -------No.0044 |不当辅助程式开始指令|RESET--------+------------------------------------------------------------------------+ -------主程式以外的情形是副程式中已含开始(登录)指令.请在主程式下使用副程式登录开始指令(G26).--------+------------------------------------------------------------------------+ -------No.0045 |MACRO 读取错误|RESET--------+------------------------------------------------------------------------+ -------.--------+------------------------------------------------------------------------+ -------No.0046 |MACRO 演算错误|RESET--------+------------------------------------------------------------------------+ ---------------+------------------------------------------------------------------------+ -------No.0047 |MACRO 变数指定错误|RESET--------+------------------------------------------------------------------------+ ---------------+------------------------------------------------------------------------+ -------No.0048 |MACRO 文法错误|RESET--------+------------------------------------------------------------------------+ ---------------+------------------------------------------------------------------------+ -------No.0049 |MACRO 容许范围外|RESET--------+------------------------------------------------------------------------+ ---------------+------------------------------------------------------------------------+ -------No.0050 |圆弧容许误差范围外|RESET--------+------------------------------------------------------------------------+ -------圆弧补间的起点到中心距离及终点到中心距离的差,超出容许值.请修正圆弧的半径,起点或是终点.容许误差的设定是在参数261.--------+------------------------------------------------------------------------+ -------No.0051 |圆弧切削速度超出--------+------------------------------------------------------------------------+ ---------------+------------------------------------------------------------------------+ -------No.0052 |同时轴数指令超出|RESET--------+------------------------------------------------------------------------+ ---------------+------------------------------------------------------------------------+ -------No.0053 |平面选择指令异状|RESET--------+------------------------------------------------------------------------+ ---------------+------------------------------------------------------------------------+ -------No.0054 |修饰面指令异状|RESET--------+------------------------------------------------------------------------+ ---------------+------------------------------------------------------------------------+ -------No.0055 |修饰面次指令异状|RESET--------+------------------------------------------------------------------------+ ---------------+------------------------------------------------------------------------+ -------No.0056 |工具径补正开始,取消不正确|RESET--------+------------------------------------------------------------------------+ -------请在圆弧补间(G02,G03)下进行钻径补正的START-UP文档Word.(G41,G42)及取消(G40).请直线补间(G01)下进行钻径补正的START-UP及取消.--------+------------------------------------------------------------------------+ -------No.0057 |工具径补正切进量过多|RESET--------+------------------------------------------------------------------------+ -------若做比钻径off set还小的段差加工作业的话,将会发生此情形.请修正程式.详细请参照比手动程式之钻径补正的钻针半径还小的段差加工作业.--------+------------------------------------------------------------------------+ -------No.0058 |工具径补正干涉检查错误|RESET--------+------------------------------------------------------------------------+ -------作锐角之角的加工时,依钻径off set若发生钻针切进到素材内时,将出现此错误讯息.请修正程式.详细请参照手动程式之钻径补正的切断干涉检查.--------+------------------------------------------------------------------------+ -------No.0059 |工具径补正无交点|RESET--------+------------------------------------------------------------------------+ -------根据角的形状而无法计算钻径off set的经路时,将出现此错误讯息.请修正程式.详细请参照手动程式之钻径补正.--------+------------------------------------------------------------------------+ -------No.0060 |作业完了|START-Y--------+------------------------------------------------------------------------+ -------若在程式中检测出作业终了指令(日立格式为: M04 )时,将会出现此讯息.若欲重新加工时,请按下操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+ -------No.0061 |程式停止|START-Y--------+------------------------------------------------------------------------+ -------程式部实行中,若有下列情况时,将会出现此讯息.1. 程式头的最後端来到时2. 程式部中,发生程式停止命令时3. 根据TIL 命令,钻针完成加工时重开程式部时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+ -------No.0062 |选择性项目停止|START-Y--------+------------------------------------------------------------------------+ -------选购停止机能为有效的情况下,会依据程式部的选购停止命令而出现此讯息.重开程式部时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+ -------No.0064 |程式表头|START-Y--------+------------------------------------------------------------------------+ -------文档Word.程式中,若检测出ape前头指令(日立格式为: % )时,便会出现此讯息.重新加工时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+ -------No.0067 |程式重头|START-Y--------+------------------------------------------------------------------------+ -------此讯息是表示SKIP命令已终了.硬体程式再开时,请按操作面盘上的CYCLE START钮.--------+------------------------------------------------------------------------+ -------No.0068 |表头指令不正确|RESET--------+------------------------------------------------------------------------+ -------前头部,含有不适当资料.程式头指令(日立格式=G48Excellon格式=M48)起到%间使用了不可使用之命令.请确认程式并进行修正.--------+------------------------------------------------------------------------+ -------No.0070 |NTRANS1 读入错误|EMG--------+------------------------------------------------------------------------+ -------读取程式解析前处理部时,发生错误.「NTRANS1」档是否不存在,即使存在著,其内若已遭到损坏,当系统载入时,便会出现此讯息.不管是哪一种情况都必须从备份的磁碟片重灌,为使原因明确请如下述操作之.背景而言,DIR 0 FOR NTRANS1*[cr]请如上输入.若档案无任何表示的话,可能是有某种原因使得「NTRANS1」档消失了.若出现档名,表示其内已遭到破坏.并请告知所表示的内容(位组数,日期等).处置而言,请以备份的FDNo.5-2再重灌之.--------+------------------------------------------------------------------------+ -------No.0071 |NTPMAC 读入错误|EMG--------+------------------------------------------------------------------------+ -------TAPE MACRO处理部(一个G指令让它变为复数动作的处理)发生读取错误.「NTPMAC」档是否未存在,即使存在其内也遭到破坏的情况,当系统载入时便会出现此错误讯息.不管是哪一种情况都必须从备份的磁碟片重灌,为使原因明确请如下述操作之.背景而言,DIR 0 FOR NTPMAC*[cr]请如上输入.若档案无任何表示的话,可能是有某种原因使得「NTPMAC」档消失了.若出现档名,表示其内已遭到破坏.并请告知所表示的内容(位组数,日期等).处置而言,请以备份的FDNo.5-2再重灌之--------+------------------------------------------------------------------------+ -------No.0072 |未定义装置指定|RESET--------+------------------------------------------------------------------------+ -------所指定的装置未被定义.关于Device号码,请参下表,检查之.Device号码(Device No.)0: Hard Disk Drive 0文档Word.1: Hard Disk Drive 12: FD Drive 23: Hard Disk Drive 3TR: Tape LeaderRI: RS232C输入埠RO: RS232C输出埠FR: DNC--------+------------------------------------------------------------------------+ -------No.0079 |等待开始|START-Y--------+------------------------------------------------------------------------+ -------此讯息出现于下列情形.若机械呈现禁止作动状态的话(Interlock中),而欲使机械动作的话,当给予某一命令的话(例如,交换钻针,或JOG命令),即会出现此讯息.首先,以适当操作解除Interlock状态,接著为活用前述命令,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+ -------No.0080 |内部演算部错误|EMG--------+------------------------------------------------------------------------+ -------首先,关闭NC 电源後再重新启动电源.当此讯息无法消除时,请连络日立VIA.--------+------------------------------------------------------------------------+ -------No.0081 |选择性项目名未寻获|START-Y--------+------------------------------------------------------------------------+ ---------------+------------------------------------------------------------------------+ -------No.0082 |工具径未设定|RESET--------+------------------------------------------------------------------------+ ---------------+------------------------------------------------------------------------+-------No.0099 |不当使用POST DRILL|START-R--------+------------------------------------------------------------------------+ -------寿命设定值检查机能下,寿命设定值为0或欲在指定孔数以上的POST作钻孔时,便会出现此讯息.仅在作寿命设定值为0的POST之检查时,将指定孔数的设定值设为99999999.寿命设定值检查机能有效/无效切换参数No.513 位数6 0: 无效1: 有效指定孔数参数No.585 - S3--------+------------------------------------------------------------------------+ -------No.0100 |硬碟错误|EMG--------+------------------------------------------------------------------------+ -------在Disk中,发生物理上的?陷.当出现此讯息时,表示无法在使用此Disk了.请使用系统软体Disk的copy版(disk)或其它的程式部Disk.--------+------------------------------------------------------------------------+ -------文档Word.No.0110 |伺服器未就绪|EMG--------+------------------------------------------------------------------------+ -------伺服DRIVER AMP处于无法使用状态.当确认好伺服AMP的警报表示後,请连络日立VIA的维修人员.--------+------------------------------------------------------------------------+ -------No.0114 |参数设定错误|EMG--------+------------------------------------------------------------------------+ -------伺服参数错误.当出现此讯息时,请使用备份的系统软体片载入之.Sub-Code Contents*602 wrong stored stroke range (+)*605 wrong processing speed establishment value*606 wrong JOG feed speed establishment value0410 time fixed number establishment error (Servo-main : CH)*612 wrong stored stroke range (-)*621 servo compensation parameter establishment error^* : A axis number.0: servo main1-F: servo sub--------+------------------------------------------------------------------------+ -------No.0116 |SEQUENCER 诊断光纤关系错误|EMG--------+------------------------------------------------------------------------+ -------A communication error has occurred in signal transfer between MCU boardand COMPACK/IOU board through the optical fiber cable.If this message has appeared, check the following items.1. Whether the machine is turned on.2. Cable connection.3. MCU board or COMPACK/IOU board may be troubled.Start sequencer diagnosis application and check R546.Turn off and on power, and check whether the system restarts properly.b7 b6 b5 b4 b3 b2 b1 b0+----+----+----+----+----+----+----+----+R546 | MMC ALARM LIST | MMC No. |+----+----+----+----+----+----+----+----+b0-b3 : error occurrence MMC number (1 - 5)b4 : phase detection error (PDE)b5 : NO ACK error (NAE)b6 : continuous parity error (PCE)b7 : emergency stop (a fatal error) (EMG)--------+------------------------------------------------------------------------+ -------No.0117 |SEQUENCER 诊断硬体错误[DIAG.0014]|EMG--------+------------------------------------------------------------------------+ -------文档Word.Hard error or system error has occurred in the sequencer section.For details, refer to diagnosis No. 14.Diagnosis NO.14 :08H = illegal timer interrupts09H = LADDER I/O establishment error10H = LADDER OBJECT wrong14H = MMC fatal error15H = LADDER ENGINE NOT READY17H = bus time out error20H = undefinition interrupts30H = Sequencer NOT RUNHard error or system error has occurred in the sequencer section.For details, refer to diagnosis No. 14.If this message has appeared, check the following items.1. Whether the machine is turned on.2. If diagnosis No. 14 s 14H, the cable connection may be faulty.3. If diagnosis No. 14 is 09H or 10H, use (load) another systemsoftware disk (for backup).4. MCU board or COMPACK/IOU board may be troubled.Turn off and on power, and check whether the system restarts properly.--------+------------------------------------------------------------------------+ -------No.0119 |RS-232C 转送错误|RESET--------+------------------------------------------------------------------------+ -------During DNC1 communication, a parity error, a flaming error or a over runerror occurred.Check the next item when this message is indicated.1. Check the setting of DNC communication for NC with DNC utilityprogram and check the setting is proper or not for HOST controller.2. Check the setting of DNC communication for HOST controller and checkthe setting is proper or not.3. Check interface cable and connector.4. Check interface wiring.5. Interface device.--------+------------------------------------------------------------------------+ -------No.0121 |PC-MCU 轻度通信错误|RESET--------+------------------------------------------------------------------------+ -------The communications processing error between PC and MCU board occurred.Sub-Code Contents0001 Communication NOT READY0002 Channel number injustice0003 Undefinition comment文档Word.0004 Recieve data is nothing0005 Chanel in under using0006 Illegal send sequence0007 Answer request without receive command--------+------------------------------------------------------------------------+ -------No.0123 |伺服CPU 错误[DIAG.0012,0413]|EMG--------+------------------------------------------------------------------------+ -------The obstacle of the servo CPU or the hard difficulty of the CPU circuitboard occurred.As for the details of contents of an error, it is indicated in thesub-number.If it occurred in what kind of operation, and it asks for the recordof the sub-number.Check the next item when this message is indicated.power supply (+5V, MCU3 3.3V) 1 . DC2 . MCU circuit board3 . PCNTS circuit board4 . SCOM circuit board5 . SCOM-PCNTS cableTurn off a power supply, and confirm whether a system stands up normallyby the re-injection.Sub-Code ContentsFor the expansion[TLB protection exception (read)] *273*274 For the expansion[TLB protection exception (write)]For the expansion[First page write excsption] *275 *276 For the expansion[TLB Miss exception /TLB effect-less exception (write)]For the expansion*277[TLB Miss exception /TLB effect-less exception (read)]zero profit *280address error *281wrong slot rode*287*291 undefinition interrupts*493 DC power supply abnormaltime out error*494*295 SCOM difficulty (communication time out) .circuit board number of sheets errorThere are no directions for the connection that a setup of *296shaft classification is changed after power on. Watchdog error*498*2A4 operation code error*2B1 integer operation overflowservo-sub EPROM difficulty *0E0*0E1 servo-sub SRAM difficulty*0E2 servo-sub FROM difficulty*0E8 servo-sub DPRAM difficulty文档Word.*0EA servo-sub FROM writing error (at the SYSGEN)*0F0 servo-main SRAM difficulty^* : A axis number.0: servo main1-F: servo subIf this message has appeared, check the following items.。