九浴溪水电站水轮机空蚀原因分析
水轮机课件——水轮机的空化与空蚀

➢水轮机的泥沙磨蚀
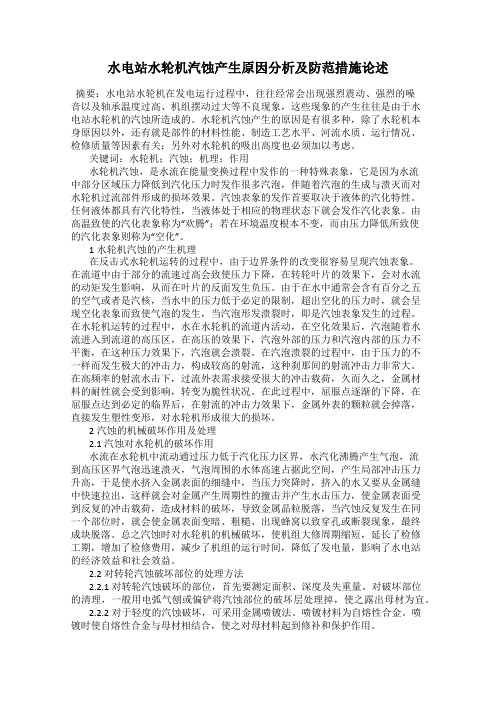
当水流中泥沙含量较大时,会对水轮机产生磨 损.同时,大量泥沙携带大量的“空化核”,使空化 容易发生.空化侵蚀与泥沙磨损同时发生时,两者 的破坏作用,称为磨蚀,对水轮机过流部件的破坏 作用很强.是单独空化和单独磨损的许多倍.
泥沙磨损的特征:鱼鳞坑或沟槽,带金属光泽
2)空化经历初生—发育—溃灭过程,空泡溃灭时产生微射流与冲击波,对 过流表面形成破坏。空化的破坏机制有:机械破坏作用、电化学侵蚀、 化学侵蚀与各因素的联合作用。
3)水轮机的空化类型有翼型空化、间隙空化、局部空化与空腔空化。各有 不同的发生部位。
4)水流中泥沙含量大时,水流容易空化,同时发生泥沙磨损,二者联合作 用时对水轮机的破坏作用大幅度增强。
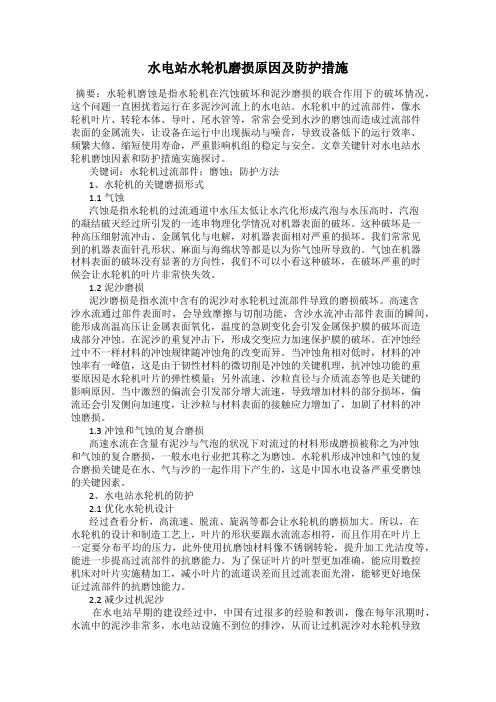
典型磨损(带金属光泽)
空化与磨损联合作用:金属变色,叶片如锯齿
严重磨蚀叶片,千窗百孔,面目全非
➢水轮机磨蚀蚀的防护
采用金属、非金属抗磨材料进行过流部件的 表面防护,可以减轻水轮机的空化破坏与泥 沙磨损。常用的材料有环氧金刚砂涂层、碳 化钨喷涂、聚氨脂涂层、不锈钢堆焊层。
用环氧金刚砂作表面保护
➢空蚀的破坏机制
一、空泡的溃灭与冲击压的形成 1高速射流与微水击
空泡在百分之一至千分之一秒时间内溃灭,形成高速 射流与微水击,射流速度100m/s以上,冲击压数千 ata.
2空泡回弹产生冲击波 初生发育最大溃灭反弹溃灭数次反复
➢空蚀的破坏机制
机械破坏作用:强大的冲击压直接作用于过流表面,形成
机械破坏,并长期反复作用形成疲劳破坏.
➢空化核学说
液体中含有以不同形式存在的微小气泡,这些微小气泡在低压 环境中会发育为较大的空泡或空穴,导致空化的发生,称之为空化 核.
水电站水轮机磨蚀原因及防护措施

水电站水轮机磨蚀原因及防护措施[摘要]水轮机中的过流部件,如水轮机叶片、转轮本体、导叶、尾水管等,往往会受到水沙的磨蚀而导致过流部件表面的金属流失,使设备在运行中产生振动和噪音,造成设备运行效率低下、大修频繁、使用寿命缩短,严重影响机组的稳定和安全。
文章主要针对水电站水轮机磨蚀原因及防护措施进行探讨。
【关键词】水轮机过流部件;磨蚀;防护方法水轮机磨蚀是指水轮机在汽蚀破坏与泥沙磨损的联合作用下的破坏现象,这个问题长期困扰着运行在多泥沙河流上的水电站。
多年来,许多水利水电工程技术人员和科研工作人员做了大量的研究工作,从磨蚀原因的研究到对磨蚀的防护以及治理措施技术等方面都取得一定的成果,对我国水轮机应用与防护做出了很大的贡献,但是目前仍然有许多问题难以解决。
本文在这里对水轮机的磨蚀以及防护措施加以研究。
1、磨蚀发生机理的研究1.1 气蚀及其机理汽蚀是指水轮机的过流通道中水压过低使水汽化产生汽泡和水压高时汽泡的凝结破灭过程所引起的一系列物理化学现象对机器表面的破坏。
这种破坏是一种高压细射流冲击、金属氧化和电解,对机器表面的损坏较为严重。
我们经常见到的机器表面针孔形状、麻面和海绵状等都是由于汽蚀所造成的。
汽蚀在机器材料表面的破坏无明显的方向性,我们不能小看这种破坏,在破坏严重的时候会使水轮机的叶片很快失效。
1.2 泥沙磨损泥沙磨损是指水流中含有的泥沙对水轮机过流部件造成的磨损破坏。
高速含沙水流经过部件表面时,会造成摩擦和切削作用,含沙水流冲击部件表面的瞬间,可产生高温高压使金属表面氧化,急剧的温度变化会引起金属保护膜的破坏而导致局部冲蚀。
在泥沙的反复冲击下,产生交变应力加速保护膜的破坏。
在冲蚀过程中不同材料的冲蚀规律随冲蚀角的变化而异。
当冲蚀角较低时,材料的冲蚀率有一峰值,这是因为韧性材料的微切削是冲蚀的主要机理,抗冲蚀性能的关键因素是水轮机叶片的弹性模量;此外流速、沙粒直径和介质流态等也是重要的影响因素。
浅谈水轮机的空化和空蚀

浅谈水轮机的空化和空蚀技术报告——浅谈水轮机的空化和空蚀水轮机在运行中存在四大问题:动能指标(流量、出力、转速)、效率、空化性能、稳定性。
在上述问题中,空化、空蚀被喻为水轮机的“癌症”。
所以在水电厂水轮机运行生产过程中空化、空蚀是一个必须注意和避免的问题,我们必须了解其物理性质,然后找到避免和处理的方法。
空化是一种液体现象,固体或气体都不会发生空化。
当液体温度一定时,降低压力到某一临界压力时,液体也会汽化或溶解于液体中的空气发育成空穴,这种现象称为空化。
沸腾也是一种汽化,但沸腾是液体在衡定压力下加热,液体温度高于某一温度时发生的汽化,与空化不同之处就在于沸腾主要是热能交换的过程,而空化可近似看作是一个冷过程。
空化包括了空穴的出生、发育和溃灭。
当液体的压力降到某一临界值时,液体中便会产生空穴,这些空穴进入压力较低区域时,就开始发育成较大的气泡,气泡被流体带到高于压力临界值的区域时就会溃灭。
在空化区,空泡的不断产生又不断溃灭过程中,将产生高频高压的微观水击,由于高频高压的水击直接作用于过流表面,形成机械破坏,长期反复作用形成疲劳破坏。
同时空泡在溃灭时产生高温(可达到300—500摄氏度),与周围介质形成温差,产生温差电势,造成电化学腐蚀,而高温作用下产生氧,并增加其他有害气体的活性,产生腐蚀。
由于以上几种因素的联合作用,加快了过流表面的腐蚀破坏,这就是空蚀。
空蚀是空化的直接结果,空蚀只发生在固体表面。
由以上分析我们知道空化、空蚀的根本原因是水轮机自身产生的低压造成的。
而液体在混流式机组过流管道中低压的形成主要有:1)、翼型绕流:当水流绕流水轮机翼型叶片时,叶片背面的压力往往为负压,当叶片背面压力降低到环境汽化压力以下时,将会出现空化区空蚀水轮机叶片,对水轮机叶片造成破坏,即翼型空蚀。
2)、狭小空隙:当水流流过混流式机组导叶上下断面、立面密封、迷宫环等狭小通道或间隙时,将会导致局部流速升高,压力降低,当压力降低到环境汽化压力以下时,同样会产生空化区,空蚀导叶、叶片等,即间隙空蚀。
水轮机的空化和空蚀

空化发生在流道中水流局部压力下降到临界压力(一般接近汽化压
力)时,水中气核发展成为气泡,从而使液相流体的连续性遭到破坏, 变为含气的二相流(若同时含气和含砂,则为多相流)。气泡中主要充 满着液体的蒸汽以及从溶液中析出的气体。当这些气泡进入压力较低的 区域时,就发育成长为较大的气泡,当气泡随水流运动到压力较高区域, 气泡将迅速凝缩并溃灭。因此,空化包括了气泡的积聚、流动、分裂到 溃灭的整个过程。空化过程可以发生在液体内部,也可以发生在固体边 界上。 空蚀是指由于空泡的溃灭,引起过流表面的材料损坏。在空泡溃灭 过程中伴随着机械、电化、热力、化学等过程的作用。空蚀是空化的直 接后果,空蚀只发生在固体边界上。
空化、空蚀导致的不良后果
(1)损坏水轮机过流部件表面。在水轮机运行过程中,随着时间 的推移,在转轮和某些过流部件的局部表面上,开始时表面金属失去 光泽而变成灰暗色,接着形成即麻点状,进一步发展形成海绵状(即 蜂窝状),此时金属表面已受到严重破坏,再进一步发展就会产生金 属局部脱落,甚至穿孔。 (2)当空化、空蚀发展到破坏正常水流流动的程度时,能量损失 会急剧增加,效率和出力大幅度下降。 (3)水轮机在空化、空蚀状态下运行,特别是混流式水轮机,其 过流部件易发生低频率大振幅的压力脉动,甚至导致整个机组和水电 厂厂房危险的振动及噪声。
最后整理后得
Hs pa pv H
式中
pa——水轮机安装处的大气压力; pv ——该处相应于平均水温下的汽化压力; ——相应工况点的水轮机空化系数,由综合特性曲线查得;
H ——对应的水轮机工作水头。
水轮机安装高程的确定 在进行实际计算时,考虑到:
pa 10.33mH 2O ; ⑴海平面的平均大气压力 r
水电站水轮机汽蚀产生原因及其影响分析
水电站水轮机汽蚀产生原因及其影响分析摘要:本文研究水电站水轮机的汽蚀产生原因及其对水轮机性能的影响。
首先,分析了水轮机运行过程中的压力变化和流动状态对汽蚀的影响。
其次,探讨了水轮机叶片表面粗糙度、水轮机运行工况以及水质等因素对汽蚀的影响。
最后,通过实验和数值模拟方法,定量评估了汽蚀对水轮机效率和寿命的影响。
研究结果表明,水轮机叶片表面粗糙度的增加、水轮机运行工况的变化以及水质的恶化都会导致汽蚀的加剧,进而降低水轮机的效率和寿命。
关键词:水电站,水轮机,汽蚀,压力变化,效率。
关键词:水电站,水轮机,汽蚀,压力变化,效率引言:水电站是重要的清洁能源发电装置,而水轮机作为其核心设备之一,其性能直接影响着发电效率和寿命。
然而,水轮机在运行过程中常常面临汽蚀问题,导致性能下降和设备损坏。
汽蚀产生的原因及其对水轮机的影响成为研究的关键问题。
本文通过分析压力变化、流动状态以及叶片表面粗糙度、运行工况和水质等因素对汽蚀的影响,以及汽蚀对水轮机效率和寿命的定量评估,旨在深入揭示汽蚀机理,为水轮机性能优化和设备维护提供理论依据。
一水电站水轮机汽蚀机理分析:压力变化与流动状态的影响在水电站水轮机运行过程中,汽蚀是一个常见而严重的问题,会导致设备性能下降甚至损坏。
汽蚀是指液体中的气泡在高压区域形成并在低压区域崩溃的过程。
压力变化和流动状态是影响汽蚀产生的关键因素之一。
(一)压力变化对水轮机汽蚀具有重要影响。
在水轮机中,由于流体流动的高速和转动部件的旋转,液体的静压和动压都会发生变化。
当流体经过流道收缩或叶片进口处的凸起时,流速增大,压力降低,容易产生汽蚀。
另一方面,当液体流经叶片出口或流道扩大时,流速减小,压力增加,气泡崩溃的可能性也会增加。
(二)流动状态对水轮机汽蚀的影响也不可忽视。
流动状态的稳定性和湍流程度会影响液体中气泡的生成和消失。
在湍流状态下,气泡容易形成和破裂,增加汽蚀的风险。
而当流动状态较为稳定时,气泡的生成和消失相对较少,汽蚀现象相对较轻。
浅析水电站水轮机汽蚀产生原因及防范措施
浅析水电站水轮机汽蚀产生原因及防范措施摘要目前我国在运行水电站中,水轮机作为主要的机组部位,其正常运行有效的保证了电力的生产。
但是长久以来,水轮机汽蚀现象对其的影响有增无减,严重影响了我国水电生产。
然后汽蚀现象又是无法避免的,所以我们必须加强对其的防治。
关键词水轮机;汽蚀;原因;措施前言:在本文中笔者首先介绍了水轮机汽蚀的危害,同时通过对汽蚀产生机理的阐述,分析了水轮机汽蚀的破坏作用,并提出了相应的防范措施。
1 水轮机汽蚀的危害水轮机汽蚀对于水电站的危害是比较大的,它不仅影响机组的正常运行,同时也会降低机组的运行寿命。
它主要会对水轮机过流部件、导叶、转轮、尾水管等造成破坏;由于气蚀会扰乱水流的正常运行规律以及能量转换,增加水流的漏损以及水力损失,它会直接降低水轮机的出力和效率;一旦出现严重的气蚀,它将会引起机组的强烈振动、噪音、出力波动,继而造成机组的不安全运行;增加机组的检修频次与复杂性,同时空化与空蚀检修不但增加了钢材的耗费,并且会增加工期,对电力生产有产生严重影响。
2 水轮机汽蚀产生的主要原因在水流能量转换的过程中会出现一种特殊现象,即水轮机汽蚀。
该现象主要是由于水流中不分区域的压力下降至气化压力产生大量气泡,在气泡的生成与溃灭的过程中对水轮机过流部件产生的破坏作用。
其中液体的气化特性是决定气蚀现象的根源。
因为任何液体都是具有一定气化特性的,一旦液体处于相应的物理状态下,非常容易产生汽化现象。
众所周知,由于高温产生的气化现象叫做“沸腾”,但是在环境温度不变的情况下,由于压力下降所产生的汽化现象叫做空化。
水是水轮机的主要工作介质,一般空化压力为0.24mH2O (2.354x103Pa),当水轮机中的压力降低到空化压力时,就会出现汽化现象,那么这是水轮机就非常容易气蚀。
一般在反击式水轮机流道中,受到边界条件变化的影响。
部分流速会增高,继而造成压力下降;由于转轮造成的水流动矩发生改变,会造成转轮叶片背面产生负压。
混流式水轮机转轮常见缺陷类型及产生原因分析
混流式水轮机转轮常见缺陷类型及产生原因分析摘要:介绍水电站混流式水轮机转轮的常见缺陷类型,即裂纹、空蚀和磨损,并对其产生原因进行了简要分析,提出一些处理及解决方案。
关键词:水轮机转轮;裂纹;空蚀;磨损;缺陷1 前言水电资源作为清洁能源,是我国能源的重要组成部分,在能源和经济可持续发展中占有重要地位。
我国水能资源理论蕴藏量约为6.76亿kw,可开发容量约为3.78亿kw,居世界首位[1]。
近年来,我国水电事业进入了飞速发展的阶段,然而在水电站的建设及运行中遇到了大量技术问题,其中水轮机转轮作为水轮机的核心部件,承担着将水能转化为机械能的任务。
水轮机转轮在运行中由于受到异常运行情况、水流泥沙冲刷以及转轮设计、制造、材质等方面的影响,往往会产生各种危险缺陷,大大制约了水电站的发展。
本文以混流式水轮机转轮为例,分析了水轮机转轮常见的几种缺陷(裂纹、空蚀、磨损)出现的位置及其产生原因,并提出了对上述缺陷的处理及防护方法。
2 常见缺陷出现位置及类型混流式水轮机转轮由上冠、下环、叶片组成。
转轮叶片分布在上冠与下环之间,转轮叶片上端固定于转轮上冠,下端固定于转轮下环。
轮叶呈扭曲形,各轮叶间形成狭窄的流道,转轮材质一般为不锈钢铸件,转轮叶片通过焊接工艺装配在上冠与下环之间。
混流式水轮机转轮常见的缺陷类型一般为裂纹、空蚀、磨损等三种,一般主要分布在叶片上下端与转轮上冠、下环连接处的焊缝端部(出水边侧和入水边侧),部分空蚀缺陷还会发生在叶片正面(出水侧)及出口下环内壁处,而由于泥沙冲击等原因,也会造成部分叶片边沿及叶片正、背面磨损。
3 缺陷产生原因分析转轮缺陷严重影响水电站的安全运行和经济效益,当缺陷扩大到一定程度后,叶形会有较大改变,进而导致水力不平衡,效率降低,严重的会导致叶片断裂而损坏机组的灾难性事故[2],为此,本文对转轮缺陷的产生原因进行了简要分析。
3.1 裂纹转轮裂纹一般发生的部位在叶片根部焊缝(包括叶片正面和背面)及热影响区、叶片正面的出水边处。
水电站水轮机典型锈蚀问题分析及处理方案
文章编号:1006 2610(2020)01 0080 04水电站水轮机典型锈蚀问题分析及处理方案沈 丹,张续钟(浙江富春江水电设备有限公司,杭州 311121)摘 要:水电站潮湿高热的环境使得水轮机部件锈蚀问题无法避免㊂蜗壳等前引水流道锈蚀会导致水电站水头损失加剧㊁水轮机的运行条件恶化和技术性能降低;转轮锈蚀,容易和空蚀磨蚀相互影响,严重影响机组效率和性能稳定;主轴锈蚀会产生应力集中,甚至发展成裂纹㊂以3座水电站不同部件的锈蚀问题为例,分析锈蚀产生的原因及危害,并为水电厂㊁制造单位㊁安装单位提供有效解决或缓解锈蚀问题的具体措施和方法㊂关键词:水轮机;锈蚀问题;磨损;水头损失;电化学腐蚀;应力集中;空蚀中图分类号:TV734.1 文献标志码:A DOI :10.3969/j.issn.1006-2610.2020.01.017Analysis and Solution of Typical Turbine Corrosion Problem in Hydropower StationSHEN Dan ,ZHANG Xuzhong(Zhejiang Fuchunjiang Hydropower Equipment Co.,Ltd.,Hangzhou 311121,China )Abstract :The humid and hot environment of a hydropower station makes the corrosion of turbine components inevitable.Corrosion of the front diversion channel such as the spiral case leads to increased head loss of the hydropower station ,deterioration of the operating condi⁃tions and technical performance of the turbine ;corrosion of the runner ,which is likely to interact with cavitation and erosion ,seriously affects the efficiency and stability of the unit ;corrosion of the shaft causes stress concentration and even develops into cracks.Taking the corrosion problems of different components of 3hydropower stations as examples ,the causes and hazards of the corrosion are analyzed ,and specific measures and methods for effectively solving or mitigating the corrosion problems are provided for hydropower stations ,manu⁃facturers and installers.Key words :hydraulic turbine ;corrosion problem ;wear ;head loss ;electrochemical corrosion ;stress concentration ;cavitation erosion 收稿日期:2019-07-28 作者简介:沈丹(1988-),女,浙江省绍兴市人,工程师,主要从事水轮机设计工作.1 概 述空化空蚀[1]㊁泥沙磨损[2]㊁机械振动[3]㊁钢材锈蚀是导致水轮机部件损坏的主要原因,且四者常常相互作用,相互影响㊂在水力设计中,空化空蚀㊁泥沙磨损和机械振动经常作为重点受到广泛关注,而钢材锈蚀却因为太过常见,经常受到忽视㊂2 水轮机锈蚀问题众所周知,钢材锈蚀是指金属与周围的介质发生了化学反应或者电化学反应后,生成金属化合物的现象㊂水轮机钢材锈蚀问题有别于空化空蚀㊁泥沙磨损和机械振动,它较多发生在静态条件中,比如运输㊁储存㊁停机维护时,在动态条件下,比如水轮机运行工况中,单纯的锈蚀问题反而可以得到缓解㊂静态条件下的钢材锈蚀现象,其危害一般在可控范围内,我们可以提前预防,或者通过打磨㊁涂防锈油等方式将损失降到最低㊂在水力机械运行时,钢材锈蚀问题的表征并不明显,其原因主要是疏松易剥落的金属氧化物会随水流冲走,表现近似于无㊂但是理论研究显示,这个阶段的锈蚀问题并非不存在,也同样不容忽视㊂图1为磨蚀㊁锈蚀联合作用下的底环㊂当水流中的泥沙冲刷过流表面瞬间,导致金属表面保护膜机电与金属结构 西北水电㊃2020年㊃第1期 ===============================================被破坏,同时可能产生高温高压,与水中的气体作用,使金属表面氧化,产生局部腐蚀㊂当这些疏松易剥落的金属氧化物随水流冲走后,金属表面生成小凹陷,在时间推移下,小凹陷变成凹坑,最终形成绵连不断的损伤㊂图1 磨蚀㊁锈蚀联合作用下的底环图图2 空蚀㊁振动㊁锈蚀联合作用下的转轮泄水锥图图3 振动㊁锈蚀联合作用下的连接螺栓图图2,3为空蚀㊁振动㊁锈蚀联合作用下的转轮泄水锥和连接螺栓㊂由于空化空蚀作用,水中的空气被压缩,由于体积突然缩小,温度升高放出热量,同时水锤压力对金属表面的冲击也产生局部高温,在这种高温高压作用下,又促使了空气对金属表面的氧化,与此同时,也可产生电化腐蚀(电解作用),使金属表面变暗变毛,加速机械破坏作用㊂另一方面,由于转轮出口处的旋转水流及脱流漩涡和汽蚀等的影响,在尾水管内常引起水压脉动,继而引起机械振动㊂由外加应力导致的应变和腐蚀联合作用产生局部性金属腐蚀,最初在泄水锥㊁螺栓表面形成裂隙坑,然后进一步产生腐蚀,腐蚀后促使裂隙传播,其速度由其所受的应力和材料的断裂韧度来决定,当剩下的材料不能承受施加的应力时,就发生了断裂㊂动态条件下的钢材锈蚀,由于受空化空蚀㊁泥沙磨损㊁机械振动相互作用,尽管危害巨大,却无法简单区分,无法单方面采取措施,消除影响,故而不再详细分析㊂我们仅针对静态条件下的钢材锈蚀问题,分析其产生的原因和造成的危害,并给出行之有效的处理方法㊂3摇实际案例分析(1)案例1,福建省某水电站蜗壳㊁座环和固定导叶等过流面严重锈蚀情况福建省某水电站2号机组建造于1975年,于2016年完成扩容改造,但是改造后发现实测真机效率和出力比预期低㊂1)原因分析由于70年代经济和技术比较落后,福建省某水电站蜗壳座环等采用Q235-A 材质,屈服强度为235MPa,却极易生锈㊂经过40多年的运行,发现蜗壳㊁座环和固定导叶等过流部件的防水涂漆剥落,本体锈蚀而老旧破损,起皱㊁剥落㊁鼓包㊁开裂等现象严重,流道表面粗糙度非常大(见图4),同全新的粗糙度不低于Ra12.5μm 相比,其表面粗糙度至少要低不止1个数量级达125μm,甚至达到2个数量级1250μm 以上,严重影响改造后的水轮机性能(包括出力㊁效率㊁空蚀等性能)[4]㊂图4 某水电站蜗壳表面锈蚀情况图水轮机净水头H =H O -H f ,其中:H O 为毛18西北水电㊃2020年㊃第1期===============================================水头,H f为蜗壳㊁座环和固定导叶等过流部件的水头损失㊂当毛水头H O一定的情况下,蜗壳㊁座环和固定导叶等过流部件的粗糙度越大,水头损失H f越大,水轮机的净水头H越小,在机组同样出力的情况下,所需水轮机的流量越大,这将恶化水轮机运行工况,降低水轮机的性能㊂从真机运转特性曲线判断,在相同导叶开度㊁同样毛水头下,水头损失越大㊁净水头越低,水轮机效率随之降低[5]㊁水轮机出力也随之降低㊂2)处理方案建议下次检修时,借鉴新疆乌鲁瓦提水电站[6]蜗壳㊁固定导叶防磨防腐处理措施(比如:重新打磨㊁涂漆等),修复蜗壳㊁座环和固定导叶等过流部件的表面,以满足GB10969 2008中的相关规定,从而改善水轮机的运行条件和技术性能㊂3)结论近几年,中国水电特别是中小型水电站,为了追求较高的经济效益,会选择性能更优的转轮进行扩容改造,但很多时候结果却不太尽人意㊂建议水电厂重新评估现有的蜗壳㊁尾水管㊁压力钢管等引水㊁泄水部件,从实际出发,适当考虑增加埋入部件的修复成本㊂就目前阶段,改善流道的锈蚀问题,我们常用的做法是:新造水电站蜗壳采用不易生锈的Q345R低合金钢,其他过流部件采用S135不锈钢;对于改造水电站,应及时打磨锈蚀部位,在打磨部位刷防锈漆[7-8],并定期巡查蜗壳尾水管,可以有效降低过流部件的表面粗糙度,增加水轮机效率和出力,增加电站的经济效益㊂(2)案例2,柬埔寨某水电站4号机转轮出现浮锈情况柬埔寨某水电站安装有2台套额定功率为105.1MW(H r=134m)和2台套额定功率为67.7 MW(H r=86m)的立轴混流式水轮机,在运行一段时间后,我们发现4号机转轮13张叶片出水边均出现浮锈且锈蚀程度范围基本相同(见图5),除叶片出水边有浮锈外,其他位置均正常;检查另外3台机组转轮锈蚀情况均完好,没有出现锈蚀情况;用砂纸打磨锈蚀部位,发现锈蚀部分均为突出,砂纸打磨后转轮叶片本体完好,故签定为浮锈㊂1)原因分析柬埔寨某水电站转轮叶片材料为ZG00Cr13Ni5Mo,属于铸造低碳马氏体不锈钢,具有良好的淬透性㊁优良的室温和低温力学性能㊁腐蚀疲劳强度和动静态断裂韧性,优良的服役性能,如抗空蚀㊁抗磨损性能等,是目前国内外大中型水轮机转轮广泛应用的材料㊂图5 柬埔寨某水电站4号机转轮出水边浮锈情况图对比另外3台机组转轮,4号机转轮除了运行时间较少,静置时间较长以外,其他环境因素均相同㊂因此该转轮生锈的原因很可能是转轮在仓储㊁转运㊁安装过程中,转轮正放,安放表面曾接触硫化物㊁氧化物㊁氧化氮㊁盐类等物质,引起腐蚀㊂2)处理方案使用50cm×50cm×100cm的光谱仪检测转轮叶片出水边化学成分,重新检查4号机叶片的材质化学成分;为避免4号机转轮叶片继续产生浮锈,先用马氏体不锈钢防锈钝化膏对其处理,使不锈钢表面重新形成钝化膜;考虑到发电效益,建议可以先通过打磨方式处理掉叶片上浮锈后直接发电,减少4号机组静置时间,改善转轮叶片浮锈问题㊂3)结论不锈钢裸露表面发生大面积的较为均匀的腐蚀,一定程度上造成了表面损伤,但比局部腐蚀的危害性小,通过打磨,可以完全去除表面锈蚀,且不影响表面粗糙度㊂近几年,混流式转轮叶片出水边一般设计成类似锋利的刀片结构,边缘比较薄,根据转轮有限元分析,各工况下转轮的最大应力,多数发生在出水边靠近下环位置㊂若发现转轮发生锈蚀,却不及时阻止,锈蚀会向四周蔓延,到达叶片与下环焊接部位,造成转轮叶片缺陷㊂机组经过长时间运行,空蚀㊁振动㊁锈蚀联合作用,极有可能使转轮叶片出水边出现裂纹,发生断裂,危害程度呈直线上升㊂因此在发现转轮出现锈蚀时不能掉以轻心,应第一时间采取有效措施,阻断锈蚀,并做好防锈措施㊂28沈丹,张续钟.水电站水轮机典型锈蚀问题分析及处理方案===============================================(3)案例3,老挝某水电站主轴轴颈处锈蚀老挝某水电站安装有3台额定功率为126MW 的混流式机组,现场安装导水机构时,发现主轴轴颈表面发生锈蚀现象,见图6㊂图6 主轴轴颈处生锈情况图1)原因分析老挝属热带㊁亚热带季风气候,5 10月为雨季,11月至次年4月为旱季,年平均气温约26℃㊂老挝全境雨量充沛,最小年降水量为1250mm,最大年降水量达3750mm,一般年降水量约2000mm㊂该水电站常年高温高热,工期较长,空气中的蒸汽水分极易深入工件本体表面㊂主轴采用锻20SiMn 材料,该材料锻造性能及机加工性能良好,焊接性良好,但其特点是不耐腐蚀㊂在运输过程中,我们常常采用涂防锈油的方式对大轴进行防护,却也会因为防护不当的原因,导致主轴生锈,特别是倒圆角和加工过渡面㊂2)处理方案由于水电站周围加工条件有限,同时为了问题得以及时解决,满足现场安装的需要,建议采用修磨㊁抛光[9]的方式进行除锈㊂对主轴轴颈及导轴承部位处理具体操作过程和步骤如下:由经验丰富的安装人员先用金相砂纸和油石对水导轴承锈蚀表面进行修磨,露出金属光泽即可;尽量少磨㊁减小修磨范围,按周向方向修磨且与锈蚀周边部位圆滑过渡,保持与加工时纹路基本一致;用汽油或酒精将表层浮锈清理干净;用羊毛毡加研磨膏对处理部位进行抛光,满足粗糙度0.8和1.6要求;使用粗糙度检测仪检查粗糙度;清洗干净后,利用刀口尺加塞尺方式进行轴向方向直线度检查(也可采用透光检查方式);用透平油覆盖所有机加工表面,对大轴进行保护;加强对未进行安装的主轴的储存检查进度,避免再次发生锈蚀㊂3)结论主轴生锈在中国比较少见,但在国外受气候㊁环境和人员调度影响时有发生㊂若主轴锈蚀严重,程度恶劣,会出现应力集中,甚至产生裂纹㊂另外,主轴生锈后的打磨过程需严格管控,避免出现过度打磨,导致水导轴承安装时轴瓦间隙过大或者间隙不均匀,进而导致机组振动和摆度过大,轴瓦温度升高,影响整个机组的稳定运行㊂主轴尺寸大㊁重量重,若因为锈蚀原因导致运回原厂修复甚至回炉重造,既耽误工期又增加成本,得不偿失㊂因此在储存和维护过程中应加强对主轴的防锈检查,及时做好防锈措施㊂4 结 语水轮机主要部件,包括转轮㊁主轴㊁导水机构㊁蜗壳㊁尾水管等99%以上的部件都是由钢㊁铁等金属材料加工而成㊂这些部件如果出现锈蚀,会引起材料塑性抗性降低,若不加以重视,在机组运行过程中,受空化空蚀㊁泥沙磨损㊁机械振动联合影响,有可能使重要结构件发生脆性断裂,造成无可挽回的损失㊂因此,一旦发现水轮机出现锈蚀,应加强重视并立即采取必要防护,消除或尽量减小锈蚀痕迹,避免造成安全隐患㊂参考文献:[1] 李欣.水轮机的空化与空蚀[J].科技创新与应用,2016(14):109.[2] 杜世平.水轮机泥沙磨损及应对措施[J].机电技术,2016(03):92-94.[3] 黄商.水轮机发电机组振动的影响因素与处理方案[J].科技创新与应用,2018(27):127-128.[4] 冯建军,朱国俊,贺锐,等.表面粗糙度对轴流泵性能的影响[J].西北农林科技大学学报:自然科学版,2016(03):196-202.[5] DEBORG.J,袁淑玲.表面粗糙度对水轮机效率的影响[J].国外大电机,1999,(03):79-80.[6] 王和平柳海鹏.乌鲁提瓦水电厂水机部分抗磨蚀处理[J].人民长江,2007(08):139-140,149.[7] 唐蕾,莫春霞.尼泊尔上达吉水电站减轻水轮机泥沙磨蚀的综合措施[J].西北水电,2016(06):59-61.[8] 张小阳,王占华,张志修.材料及防护涂层在淡水环境中的腐蚀试验研究[J].腐蚀与防护,2006(05):240-243.[9] 刘韦,陈乃莉.水轮机水导轴径磨损电镀硬铬修复工艺探讨[J].中国水能及电气化,2010(10):53-55.38西北水电㊃2020年㊃第1期===============================================。
浅谈水轮机的空化和空蚀机理以及抗空化的措施
维普资讯
《 湖南水利水电}o8 2o 年第 3 期
屈红 岗
( 新邵 县 晒谷 滩水 电站 新 邵县 4 20 ) 2 9 0
【 摘
要 】 在 水轮 机 运行 中, 常在 空化 程 度还 不足 以对 水轮机 工作 特 性产 生 可测 影 v 前 , 通 向 空化 已
1 空化及空蚀机理
1 1 空化 初 生 .
性 等 物 理 性 质 的影 响 , 时 还 与 气 体 的扩 散 、 解 、 传 导 有 同 溶 热
一
定联系 。 含 气 型 空 穴 , 压 缩 过 程 与 蒸 汽 泡 有 较 大 的不 同 。 泡 在 其 气
液 体 中含 有 气 泡 就 破 坏 了 液体 单 一 性 结 构 ,使 连 续 性 受 被 压缩 的 过 程 中 将 会 出 现 回弹 现 象 空 泡 在 达 到 最 大 直 径 之 到 影 响 。实 验 证 明 未 溶解 的 气 体 可 以 以 空腔 的形 态 存 在 于 容 前 有 一 较 长 而 连 续 的 发 育 期 ,紧 接 着 就 以更 加 迅 速 地 溃 灭 至 器 壁 上 的亚 微 观 、 水 性 的裂 缝 中。 液 体 中微 观 固体 质 点 的 尺 寸 接 近 于 零 , 后 又 再 生 一 个 稍 小 的空 穴 。 着 又 溃 灭 , 憎 或 而 接 这 缝 隙 中 。空 化 的 产生 基 于 液体 中存 在 着 大 量 的溶 性 气 体 及 蒸 种 回弹 再 生 的周 期 明 显 地 重 复 两次 , 有 重 复 多 次 的 迹 象 , 并 尺
下 降 , 核 缓 慢 膨 胀 。 周 围 压 力 降低 到 汽 化 压 力 以 下 的 临 界 或 高 于 大 气 压 力 , 轮 机 导 叶处 仍 发 生 严 重 的 空 蚀 。 我 国 云 气 当 水 如
水电站水轮机汽蚀产生原因分析及防范措施论述
水电站水轮机汽蚀产生原因分析及防范措施论述摘要:水电站水轮机在发电运行过程中,往往经常会出现强烈震动、强烈的噪音以及轴承温度过高、机组摆动过大等不良现象,这些现象的产生往往是由于水电站水轮机的汽蚀所造成的。
水轮机汽蚀产生的原因是有很多种,除了水轮机本身原因以外,还有就是部件的材料性能、制造工艺水平、河流水质、运行情况、检修质量等因素有关;另外对水轮机的吸出高度也必须加以考虑。
关键词:水轮机;汽蚀;机理;作用水轮机汽蚀,是水流在能量变换过程中发作的一种特殊表象,它是因为水流中部分区域压力降低到汽化压力时发作很多汽泡,伴随着汽泡的生成与溃灭而对水轮机过流部件形成的损坏效果。
汽蚀表象的发作首要取决于液体的汽化特性。
任何液体都具有汽化特性,当液体处于相应的物理状态下就会发作汽化表象。
由高温致使的汽化表象称为“欢腾”;若在环境温度根本不变,而由压力降低所致使的汽化表象则称为“空化”。
1水轮机汽蚀的产生机理在反击式水轮机运转的过程中,由于边界条件的改变很容易呈现汽蚀表象。
在流道中由于部分的流速过高会致使压力下降,在转轮叶片的效果下,会对水流的动矩发生影响,从而在叶片的反面发生负压。
由于在水中通常会含有百分之五的空气或者是汽核,当水中的压力低于必定的限制,超出空化的压力时,就会呈现空化表象而致使气泡的发生,当汽泡形发溃裂时,即是汽蚀表象发生的过程。
在水轮机运转的过程中,水在水轮机的流道内活动,在空化效果后,汽泡随着水流进入到流道的高压区,在高压的效果下,汽泡外部的压力和汽泡内部的压力不平衡,在这种压力效果下,汽泡就会溃裂。
在汽泡溃裂的过程中,由于压力的不一样而发生极大的冲击力,构成较高的射流,这种刹那间的射流冲击力非常大。
在高频率的射流水击下,过流外表需求接受很大的冲击载荷,久而久之,金属材料的耐性就会受到影响,转变为脆性状况。
在此过程中,屈服点逐渐的下降,在屈服点达到必定的临界后,在射流的冲击力效果下,金属外表的颗粒就会掉落,直接发生塑性变形,对水轮机形成很大的损坏。
水电站水轮机磨损原因及防护措施
水电站水轮机磨损原因及防护措施摘要:水轮机磨蚀是指水轮机在汽蚀破坏和泥沙磨损的联合作用下的破坏情况,这个问题一直困扰着运行在多泥沙河流上的水电站。
水轮机中的过流部件,像水轮机叶片、转轮本体、导叶、尾水管等,常常会受到水沙的磨蚀而造成过流部件表面的金属流失,让设备在运行中出现振动与噪音,导致设备低下的运行效率、频繁大修、缩短使用寿命,严重影响机组的稳定与安全。
文章关键针对水电站水轮机磨蚀因素和防护措施实施探讨。
关键词:水轮机过流部件;磨蚀;防护方法1、水轮机的关键磨损形式1.1气蚀汽蚀是指水轮机的过流通道中水压太低让水汽化形成汽泡与水压高时,汽泡的凝结破灭经过所引发的一连串物理化学情况对机器表面的破坏。
这种破坏是一种高压细射流冲击、金属氧化与电解,对机器表面相对严重的损坏。
我们常常见到的机器表面针孔形状、麻面与海绵状等都是以为你气蚀所导致的。
气蚀在机器材料表面的破坏没有显著的方向性,我们不可以小看这种破坏,在破坏严重的时候会让水轮机的叶片非常快失效。
1.2泥沙磨损泥沙磨损是指水流中含有的泥沙对水轮机过流部件导致的磨损破坏。
高速含沙水流通过部件表面时,会导致摩擦与切削功能,含沙水流冲击部件表面的瞬间,能形成高温高压让金属表面氧化,温度的急剧变化会引发金属保护膜的破坏而造成部分冲蚀。
在泥沙的重复冲击下,形成交变应力加速保护膜的破坏。
在冲蚀经过中不一样材料的冲蚀规律随冲蚀角的改变而异。
当冲蚀角相对低时,材料的冲蚀率有一峰值,这是由于韧性材料的微切削是冲蚀的关键机理,抗冲蚀功能的重要原因是水轮机叶片的弹性模量;另外流速、沙粒直径与介质流态等也是关键的影响原因。
当中激烈的偏流会引发部分增大流速,导致增加材料的部分损坏,偏流还会引发侧向加速度,让沙粒与材料表面的接触应力增加了,加剧了材料的冲蚀磨损。
1.3冲蚀和气蚀的复合磨损高速水流在含量有泥沙与气泡的状况下对流过的材料形成磨损被称之为冲蚀和气蚀的复合磨损,一般水电行业把其称之为磨蚀。
水轮机的空化与空蚀
水轮机的空化与空蚀空化与空蚀现象在水轮机中非常常见,会造成水轮机的叶片磨蚀损坏,导致水轮机的性能与经济效益下降,改善空化与空蚀现象需要制造工艺水平的提升与设计的改善,超空化水轮机的空化、空蚀大大降低,但是它的实用化仍旧有很长的路要走。
标签:空化;空蚀;原理;种类;危害;降低空蚀的措施;超空化水轮机中存在的空化、空蚀现象会对水轮机的性能产生不利的影响,因此在设计运行时要尽可能地避免,并将空化、空蚀对水轮机的性能的不利影响降到最低。
空化现象指的是水轮机流道中局部压力降至临界压力时,水中气核慢慢成长为气泡,气泡将液体中的蒸气和溶液中析出的气体包裹起来。
当进入压力较低的区域时,气泡则会逐渐长大,当气泡随水流运动到压力较高的区域时,在高压的作用下会迅速凝缩溃灭。
因此,空化是指气泡从集聚、流动、分裂到溃灭的这一过程。
空化现象不仅发生在液体内部,也会出现在固体边界上。
空蚀指的是由于空泡的溃灭所引发的过流表面金属材料的损坏。
空泡在溃灭的过程中伴随着机械、电化、热力、化学等过程的作用。
空化、空蚀会导致水轮机的性能下降,水轮机的过流部件表面会遭到损坏,甚至会使金属材料的局部发生脱落。
发生空蚀的主要原因是空泡溃灭所产生的机械作用,包括冲击波模式和射流模式两种。
通过对空蚀现象的观察,我们会发现空蚀在边界上分布并不均匀,而是集中在某些位置。
当第一个蚀坑形成后,在一定的条件下,它的发展速度要比其它的地方快,蚀坑越来越大、越来越深,最后将导致材料破碎而被水冲走。
除此之外,也可以用热力学和电化作用来解释空蚀现象。
空蚀产生的原因十分复杂,它在多重作用下发生,并且与化学腐蚀、泥沙磨损等相互促进,使得材料被进一步破坏。
水轮机按空化与空蚀发生的部位不同可以分为翼型空蚀、间隙空蚀、局部空蚀和空腔空蚀。
翼型空蚀是反击式水轮机的主要空蚀类型,在叶片的不同部位都有可能会出现空蚀区,转轮型号及运行工况都会影响到空蚀区的发展。
间隙空蚀指的是当水流通过狭小通道或间隙时局部流速会升高,导致压力下降而产生空蚀,间隙空蚀在转浆式水轮机中最为突出,发生区域多在转轮叶片外缘与转轮室之间以及叶片根部与转轮体之间的间隙附近。
水轮机的空化空蚀、泥沙磨损

水轮机的空化空蚀、泥沙磨损水轮机的空化空蚀、泥沙磨损第一节空化与空蚀空化与空蚀是发生于液体作为介质的水力机械中的一种特有现象,而在固体和空气中一般不会发生空化和空蚀。
(气蚀一词,来源于拉丁文,形成空穴之意,目前国内的译法很不统一,有气蚀、汽蚀、空蚀、空穴、空泡等各种译法)一、空化现象这是一种流体力学现象。
把给定温度下,液体开始汽化的压力叫做临界压力。
(在不同温度下,液体的临界压力是不同的)。
注意:当液体温度一定,而压力降低到相应的临界压力时,也会出现汽化现象,同时溶解于液体中的气体析出,形成空泡(空穴)。
通过水力机械流道中的液流,如果某个地方的流速增高,必然会引起此处的局部压力下降,当压力降低到当时液流下的临界压力时,这个低压区的液流就会开始汽化——出现空泡(汽泡),空泡随液流运动到较高压力区,由于P↑,汽泡中的蒸气要重新凝结成水,汽泡溃灭。
因为体积突然收缩,汽泡原先占有的空间形成真空,于是周围的高压液流质点高速冲近来,将对过流表面产生非常大的瞬间脉冲压力(水锤压力)。
同时,在压力增高时,原来从液流中分解出来的小汽泡,在水锤压力的作用下被急剧压缩,直到汽泡的弹性力大雨水锤压力时,汽泡将停止压缩而瞬间膨胀,所以对过流表面又形成另一种水锤压力。
空化:随着压力变化,液流中出现空泡状态(初生、发展、溃灭)及产生一系列物理化学变化称作空化(空穴)。
空蚀:指当空泡的溃灭过程发生于固壁表面,而使材料破坏,即由空化引起的材料破坏(侵蚀)。
二、空蚀机理空蚀对过流部件造成的破坏,主要有四种理论:机械作用、电化作用、化学作用和微射流理论。
1、机械作用在过流表面的某处,随着液流不断流过,空泡不断形成—溃灭—压缩和膨胀,将产生很高的冲击压力。
通过高速摄影的圆盘实验观察到,汽泡凝结时间约万分之一秒,水锤压力可以达到几百个甚至几千个大气压,对边壁材料造成破坏。
(1)空泡在溃灭过程中产生冲击波,从空泡的中心向外放射时具有和大的冲击力,对材料产生破坏。
泥沙磨损实验报告(模版)

西华大学上机实验报告一、实验目的1、水力机械空蚀与泥沙磨损的若干电站和泵站的实例;2、这些电站和泵站空蚀泥沙磨损破坏问题的具体解决方法;3、水力机械空蚀与泥沙磨损的最新研究动态;二、实验内容或设计思想通过计算机网络资源以及图书馆相关资料的查找,深化对气蚀与泥沙磨损产生机理以及解决方法的学习。
主要内容有:1、水力机械空蚀与泥沙磨损机理。
2、力机械空蚀与泥沙磨损电站实例。
3、发生空蚀与泥沙磨损电站及泵站处理方法。
4、国内外对空蚀与泥沙磨损先进研究动向。
三、实验环境与工具计算机网络资源四、实验过程或实验数据1水力机械空蚀与泥沙磨损机理1.1水力机械空蚀机理空化与空蚀是以流体为工作介质的叶片式流体机械(即水利机械)中可能出现的一种物理现象,它是一种在液体中发生的现象,在固体或气体中都不会发生。
任何一种液体在恒定的压力下加热,当液体的温度升高到某一温度时,就会开始汽化,形成气泡,这称为沸腾。
而当液体温度一定、降低压力到某一临界压力时,也会汽化,同时溶解于液体中的气体析出,形成气泡。
这种由于压力的变化而导致的液流内的空泡的产生,发展和溃灭过程以及由此而产生的一系列物理化学变化,称为空化。
水力机械由空化而引起的材料破坏,称为空蚀。
如水流流经有局部收缩的文丘里管时,当收缩截面上的压力降低到临界值时会在喉部发生汽化,形成空穴。
又如绕流翼型时,翼型背面压力分布图。
见图1.1图 1.1液体中空化区的形成空蚀是空化的直接后果,空蚀只发生在固体边界上。
如图1.2图1.2遭空蚀破坏的金属材料表面1.2磨损机理水力机械的泥沙磨损是一个很复杂的问题,一般认为是由于机械和化学作用的结果,当然主要是由于机械的作用。
当水流中的泥沙冲撞过流表面瞬间,可能产生高温高压,那么在高温高压作用下,因为水中含有气体,就很易使金属表面氧化,使金属表面的保护膜被破坏——产生局部腐蚀。
再加上泥沙不断冲击金属表面,就更加速金属保护层的破坏。
另外,由于坚硬的泥沙硬度一般高于金属材料的硬度,而且砂粒形状各异,有尖锐的菱角形圆形等,都以很高的速度处境在材料表面上。
水轮机的空化与空蚀

设水轮机流道最低压力点K 的压力为Pk,2点叶片出口边的 压力为P2,a点为下游水面上的 点、压力为Pa。若下游为开敞 式 , 则 Pa 为 大 气 压 力 。 列 出 K 点和2点水流相对运动的伯努 力方程式:
ZK
PK
g
WK2 2g
uK2 2g
Z2
P2
g
W22 2g
ቤተ መጻሕፍቲ ባይዱ
u22 2g
hK 2
PK
对于含杂质量较小的清水质,可取:
Pv 0.09 ~ 0.24
g
mH2O
考虑到水轮机模型空化试验的误差及模型与原型之 间尺寸不同的影响,对模型空化系数σm 作修正,水 轮机实际运行的空化系数σ取:
m
K m
转桨式水轮机
K 1表.14-3 水混轮流机式水水头与轮空机化水安头全与系空数化K安关全系系数关系
)
(V22 2g
WK2 W22 2g
hka )
方程式两端同时减去
Pv
g
除以水头H
Pk Pv
gH
Pa
g
Pv
g
H
Hs
(WK2 W22 2gH
W
V22 ) 2g
hk a
w
V22 2g
w
V22 2g
1
w
V22 2g
ξw、ηw—尾水管的阻力系数、恢复系数
水轮机空化系数
Wk2 W2 2 2gH
w
V22 2gH
100 10.33
空蚀对金属材料表面的侵蚀破坏有机械作用、化 学作用和电化作用三种,以机械作用为主。
1、机械作用
(1)流道中局部压力降低到汽化压力时,水开始汽 化,原溶解在水中极微小的(直径约为10-5~10-4mm) 空气泡同时开始聚集、逸出。水中出现大量由空气及 水蒸汽混合形成的气泡(直径在0.1~2.0mm以下)。
水轮机汽蚀的产生和防治措施

水轮机汽蚀的产生和防治措施【文摘】汽蚀在水轮机中发生的部位不同,有翼型汽蚀、空腔汽蚀和间隙汽蚀等3种。
它的产生导致水轮机工作机件表面受到侵蚀和剥落,使过流部件形成麻点或蜂窝孔洞,引起机组振动,降低效率和出力。
提出了防治措施及处理方法,实例中效果明显。
【主题词】水电站运行水轮机空蚀水轮机振动设备维修措施1、水轮机汽蚀的产生及影响根据汽蚀在水轮机中发生的部位不同,一般有翼型汽蚀、空腔汽蚀和间隙汽蚀等3种。
1)翼型汽蚀它主要是由于轮叶翼型的形状所引起的。
反击式水轮机的转轮叶片,沿流线方向的截面为空气动力型,水流绕叶片流动使其正面和反面造成压差,从而使转轮获得力矩,一般叶片正面大部分为正压,叶片背面为负压。
如果叶片背面压力降低至汽化压力时,就发生翼型汽蚀,产生大量汽泡,破坏水流正常连续性流动,导致机组出力和效率的降低。
另外,由于轮叶制造材料质量不良,形状不对及表面不光等,产生的翼型汽蚀将使轮叶形成蜂窝状孔洞,如不及时检修.可导致轮叶击穿而破坏。
翼型汽蚀一般发生在叶片背面出水边下半部靠轮环处和叶片背面与轮毂靠近处。
2)空腔汽蚀它是由于在尾水管内的水流旋转,使中心空腔处形成了真空而造成的。
主要原因是由于水轮机在非设计工况下运行(在水轮机出力的5%限制线以外时),破坏了水轮机的法向出口,产生了脱流和旋涡,再加上整个转轮出口的旋转水流,在转轮出口和尾水管进口形成一个涡带,其中心产生很大压降,当降至汽化压力时,便产生了空腔汽蚀。
这种涡带以一定的频率在尾水管内旋转,其中心的真空带周期性地冲击尾水管的四周,造成对尾水管壁的汽蚀破坏,产生周期性的压力波动,形成强烈的噪音、金属打击声、轰隆声或雷鸣声,甚至发生放电、闪光现象,严重时会引起机组的强烈振动,影响水轮机的稳定运行。
空腔汽蚀通常发生在水轮机座环内侧和尾水管上半段。
3)间隙汽蚀这是水流通过某些间隙或较小的通道时,因局部流速升高,压力降低到汽化压力时而产生的。
反击式水轮机常发生在导叶端部间隙处和转轮止漏环间隙处,轴流转桨式水轮机叶片和转轮室的间隙处。
水轮机运行中的故障分析及处理措施

水轮机运行中的故障分析及处理措施摘要:水轮机在水电站中扮演着重要的角色,因此水电站要把水轮机在运行过程中对故障的处理摆放在突出的位置,从根源上减少或消除事故发生的概率,进而确保水轮机持久高效的运行,本文对水轮机运行中的故障及处理措施进行了全方位的分析,水轮机系统图如图1所示,首先详细阐释了当前水轮机运行中经常出现的故障,其次简要概述了水轮机运行中的检修方法,接着论述了水轮机运行中故障的预防,最后笔者在结合自身多年专业理论知识与实践操作经验的基础上提出了几点改善水轮机故障的有效策略,旨在充分保障水轮机的安全高效运转,希望本文可以在一定程度上为相关的专业学者提供参考与借鉴,如有不足之处,还望批评指正。
关键词:水轮机运行;故障;处理措施;分析;1 当前水轮机运行中常见的故障1.1 剪断销剪断故障针对当前水轮机运行中常见的故障来讲,最为典型突出的就是剪断销剪断故障,水轮机在运行中因为高压水流的冲击而高速旋转,经常会出现各种机械振动与磨损,其中的剪断销是传动机构与水轮机导水叶拐臂二者间的连接器,它出现剪断的原因主要是因为导水叶开关速度较快而提升了水流压力致使剪断销被剪断,导水叶在剪力远远大于正常操作力大约2倍时会失去控制。
此外,剪断销还是水轮机导水叶中的核心保护装置,假若导水叶在机械或卡住在状况下,就会直接造成拐臂由于调速环的带动而转动,使得剪断销因承受过大的剪力而毁坏,最终引发水轮机故障,导水叶是剪断销的主要作业对象,它可以让导水叶充分发挥出水功能,需要格外注意的是剪断销自身承受的剪力是有极限值的,并不是任意放大缩小的。
1.2 机组过速故障所谓的机组过速故障主要是指在正常开机停机的过程中出现调速器失控而引发的机组转速骤增现象,一般情况下,机组的转速大于铭牌上的规定数值就会增大转动部位的离心率与摆度,进而直接导致转动部分与固定部分相碰撞脱节,经过科学的调查研究资料显示,客观精准的超过转速是40%,如果机组带负荷运行的过程中使得负荷被甩掉,也会出现导叶关闭过慢或失去功能引发水轮机故障。
水轮机运行中的故障分析及处理措施

水轮机运行中的故障分析及处理措施水轮机是一种利用水力能转化为机械能的机械设备,广泛应用于水电站和大型水利工程中。
由于长期运行和各种原因,水轮机在使用过程中可能发生各种故障。
以下是对水轮机运行中常见故障的分析及处理措施:1. 水轮机叶片损坏:水轮机叶片是水轮机中最关键的部件,负责将水流动能转化为机械能。
如果叶片损坏,会导致水轮机效率下降甚至无法正常运转。
处理措施包括定期检查叶片磨损情况,及时更换受损叶片,并防止外部物体对叶片造成损坏。
2. 水轮机轴承故障:水轮机的轴承用于支撑转子,如果轴承出现故障,会导致水轮机振动和噪音增加,甚至造成运转不稳定。
处理措施包括定期润滑轴承,确保轴承正常运转,定期检查轴承磨损情况,及时更换受损轴承。
3. 水轮机漏水:水轮机的密封性能若出现问题,会导致水轮机漏水。
漏水不仅会造成水轮机损失,还会影响水轮机的稳定运行。
处理措施包括定期检查密封件,及时更换受损密封件,并采取防水措施,防止水轮机因漏水而出现故障。
4. 水轮机转速异常:水轮机转速异常可能是由于供水不足、水轮机叶片磨损、调速系统故障等原因造成的。
处理措施包括定期检查供水情况,确保供水充足;定期检查叶片磨损情况,及时更换受损叶片;定期检查调速系统,确保调速系统正常运转。
5. 水轮机进出水口堵塞:进出水口堵塞会导致水轮机进水不畅,影响水轮机的正常运转。
处理措施包括定期清理进出水口,防止杂物进入水轮机,影响水流的正常通畅。
6. 水轮机发电机故障:水轮机与发电机是密切相关的,如果发电机出现故障,会影响水轮机的发电效果。
处理措施包括定期检查发电机的运行状态,确保发电机正常工作。
水轮机的故障分析及处理措施需要定期检查和维护,及时发现和解决故障,确保水轮机的正常运转和发电效率。
水轮机汽蚀的产生与防治对策分析
前言
对于水轮机来说,在使用中容易发生汽蚀的部位有很多,主要 有翼型汽蚀、空腔汽蚀以及间隙汽蚀等,所以,在实际防治的过程中 也要从这些方面入手,只有这样才能做好水轮机防治工作,减少汽蚀 所带来的不利影响。
一、水轮机汽蚀产生的因素与影响
由于水轮机汽蚀发生的部位不同,所以就有了不同的产生因素: 首先,对于翼型汽蚀来说,它的产生与轮叶翼型有关。通常情 况下,反击式水轮机叶片是沿着流线方向为空气动力的,水沿着叶片 流动,进而使叶片正反面产生压差,进而促使转轮产生力矩,一般来 讲,叶片正面基本为正压,背面也为负压,若叶片背面压力不断下降, 成为汽化压力以后就会发生汽蚀现象,也会产生很多气泡,水流也就 无法正常流动,机组出力等也会逐渐下降。同时,如果轮叶材质较差, 形状不够对称,也会导致不良问题,如在汽蚀发生以后,轮叶出现如 同蜂窝一样的孔洞,若不及时处理,轮叶很快就会被击穿。 其次,空腔汽蚀。它的产生与尾水管中水分在流转中存在真空 有一定关系,其原因在于水轮机并不是在设计工况下进行的,这样不 仅会导致水轮机法向出口受到破坏,还会出现脱流等情况,进而产生 漩涡带,当气压变为汽化压力以后就会产生汽蚀现象,在汽蚀发生以 后,不仅会冲击尾水管,还会产生较大压力波,在带来噪音的同时, 还伴随着一定的放电现象,水轮机也不会稳定运行,安全性也得不到 保证。 再者,局部汽蚀。所谓的局部汽蚀主要是由于水流过部分不平 整的表面因局部压力突然下降所造成的汽蚀。之所以水轮机会发生局 部汽蚀,其原因在于以下几种:第一,转轮表面打磨光滑度不够;第 二,焊接能力差;第三,转轮室的固定螺钉等出现脱落等。一般来讲, 局部汽蚀的影响并不大,只要经常检修应用合适的工艺就可以避免。 最后,间隙汽蚀。这种汽蚀现象多发生在水流流经间隙或细小 管道中,随着部分区域流速的突然提升,压力便会骤然下降,进而产 生一定的汽化压力,间隙汽蚀也在这种情况下出现。一般来讲,反击 式水轮机多发生在导叶间隙等处,在这种汽蚀发生以后,很难被第一 时间发现,主要是由于其破坏范围较小,所以,即便是在水轮机运行 的情况下也不易被发现。但由于汽蚀的存在,水轮机很多部位都会受 到不同程度的损害,尤其是高水头水电站受损最为严重。 总之,无论发生哪种汽蚀现象都会给水轮机运行造成一定影响 与损害,如果不及时处理,将带来很多问题,因此,有必要对此开展 研究。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
九浴溪水电站水轮机空蚀原因分析及对策摘要九浴溪电站是一个运行30余年的老电站,其2、3、4号机组为zd510—lh—180的老型号轴流定桨式水轮机组。
自1981年运行以来,水轮机转轮叶片遭受较严重的浸蚀破坏,主要是由于间隙空蚀引起。
主要原因有转轮空化性能差、材质抗空蚀稳定性差、轮缘间隙过大等。
针对上述情况,电站在2004年用新型高效的zdjp502—lh—180转轮替代原zd510—lh—180水轮机转轮,或更换不锈钢转轮,以及严格控制轮缘间隙和合理拟定运行工况,很好地解决了水轮机空蚀的问题,并提高了机组出力。
关键词轴流定桨式水轮机间隙空蚀对策九浴溪水电站位于通江县大通江河上,安装有4台轴流定桨式水轮机组。
3、4号两台机组水轮机型号为zd510—lh—180,设计水头15.0m,设计流量18.4m3/s,单机出力2200kw,于1981年5月建成投入运行。
2号机组的机型与3、4号机相同,于1993年5月建成投入运行。
1号机组于2007年5月建成投入运行,水轮机型号为zdjp502—lh—180,设计水头15.8m,设计流量21.36m3/s,单机出力为2980kw。
四台水轮机的吸出高度均为-7.5米。
2、3、4号机组自投入运行以来,水轮机转轮空蚀破坏比较严重,造成机组大修周期缩短,检修难度及工作量增大,对水轮机组的经济稳定运行构成威胁。
1 空蚀状况电站1985年4月对3、4号两台机组进行检修时,发现两台机组水轮机转轮叶片背面的进口边靠外缘处及外缘端面浸蚀破坏严重,大面积地出现麻面和蜂窝状浸蚀损伤,造成一宽约100mm、长约250mm的带状浸蚀破坏区域,叶片进口边外缘处破坏最显著。
蜂窝状深度达3~8mm,有的地方在8mm以上,叶片外缘端面出水边呈锯齿状破坏。
不同叶片的浸蚀破坏程度有所不同,但浸蚀区域相似。
当时采用不锈钢焊条进行了补焊处理。
经过补焊处理的3、4号两台水轮机运行2年后检查发现,叶片背面补焊的不锈钢焊条有部分脱落,并同样又被浸蚀破坏成孔洞,补焊区域边界浸蚀严重,面积逐年有所扩大,最严重时达300mm??50mm,浸蚀深度也有增大的趋势。
由于叶片外缘受到浸蚀破坏,造成水轮机叶片与转轮室间隙加大,漏水量增加,导致水轮机效率和出力下降;由于水力不平衡及转轮质量不平衡等原因,还造成机组振动过大,运行噪声大。
鉴于两台水轮机浸蚀破坏严重的情况,每2~3年就必须对上述两台水轮机进行大修。
1993年5月投入运行的2号机组水轮机的浸蚀破坏情况与3、4号水轮机大致相同。
2 空蚀原因分析许多电站水轮机遭受空蚀破坏的情况表明,水轮机运行中往往受到空蚀与泥沙磨损的联合共同作用。
水中存在磨粒(主要是泥沙)时,除了磨粒本身对固体表面的磨削外,它还促进空蚀。
而九浴溪电站所在的大通江河水质较好,含沙量较少(汛期平均含沙量7.36kg/m3,最大含沙量155 kg/m3)因此,可以说水中杂质对过流部件的磨损很轻微。
从水轮机转轮遭受破坏的浸蚀区情况来看,金属表面呈海绵状的针孔,表面有呈灰暗无光泽的大小蜂窝及透孔,金属疏松脱落,而没有明显的与水流方向一致的刮痕——小磨沟及鱼鳞坑,这说明九浴溪电站水轮机转轮的浸蚀破坏主要是空蚀引起的,泥沙磨损也存在,但很轻微。
从理论上讲,空蚀现象属于流体力学中的一个问题,水轮机空蚀的内在原因是流动液体中的空化现象——在环境温度基本不变的状态下,由于动压下降所引起的汽化状态称为“空化”,空化是液体中减压的结果,空蚀则是空化的直接后果,造成材料的损害,空蚀总是伴随高流速和低压力发生。
空蚀破坏机理主要有3个方面:机械作用、氧化腐蚀和电化腐蚀作用。
实验表明,在液体流动时,由于空化作用,气泡溃裂产生的极度应力对过流部件表面材料破坏的性质主要属于机械性能的作用,即气泡溃裂的瞬间,径向内流产生极高的射流速度,形成对固体边界的高速冲击,在这种交变应力作用下,材料逐渐由韧性状态转变到脆性状态的疲劳破坏。
在空蚀破坏的诸因素中,机械破坏比非机械破坏发生要早得多,初期空蚀的主因是机械作用。
水轮机转轮上的空蚀按发生空蚀原因和位置的不同分为翼型空蚀、间隙空蚀和局部空蚀三种。
九浴溪电站的2号、3号、4号水轮机中,翼型空蚀、间隙空蚀和局部空蚀同时存在。
考虑到三台水轮机的实际吸出高度均为-7.5米,其空蚀安全系数的取值远大于国内推荐值(正是由于水轮机吸出高度过小,安装高程过低,造成电站机组抬机严重,对水轮机运行十分不利,后采用导叶分段关闭装置解决),结合转轮空蚀破坏区域分布情况及其特征,所以认为引起水轮转轮空蚀破坏的主要原因不是翼型空蚀,而是间隙空蚀。
轴流式水轮机转轮叶片外缘与转轮室之间存在着一定的间隙(一般情况下工厂取该间隙值为0.001),这种间隙造成了轴流式水轮机轮缘间隙泄漏流动。
间隙泄漏流动首先是导致水流速度升高,压力降低,从而在轮缘间隙中产生空蚀。
此外,从间隙泄出的高速水流,在叶片外缘的背面形成泄漏涡带,从而造成叶片外缘背面的空蚀破坏,严重时会造成一种带状的空蚀破坏区域。
轴流式水轮机轮缘间隙流动极为复杂,叶片安装角、导叶开度、间隙形状和大小,都会对泄漏流动、泄漏涡带的大小和强度,以及涡带发生的位置产生影响,也就影响到空蚀形态。
有的文献指出,在叶片安装角不为00(如 = +5?埃┫拢σ欢ǖ牡家犊?= 0?笆保晃?0时好。
轮缘间隙越小,越能推迟初生空蚀,而扩大轮缘间隙,就会加剧间隙泄漏流动,增加泄漏涡带的大小和强度,扩大低压区域,增大间隙空蚀区域。
漩涡涡带不仅造成空蚀破坏,还要恶化叶片流道内的流态,导致效率下降。
造成九浴溪电站的2、3、4号机组的水轮机较严重的间隙空蚀损坏的原因有以下几个方面:(1)水轮机空化性能差。
zd510转轮机型是上世纪50年代末从前苏联引入,该型号转轮缺陷较多,空化性能差,由于轮叶外圆过小,叶片容易受到较严重的空蚀破坏。
(2)轮缘间隙过大。
三台水轮机轮缘间隙均达2mm~3mm,最宽的地方达3.5mm,为一般取值的2倍左右。
(3)叶片安装角不为00,造成轮缘间隙沿叶片旋转枢轴向两侧增大,这样会增大间隙空蚀区域。
(4)zd510转轮轮叶扭角过小,翼型流速分布不好;叶片头部形状不好,进水边较薄,头部圆弧较小,对工况点的适应性较差。
当来流角度变化时,必产生一定的冲角,导致叶片进口边背面脱流产生空蚀。
(5)空蚀补焊时,保持叶片型线不好,导致局部压力降低和产生局部空蚀。
(6)zd510转轮材质为zg25碳钢,这种材料的抗空蚀稳定性低,也是叶片遭到较严重空蚀破坏的原因之一。
3 应该采取的对策3.1 采用性能优良的新型水轮机转轮对于上世纪70~80年代及以前建设投入运行的小水电站,由于受当时条件所限,其水轮机都是zd510、zd661、zd560等的老型号转轮,其性能差,材料抗空蚀稳定性低,制造质量差,不仅空蚀振动严重,而且效率低,已不适应现代电站运行要求。
最好的办法是结合水电站的技术改造,更换一个符合电站实际情况而且性能优良的新型轴流定桨式水轮机,新型转轮无论在空化性能、过流能力,还是效率等方面都显著优于老式转轮。
九浴溪电站的3、4号机组水轮机在2004年用新型高效的zdjp502—lh—180转轮替代原zd510—lh—180水轮机转轮,2007年5月安装的1号机组也采用的是zdjp502—lh—180水轮机。
上述三台水轮机运行至今,经检查无明显空蚀破坏痕迹,机组运行稳定性提高,噪音下降,同时出力由原来的2200kw增加到2980kw,即出力增加13.5%左右,取得了明显的经济效益。
3.2 采用抗空蚀性能好的不锈钢转轮不锈钢的抗空蚀稳定性要明显优于普通碳钢和低合金钢,因此,对于采用普通碳钢或低合金钢制造的遭到严重空蚀破坏的转轮,可以将转轮换成同型号的不锈钢新转轮,同样可以提高转轮抗空蚀破坏的能力。
九浴溪电站的2号机组水轮机在2004年更换了同型号的不锈钢转轮,2008年大修检查转轮无明显空蚀破坏痕迹。
3.3 严格控制转轮叶片与转轮室之间的间隙前已述及,叶片与转轮室之间间隙的形状和大小对间隙空蚀引起的破坏有着明显的影响,所以必须严格控制转轮叶片与转轮室之间的间隙的大小。
九浴溪电站改造后水轮机轮缘间隙都控制在2mm以下。
3.4 在叶片背面外缘加设裙边尽管现在一些水电站对加设裙边的效果持怀疑态度,但许多轴流式水轮机运行情况表明,在叶片背面外缘加设裙边,对减缓间隙磨蚀还是有一定作用的。
3.5 及时检修,提高修复工艺水平对存在空蚀破坏的水轮机必须做到及时检修,以避免水轮机遭到严重的空蚀破坏,这样既能缩短检修时间,又能延长转轮的使用寿命和运行质量。
在对空蚀破坏区域进行补焊处理时,一是要采用正确合理的补焊工艺方法,如充分清理空蚀区,使空蚀部位显露完好的金属本体,且最浅深度不小于4mm,对待补焊表面局部要预热80℃,采用手工电弧焊进行补焊,补焊过程中要避免咬边、气孔、夹渣、变形与应力集中。
二是要采用优良抗蚀材料的焊条,如18—8不锈钢、铝青铜系列的焊条或ocr13ni46more新型抗磨蚀不锈钢焊条。
后者已在葛洲坝、刘家峡等许多大中型水电站得到广泛应用。
这是延缓空蚀破坏的有效方法。
转轮叶片修复补焊后应严格打磨光滑平整,并达到高的光洁度和符合叶片型线要求,这能显著提高叶片抗空蚀的能力,这虽早已在理论与实践中得到验证,但在检修中往往被忽视。
3.6 采用抗空蚀材料作表面防护鉴于空蚀主要是力学性质的破坏,采用各种合成树脂、合成橡胶、工程塑料等高分子化合物作涂料保护金属表面,可减缓空蚀破坏。
4 结语小型老水电站轴流定桨式水轮机在运行中普遍存在较严重的空蚀现象,其危害性大,导致机组效率下降、振动加剧、噪音加大、水轮机使用寿命缩短,严重时将危及安全运行。
因此,必须根据电站的实际情况,采取科学合理的对策加以解决。
九浴溪电站的3、4号机组的水轮机通过更换新型高效的jp502转轮,2号机组的水轮机通过更换同型号的不锈钢转轮,以及严格控制叶片与转轮室间隙和合理拟定运行工况等措施,很好地解决了水轮机空蚀的问题,延长了机组大修周期,并提高了机组出力,给电站带来了很大的经济效益。
参考文献[1] 常近时,寿梅华,于希哲.水轮机运行[m].水利电力出版社,1983.[2] 廖伟丽,刘胜柱,张乐福.轴流转桨式水轮机轮缘间隙空蚀的试验研究[j].水力发电学报,2005.8.[3] 华东水利学院.水轮机(下册)[m].电力工业出版社,1980.。