基于-PLC的温度PID控制
基于PLC的温度控制系统的设计
1 引言1.1 设计目的温度的测量和控制对人类日常生活、工业生产、气象预报、物资仓储等都起着极其重要的作用。
在许多场合,及时准确获得目标的温度、湿度信息是十分重要的。
近年来,温湿度测控领域发展迅速,并且随着数字技术的发展,温湿度的测控芯片也相应的登上历史的舞台,能够在工业、农业等各领域中广泛使用。
1.2 设计内容主要是利用PLC S7-200作为可编程控制器,系统采用PID控制算法,手动整定或自整定PID参数,实时计算控制量,控制加热装置,使加热炉温度为为一定值,并能实现手动启动和停止,运行指示灯监控实时控制系统的运行,实时显示当前温度值。
1.3 设计目标通过对温度控制的设计,提高在电子工程设计和实际操作方面的综合能力,初步培养在完成工程项目中所应具备的基本素质和要求。
培养团队精神,科学的、实事求是的工作方法,提高查阅资料、语言表达和理论联系实际的技能。
2 系统总体方案设计2.1 系统硬件配置及组成原理2.1.1 PLC型号的选择本温度控制系统采用德国西门子S7-200 PLC。
S7-200 是一种小型的可编程序控制器,适用于各行各业,各种场合中的检测、监测及控制的自动化。
S7-200系列的强大功能使其无论在独立运行中,或相连成网络皆能实现复杂控制功能。
因此S7-200系列具有极高的性能/价格比。
2.1.2 PLC CPU的选择S7-200 系列的PLC有CPU221、CPU222、CPU224、CPU226等类型。
S7-200PLC 硬件系统的组成采用整体式加积木式,即主机中包括定数量的I/O端口,同时还可以扩展各种功能模块。
S7-200PLC由基本单元(S7-200 CPU模块)、扩展单元、个人计算机(PC)或编程器,STEP 7-Micro/WIN编程软件及通信电缆等组成。
表2.1 S7-200系列PLC中CPU22X的基本单元本设计采用的是CUP226。
它具有24输入/16输出共40个数字量I/O点。
《基于软PLC的PID控制系统的设计与实现》
《基于软PLC的PID控制系统的设计与实现》一、引言随着工业自动化程度的不断提高,PID(比例-积分-微分)控制系统在工业生产过程中扮演着越来越重要的角色。
而软PLC (软件可编程逻辑控制器)作为一种新型的控制器,具有灵活、易用、可编程等优点,广泛应用于各种工业控制系统中。
本文将介绍基于软PLC的PID控制系统的设计与实现,旨在提高工业控制系统的性能和可靠性。
二、系统设计1. 需求分析在系统设计阶段,首先需要对系统需求进行全面的分析。
主要包括系统的控制对象、控制目标、系统性能指标等。
基于软PLC的PID控制系统主要用于对工业生产过程中的各种参数进行精确控制,以达到提高产品质量、降低能耗等目的。
2. 系统架构设计系统架构设计是系统设计的关键环节。
基于软PLC的PID控制系统采用分层结构设计,包括人机交互层、控制层和执行层。
人机交互层负责与操作人员进行交互,控制层负责实现PID控制算法,执行层负责与被控对象进行交互。
3. PID控制算法设计PID控制算法是系统的核心部分。
通过调整比例、积分和微分三个参数,使系统达到最佳的控制效果。
在算法设计过程中,需要考虑系统的稳定性、快速性、准确性等指标。
同时,为了适应不同控制对象的需求,系统支持多种PID控制算法的选择和切换。
三、系统实现1. 软PLC平台选择与搭建选择合适的软PLC平台是实现系统的基础。
根据系统需求和性能要求,选择具有良好可编程性、稳定性和扩展性的软PLC平台。
在搭建过程中,需要配置适当的硬件设备,如I/O模块、通信模块等,以保证系统的正常运行。
2. PID控制算法编程实现在软PLC平台上,使用编程语言(如梯形图、指令表等)实现PID控制算法。
在编程过程中,需要注意算法的逻辑性、可读性和可维护性。
同时,为了方便调试和优化,系统支持在线编程和离线仿真功能。
3. 系统调试与优化在系统实现后,需要进行系统调试和优化。
通过调整PID参数、检查程序逻辑等方式,确保系统达到预期的控制效果。
《基于软PLC的PID控制系统的设计与实现》

《基于软PLC的PID控制系统的设计与实现》一、引言随着工业自动化程度的不断提高,PID(比例-积分-微分)控制系统在工业生产过程中扮演着越来越重要的角色。
传统的硬件PLC(可编程逻辑控制器)虽然稳定可靠,但在某些应用场景下,其灵活性、可编程性和可维护性仍有待提高。
因此,基于软PLC 的PID控制系统应运而生。
本文将详细介绍基于软PLC的PID控制系统的设计与实现过程。
二、系统设计1. 需求分析在系统设计阶段,首先需要对应用场景进行详细的需求分析。
包括系统需要控制的设备类型、控制精度要求、实时性要求等。
同时,还需考虑系统的可扩展性、可维护性和成本等因素。
2. 软PLC选择与配置根据需求分析结果,选择合适的软PLC平台。
软PLC应具备高可靠性、高实时性、易编程和可扩展性等特点。
根据实际需求,配置适当的I/O端口、内存和处理器等资源。
3. PID控制器设计PID控制器是系统的核心部分,负责根据设定值与实际值的偏差,计算出控制量,实现对设备的精确控制。
设计时需考虑PID算法的实现方式、参数调整方法以及抗干扰能力等因素。
三、系统实现1. 软件开发环境搭建搭建软件开发环境,包括开发工具、编译器、调试器等。
同时,安装并配置好软PLC的开发软件,为后续的编程和调试工作做好准备。
2. PID算法编程实现根据PID控制器的设计要求,编写相应的程序代码。
包括初始化程序、主程序、中断服务程序等。
在编程过程中,需注意代码的可读性、可维护性和性能等因素。
3. 软PLC与PID控制器的集成将编写好的PID控制程序加载到软PLC中,并与软PLC的I/O端口、通信接口等进行集成。
确保系统能够正常工作,并满足实时性、精度等要求。
四、系统测试与调试1. 测试方案制定制定详细的测试方案,包括测试目的、测试内容、测试方法、测试环境等。
确保测试过程能够全面地检验系统的性能和稳定性。
2. 系统测试与调试按照测试方案进行系统测试与调试。
包括对系统的各项功能进行测试,如输入输出、通信、控制精度等。
基于PLC的温度控制系统的设计
1 引言1.1 设计目的温度的测量和控制对人类平常生活、工业生产、气象预报、物资仓储等都起着极其重要的作用。
在许多场合,及时准确获得目的的温度、湿度信息是十分重要的。
近年来,温湿度测控领域发展迅速,并且随着数字技术的发展,温湿度的测控芯片也相应的登上历史的舞台,可以在工业、农业等各领域中广泛使用。
1.2 设计内容重要是运用PLC S7-200作为可编程控制器,系统采用PID控制算法,手动整定或自整定PID参数,实时计算控制量,控制加热装置,使加热炉温度为为一定值,并能实现手动启动和停止,运营指示灯监控实时控制系统的运营,实时显示当前温度值。
1.3 设计目的通过对温度控制的设计,提高在电子工程设计和实际操作方面的综合能力,初步培养在完毕工程项目中所应具有的基本素质和规定。
培养团队精神,科学的、实事求是的工作方法,提高查阅资料、语言表达和理论联系实际的技能。
2 系统总体方案设计2.1 系统硬件配置及组成原理2.1.1 PLC型号的选择本温度控制系统采用德国西门子S7-200 PLC。
S7-200 是一种小型的可编程序控制器,合用于各行各业,各种场合中的检测、监测及控制的自动化。
S7-200系列的强大功能使其无论在独立运营中,或相连成网络皆能实现复杂控制功能。
因此S7-200系列具有极高的性能/价格比。
2.1.2 PLC CPU的选择S7-200 系列的PLC有CPU221、CPU222、CPU224、CPU226等类型。
S7-200PLC 硬件系统的组成采用整体式加积木式,即主机中涉及定数量的I/O端口,同时还可以扩展各种功能模块。
S7-200PLC由基本单元(S7-200 CPU模块)、扩展单元、个人计算机(PC)或编程器,STEP 7-Micro/WIN编程软件及通信电缆等组成。
表2.1 S7-200系列PLC中CPU22X的基本单元本设计采用的是CUP226。
它具有24输入/16输出共40个数字量I/O点。
基于PLC的温度控制—毕业设计
毕业设计(论文)题目基于PLC的温度控制专业电气自动化班次 **姓名 **指导老师 **成都工业学院二0**年六月目录摘要 (2)PLC概述 (4)第一章系统规划 (6)1.1 控制目的 (6)1.2 对系统的分析 (6)1.3 主要部件的选择 (6)1.3.1 PLC的选择 (6)1.3.2 模块的选择 (7)1.4 流程图 (14)第二章硬件设计 (15)2.1 元件清单 (15)2.2 热电偶传感器 (16)2.2.1热电偶传感器的工作原理 (16)2.2.2 热电偶的种类及结构 (17)2.3 加热器 (20)2.4按钮开关 (20)2.5 声光报警指示灯 (21)2.6 系统正常指示灯 (21)2.7外部接线图 (22)第三章软件设计 (23)3.1 I\O地址分配表 (23)3.2 梯形图 (24)3.3 指令表 (28)总结 (31)致谢 (32)参考文献 (33)附录 (34)摘要可编程序控制器,简称PLC,是将计算机技术应用于工业控制领域的通用产品。
国际电工委员会将PLC定义如下:“PLC是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用可编程序的存储器,用来在其内部执行运算逻辑、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出,控制各种类型的机械或生产过程。
温度是工业生产过程中最常见、最基本的参数之一。
任何化学反应和物理变化都与温度有关,它约占生产过程中全部过程参数的50%左右。
本系统控制的温度范围在50度—60度之间,采用三菱FX1S-10MR基本模块和温度测量模块FX2N-2LC进行控制。
当温度测量值不符合设定值时,会自动调节温度到设定范围。
若3分钟后仍不符合设定值,则系统会发出报警,以减小损失。
关键词:PLC;温度;FX1S-10MR;FX2N-2LC;调节AbstractProgrammable controller, referred to as PLC, is applied to computer technology in the industrial control area by general products. The international electrotechnical commission will be defined as follows: "PLC PLC is a kind of digital electronic systems, computational operation in industrial environment for design and application. It USES programmable memory, to perform operation in its internal logical sequence control, timing, counting and arithmetic operation instruction, and through digital and analog input and output, the control of various types of machinery or production process.Temperature is the most common industrial production process and basic parameters. Any chemical reactions and physical changes with temperature, which accounted for production process parameters of the whole process of 50%. This system control temperature range 50-60 degrees in between, mitsubishi FX1S - 10MR basic modules and temperature measuring control module. When the temperature measurement value does not conform to the set value, will automatically adjust the temperature to set limits. If you still don't conform to 3 minutes after setting, alarm system, to decrease the loss.Keywords: temperature, 10MR; FX1S - 2LC; FX2N - adjustPLC概述PLC的历史与发展现代社会要求制造业对市场需求做出迅速反应,生产出小批量、多品种、多规格、低成本和高质量的产品,老式的继电器系统已成为实现这一目标的巨大障碍。
基于PLC与触摸屏实现压力与温度的PID控制
间继 电器 KA 来 控 制 , 并 与 电 磁 阀 的 启 动 和 制 动 同时 进 行 。变 频 器 的 变 频 调 速 功 能 由其 内 置 的 P D 调 节 功 I 能 来 完 成 。 通 过 水压 传 感器 输 出 的 4~2 0 mA 模 拟 信
监 控 , 当供 水 堵 塞 时 , 水压 传 感 器 发 出开 关信 号 ( ) X7 ,经 P C延时 l n后确认 。当变频器发生故障 L mi 时,A、c两端输出异 常开关信号 ( 0 ,P C立即 xl ) L 停 止 变频器 和所 有 电磁 阀的工 作, 达到 停 止水 泵 工 作 的 目的 。同时触摸屏 也立 即弹 出报 警记录 子界面 , 显 示故 障信 息 。变 频器 的具 体故 障信 息 由其 操 作 面
两种 P D控 制 方 法 ,并 对 两种 方 法进 行 了此较 分析 。 I
关 键 词 P C 触摸 屏 பைடு நூலகம் 程 控 制 L PD控 制 I
0引言
目前应 用 P C实 现 P D 控制 的 常用 方 法 有 两 种 : L I 硬 件 法 和 软 件 法 。 软 件 法 是 在 P C 内 部 程 序 中 采 用 L P D 指 令 , 该 指 令 由 P C 生 产 厂 家设 定 为 固 定 指 令 , I L 用 户 在 使 用 过 程 中 可 以修 改 具 体 参 数 。 硬 件 法 为 采 用外 部 专 用 P D 插 件 ,该 插 件 由 P C生 产 厂家 制 造 , I L
器 的 输 出 频 率 控 制 水 泵 的 转 速 , 从 而 达 到 自 动 控 制 管 网 水 压 和 节 能 的 目的 。 灌 溉 供 水 网 受 水 压 传 感 器
表 2 变频 器主 要运行 参 数
基于PLC-PID参数整定的锅炉水温控制系统
假 设采样 周期为 ,系统开始 的时刻 为 t0 =,
刖 形积 分近 似精确秋 分,用差 分近似 精确微 分 , 将 式 ( ) 离 敞 化 , 第 次 采 样 时 控 制 器 的 输 出 为 1
变 【
M = K I .
e K |Kt + + ∑e d
为
频
器
分 别 为 模 拟 量 在 ( 、 v ) et、 M( 在 第 n次 f (、 ( ) , ) , )
采样 时的数字 量 。
图 3 A3 0 0 0系 统 结 构
图 2 P C 闭 环 控 制 系 统 方 框 图 L
许 多 控 制 系 统 内 ,可 能 只 需 要 P I D 中 的 、 、
工业用板 武换热 器 ,两个 水泵 ,大功 率_】 管 ,滞 J热 J 【
后 时 町以调整 的滞后 系统 ,一个 硬件 联锁保 护系
统 。传 感 器 和 执 行 器 系 统 包 括 5个 温 度 、3个 液 位 、 1 爪 力 、 1 电 磁 流 量 计 、 1个 涡 轮 流 量 计 、 1个 个 个 电动 调 阀 、 两 个 电磁 阀 、2个 液 位 丌 关 。 冈 4为 一 个 闭 环 单 路 的锅 炉 温 度 控 制 系 统 的
度 的给定 值 。过程变 量是经 A D转 换和 计算后 得剑 /
的 被 控 量 的 实 测 值 , 如 加 热 炉 温 度 的 测 量 值 。 给 定
值 与过程 变量 都是与被 控对 象有 关 的值 ,对 于不 删
的 系 统 , 它 们 的 大 小 、 范 围 与 工 单 位 有 很 大 的 区 别 。应 P C 的 PD 指 令 对 这 些 量 进 行 运 算 之 前 , L I 必须将其 转换成 标准化 的浮 点数( 数1 实 。 1 . 锅 炉 水 温 定 值 控 制 系 统 2
基于PLC的模糊控制PID控制器的设计与应用

基于PLC的模糊控制PID控制器的设计与应用发布时间:2022-02-16T08:08:00.046Z 来源:《中国电业》(发电)》2021年第16期作者:马少辉[导读] 目前我国经济水平和科技水平发展十分快速,在工业控制生产中,我们比较倾向于PID控制。
因为它的控制方法比较容易被工厂人员所接受和掌握,而且它的研究成本低,所以被广泛应用。
但是对于一些复杂的控制系统,由于受到众多非线性因素影响,数学模型就会不好建立,PID的控制就会受到限制。
比如遇到典型的复杂的控制系统例子,它有着多种可变因素的复杂系统,导致我们很难精确的分析系统的动静态特性。
由于它的控制器结构及参数已经固定,所以不能实时地根据误差的变化进行及时的调整。
马少辉珠海格力电器股份有限公司广东省珠海市 519070摘要:目前我国经济水平和科技水平发展十分快速,在工业控制生产中,我们比较倾向于PID控制。
因为它的控制方法比较容易被工厂人员所接受和掌握,而且它的研究成本低,所以被广泛应用。
但是对于一些复杂的控制系统,由于受到众多非线性因素影响,数学模型就会不好建立,PID的控制就会受到限制。
比如遇到典型的复杂的控制系统例子,它有着多种可变因素的复杂系统,导致我们很难精确的分析系统的动静态特性。
由于它的控制器结构及参数已经固定,所以不能实时地根据误差的变化进行及时的调整。
关键词:模糊PID控制;pH值控制;可编程控制器引言PID控制器作为温度控制系统不可或缺的一部分,在整个系统中起着至关重要的作用。
PID控制器具有的优点是原理简单、使用方便、控制精度高、算法成熟,并且使用时不用依赖非常高级专业的技能。
因此用PID控制器来实现温度控制系统的设计。
因此,针对上述问题,提出了一种输出方差最优的PID参数整定方法,将参数整定问题转化为一个非凸优化问题,采用粒子群算法(ParticleSwarmOptimization,PSO)求得全局最优解,实现了最小方差PID参数整定。
基于PLC的PID恒温控制系统

基于PLC的PID恒温控制系统随着现代工业发展的不断进步,基于PLC的PID恒温控制系统得到了广泛的应用,尤其在生产过程中,精确的控制温度可以提高生产效率和产品质量。
本文将介绍基于PLC的PID恒温控制系统的工作原理、实现步骤和优劣势。
PID恒温控制系统是通过对温度信号进行反馈控制,实现对温度自动调节的一种控制方法。
其中PID控制器是控制器的核心部分,负责根据温度偏差、偏差变化率和偏差积分来输出控制信号。
PLC是一种集成了数字电子、计算机和控制器功能的自动化控制设备,可以实现对工业生产过程的自动化控制。
基于PLC的PID恒温控制系统的工作原理是将PID 控制器嵌入到PLC中,通过对温度传感器测得的温度信号进行处理,计算出对应的控制输出信号,然后通过控制器输出端口控制加热器或制冷器等执行机构来调节温度。
1. 选择合适的PLC型号和温度传感器型号,根据生产现场要求进行调试和安装。
2. 根据温度传感器测得的温度信号,将信号通过输入模块输入到PLC中,进行信号处理和转换。
3. 在PLC中编制PID控制算法,将输出信息通过输出模块输出到执行机构,如电热管或冷却器,以达到恒温的目的。
4. 设置合理的PID参数,包括比例系数、积分时间和微分时间等,以达到良好的控制性能和稳定性。
5. 对系统进行调试和测试,根据测试结果进行适当调整,最终达到理想的温度控制效果。
1. 处理速度快,响应速度高,可以实现高 frequency 的数据处理和控制。
2. 可以通过编程实现复杂的控制算法,灵活度高。
3. PLC具有丰富的通讯接口和网关,方便与其他设备进行互联。
4. 具有较高的可靠性和稳定性,适用于长时间运行和恶劣的工业生产环境。
1. 需要进行编程和算法调优,对技术人员的技能要求较高。
2. 系统成本较高,需要进行设备选型和布局设计。
3. 对于一些特殊的传感器和执行机构,可能需要额外的设备接口和控制模块。
综上所述,基于PLC的PID恒温控制系统在现代工业生产中具有重要的应用价值,但需要根据实际情况进行合理的选型和布局设计,并通过技术方法进行控制算法的调整和优化,以达到理想的控制效果。
基于S7—200PLC的食品杀菌温度PID控制系统设计
^
采样检测 ,除此之外 ,还要 对采样 值进行 PD运算 , I
根据运算结果 , 形成对模拟量 的控制作用 . S — 0 在 7 20
Ab ta t T ep p r same t e e au ec n r l h c a d i o d d sn e t n. u ov d b I o t l r p o i i g 日r c : h a e i d a mp r t r o to ih i h r fo iif ci i t w s n o b t le ya P D c nr l , r vd n s oe
M(= e K l t M0 K d/ t K + 。 e + + ed ) d t
式 中,第一项 为 比例项 。最后一项 为微分项 ,
P C 中,通过 PD 回路指令处理模拟量的控制是非 L I
常方便的 .对于食品杀菌温度的控制选 用 P C中的 L
中间两项为积分项 .e是给定值与被控制变量之差 ,
第 7卷
第 1期
邵阳学院学报 ( 自然 科 学 版 ) J un l f h oy n nv ri N trl ce c dt n) o ra o a a gU i st S e y( aua S in eE i i o
VO . NO 1 I7 .
M a .2 0 r 01
PI alo ih a s g H D r c ie i 7— 0 c. e a tce d s us e hewh e p o e s d v s d o D o tolri o d D g rt m nd u a eO PI die tv n S 20 pl Th ri l ic s st ol r c s e ie n PI c nr l nf o e
PID温度控制的PLC程序设计

广州触摸屏维修PID温度控制的PLC程序设计PID温度控制的PLC程序设计温度控制是许多机器的重要的构成部分。
它的功能是将温度控制在所需要的温度范围内,然后进行工件的加工与处理。
PID控制系统是得到广泛应用的控制方法之一。
在本文中,将详细讲叙本套系统。
l 系统组成本套系统采用Omron的PLC与其温控单元以及Pro-face的触摸屏所组成。
系统包括CQM1H-51、扩展单元TC-101、GP577R以及探温器、加热/制冷单元。
l 触摸屏画面部分(见图1-a) 1-a 如图所见,数据监控栏内所显示的002代表现在的温度,而102表示输出的温度。
如按下开始设置就可设置参数。
需要设置的参数有六个,分别是比例带、积分时间、微分时间、滞后值、控制周期、偏移量。
它们在PLC的地址与一些开关的地址如下所列。
比例带: DM51 积分时间: DM52 微分时间: DM53 滞后值: DM54 控制周期: DM55 偏移量: DM56 数据刷新: 22905 l PLC程序部分002:PID的输入字102:PID的输出字[NETWORK] Name="Action Check" //常规检查[STATEMENTLIST] LD 253.13 //常ON OUT TR0 CMP 002 #FFFF //确定温控单元是否完成初始化AND NOT 255.06 //等于OUT 041.15 //初始化完成LD TR0 AND 041.15 OUT TR1 AND NOT 040.10 //不在参数设置状态MOV DM0050 102 //将设置温度DM50传送给PID输出字LD TR1 MOV 002 DM0057 //将002传送到DM57 [NETWORK] Name="Setting Start"//设置开始[STATEMENTLIST] LD 253.13 OUT TR0 AND 229.05 //触摸屏上的开始设置开关DIFU 080.05 //设置微分LD TR0 AND 041.15 AND 080.05 SET 040.01 //开始设置标志位1 SET 040.10 //开始设置标志位2 [NETWORK] Name="Poportion"//比例带设置[STATEMENTLIST] LD 040.01 OUT TR0 AND NOT 042.01 MOV #C110 102 //读输出边与输入边的比例带CMP 002 #C110 //比较输入字是否变成C110 AND 255.06 //等于SET 042.01 //设置比例带标志LD TR0 AND 042.01 MOV DM0051 102 //将比例带的设定值写入输出字CMP 002 DM0051 //是否写入AND 255.06 RSET 040.01 //复位标志1 RSET 042.01 //复位比例带标志SET 040.02 //向下继续设置标志[NETWORK] Name="Integral"//积分时间设置[STATEMENTLIST] LD 040.02 OUT TR0 AND NOT 042.02 MOV #C220 102 //读输出边与输入边的积分CMP 002 #C220 //比较输入字是否变成C220 AND 255.06 SET 042.02 //设置积分标志LD TR0 AND 042.02 MOV DM0052 102 //将积分的设定值写入输出字CMP 002 DM0052 //是否写入AND 255.06 RSET 040.02 RSET 042.02 SET 040.03 //向下继续设置标志[NETWORK]Name="differential"//微分时间设置[STATEMENTLIST] LD 040.03 OUT TR0 AND NOT 042.03 MOV #C330 102 //读输出边与输入边的微分CMP 002 #C330 //比较输入字是否变成C330 AND 255.06 SET 042.03 //设置微分标志LD TR0 AND 042.03 MOV DM0053 102 /将微分的设定值写入输出字CMP 002 DM0053 //是否写入AND 255.06 RSET 040.03 RSET 042.03 SET 040.04 //向下继续设置标志[NETWORK] Name="Hysteresis"//滞后值设置[STATEMENTLIST] LD 040.04 OUT TR0 AND NOT 042.04 MOV #C440 102 //读输出边与输入边的滞后值CMP 002 #C440 //比较输入字是否变成C440 AND 255.06 SET 042.04 设置滞后值标志LD TR0 AND 042.04 MOV DM0054 102 /将滞后值的设定值写入输出字CMP 002 DM0054 //是否写入AND 255.06 RSET 040.04 RSET 042.04 SET 040.05 //向下继续设置标志[NETWORK] Name="Period"//控制周期设置[STATEMENTLIST] LD 040.05 OUT TR0 AND NOT 042.05 MOV #C550 102 //读输出边与输入边的控制周期CMP 002 #C550 //比较输入字是否变成C550 AND 255.06 SET 042.05 //设置控制周期标志LD TR0 AND 042.05 MOV DM0055 102 将控制周期的设定值写入输出字CMP 002 DM0055 是否写入AND 255.06 RSET 040.05 RSET 042.05 SET 040.06 //向下继续设置标志[NETWORK] Name="Shift"//偏移量设置[STATEMENTLIST] LD 040.06 OUT TR0 AND NOT 04参考资料:/%C5%C9%BF%CB%D6%B1%C1%F7%B5%F7%CB%D9%C6%F7/blog/index/36。
(完整版)基于PLC的温度控制系统毕业设计论文

(完整版)基于PLC的温度控制系统毕业设计论⽂基于PLC的温度控制系统设计摘要可编程控制器(plc)作为传统继电器控制装置的替代产品已⼴泛应⽤⼯业控制的各个领域,由于它可通过软件来改变控制过程,⽽且具有体积⼩,组装灵活,编程简单抗⼲扰能⼒强及可靠性⾼等特点,⾮常适合于在恶劣的⼯业环境下使⽤。
本⽂所涉及到的温度控制系统能够监控现场的温度,其软件控制主要是编程语⾔,对PLC⽽⾔是梯形语⾔,梯形语⾔是PLC⽬前⽤的最多的编程语⾔。
关键字:PLC 编程语⾔温度Design of the temperature control Systems based on PLCAbstractProgramming controler ( plc ) the replacing product as traditional relay control equipment each that already applies industrial control extensively field ,Since it can change control course through software ,It is little to is strong and reliability bad industrial environment use. The temperature control system that this paper is concerned with can the temperature of monitoring , its software control is programming language mainly, for PLC is ladder-shaped language, ladder-shaped language is the most programming language that PLC now uses.Keyword:PLC Programming language Temperature⽬录摘要----1Abstrack1引⾔-31.1课题研究背景1.2温度控制系统的发展状况1.3 总体设计分析2系统结构模块63.1 PLC的定义--73.2 PLC的发展--83.2.1 我国PLC的发展-83.3 PLC的系统组成和⼯作原理-----93.3.1 PLC的组成结构--93.3.2PLC的扫描⼯作原理3.4PLC的发展趋势3.5 PLC的优势--103.6 PLC的类型选择4.1 PID控制程序设计4.1.1 PID控制算法---124.1.2PID在PLC中的回路指令-144.1.3PID参数设置4.23A模块及其温度控制4.2.13A模块的介绍--174.2.2 数据转换4.2.3软件编程的思路---195程序的流程图---196 整个系统的软件编程---207结束语谢词24参考⽂献1 引⾔1.1 课题研究背景温度是⼯业⽣产中常见的⼯艺参数之⼀,任何物理变化和化学反应过程都与温度密切相关。
基于PLC的PID控制算法的设计
信号 e t, () 偏差一 旦产 生 , 控制 器 立 即产 生控 制作
用, 以减 小偏差 . 积分 环节 ( ) 主 要 用 于 消 除 静 差 , 高 系统 I: 提 的无差度 . 分 作 用 的 强 弱 取 决 于 积 分 时 问常 数 积 T T越 大 , , 积分 作用越 弱 , 之则越 强 . 反
图 l PD控 制 系 统原 理 图 I
第 5期
孙
晗 : 于 P C的 P D控 制 算法 的设计 基 L I
73 1
2 P C程 序 L
在 P C中进行 PD运 算 可 以按 式 ( ) 行 编 L I 3进 程, 也可 以选 择 套 用 PD指 令 . 面 按 照 式 ( ) I 下 3 编
文章编号:0 8—10 (0 0 0 0 1 0 10 4 2 2 1 )5— 7 2— 2
基 于 P C的 PD控 制 算 法 的 设 计 ① L I
孙 晗
( 徽 机 电职 业 技 术 学 院 电气 工 程 系 . 徽 芜湖 2 10 安 安 4 00)
摘
要 : 针 对 实际被控 对 象的 时 变性和 非 线性 的特 点 , 文将 以 P C为 平 台进 行 l D控 制 器 本 L i
式中:() PD结果算法的结果输 出;。 Hf 为 I . 为比例 j }
增益 ;1 积分 时间 常数 ; 为微 分时 间常数. T为
在 P C中运 算 是 按 照扫 描 的 方 式进 行 , 以 L 所
在 P C中检 测 值 是 按 照设 定 的 时 问 周 期 进 行 采 L
样, 然后 带到 公式 中进 行 运算 . 假设 采样周 期为 T ,
一
) () 2
基于PLC的PID温度控制系统设计(附程序代码)
基于PLC的PID温度控制系统设计(附程序代码)摘要自动控制系统在各个领域尤其是工业领域中有着及其广泛的应用,温度控制是控制系统中最为常见的控制类型之一。
随着PLC技术的飞速发展,通过PLC对被控对象进行控制日益成为今后自动控制领域的一个重要发展方向。
温度控制系统广泛应用于工业控制领域,如钢铁厂、化工厂、火电厂等锅炉的温度控制系统。
而温度控制在许多领域中也有广泛的应用。
这方面的应用大多是基于单片机进行PID 控制, 然而单片机控制的DDC 系统软硬件设计较为复杂, 特别是涉及到逻辑控制方面更不是其长处, 然而PLC 在这方面却是公认的最佳选择。
根据大滞后、大惯性、时变性的特点,一般采用PID调节进行控制。
随着PLC功能的扩充,在许多PLC 控制器中都扩充了PID 控制功能, 因此在逻辑控制与PID控制混合的应用场所中采用PLC控制是较为合理的。
本设计是利用西门子S7-200PLC来控制温度系统。
首先研究了温度的PID调节控制,提出了PID的模糊自整定的设计方案,结合MCGS监控软件控制得以实现控制温度目的。
关键词:PLC;PID;温度控制沈阳理工大学课程设计论文目录1 引言...................................................................... (1)1.1 温度控制系统的意义...................................................................... .. (1)1.2 温度控制系统背景...................................................................... .................. 1 1.3 研究技术介绍...................................................................... .. (1)1.3.1 传感技术...................................................................... (1)1.3.2PLC .................................................................... . (2)上位机...................................................................... ............................1.3.3 31.3.4 组态软件...................................................................... ........................ 3 1.4 本文研究对象...................................................................... .. (4)2 温度PID控制硬件设计...................................................................... (5)2.1 控制要求...................................................................... .................................. 5 2.2 系统整体设计方案...................................................................... .................. 5 2.3 硬件配置...................................................................... . (6)2.3.1 西门子S7-200CUP224 ................................................................. .. (6)2.3.2 传感器...................................................................... . (6)2.3.3 EM235模拟量输入模块.....................................................................72.3.4 温度检测和控制模块...................................................................... .... 8 2.4 I/O分配表 ..................................................................... ................................ 8 2.5 I/O接线图 ..................................................................... .. (8)3 控制算法设计...................................................................... .. (9)3.1 P-I-D控制...................................................................... .............................. 9 3.2 PID回路指令 ..................................................................... .. (11)3.2.1 PID算法 ..................................................................... .. (11)3.2.2 PID回路指令 ..................................................................... (14)3.2.3 回路输入输出变量的数值转换 (16)3.2.4 PID参数整定 ..................................................................... (17)4 程序设计...................................................................... .. (19)4.1 程序流程图...................................................................... .............................. 19 4.2 梯形图...................................................................... .. (19)I沈阳理工大学课程设计论文5 调试...................................................................... . (23)5.1 程序调试...................................................................... .. (23)5.2 硬件调试...................................................................... .. (23)结束语...................................................................... .................................................... 24 附录程序代码...................................................................... ........................................ 25 参考文献...................................................................... (27)II沈阳理工大学课程设计论文1引言1.1 温度控制系统的意义温度及湿度的测量和控制对人类日常生活、工业生产、气象预报、物资仓储等都起着极其重要的作用。
基于PLC温度检测与控制系统的设计

目录前言 (1)1 PLC和组态软件基础 (1)1。
1 可编程控制器基础 (1)1.1。
1 可编程控制器的产生和应用 (2)1。
1。
2 可编程控制器的组成和工作原理 (2)1。
1。
3 可编程控制器的分类及特点 (4)1。
2 组态软件的基础 (4)1。
2.1 组态的定义 (4)1。
2.2 组态王软件的特点 (5)1。
2.3 组态王软件仿真的基本方法 (5)2 PLC控制系统的硬件设计 (5)2.1 PLC控制系统设计的基本原则和步骤 (6)2.1。
1 PLC控制系统设计的基本原则 (6)2。
1。
2 PLC控制系统设计的一般步骤 (6)2。
1。
3 PLC程序设计的一般步骤 (7)2.2 PLC的选型和硬件配置 (8)2。
2.1 PLC型号的选择 (8)2。
2。
2 S7-200 CPU的选择 (9)2。
2.3 EM235 模拟量输入/输出模块 (9)2。
2。
4 热电式传感器 (9)2.2.5 可控硅加热装置简介 (10)2。
3 系统整体设计方案和电气连接图 (10)2.4 PLC控制器的设计 (10)2。
4。
1控制系统数学模型的建立 (11)2。
4.2 PID控制及参数整定 (11)3 PLC控制系统的软件设计 (14)3.1 PLC程序设计的方法 (14)3。
2 编程软件STEP7-—Micro/WIN 概述 (14)3。
2。
1 STEP7-—Micro/WIN 简单介绍 (15)3。
2。
2 计算机与PLC的通信 (15)3。
3 程序设计 (15)3。
3.1 程序设计思路 (15)3.3.2 PID指令向导 (16)3.3.3 控制程序及分析 (17)4 组态画面的设计 (18)4。
1 组态变量的建立及设备连接 (18)4.1。
1 新建项目 (18)4。
2 创建组态画面 (19)4.2.1 新建主画面 (19)4。
2。
2 新建PID参数设定窗口 (19)4。
2.3 新建数据表库 (19)4。
2。
4 新建实时曲线 (19)4。
利用PLC进行PID退火炉温度控制

Science &Technology Vision科技视界0前言各种玻璃制品的退火炉和烤花炉是玻璃厂重要的热工设备,对这些辅助设备的自动控制工作正随着工艺和设备本身的改进而逐渐展开。
温度控制是退火炉的重要组成部分,它的功能是将温度控制在所需要的范围内,对玻璃瓶罐进行退火或烤花。
现在国内生产的退火炉还是以传统的手动控制为主,山东三金玻璃机械股份有限公司近期开发了利用PLC 自身的PID 控制模块和其内部PID 控制程序,对退火炉控制系统进行技术改造,结合触摸屏画面显示操作,实现整个系统的自动控制。
改造后的控制,在运行和控制方面都更加符合自动化生产的需要,节约人力,提高了经济效益。
PID 控制系统,使用时只需要设置一些参数,非常方便,一个模块可以控制几路甚至几十路闭环回路。
1控制系统介绍1.1工艺概述根据退火炉三区加热的特点,退火炉自动控制系统由触摸屏按钮控制各区电源,并显示和调节温度,调节输出功率,加热器用于炉内或制品提供热量,并且每区输出电压和三相运行电流可通过触摸屏随时观察。
升温过程,根据升温曲线,手动升温,为保证机械结构不受影响,通过调整各区电流,缓慢升温,各区温度曲线实时监控并能打印输出。
配有远程监控以太网接口和基于TCP/IP 的通讯。
1.2PID 控制系统分析和调整1.2.1PID 系统概述PID 控制器是比例-积分-微分控制的简称,具有:(1)不需要精确的控制系统数学模型(2)有较强的灵活性和适应性(3)结构典型、程序设计简单,工程上易于实现,参数调整方便等优点。
积分控制可以消除系统的静差,微分控制可以改善系统的动态响应速度,比例、积分、微分三者有效的结合可以满足不同的控制要求。
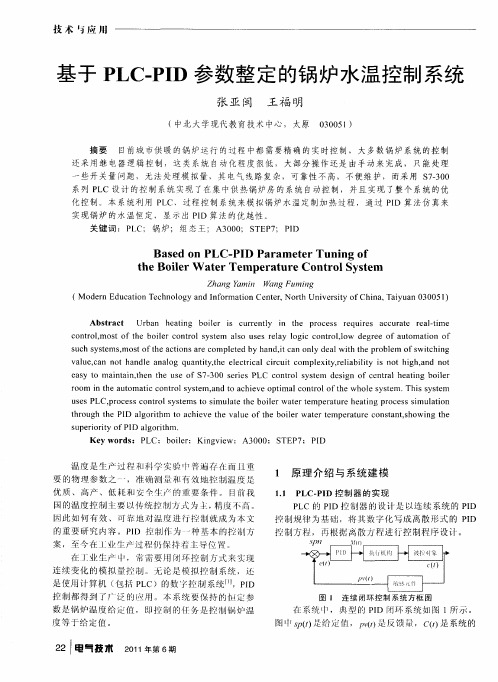
1.2.2PID 控制器的数字化性能指标PLC 的PID 控制器的设计是以连续系统的PID 控制规律为基础,将其数字化写成离散形式的PID 控制方程,再根据离散方程进行控制程序设计。
在连续系统中,典型的PID 闭环控制系统如图1所示。
PID温度控制的PLC程序设计(梯形图语言)

PID温度控制的PLC程序设计(梯形图语言)PID温度控制的PLC程序设计温度控制是许多机器的重要的构成部分。
它的功能是将温度控制在所需要的温度范围内,然后进行工件的加工与处理。
PID控制系统是得到广泛应用的控制方法之一。
在本文中,将详细讲叙本套系统。
l 系统组成本套系统采用Omron的PLC与其温控单元以及Pro-face的触摸屏所组成。
系统包括CQM1H-51、扩展单元TC-101、GP577R以及探温器、加热/制冷单元。
l 触摸屏画面部分(见图1-a)1-a如图所见,数据监控栏内所显示的002代表现在的温度,而102表示输出的温度。
如按下开始设置就可设置参数。
需要设置的参数有六个,分别是比例带、积分时间、微分时间、滞后值、控制周期、偏移量。
它们在PLC的地址与一些开关的地址如下所列。
比例带: DM51积分时间: DM52微分时间: DM53滞后值: DM54控制周期: DM55偏移量: DM56数据刷新: 22905l PLC程序部分002:PID的输入字102:PID的输出字[NETWORK]Name="Action Check" //常规检查[STATEMENTLIST]LD 253.13 //常ONOUT TR0CMP 002 #FFFF //确定温控单元是否完成初始化字串1AND NOT 255.06 //等于OUT 041.15 //初始化完成LD TR0AND 041.15OUT TR1AND NOT 040.10 //不在参数设置状态MOV DM0050 102 //将设置温度DM50传送给PID输出字LD TR1MOV 002 DM0057 //将002传送到DM57[NETWORK]Name="Setting Start"//设置开始[STATEMENTLIST]LD 253.13OUT TR0AND 229.05 //触摸屏上的开始设置开关DIFU 080.05 //设置微分LD TR0AND 041.15AND 080.05SET 040.01 //开始设置标志位1SET 040.10 //开始设置标志位2[NETWORK]Name="Poportion"//比例带设置[STATEMENTLIST]LD 040.01OUT TR0AND NOT 042.01MOV #C110 102 //读输出边与输入边的比例带CMP 002 #C110 //比较输入字是否变成C110AND 255.06 //等于SET 042.01 //设置比例带标志LD TR0AND 042.01MOV DM0051 102 //将比例带的设定值写入输出字CMP 002 DM0051 //是否写入AND 255.06 字串4RSET 040.01 //复位标志1RSET 042.01 //复位比例带标志SET 040.02 //向下继续设置标志[NETWORK]Name="Integral"//积分时间设置[STATEMENTLIST]LD 040.02OUT TR0AND NOT 042.02MOV #C220 102 //读输出边与输入边的积分CMP 002 #C220 //比较输入字是否变成C220AND 255.06SET 042.02 //设置积分标志LD TR0AND 042.02MOV DM0052 102 //将积分的设定值写入输出字CMP 002 DM0052 //是否写入AND 255.06RSET 040.02RSET 042.02SET 040.03 //向下继续设置标志[NETWORK]Name="differential"//微分时间设置[STATEMENTLIST]LD 040.03OUT TR0AND NOT 042.03MOV #C330 102 //读输出边与输入边的微分CMP 002 #C330 //比较输入字是否变成C330 AND 255.06SET 042.03 //设置微分标志LD TR0AND 042.03MOV DM0053 102 /将微分的设定值写入输出字CMP 002 DM0053 //是否写入字串3AND 255.06RSET 040.03RSET 042.03SET 040.04 //向下继续设置标志[NETWORK]Name="Hysteresis"//滞后值设置[STATEMENTLIST]LD 040.04OUT TR0AND NOT 042.04MOV #C440 102 //读输出边与输入边的滞后值CMP 002 #C440 //比较输入字是否变成C440 AND 255.06SET 042.04 设置滞后值标志LD TR0AND 042.04MOV DM0054 102 /将滞后值的设定值写入输出字CMP 002 DM0054 //是否写入AND 255.06RSET 040.04RSET 042.04SET 040.05 //向下继续设置标志[NETWORK]Name="Period"//控制周期设置[STATEMENTLIST]LD 040.05OUT TR0AND NOT 042.05MOV #C550 102 //读输出边与输入边的控制周期CMP 002 #C550 //比较输入字是否变成C550AND 255.06SET 042.05 //设置控制周期标志LD TR0AND 042.05MOV DM0055 102 将控制周期的设定值写入输出字CMP 002 DM0055 是否写入AND 255.06RSET 040.05RSET 042.05SET 040.06 //向下继续设置标志[NETWORK]Name="Shift"//偏移量设置[STATEMENTLIST]LD 040.06OUT TR0AND NOT 042.06MOV #C660 102 //读输出边与输入边的偏移量CMP 002 #C660 //比较输入字是否变成C660AND 255.06SET 042.06 //设置偏移量标志LD TR0AND 042.06MOV DM0056 102 //将偏移量的设定值写入输出字CMP 002 DM0056 //是否写入AND 255.06RSET 040.06RSET 042.06SET 040.00[NETWORK]Name="Return"//返回[STATEMENTLIST]LD 040.00OUT TR0AND NOT 042.00MOV #C070 102 //读输入边的处理值CMP 002 #C070 比较输入字变成C070AND 255.06SET 042.00 //返回标志LD TR0AND 042.00MOV DM0050 102 将设定温度值写入输出字RSET 040.00RSET 042.00RSET 040.10以上是本套系统的全部内容,经过反复试验,此系统可以维持温度在1°C之间变化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于PLC 的温度PID 控制
一、PID 算法
在工业生产过程控制中,模拟量PID (由比例、积分、微分构成的闭合回路)调节是常用的一种控制方法。
运行PID 控制指令,S7-200将根据参数表中的输入测量值、控制设定值即PID 参数,进行PID 运算,求得输出控制值。
典型的PID 算法包括三项:比例项、积分项和微分项,即:输出=比例项+积分项+微分项
计算机在周期性地采样并离散化后进行PID 运算,算法如下:
++s d n c n n c n n X c n n i s
T T
M K SP PV K SP PV M K SP PV T T =⨯-⨯
⨯-+⨯⨯-()()()
c n n K SP PV ⨯-比例项:()
s
c n n X i
T K SP PV M T ⨯
⨯-+积分项:() d
c n n s
T K SP PV T ⨯
⨯-微分项:()
二、PID 控制回路选项
常用的控制回路有PI 、PID 。
(1)如果不需要积分回路(即在PID 运算中无“I ”),则应将积分时间Ti 设为无限大。
由于积分项Mx 的初始值,虽然没有积分运算,积分项的数值也可能不为零。
(积分时间与积分效果成反比关系)
(2)如果不需要微分运算(即在PID 运算中无“D ”),则应将微分时间Td 设定为0.0。
(微分时间与微分效果成正比关系)
注:PID 参数设定的原则:先设比例放大系数(比例放大系数越大,回路的调节速度越快,但是比例放大系数过大,也会造成系统不稳定,产生振荡,所以要找一个合适的比例放大系数);再设积分时间(用来消除余差)
三、回路输入量的转换和标准化
在PLC 进行PID 控制前,必须将其转换成标准浮点表示法。
(1)将回路输入量数值从16位整数转换成32为浮点数或实数。
下列指令说明如何将整数数值转换成实数。
ITD AIW0, AC0 //将输入数值转换成双字
DTR AC0, AC0 //将32位整数转换成实数(0~32000)
(2)将实数转换成0.0~1.0之间的标准化数值。
/R 32000.0, AC0 //使累加器中的数值标准化
+R 0.0, AC0 //加偏移量0
MOVR AC0, VD100 //将标准化数值写入PID回路参数表中
四、PID回路输出转换为成比例的整数
程序执行后,PID回路输出0.0~1.0之间的标准化实数数值,必须被转换成16位成比例整数数值,才能驱动模拟输出。
PID回路输出成比例实数数值=(PID回路输出标准化实数值-偏移量)×取值围
MOVR VD108, AC0 //将PID回路输出送入AC0
*R 32000.0, AC0 //AC0的值乘以取值围,变成成比例实数数值
ROUND AC0, AC0 //将实数四舍五入取整,变成32位整数
DTI AC0, AC0 //32为整数转换成16位整数
MOVW AC0, AQW0 //16位整数写入AQW0
五、PID指令
六、PID指令应用举例
在恒温箱装有一个电加热元件和一个制冷风扇,电加热元件和制冷风扇的工作状态只有OFF和ON,即不能自行调节。
现要控制恒温箱的温度恒定,且能在25~100℃围可调,如图所示:
信号类型
I/O信号电压信号电流信号
模拟量输入×2 ±10V ——
模拟量输出×1 0~10V 0~20mA
Q1.0 控制接通加热器
Q1.1 控制接通制冷风扇
AIW0 接收温度传感器的温度检测值
控制方法:
对恒温箱进行恒温控制,要对温度值进行PID调节。
PID运算的结果去控制接通电加热器或制冷风扇,但由于电加热器或制冷风扇只能为OFF或ON,不能接受模拟量调节,故采用“占空比”的调节方法。
温度传感器检测到的温度值送入PLC后,诺经PID指令运算得到一个0~1的实数,把该实数按比例换算成一个0~100的整数,把该整数作为一个围为0~10s的时间t,设计一个周期为10s的脉冲,脉冲宽度为t,把该脉冲加给电加热器或制冷风扇,即可控制温度。
符号表
符号地址符号地址
设定值VD204 微分时间VD224
回路增益VD212 控制量输出VD208
采样时间VD216 检测值VD200
积分时间VD220
PID指令编写:。