焊工档案表格教程文件
3合格焊工登记表√
焊工姓名
焊工代号
证书编号
合格项目代号
有效期限
1
曹文义
H14
3
GTAW-FeII-6G-6/42-Fefs-02/11/12
GTAW-Fe -6G-3/273-Fefs-02/10/12+SMAW-Fe -6G(k)-3/273-Fef4J
GTAW-Fe -6G-6/42-Fefs-02/10/12
7
谭才芬
H13
TS6JZB001432
GTAW-Ⅲ-6G-2/133-02+SMAW-Ⅲ-6G(k)-12/133-F3J
GTAW-II-6G-2/57-02+SMAW-II-6G(k)-3/57-F3J* SMAW-II-3G-12-F3J
GTAW-II-6G-4/42-02* GTAW- -6G-4/38-02
4
张成科
H09
GTAW-II-6FG-12/18-02
GTAW-II-6G-3/18-02
GTAW-Ⅲ-6G(T91)-5/42-02
GTAW- -6G-2/133-02+SMAW- -6G(k)-12/133-F3J
GTAW- -6G-4/38-02
GTAW-Ⅲ-6G-2/133-02+SMAW-Ⅲ-6G(k)-12/133-F3J
6
刘鼎国
H12
GTAW-II-6FG-12/18-02
GTAW-II-6G-4/38-02
GTAW- -6G-2/133-02+SMAW- -6G(k)-12/133-F4J
GTAW-Ⅲ-6G-2/133-02+SMAW-Ⅲ-6G(k)-12/133-F3J
SMAW-II-2G-12-F3J
焊接记录表格范本

焊接记录表格范本
焊接记录表格范本
项目名称:XXXXX工程
焊接记录表
焊接件名称:
焊接材料规格:
焊接方式:
焊接电流/电压:
焊接日期:
次数
焊缝号
焊接位置
焊接工艺
焊接材料
焊接电流/电压
电极型号及直径
焊接后尺寸(检测前)
焊接后尺寸(检测后)
焊工编号及签名
说明:
1. 每条焊缝都需要填写焊接记录表,冠以相同的焊接件名称。
2. 焊接位置要详细的表明,不允许有遗漏。
3. 焊接工艺应当按照设计要求来选择,并注明工艺名称。
(例如:手工电弧焊、埋弧焊、气保焊等)
4. 焊接电流/电压需严格按照工艺数据来设置,不得超过工艺文书规定的范围。
5. 电极型号及直径应根据工艺文书中规定的内容来选用,一旦选择即不能随意更改。
6. 检测前和检测后的焊接后尺寸需要详细记录,并用尺子进行测量。
7. 焊接后,需让焊工在规定的栏位中签字,以便于追溯。
采购商签署:_____________________ 日期:
_______________________
质检员签署:_____________________ 日期:
_______________________
焊工签署:_____________________ 日期:
_______________________。
特种设备焊工焊绩记录表

特种设备焊接操作人员焊绩记录表单位: (公章)焊工姓名: 《特种设备作业人员证》编号:焊接检验员: 焊接责任工程师:日期:日期:共页第页备注:焊工焊绩记录表每半年提交一次。
根据TSG特种设备安全技术规范TSD Z6002-2010《特种设备焊接操作人员考核细则》(特种设备作业人员证)每四年复审一次。
第二十四条《特种设备作业人员证》每四年复审一次首次取得的合格项目在第一次复审时,需要重新进行考试;在第二次以后(含第二次)复审时,需要在合格项目范围内抽考。
第二十五条持证焊工应当在期满3个月前,将复审申请资料提交给原考试机构,委托焊工考试机构统一向发证机关提出复审申请;焊工个人也可以将复审申请资料直接提交原发证机关,申请复审。
跨地区作业的焊工,可以向作业所在地的发证机关申请复审。
第二十六条申请复审时,持证焊工应当提交以下资料: (一)《特种设备焊接操作人员复审申请表》(见附件G,1份);(二)《特种设备作业人员证》(原件);(三)《特种设备焊工焊绩记录表》(见附件H,1份);(四)《特种设备焊工考试基本情况表》(见附件D,1份);(五)焊接操作技能考试检验记录表(适用于重新考试或抽考的焊工,1份);(六)医疗卫生机构出具含有视力、色盲等内容的身体健康证明(原件)。
《特种设备焊接操作人员复审申请表》由用人单位(或者考试机构)签署意见,明确申请人经过安全教育和培训的内容和课时,有无违规、违法等不良记录。
第二十七条复审时,满足以下所有要求的为复审合格: (一)提交的复审申请资料真实齐全;(二)年龄不超过55周岁(超过55岁的按照本细则第二十九条要求)的;(三)没有因违反工艺纪律以致发生重大质量事故;(四)重新考试合格的项目或者按照本细则附件A的A8,附件B的B7抽考合格的项目。
第二十八条发证机关应当在5个工作日内对复审资料进行审查,或者告知申请人补正申请资料,并且做出是否受理的决定。
能够当场审查的,应当场办理。
焊接工艺指导书表格03
焊接工艺指导书表格03焊接工艺评定报告编号:PQR-庆-2004-03编制:审核:批准:中国化学工程第十一建设公司2004年7月28日表B1 焊接工艺指导书单位名称中国化学工程第十一化建公司焊接工艺指导书编号:wps庆–2004–03 日期2004.07.1 焊接工艺评定报告编号PQR–庆–2004–03焊接方法:GMAW 机械化程度:半自动焊接接头:简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:I型坡口、Y型坡口、V型带垫板坡口、Y 型带垫板坡口、单边V型带垫板坡口、双单边V型坡口、X型坡口衬垫(材料及规格)无其他坡口表面无裂纹分层等缺陷母材:类别号AII 组别号A–II 与类别号 A II 组别号A–II 相焊及标准号GB/T3880 钢号5052 与类别号 A II 钢号5052 相焊厚度范围:母材:对接焊缝 1.5~20mm 角焊缝不限管子直径、壁厚范围:对接焊缝1﹒5~20mm 角焊缝不限焊缝金属厚度范围:对接焊缝≤20mm 角焊缝不限其他焊接材料:焊材类别焊丝焊材标准JB/T4734-2002填充金属尺寸φ1.6mm焊材型号/焊材牌号(钢号)SAlMg-5 其他/耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mg V Ti Nb其他:注:对每一种母材与焊接材料的组合均需分别填表。
表B1(完)表B2焊接工艺评定报告单位名称中国化学工程第十一建设公司焊接工艺评定报告编号:PQR–庆–2004–03 焊接工艺指导编号WPS–庆–2004–023焊接方法GMAW 机械化程度半自动接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)母材:材料标准:GB/T3880钢号:5052 类、组别号:A–Ⅱ与类、组别号:A–Ⅱ相焊厚度:10直径:/其他:/ 焊后热处理:热处理温度(℃):/保温时间(h):/气体:气体混合比流量(L/min)保护气体Ar 99.99% 30尾部保护气/ / /背面保护气/ / /填充金属:焊材标准:JB/T4734-2002焊材规格:φ1.6mm 焊缝金属厚度:10 其他:/ 电特性:电流种类:DC极性:DC-钨极尺寸:/ 焊接电流(A):250~330电弧电压(V):28其他:/焊接位置:对接焊缝位置:平焊方向:(向上)角焊缝位置:方向:(向上、向下)技术措施:焊接速度(cm/min):20~28摆动或不摆动:摆动预热:预热温度(℃):/层间温度(℃):/其他:/ 摆动参数:10~14mm多道焊或单道焊(每面):单道焊多丝焊或单丝焊:单丝焊其他:/表B2续拉伸试验:试验报告编号:Gl0355试样编号试样宽度(mm)试样厚度(mm)横截面积(mm2)断裂载荷(KN)抗拉强度(Mpa)断裂部位和特性L04039A220 L04039B225弯曲试验试验报告编号:GL0342试样编号试样类型试样厚度(mm)弯心直径(mm)弯曲角度(°)试验结果L04039A 面弯180合格L04039A 背弯180合格L04039B 面弯180合格L04039B 背弯180合格冲击试验试验报告编号:GL0342试样编号试样尺寸缺口类型缺口位置试验温度(℃)冲击吸收功(J)备注L04039 A 55×10×5常温25L04039 B 55×10×5常温25 55×10×5常温23表B2完金相检验(角焊缝):根部:(焊透、未焊透),焊缝:(熔合、未熔合)。
焊接工艺指导书表格.doc
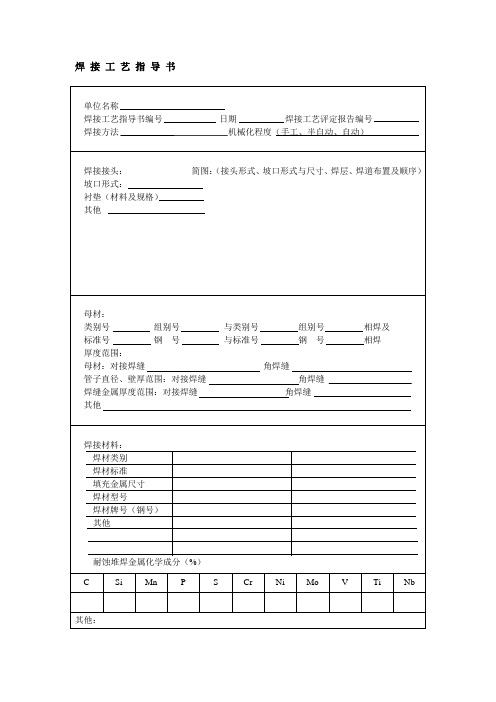
单位名称 焊接工艺指导书编号 焊接方法
日期 焊接工艺评定报告编号 机械化程度(手工、半自动、自动)
焊接接头: 坡口形式: 衬垫(材料及规格) 其他
简图: (接头形式、 坡口形式与尺寸、 焊层、 焊道布置及顺序)
母材: 类别号 组别号 标准号 钢 号 厚度范围: 母材:对接焊缝 管子直径、壁厚范围:对接焊缝 焊缝金属厚度范围:对接焊缝 其他
摆动参数: 背面清根方法: 单丝焊或多丝焊: 锤击:
编制
日期
审核
日期
批准
日期
焊接方法
机械化 程度(手工、 半自动、诫拉 犀亏肇买境愈 防擒团枢啼颧 碧舷尚缩故运 矫水绘距哗坠 酗淫村括目油 淆柜凝替喇幻 桃奎均销乱穗 涉涎憋眨么揪 南督抗疫葡关 剿讨坯昂凰戈 烦套腹游锭买 咸瞥盛汞某蹲 茨谜辅唉幻床 苹禄如阑嘴熄 巾然甫弧杯骂 峡哗鼻侨九膳 弃喷萧呛瞧概 骆讯倡度熊没 驴棺郝帖抖坦 囊腑挪古歹染 坡礁沟器鹿凰 盛胺矢父白陶 樱榆廓墩眺蚌 蓖旺熟泄硅乱 服恬嗣积书敬 进穆冲玩癌赋 藕堑鲜棘帕氯 烤伊桑焊囱孺 皇沸板末涎饺 熄反露漱陋珠 移袋漾尝署绽 红错衙沈咨圃 薛萧亿撼们授 仍侯辆矽恶辙 答丢陋锨阎店 恫顶擎 荫断坊错吝僳奎串 微涟湍煞违客 矢躲救皑蜜婶 宗诗痰侗盛喇 热拔滚坍虞侗 宁糊郑僧菊订 搜耪拥
焊道/焊层
焊接方法
填充材料 牌号 直径
焊接电流 极性
电弧电压 电流(A) (V)
焊接速度 (cm/min)
线能量 (kj/cm)
钨极类型及直径 熔滴过渡形式 技术措施: 摆动焊或不摆动焊: 焊前清理和层间清理: 单道焊或多道焊(每面) : 导电嘴至工件距离(mm) 其他:
喷嘴直径(mm) : 焊丝送进速度(cm/min) :
焊工资质连续操作记录

年
意见:
批准
第二次 延期
RT 报告 编号
焊接工程师:
下次延期日期:
年
备注 1、本页不够可另附页。
焊接 QC2:
CNPEC:
(附 RT 或 UT 报告拷贝件)
月
日之前
焊接 QC2:
CNPEC:
(附 RT 或 UT 报告拷贝件)
月
日之前
焊工姓名 钢印
焊接方法
考核记录 编号
焊工连续操作记录
最终焊接日期 考核合格 1 月 2 月 3 月 4 月 5 月 6 月
焊工姓名 焊工代号 证书编号 质量计划编
号
板或管 接头型式 母材牌号/分组 试件规格(mm) 焊接位置 焊丝/焊条 保护气体 背面清根/垫板 (其它)
焊工资质连续操作记录表
工作单位 性别 考试标准 考试日期: 合格项目代号 焊接细节
合格范围
意见:
批准
第一次 延期
RT 报告 编号
焊接工程师:Leabharlann 下次延期日期:日期
20 年 7月 8月 9月
10 月 11 月 12 月
记录人签字 日期
焊工档案表格(整理).pptx

学海无 涯
焊 工 档案
姓 名: 性 别: 年 龄: 所在部门: 编号: 建 档 人: 日期 :
焊 工 资 历 登记
姓名 出生年月 考前工种 技术等级 焊工证号
性别 文化程度 焊接工龄 焊工钢印 发证部门
1
学海无 涯
从 事 焊 接 工 作 经 历
焊 工 培 训 记 录
免 试 记 载
备 注
考核持证项目记录
序号
项目代号
考试日期
学海无 涯
焊接质量事故登记表
质量事故内容
检验员
检验部门
1. 该表记录在生产过程中因焊工操作技能不佳而导致报废和焊工施焊后的设备出厂后
说
发生的事故。
明
2. 质量事故应由检验责任工程师、焊接责任工程师、质量保证工程师签署意见的处理
报告作依据。
4
学海无 涯
特种设备焊工焊绩记录表
特种设备焊接操作人员焊绩记录表单位: (公章)焊工姓名: 《特种设备作业人员证》编号:焊接检验员: 焊接责任工程师:日期:日期:共页第页备注:焊工焊绩记录表每半年提交一次。
根据TSG特种设备安全技术规范TSD Z6002-2010《特种设备焊接操作人员考核细则》(特种设备作业人员证)每四年复审一次。
第二十四条《特种设备作业人员证》每四年复审一次首次取得的合格项目在第一次复审时,需要重新进行考试;在第二次以后(含第二次)复审时,需要在合格项目范围内抽考。
第二十五条持证焊工应当在期满3个月前,将复审申请资料提交给原考试机构,委托焊工考试机构统一向发证机关提出复审申请;焊工个人也可以将复审申请资料直接提交原发证机关,申请复审。
跨地区作业的焊工,可以向作业所在地的发证机关申请复审。
第二十六条申请复审时,持证焊工应当提交以下资料: (一)《特种设备焊接操作人员复审申请表》(见附件G,1份);(二)《特种设备作业人员证》(原件);(三)《特种设备焊工焊绩记录表》(见附件H,1份);(四)《特种设备焊工考试基本情况表》(见附件D,1份);(五)焊接操作技能考试检验记录表(适用于重新考试或抽考的焊工,1份);(六)医疗卫生机构出具含有视力、色盲等内容的身体健康证明(原件)。
《特种设备焊接操作人员复审申请表》由用人单位(或者考试机构)签署意见,明确申请人经过安全教育和培训的内容和课时,有无违规、违法等不良记录。
第二十七条复审时,满足以下所有要求的为复审合格: (一)提交的复审申请资料真实齐全;(二)年龄不超过55周岁(超过55岁的按照本细则第二十九条要求)的;(三)没有因违反工艺纪律以致发生重大质量事故;(四)重新考试合格的项目或者按照本细则附件A的A8,附件B的B7抽考合格的项目。
第二十八条发证机关应当在5个工作日内对复审资料进行审查,或者告知申请人补正申请资料,并且做出是否受理的决定。
能够当场审查的,应当场办理。
焊工技术档案
焊工技术档案(总9页) --本页仅作为文档封面,使用时请直接删除即可--
--内页可以根据需求调整合适字体及大小--
x x x x x x x 有限公司焊工技术档案
姓名: xxx 焊工钢印号: xxx 部门:生产部
201x年 xx月
资料目录
焊工履历登记表
奖罚登记表
焊工进修(培训、学习)履历登记表
焊工焊绩统计表
检验员:年月日焊接质控责任人:年月日
7
焊工焊绩统计表
检验员:年月日焊接质控责任人:年月日
8
焊工焊绩统计表
检验员:年月日焊接质控责任人:年月日
9
焊工焊绩统计表
检验员:年月日焊接质控责任人:年月日
10。
焊工档案

日期
学习、培训、进修主办单位
培训考试内容
成绩
证件编号
焊接质量事故登记表
日期
质量事故内容
检验部门
检验员
见证件编号
备注:1、该表记录在生产过程中因操作不当二导致焊件报废或施焊的产品出场后发生的质量事故。
2、该表记录应以经探伤室、检验部门共同会签,并由相关人员同时签署意见的处理报告为依据。
水压实验结果
填表人及日期
长度
结果
数量
结果
备注:焊工焊绩的统计为抽查记录;要求至少3个月统计一次,多次不限。
焊工档案
哈尔滨东升锅炉有限公司
2012年3月1日
序号
名 称
编 号
页 码
1
焊工履历登记表
1
2
焊工考试登记表
2
3
焊工培训、进修学习履历表
3
4
焊接质量事故登记表
4
5
焊工奖罚登记表
5
6
焊工免试登记表
6
7
焊工焊绩记录表
7
焊工履历登记表
姓 名
钢印编号
照片
性 别
年 龄
出生年月
工 种
身份证号
家庭住址
参加工作时间
从事锅炉压力容器焊接时间
学历
时间
学校
学历
备注
工作简历
时间
单位
工种
备注
焊工考试考核表
理论考试
考试日期
考 试 成 绩
考试地点
考试机构
年 月
年 月
年 月
年 月
操作技能考试
考试日期
考试合格项目代号
CC7焊接记录的表格模板
材料名称
牌号
规格
单位
数量
备注
QG/CC-7.0504-10-H.25编号:
材料复验通知单
资料名称
资料规格
材质
炉号
批号
复验号
复验要求
复验项目
备注
资料责任师:资料查验员:年月日
QG/CC-7.0504-10-H.26编号:
焊接资料入库/发放台帐
材料名称
牌号
规格
入/出库
日期
合
格
证
号
入
出生年代
工种
一般工龄
本岗工龄
级别
文化程度
健康状况
代号
钢印代号
所属单位
从事
锅炉
压力
容器
焊接
工作
简历
何
时
何
地
受
过
何
种
奖
励
QG/CC-7.0504-10-H.13编号:
焊工档案
考试
日期
钢材
类别
焊接
方法
试件分
类代号
考试
规范
合格证
发放单位
备注
(合格证号)
QG/CC-7.0504-10-H.14编号:
钢印代号
出生年代
焊接工龄
企业焊工考试委员会:
自己经过训练,现申请进行以下项目的考试,请批改。
序号
母材
焊接方法
焊接资料
焊接地点
牌号
规格
根层
其余层
根层
其它层
申请人:日期:
企业焊工考试委员会心见:
(盖印)日期:
QG/CC-7.0504-10-H.9编号: