800T压铸工艺参数记录表
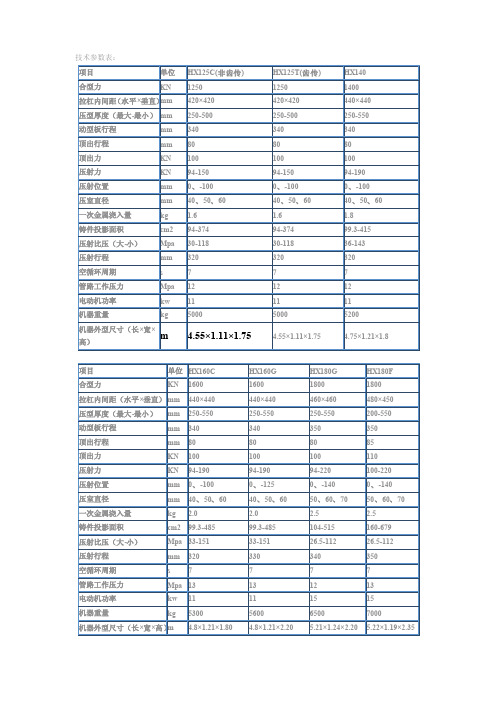
压铸机技术参数表
空循环周期
s7
管路工作压力 电动机功率
Mpa 13 kw 11
机器重量
kg 5300
机器外型尺寸(长×宽×高)m 4.8×1.21×1.80
HX160G 1600 440×440 250-550 340 80 100 94-190 0、 -125 40、 50、 60 2.0 99.3-485 33-151 330 7 13 11 5600 4.8×1.21×2.20
6
10
285-1475`
518-2333
33.9-130
30-135.4
570
710
12
13
14
14
30
37
20000
30000
7.35×1.85×3.15 8.48×1.96×3.3
项目
单位
合型力
KN
拉杠内间距(水平×垂直) mm
压型厚度(最大-最小) mm
动型板行程
mm
顶出行程
mm
顶出力
KN
压射力
KN
压射位置
mm
压室直径
mm
一次金属浇入量
kg
铸件投影面积
cm2
压射比压(大 -小)
Mpa
压射行程
mm
空循环周期
s
管路工作压力
Mpa
电动机功率
kw
机器重量
kg
机器外型尺寸(长 ×宽 ×高) m
HX800
HX900
HX1300
HX1600
8000
9000
13000
16000
810×810
910×910
Mpa
压射行程
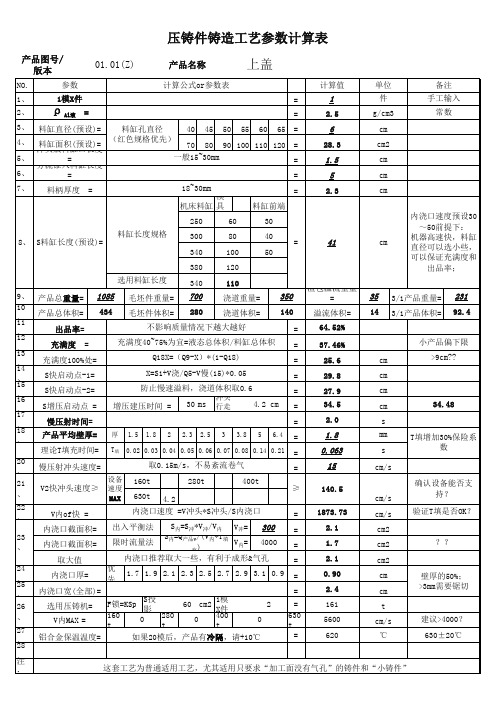
压铸件铸造工艺参数计算表
T填增加30%保险系 数
确认设备能否支 持?
验证T填是否OK?
内浇口截面积= 出入平衡法 S内=S冲*V冲/V内 V冲= 300
=
23 、
内浇口截面积=
限时流量法
S内=Q产品v/(V内*T填 充)
V内=
4000
=
取大值
内浇口推荐取大一些,有利于成形&气孔
=
24 、25
内浇口厚=
优 先
1.7 1.9 2.1 2.3 2.5 2.7 2.9 3.1 0.9
t cm/s
℃
??
壁厚的50%; >3mm需要锯切
建议>4000? 630±20℃
、注
:
这套工艺为普通适用工艺,尤其适用只要求“加工面没有气孔”的铸件和“小铸件”
1、
Al合金件
比压范围
一般件 30~50
受力件 45~80
外观或薄壁件 40~60
耐压件 80~120
耐压件
耐压件
耐压件
铝 合
280t
V2快冲头速度≥ 速度
MAX 630t 4.2
400t
≥
140.5
22
、
V内of快 =
内浇口速度 =V冲头*S冲头/S内浇口
= 1873.73
35 3/1产品重量= 231 14 3/1产品体积= 92.4
cm cm cm cm s mm s cm/s
cm/s cm/s
小产品偏下限 >9cm??
溢流体积= 64.52%
37.46% 25.6 29.8 27.9 34.5 2.0 1.8
理论T填充时间= T填 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.14 0.21 =
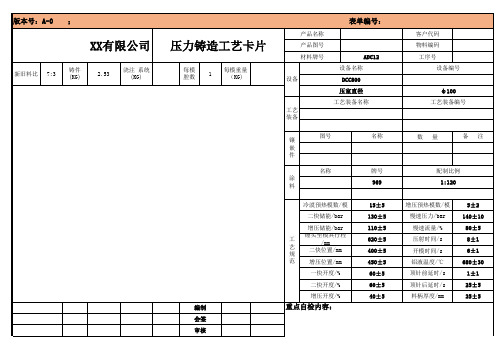
压铸工艺卡(800T)
数量
备注
配制比例 1:120
增压预热模数/模 慢速压力/bar 慢速流量/% 压射时间/s 开模时间/s 铝液温度/℃ 顶针前延时/s 顶针后延时/s 料柄厚度/mm
5±2 140±10
80±5 8±1 6±1 680±30 1±1 25±5 25±5
更改标记
处数 更改文件号 签名
日期
批准
版本号:A-0 ;
XX有限公司
新旧料比 7:3
铸件 (KG)
2.53
浇注 系统 (KG)
压力铸造工艺卡片
每模 腔数
1
每模重量 (KG)
编制 会签 审核
产品名称 产品图号 材料牌号
设备
工艺 装备
表单编号:
ADC12 设备名称 DCC800 压室直径 工艺装备名称
镶
图号
嵌
件
名称 涂 料
名称
牌号 9/bar
工 艺 规
锤头至模具行程 /mm
二快位置/mm
范 增压位置/mm
一快开度/%
二快开度/%
增压开度/%
重点自检内容:
15±5 130±5 110±5 620±5 400±5 450±5 60±5 60±5 40±5
客户代码 物料编码 工序号
设备编号
ф100 工艺装备编号
压铸工艺参数计算表

理论T填充时间= T填 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.14 0.21 =
0.063
20 、 慢压射冲头速度=
取0.15m/s,不易紊流卷气
=
15
21 、
设备 160t
280t
V2快冲头速度≥ 速度
1、
Al合金件
比压范围
一般件 30~50
受力件 45~80
外观或薄壁件 40~60
耐压件 80~120
耐压件
耐压件
备注 手工输入
常数
内浇口速度预设30 ~50前提下:
机器高速快,料缸 直径可以选小些, 可以保证充满度和
出品率;
3/1产品重量= 231 3/1产品体积= 92.4
小产品偏下限 >9cm??
一般15~30mm
=
6、
=
=
7、 料柄厚度 =
18~30mm 模
机床料缸 具
= 料缸前端
计算值 1 2.5 6
28.3 1.5
5 2.3
250
60
30
料缸长度规格 8、 S料缸长度(预设)=
300
80
40
=
41
340
100
50
380
120
选用料缸长度
340
110
渣包溢流重量
9、 产品总重量= 1085 毛坯件重量= 700
34.48
T填增加30%保险系 数
确认设备能否支 持?
验证T填是否OK?
??
壁厚的50%; >3mm需要锯切
试模工艺参数记录表(500T压铸机)
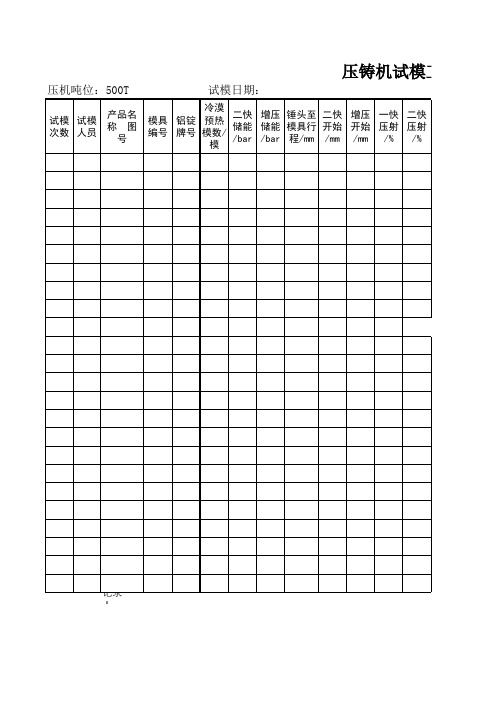
压机吨位:500T
试模日期:
试模 试模 次数 人员
产品Байду номын сангаас 称图
号
模具 编号
铝锭 牌号
冷漠 预热 模数/ 模
二快 储能 /bar
增压 锤头至 二快 储能 模具行 开始 /bar 程/mm /mm
增压 开始 /mm
一快 压射 /%
二快 压射 /%
记录 人:
机试模工艺参数记录表(500T)
不良 模数
检验
备注
版本号:A-0
增压 压射
/%
增压 预热 模数/ 模
自动 锤前 压力 /bar
自动 锤前 流量 /%
射料 流量 /%
压射 时间 /s
开模 铝液 顶针 时间 温度/ 前延 /s ℃ 时/s
顶针 后延 时/s
料柄 厚度 /mm
动模 喷涂 时间 /s
试模 模数
合格 模数
;表单编
审 核:
批 准:
号:A-0 ;表单编号:
压铸工艺检验记录表

压铸机编号 零件编号 零件名称 模具编号 点检人 点检项目 一快位置 一快流量 二快位置 二快流量/圈数 增压位置 增压流量/圈数 增压触发压力 压射时间 冷却时间 增压延时 回锤延时 压射压力表 料柄厚度 喷涂液浓度 铝液温度 喷涂工艺点检 模具冷却水是否畅通 说明:点检人按压铸工艺内容进行工艺点检记录,符合工艺卡的为√,不符合填写数值并在交接班里注明不符合原因,没有特殊情况必须严格按照规定工艺执行,没有工艺参数的为/。 备注:如有工艺不能指导生产,或生产不稳定,请及时反馈。
压铸机型号
设备是否完好
文件编号
年/月
版本号
1
2
3
4
5
6
7
89Biblioteka 101112
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
压铸工艺记录单范文

压铸工艺记录单范文日期:_________工序:_________产品型号:_________一、准备工作:1.检查模具,确保模具无损坏、磨损等问题,并进行必要的维护和保养。
2.准备压铸机及相关设备,检查机器故障及工作状态,确保正常运转。
3.准备合适的合金材料,检查材料质量,并确保充足供应。
4.清洁工作区域,确保无尘、无异物及其他杂质。
二、铸件参数设置:1.铸件尺寸:记录所需铸件的长度、宽度、高度及其它尺寸参数。
2.产品材料:填写产品所采用的材料类型及其化学成分。
3.铸件形式:选择合适的铸造形式,如冷锭铸造、热锭铸造等。
4.注入温度:确定铸造合金的注入温度,以保证合金在模具中充分流动。
5.注入速度:确定注入合金的速度,以避免产生冷焦、砂眼等缺陷。
6.注入压力:确定注入合金的压力,以保证合金填充模具中的每个部位。
三、铸件工艺操作:1.清洁模具:使用合适的清洁剂清洁模具表面,确保模腔无异物。
2.涂抹模具:使用维护剂或润滑剂涂抹模具,以减少铸件与模具的摩擦。
3.加热模具:将模具加热至合适温度,以提高铸件表面质量。
4.取出铸件:当合金冷却固化后,将铸件从模具中取出,并进行必要的修整和去毛刺处理。
5.检测铸件:对铸件进行外观检测、尺寸检测及力学性能等相关测试。
6.包装和储存:将铸件进行包装,并储存在适当的环境中,以保证其质量和保存时间。
四、问题记录和处理:1.记录铸件过程中出现的问题和异常情况,如气孔、缩松、砂眼等缺陷。
2.分析问题产生的原因,并进行相应的对策和改进措施。
3.记录改进措施的效果并进行总结,以便今后参考和应用。
五、安全操作及环保:1.操作人员必须佩戴符合安全要求的个人防护装备,包括安全帽、眼镜、手套等。
2.严格按照操作规程进行操作,确保人员和设备的安全。
3.对废弃材料、废水等进行合理处理,减少对环境的污染。
4.定期进行设备维护和检修,确保设备的正常运行和工艺参数的准确。
以上为压铸工艺记录单的大致内容,可以根据实际情况进行具体调整和补充。
压铸机
投影面积:铸件:A1=260×200=52000浇道:A2=0.21A1 =10920料饼:A3=πd2/4 =5024排溢:A4=0.12A1 =6240 总投影=(A1+A2+A3+A4)×2=148368 铸件为一般普通件选增压比压40 148368×40=5934720F锁=F胀/K=5934720/0.85=6982023 可选800T。
铸件有强度要求就要选更大吨位的压铸机。
压室充满度:产品净重:G1=2000浇道系统:2G2=10920×7×0.0025=382.2料鉼:2G3=5024×30×0.0025=753.6排溢系统:2G4=6240×6×0.0025=187.2浇入总重量G=G1=G2+G3+G4=3323800T的压射室直径分别为:φ80 φ90 φ100射铝量分别为:7100 9000 11100选φ80充满度:3323/7100=46.8%选φ100充满度:3323/11100=29.9%•自压铸机开发出具有增压机构的压射系统以来,建压时间就一直做为压铸机压射系统的重要性能加以考量,考量的指标是最短建压时间。
压铸机建压过程用的时间越短,则认为压铸机压射系统性能越先进。
在压铸工艺中,也认为使用的建压时间越短,对提高铸件质量越有利。
时至目前,压铸机的最短建压时间更是经常作为评价压铸机压射系统性能水平的因素而加以强调,甚至在压铸机的招标文件中被列为重要条款作为招标依据。
因此,有必要对建压时间进行分析,探讨如何认识和考虑压铸机最短建压时间和在压铸工艺中如何正确确定建压时间。
1. 蓄能器的工作原理与功用蓄能器与建压过程密切相关,有必要先对其进行简要说明。
蓄能器有不同种类,压铸机中使用的是充气式蓄能器。
使用前,蓄能器中充入气体,对液压油保持高压。
当系统需要大流量液压油时,蓄能器能瞬间释放储存于其中的液压油,满足系统要求。
压铸工艺执行记录
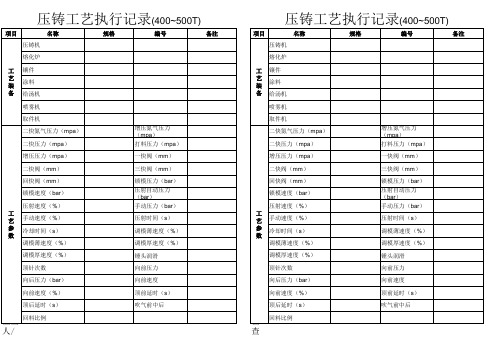
压铸工艺执行记录(400~500T)
项目
名称
规格
编号
备注
压铸机
熔化炉
工 镶件
艺 装
涂料
备 给汤机
喷雾机
取件机 二快氮气压力(mpa) 二快压力(mpa)
增压氮气压力 (mpa) 打料压力(mpa)
增压压力(mpa)
一快阀(mm)
二快阀(mm)
三快阀(mm)
回快阀(mm)
锁模速度 手动速度(%)
参 数
冷却时间(s)
调模薄速度(%)
锁模压力(bar) 压射自动压力 (bar) 手动压力(bar)
压射时间(s)
调模薄速度(%)
调模厚速度(%)
调模厚速度(%)
锤头润滑
顶针次数
向前压力
向后压力(bar)
向前速度
向前速度(%)
顶前延时(s)
顶后延时(s)
吹气前中后
检查 回料比例 人/
工 艺 手动速度(%)
参 数
冷却时间(s)
调模薄速度(%)
锁模压力(bar) 压射自动压力 (bar) 手动压力(bar)
压射时间(s)
调模薄速度(%)
调模厚速度(%)
调模厚速度(%)
锤头润滑
顶针次数
向前压力
向后压力(bar)
向前速度
向前速度(%)
顶前延时(s)
顶后延时(s)
吹气前中后
检 回料比例 查
压铸工艺执行记录(400~500T)
项目
名称
规格
编号
备注
压铸机
熔化炉
工 镶件
艺 装
涂料
备 给汤机
喷雾机
取件机 二快氮气压力(mpa) 二快压力(mpa)
参数对照及压铸厂家

压铸机参数对照表(800吨)项目单位压铸机生产厂家力劲伊之密宝弘合模力KN 800 800 833.5合模行程mm 760 760 800哥林拄内间距mm 910*910 930*930 920*920 模具厚度(最小;最大)mm 400~950 400~950 400~1000 模板厚度mm 1400*1395 1420*1420 1400*1400 压射压力kn 665 645 765压射行程mm 760 760 750压射位置mm 0~-250 0~-250 0;-140;-280 冲头直径mm ¢80.90.100 ¢80.90.100 ¢80.90.100 射料量(AL) kg 7.2;9.1;11.2 7.1;9.1;11.1 7.3;9.3;11.5 铸造压力(增压) MPa 600;760;940 620;784;963 548;694;855 最大投影面积Cm2 2000 2000 2083压射头跟出距离mm 297 300 未给顶出力kN 315 360 400顶出行程mm 180 180 180系统压力MPa 14 16 17.5油箱容量L 1200 1200 1200机器重量T 39.4 40 40机器外形尺寸m 8.6*2*2.8 8.5*2.4*3.2 9.5*2.6*3.2 慢压射速度m/s 0~0.6 未给0~1.5快压射速度m/s 6 8 6建压时间ms 40 15 25哥林拄直径mm 180 180 180电机功率kw 37 45 45目前国内知名的几家压铸机的特点;及概况;1;力劲公司; 2;伊之密; 3;三基; 4;宝弘公司5伊斯特; 6;特里达; 7;佳胜8;新佳胜9;腾龙10铝台;1;力劲公司; 力劲集团总部在香港,国内外共有主要成员13个厂家,其中有●力劲机械厂有限公司(香港) 852-3412-5500●深圳领威科技有限公司86-755-2812-3321●力劲机械(深圳)有限公司86-755-2812-3321●中山力劲机械有限公司86-760-2855-231●上海一达机械有限公司86-21-5768-6188●宁波力劲机械有限公司86-574-8611-6588●宁波力劲科技有限公司86-86-574-8611-6588●阜新力劲北方机械有限公司86-418-2482-760●力劲机械股份有限公司(台湾) 886-7-7390-0061●美国力劲L.K.MachineryUSA Inc 909-5949447●美国特拉华州力劲L.K.M. 616-77277211●加拿大力劲905-7129220力劲集团是香港联交所主板上市公司(股份代码;00558)全球最大的热/冷室压铸机制造商董事局主席;刘相尚1979年,这个特殊的具有深远历史意义的年份,青年企业家刘相尚凭着一股振兴民主工业的热情在香港创办了“力劲机械,”专业生产压铸机械。
压铸工艺参数分析(一)
积 料筒内径 空打行程 料筒截面
积 压室充满
度
L1 L2 L3 L4 L5 L6
填充时间 留模时间 增压时间
内浇口凝固时 间
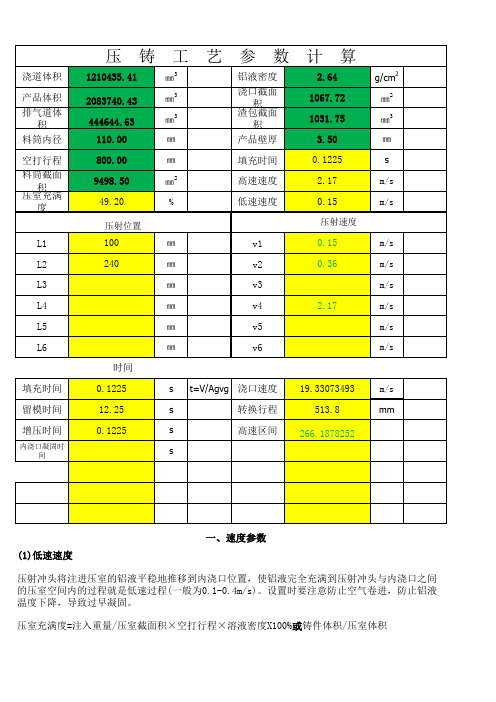
压铸工艺参数计算
1210435.41
㎜3
2083740.43
㎜3
444644.63
㎜3
110.00
㎜
铝液密度
浇口截面 积
渣包截面 积
产品壁厚
2.64 1067.72 1031.75
135
126
126
126
520-2200 750-2600 840-2900 1033-3286 1322-4004 1400-4100 顶出部分
150
180
180
200
200
200
250
360
360
500
500
500
其他
14
14
14
14
14
16
37
37
37
37+37 37+37 37+37
38000
留模时间=产品壁厚X产品壁厚 (3)增压时间
压铸件进一步得到致密的最终压力所使用的时间,增压压力的时间要比内浇口凝固的时间短,否 则内浇口凝固,压力无法传递到铸件上。
增压时间=0.01X产品壁厚X产品壁厚
(4)内浇口凝固时间 内浇口凝固的时间关系到压力是否能够传递到铸件上,铸件的内部质量是否能达到合格状态。 内浇口凝固时间=2X0.01X产品壁厚X产品壁厚
压室充满度=注入重量/压室截面积×空打行程×溶液密度X100%或铸件体积/压室体积
(压室充满度的标准一般为20-50%)或压室的充满度在60%-80%之间较为适宜 低速速度=0.7X√压室直径/压室充满度
压铸工艺参数及计算公式.xls
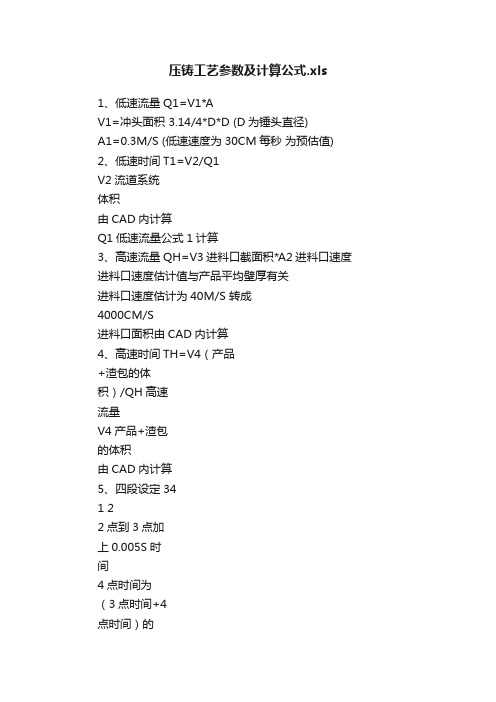
压铸工艺参数及计算公式.xls1、低速流量Q1=V1*AV1=冲头面积 3.14/4*D*D (D为锤头直径)A1=0.3M/S (低速速度为30CM每秒为预估值) 2、低速时间T1=V2/Q1V2流道系统体积由CAD内计算Q1低速流量公式1计算3、高速流量QH=V3进料口截面积*A2进料口速度进料口速度估计值与产品平均壁厚有关进料口速度估计为40M/S 转成4000CM/S进料口面积由CAD内计算4、高速时间TH=V4(产品+渣包的体积)/QH高速流量V4产品+渣包的体积由CAD内计算5、四段设定341 22点到3点加上0.005S时间4点时间为(3点时间+4点时间)的2-3倍计算公式 (单位:Q1低速流量T1低速时间V1锤头面积V2流道系统体积A1低速速度QH高速流量A2进料口速度V4产品+渣包的体积V3进料口截面积A3高速锤头速度TH高速时间单位:cm)Q1V1A1(CM/S)锤头直径MM圆周率0.000.00 3.14159T1V2Q1#DIV/0!0.00QH进料口面积V3进料口速度A20.00TH体积V4QH#DIV/0!0.001234时间0#DIV/0!#DIV/0!流量0.000.000.000.00低速冲头速度高速冲头速度0#DIV/0!M/SQ1V1A1(CM/S)锤头直径MM圆周率0.000.00 3.14159 T1V2Q1#DIV/0!0.00QH进料口面积V3进料口速度A20.00TH体积V4QH#DIV/0!201.50.001234时间0#DIV/0!#DIV/0!流量0.000.000.000.00 低速冲头速度高速冲头速度0#DIV/0!M/S。
压铸样办制作工艺参数
油温射咀鹅颈熔炉总压顶针开模低压锁模调模射料1射料2储能循环顶前顶后开模射料扣嘴离嘴
制表:确认: 审核:核准审批:时间参数压铸车间制作工艺参数及产能标准
编码个/啤啤数名称产品配件
分水口顶针次数产能(件/小时)刮披锋
啤内披锋调
模
参
数重量(g)
整啤毛重温度参数(℃)产
品
及
产
能
记录日期:201 - - 模具规格:啤外披锋披锋后净重交仓前单重压铸机号: □130T/1 □ 88T/1 □88T/2 □30T/1 □30T/2
前加工工艺及相关产能标准:
压力参数钻床组装
钻床穿孔钻床钻孔钻床攻牙钻床锣脚备注:
第一版管制编号TI-WF-PRO-001。
压铸设备技术参数
华谊 山东
1
2005.08 5000KGF(50KN) 0.5级
1
2003.04
5 直读光谱仪
KJI12
德国
6
卡尺
IP54
成都
7 气动测量仪
GHU032
广州
8
色差仪 待购
9
金像显微 机
1 40 6 待购
2006.04
2002.03 0-300;0-200;△max=±0.04mm
2002.03 0-50;0-80;△max=±0.05mm
585、740、 914
910-1785
1165-2190 1165-2190
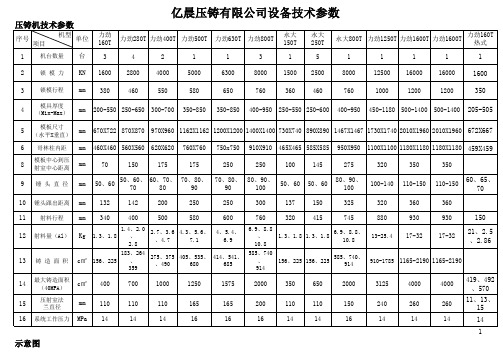
14
最大铸造面积 (40MPA)
c㎡
400
700
1000
1250
15
压射室法 兰直径
mm
110
110
110
165
1575 165
2000
350
650
200
110
110
2000 150
3125 240
4000 260
4000
亿晨压铸有限公司设备技术参数
压铸机技术参数
序号 项目
机型 单位
力劲 160T
力劲280T 力劲400T 力劲500T
力劲630T 力劲800T
永大 150T
永大 250T
永大800T
力劲1250T 力劲1600T 力劲1600T
力劲160T 热式
1
机台数量
台
3
4
2
1
1
3
1
5
1
1
1
1
1
2
压铸过程工艺参数记录表

1of1
压力设定
锁模压力(Mpa) 调模压力(Mpa)
顶针压力(Mpa)
低压压力(Mpa)
熔炉设定
合金保温温度℃ 新料:回炉料
脱模剂
Model 型号 Ratio 配比(%)
调机人员 :
压铸车间主任:
首次
记录编码: YZ-2015
生产数量 模具编号 调机时间及参数
备注
` 生产部长签字:
远博生产部
表格编号/版本:XXX/AO
压铸过程工艺参
压铸材料
零件名称 出模数
压铸参数
标准参数值
压铸机
Models机型 ID编号
冲头尺寸
射出位置
二速位置 增压位置
增压选择
顶出延时 顶回延时
时间设定
冲头润滑 开模
射料
射出压力
储能 二速压力手轮 (圈) 增压压力手轮 (圈) 总压力(Mpa)
开模压力(Mpa)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
试模工艺参数记录表
增压 开度 /%
增压 预热 模数/ 模
慢速 压力 /bar
慢速 流量 /%
压射 时间
/s
开模 时间
/s
铝液 温度/
℃
版本号:-0
顶针 顶针 料柄 前延 后延 厚度 时/s 时/s /mm
;表单编号:XX-QP24-QR-18
试模 合格 不良 模数 模数 模数
批
编号:XX-QP24-QR-18 检验 备注
XX汽车零部件有限
试模工艺参数记
压机吨位:800T-4#
试模日期:
试模 次数
试模 产品名称 模具 人员 图 号 编号
铝锭 牌号
冷漠 预热 模数/ 模
二快 储能 /bar
增压 储能 /bar
锤头至 二快 模具行 位置 程/mm /mm
增压 位置 /mm
一快 开度 /%
二快 开度 /%
记录人:
XX汽车零部件有限公司