装配图明细表
CAD教程第31章-装配图的尺寸标注及明细表

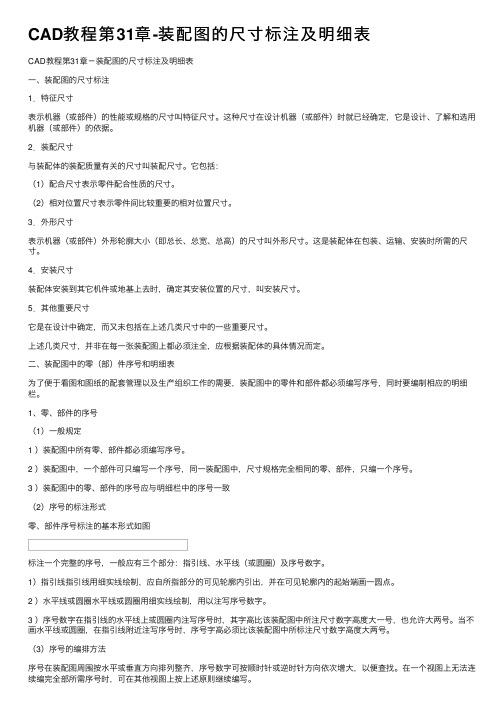
CAD教程第31章-装配图的尺寸标注及明细表一、装配图的尺寸标注1.特征尺寸表示机器(或部件)的性能或规格的尺寸叫特征尺寸。
这种尺寸在设计机器(或部件)时就已经确定,它是设计、了解和选用机器(或部件)的依据。
2.装配尺寸与装配体的装配质量有关的尺寸叫装配尺寸。
它包括:(1)配合尺寸表示零件配合性质的尺寸。
(2)相对位置尺寸表示零件间比较重要的相对位置尺寸。
3.外形尺寸表示机器(或部件)外形轮廓大小(即总长、总宽、总高)的尺寸叫外形尺寸。
这是装配体在包装、运输、安装时所需的尺寸。
4.安装尺寸装配体安装到其它机件或地基上去时,确定其安装位置的尺寸,叫安装尺寸。
5.其他重要尺寸它是在设计中确定,而又未包括在上述几类尺寸中的一些重要尺寸。
上述几类尺寸,并非在每一张装配图上都必须注全,应根据装配体的具体情况而定。
二、装配图中的零(部)件序号和明细表为了便于看图和图纸的配套管理以及生产组织工作的需要,装配图中的零件和部件都必须编写序号,同时要编制相应的明细栏。
1、零、部件的序号(1)一般规定1 )装配图中所有零、部件都必须编写序号。
2 )装配图中,一个部件可只编写一个序号,同一装配图中,尺寸规格完全相同的零、部件,只编一个序号。
3 )装配图中的零、部件的序号应与明细栏中的序号一致(2)序号的标注形式零、部件序号标注的基本形式如图标注一个完整的序号,一般应有三个部分:指引线、水平线(或圆圈)及序号数字。
1)指引线指引线用细实线绘制,应自所指部分的可见轮廓内引出,并在可见轮廓内的起始端画一圆点。
2 )水平线或圆圈水平线或圆圈用细实线绘制,用以注写序号数字。
3 )序号数字在指引线的水平线上或圆圈内注写序号时,其字高比该装配图中所注尺寸数字高度大一号,也允许大两号。
当不画水平线或圆圈,在指引线附近注写序号时,序号字高必须比该装配图中所标注尺寸数字高度大两号。
(3)序号的编排方法序号在装配图周围按水平或垂直方向排列整齐,序号数字可按顺时针或逆时针方向依次增大,以便查找。
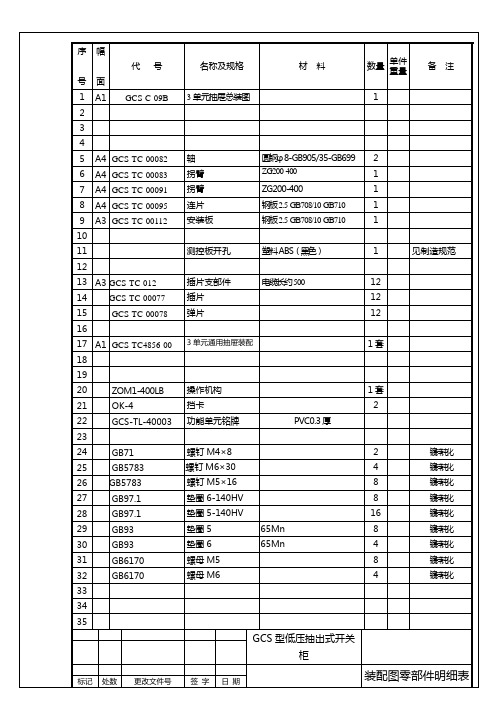
装配图零件明细表GCS

9
A4
GCS-TL-40003
功能单元铭牌
PVC厚0.3
1
10
11
测控板开孔
塑料ABS(黑色)
1
见制造规范
12
A3
GCS-TC-012
插片支部件
12
13
GCS-TC-00077
插片
12
14
GCS-TC-00078
弹片
12
15
16
17
A1
GCS-TC2456-00
11/2单元通用抽屉
1套
18
19
20
25
GB5783
螺钉M6×30
4
镀锌钝化
26
GB5783
螺钉M5×16
8
镀锌钝化
27
GB97.1
垫圈6-140HV
8
镀锌钝化
28
GB97.1
垫圈5-140HV
16
镀锌钝化
29
GB93
垫圈5
65Mn
8
镀锌钝化
30
GB93
垫圈6
65Mn
4
镀锌钝化
31
GB6170
螺母M5
8
镀锌钝化
32
GB6170
螺母M6
弹片
12
10
A4
GCS-TL-40003
功能单元铭牌
PVC厚0.3
1
11
12
A1
GCS-TC2456-00
11/2单元通用抽屉
1套
13
14
TH35
安装卡轨
长度配装
15
16
防护带
长度配装
装配图中零、部件的序号和明细表

06
答
可以使用筛选和排序功能,根据需求筛选出特 定的零、部件信息,并进行排序以便查看。
提高装配图质量措施
05
探讨
优化设计流程,减少变更次数
引入并行设计理念
01
在产品设计初期,综合考虑制造、装配、检测等环节的需求,
减少后期变更的可能性。
强化设计评审
02
在设计过程中,定期进行设计评审,及时发现并解决问题,避
材料
如齿轮材料为45钢,轴承材料为GCr15等。
重量
根据零、部件的实际重量填写。
图号
给出对应的图纸编号,如“齿轮图-001”,“轴承图-002”等。
零、部件序号与明细
04
表关系解析
对应关系建立方法论述
1 2 3
制定统一的编号规则
为确保装配图中零、部件序号与明细表信息准确 对应,需制定统一的编号规则,包括序号编写方 式、位数、前缀或后缀等。
学员心得体会分享
通过本次课程,我深刻理解了装配图中零、部件序号 及明细表的重要性和必要性,掌握了其编制方法和规
范,提高了自己的专业技能水平。
在实际案例分析和操作练习中,我感受到了理论与实 践的结合,加深了对课程内容的理解和记忆。
通过与其他学员的交流和分享,我拓展了视野,了解 了不同行业和领域的装配图应用情况和经验,对自己
序号标注位置及方向
标注位置
序号应标注在零、部件的 可见轮廓线内,避免与其 他标注或线条重叠。
标注方向
序号应水平书写,从左向 右或从右向左,以便于阅 读。
指引线
使用细实线作为指引线, 将序号与相应零、部件连 接起来。
特殊情况下序号处理
相同零、部件
对于完全相同的零、部件,可使用同 一序号,并在明细表中注明数量。
装配图(装配图中的尺寸标注、零件序号和明细栏)

01
审核与修改Leabharlann 完成装配图的绘制后,需要进行审核 与修改,确保图纸的准确性和完整性。
05
02
绘制装配示意图
在绘制正式装配图之前,先绘制装配 示意图,以帮助确定各零件的相对位 置和装配关系。
03
绘制零件草图
根据装配示意图,绘制各零件的草图, 包括零件的结构形状、尺寸、配合性 质等。
04
绘制装配图
在零件草图的基础上,完成装配图的 绘制,包括标注尺寸、技术要求、零 件序号等。
指导生产和装配过程
装配图是生产和装配过程中的重要依据,它详细 标明了各零件的尺寸、配合性质、安装顺序等, 使得生产人员能够按照图纸进行生产和装配。
保障产品质量
在产品设计和开发过程中,装配图是确保产品质 量的重要工具。通过装配图,可以检查出设计中 的错误和不合理之处,从而避免在后期生产中出 现质量问题。
角度标注
用于标注两线之间的夹角或圆 弧的角度。
半径和直径标注
用于标注圆弧的半径或圆的直 径。
坐标标注
用于标注零件在装配图中的位 置坐标。
尺寸标注的注意事项
优先选用基本单位
避免使用封闭尺寸链
尺寸标注应优先选用国际标准的基本单位 ,如米、厘米、毫米等。
封闭尺寸链会导致尺寸标注出现冗余和矛 盾,应尽量避免使用。
建立管理流程
建立零件序号的管理流程,明确责任和分工。
定期维护
定期对零件序号进行维护和更新,确保其准 确性和完整性。
记录和统计
对零件序号进行记录和统计,以便于查询和 追溯。
培训和指导
对相关人员进行培训和指导,提高其零件序 号的标注和管理能力。
04
明细栏
明细栏的内容
solidwork装配图零件明细表创建方法

装配图零件明细表创建方法这是一个基于Excel的明细表的创建方法。
1连接好零件标题栏的各项属性,让产品名称、重量(最好不要出现14g,只要14为好,会用在后面的运算)、材料和编号在标题栏里能够自动填写:2打开:\Program Files\SolidWorks\lang\chinese-simplified里的bomtemp.的Excel进行编辑,插入列,务必使列上的名称和上述各属性名称相同,否则SW不能自动识别链接,有类似于$$END语句的列是要一定要保留。
在总重栏里可输入关系式=数量X重量。
再可另存一名称在原处,如 bomtemp-23 如图,可在左下角点击确定位明细表的定位点4 在SW装配模型中装好各零件后,转到它的工程图中。
单击(选中)装配的二维图,点插入---表格--基于Excel的材料明表,就进入:\Program Files\SolidWorks\lang\chinese-simplified选中刚才建好的bomtemp-25这时会弹出一个属性对话框,我是这样选取选项的,点确定,就会在左下角出现一个明细表。
这时可能会出现宽度不如意,只能返回EXCEL反复地调试,直到满意为止。
6如下图,点编辑后,再在空处单击(确定),总重栏会出现相对应的重量。
7双击表格,在填写相应的备注栏。
完成后可多敲击回车键(我是这么傻傻做D),再在空白处单击,退出表格,即可。
Solidworks创建工程图模板及材料明细表模板技巧为了快速出图和快速出材料明细表和汇总表,每个公司都要建立一个适合自己的模版。
(1)工程图模板的建立按照企业自身的要求建立相应图幅的工程图模板文件,并且将图层建立在工程图模板文件中,这样可以使新建的工程图都包含建立的图层。
再将工程图模板复制在SolidWorks\data\template\…的模板文件中。
(2)材料明细表模板的建立系统所预设的材料明细表范本存储在安装目录SolidWorks\lang\Chinese_ simplified\ …下,可依照需求自行设计新的模板。
工程制图-装配图-尺寸+明细栏
两面配合
两面不配合
• 两个(或两个以上)零件邻接时,剖面线的倾斜方应相反或间隔不同。但同一 零件在各视图上的剖面线方向和间隔必须一致。
• 剖切平面通过标准件和实心件的轴线时,按不剖处理。剖切平面垂直于轴 线时,要画剖面线。
特殊画法:拆卸画法 、假想画法(双点划线表示)、简化画法、夸大 画法、单独表达某个零件的画法
一、装配图的尺寸标注
目的: 与零件图不同 只需:标注必要尺寸
表明 ★部件或机器的性能 ★零件间装配关系 ★部件外廓大小 ★对外安装情况 ★关键结构、形状
装配图需要标注的尺寸各类
1. 性能(规格)尺寸 表示部件的性能和规格的尺寸。
2. 装配尺寸 零件之间的配合尺寸。
3. 安装尺寸 将部件安装到机座上所需要的尺寸。
先画出需要编号零件的指 引线和横线,检查无重复、无 遗漏时,再统一填写序号。
2. 明细栏
明细栏是部件全部零件的详细目录,表中填有零件的序号 、名称、数量、材料、附注及标准。
明细栏在标题栏的上方,当位置不够时可移一部
分紧接标题栏左边继续填写 。
明细栏中的零件序号应与装配图中的零件编号 一致,并且由下往上填写,因此,应先编零件序 号再填明细栏。
复习:画装配图在分析部件,确定视图表达方案的基础上, 按下列步骤画图。
1.选择图纸、确定绘图比例 2. 画图框、标题栏、明细栏,布图 3. 画视图
注 意 ① 从主视图入手,按各装配线上的装配顺序逐个画出各零件。
② 从主体零件画起,注意每个零件的定位。
复习:画装配图在分析部件,确定视图表达方案的基础上, 按下列步骤画图。
3、安装尺寸
★ 安装时重要
必保的相对位置
如:吸、出油口 与 机座
装配图零件明细表GCS
单件 重量
1
备注
轴 拐臂 拐臂 连片 安装板
圆钢φ 8-GB905/35-GB699 2
ZG200-400
1
ZG200-400
1
钢板2.5-GB708/10-GB710
1
钢板2.5-GB708/10-GB710
1
测控板开孔
塑料ABS(黑色)
1
插片支部件
电缆长约500
12
插片
12
弹片
12
3 单元通用抽屉装配
16 A4 GCS-TC-00078
17
18 A4 GCS-TL-40003
19
20 A1 GCS-TC1656-00
21
22
23
24
SDJ1-100OM1
25
名称及规格 1 单元抽屉总装图
材料
数量
单件 重量
1
备注
支架
连杆 行线槽
钢板2.5-GB708/10-GB710
1
ZG200-400
1
塑料阻燃尼龙1010
1
1
1
2
红绿各1
24 25 26 描 写 27 28 描 校 29 30 旧底图总号 31 32 底图总号 33 34 35 签字
1
钢板2.5-GB708/10-GB710 1
钢板2.5-GB708/10-GB710 1
测控板开孔
塑料ABS(黑色)
1
插片支部件
电缆长约500
12
插片
12
弹片
12
3 单元通用抽屉装配
1套
见制造规范
操作机构 挡卡 功能单元铭牌
螺钉 M4×8 螺钉 M6×30 螺钉 M5×16 垫圈 6-140HV 垫圈 5-140HV 垫圈 5 垫圈 6 螺母 M5 螺母 M6
SW装配图的明细表和序列号处理2

3,如果不全,应添加局部剖视图等,添加序列号,再在明细表里检查序列号是否其全。完成后下一步
4,将序列号太多的视图中的序列号移动到少的图里。再用对齐命令将序列号对齐和均布。
5,一个中明细表的序号一列,右键排序,按序号升序排列。OK
SW装配图切边的显示控制
SW装配图的明细表和序列号处理
.
1,准备:如果有轴类零件,应沿轴线剖切视图(勾选自动剖面线,不包括扣件选项,如果有轴承,不勾选不包括扣件选项),选择不剖切的轴,扣件。如果是偏心轴,剖切位置应经过两轴心,(应先画出剖切线,添加与轴心的重合)。
2,生成明细表,生成序列号。在明细表里检查序列号是否其全。
在视图中右键:切边可见和不可见。
如果只想少量的切边不可见:在视图中右键:切边可见,再在切边线上右键隐藏。
如果少量的切边可见:在视图中右键:切边不可见,再点击切边线(虽看不见,但可以选中),在弹出的工具条上选“隐藏/显示边线”。在点击返回,OK.
零件编号明细表

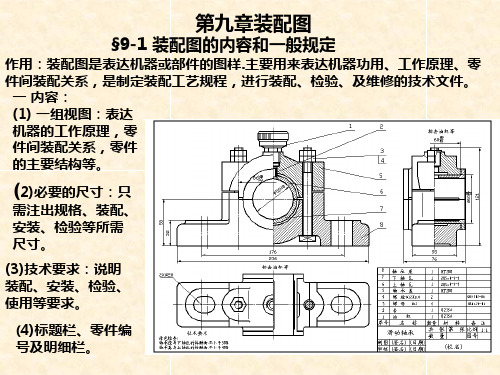
9-4 装配图的明细表和零件编号
一、明细表 明细表是部件中全部零件的详细目录。其格式和内容参见下页车床尾架装配图。明细表紧靠在标题栏的上方,并顺序地由下向上填写。明细表的格式和编制,没有统一的标准。学习用的装配图标题栏及明细表如下图所示
二、零件编号
目前使用的编号方法有两种:(1)顺序编号法,即部件中所有零件除标准件外,按次序由1开始编号。如尾架装配图。(2)分类编号法,即全部零件除标准件外,又分自制件、借用件(借用其他部件上的零件)和外构件几类。而自制件又按零件的材料分几类,每一类再按次序编号。 在装配图上必须把零件的编号注出,以指明各零件的位置。在标注时可以把各零件的编号直接注出,也可以简单地标明零件的序号。 零件编号常用的形式如下图。在要标注的零件投影上打一黑点,然后引出指引线(用细线),在指引线顶端画水平线或圆圈(用细线),在标注线上或圆内写明该零件的编号或序号。字体较尺寸数字大1~2号。
9.2装配图的尺寸标注、零部件序号和明细表
第二节 装配图的尺寸标注、 零部件序号和明细表
二、装配图的零部件序号和明细栏
装配图中所有的零部件均需编号,同时,在标题栏上方的 明细栏中与图中序号一一对应地列出。 1、零部件序号及其编排方法 指引线应自所指零件的可 见轮廓内引出,并在末端画一圆点。 若所指部分(很薄的零 件或涂黑的剖面)内不宜画圆点时,可在指引线的末端画出箭 头,并指向该部分的轮廓。 指引线不允许相交。当通过有剖面线的区域时,指引线不 应与剖面线平行。 相同的零件、部件用一个序号,一般只标注一次。在指引 线的水平线(细实线)上方或圆(细实线)内注写序号;序号 字高比图中尺寸数字高度大一号或两号 。 2、明细栏(GB/T10609.2-1989) 明细栏紧靠标题栏上方画出,是装配图中全部零件的详细 目录。
第二节 装配图的尺寸标注、 零规格(性能)尺寸 表示机器、部件规格或性能的尺寸, 是设计和选用部件的主要依据。 2、装配尺寸 表示零件之间装配关系的尺寸。
3、安装尺寸 表示将部件安装到机器上或将整机安装到基座 上所需的尺寸。
4、外形尺寸 表示机器或部件外形轮廓的大小,即总长、总 宽和总高尺寸。为包装、运输、安装所需的空间大小的依据。
工程制图——装配图
返回
第四步.按装配顺序,画主装配线上其它零件。
第五步.画其它装配线 阀芯、阀杆、填料压紧盖、扳手
第六步.画细部结构填料、螺栓、螺母、密封圈等。
第七步.完成装配图
检查无误后加深图线,画剖面线,标注尺寸,对零件进行编号, 填写明细栏、标题栏,书写技术要求等,完成装配图。
平口钳
平口钳立体图
螺钉M616 键 410 螺母M121.5 垫圈12 传动齿轮 压紧螺母 轴套 密封圈 右端盖 泵体
12 1 1 1 1 1 1 1 1 1
35 5 4 45 35 3 65Mn 2 45 m=2.5,Z=20 1 35 序号 45
橡胶
GB/T67 GB/T119 01-03 01-02 01-01
12 1 1 1 1 1 1 1 1 1
35 45 35 65Mn 45 35 45 橡胶 HT200 HT200
5 4 3 2 1
序 号
09.01.04 GB119-86 09.01.03 09.01.02 09.01.01 代号
垫 片 销A5×18 传动齿轮轴 齿 轮 轴 左 端 盖 名称
2 4 1 1 1 数 量 比例
70 33 12.5 25 -0.05 -0.1 0.8 25 +0.040 -0.017 45° 0.7 G3/8 +0.027 28.76-0.017
A
其余
A
与泵体配作
6.3
0.8
0.8
A
6.3
12.5
120 °
0.015 B
24
0.8 B 0.04 A 0.8 0.010 A 20
65
0.015
27 锪平 13
3
SolidWorks工程图中的自动明细表
SolidWorks工程图中的自动明细表(1)SolidWorks工程图自动明细表很多使用ToolBox的朋友都希望图中所有用到的标准件(如螺钉螺母)的规格大小以及国标号能够自动出现在装配图的明细表中,特别是能自动产生数量规格等相关数据。
否则人工统计是件非常烦琐的工作。
SolidWorks早已提供了这个功能,不过因为这个是老外的软件,对中华地区的技术支持力度不强,没有提供现成的模板,而GB标准件也只是从2007版才开始加入,并且是英文名称....那么我们怎么解决这个问题呢?答案:自己动手。
可以自己定义模板,修改库文件来实现全自动、全中文的明细表梦想。
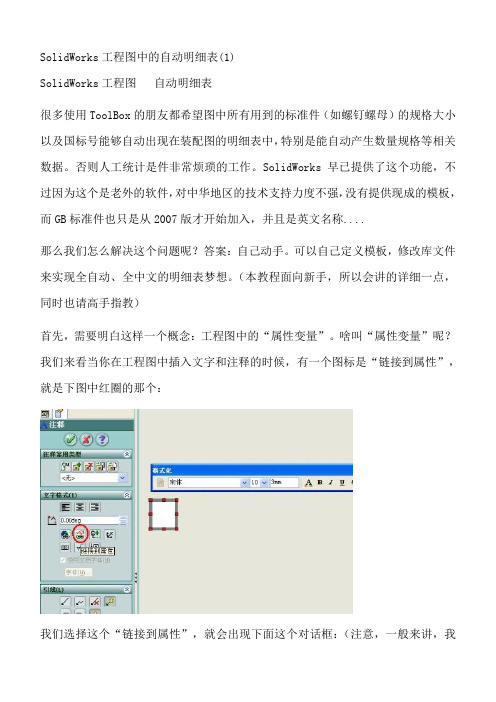
(本教程面向新手,所以会讲的详细一点,同时也请高手指教)首先,需要明白这样一个概念:工程图中的“属性变量”。
啥叫“属性变量”呢?我们来看当你在工程图中插入文字和注释的时候,有一个图标是“链接到属性”,就是下图中红圈的那个:我们选择这个“链接到属性”,就会出现下面这个对话框:(注意,一般来讲,我们在工程图中所使用的属性都应该来自图中的模型,既.sldprt或.sldasm中定义的内容,所以应该选择“图纸属性中所指定视图中模型”这一项。
只有少数某些属性需要用“当前文件”中的定义,如此工程图“最后保存的时间”)点开它,选择“材料”:这样就插入了一个“属性变量”的文本,如下图:而这个变量是跟随工程图中所引入的模型的属性变化的。
现在我们来建立一个3D模型,选定他的材料为黄铜:然后将这个模型插入到工程图中:看吧,那个“属性变量”的文本就变成了“黄铜”。
看到这里,可能有朋友会马上尝试,可是,怎么没有那个“材料”的属性呢?这个前面说过,没有现成的模板给你,需要自己定义零件和装配体的模板SolidWorks工程图中的自动明细表(2)SolidWorks工程图技巧自动明细表啥叫“属性变量”呢?acad中有没有?答复: 这一篇里举例来讲“属性变量”是什么,如何来使用。
(要实现工程图中的自动明细表,其根本就是“属性变量”的应用。
装配图的零、部件序号和明细栏

140
45
15
35
4×8=32
序号 名
称 数量 材 料
备注
共张 (机 器 或 部 件 名 称)
数量
第张
制 图 ( 姓 名 ) (日 期) 审 核 ( 姓 名 ) (日 期)
校名( 班号 )
比例 图号
15
装配图上凡相同零件只用一个序号且一般只注写一次。 5、很薄的零件或涂黑剖面的标注
由于薄零件或涂黑的剖面内不便画圆点,可在指引 线的未端画出箭头。
二、明细表
10
明细表是机器或部件中全部零、部件的详细目录。
下图为推荐学校用标题栏、明细表。明细表应画在标题栏的 上方,零件的序号自下而上填写,如位置 不够可将明细栏
•
•
10
10
• 10
• 10
2、序号编写的顺序
零、部件序号应沿水平或垂直方向按顺时针(或逆时针) 方向顺次排列整齐,并尽可能同一组紧固件可采用公共指引线(如图示);标准部
件(如油杯、滚动轴承等)可看成一个部件,只编写一个
序号。
1
1
12 3
2
1 23
2
3
3
4、相同零部件的标注
15
25
20
图样编号方法:
一、分类编号法:按对象(产品、零部件)功能、形状的相似 性,采用十进位分类法进行编号。
二、隶属编号法:按照产品、部件、零件的隶属关系编号。
审核制图机器或部件名称序号日期日期姓名校名25201515153514045按对象产品零部件功能形状的相似性采用十进位分类法进行编号
§9--4 装配图的零部件序号和明细表
CAD教程第31章-装配图的尺寸标注及明细表
CAD教程第31章-装配图的尺⼨标注及明细表CAD教程第31章-装配图的尺⼨标注及明细表⼀、装配图的尺⼨标注1.特征尺⼨表⽰机器(或部件)的性能或规格的尺⼨叫特征尺⼨。
这种尺⼨在设计机器(或部件)时就已经确定,它是设计、了解和选⽤机器(或部件)的依据。
2.装配尺⼨与装配体的装配质量有关的尺⼨叫装配尺⼨。
它包括:(1)配合尺⼨表⽰零件配合性质的尺⼨。
(2)相对位置尺⼨表⽰零件间⽐较重要的相对位置尺⼨。
3.外形尺⼨表⽰机器(或部件)外形轮廓⼤⼩(即总长、总宽、总⾼)的尺⼨叫外形尺⼨。
这是装配体在包装、运输、安装时所需的尺⼨。
4.安装尺⼨装配体安装到其它机件或地基上去时,确定其安装位置的尺⼨,叫安装尺⼨。
5.其他重要尺⼨它是在设计中确定,⽽⼜未包括在上述⼏类尺⼨中的⼀些重要尺⼨。
上述⼏类尺⼨,并⾮在每⼀张装配图上都必须注全,应根据装配体的具体情况⽽定。
⼆、装配图中的零(部)件序号和明细表为了便于看图和图纸的配套管理以及⽣产组织⼯作的需要,装配图中的零件和部件都必须编写序号,同时要编制相应的明细栏。
1、零、部件的序号(1)⼀般规定1 )装配图中所有零、部件都必须编写序号。
2 )装配图中,⼀个部件可只编写⼀个序号,同⼀装配图中,尺⼨规格完全相同的零、部件,只编⼀个序号。
3 )装配图中的零、部件的序号应与明细栏中的序号⼀致(2)序号的标注形式零、部件序号标注的基本形式如图标注⼀个完整的序号,⼀般应有三个部分:指引线、⽔平线(或圆圈)及序号数字。
1)指引线指引线⽤细实线绘制,应⾃所指部分的可见轮廓内引出,并在可见轮廓内的起始端画⼀圆点。
2 )⽔平线或圆圈⽔平线或圆圈⽤细实线绘制,⽤以注写序号数字。
3 )序号数字在指引线的⽔平线上或圆圈内注写序号时,其字⾼⽐该装配图中所注尺⼨数字⾼度⼤⼀号,也允许⼤两号。
当不画⽔平线或圆圈,在指引线附近注写序号时,序号字⾼必须⽐该装配图中所标注尺⼨数字⾼度⼤两号。
(3)序号的编排⽅法序号在装配图周围按⽔平或垂直⽅向排列整齐,序号数字可按顺时针或逆时针⽅向依次增⼤,以便查找。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GQ-30/32-33
弹簧
1
碳素弹簧钢丝
1.6-h11-GB342-82
C-GB357-89
79
GB117
锥销
1
4×35
80
GB3452.1
O型胶圈
2
Φ12.5×Φ1.8
81
GQ-30/32-34
手柄体
1
45#
82
GB879
弹性销
1
Φ4×10
83
GQ-30/32-35
手柄
1
Q235-A
84
GB1096
弹性销
1
3×20
31
GQ-30/32-11
蜗杆
1
45#
32
GB893.1-86
孔用弹性挡圈55
2
33
GB894.1
轴用弹性挡圈30
1
34
GB/T307.3
轴承6006
1
35
GQ-30/32-12
齿轮
1
45#
36
平键
1
电机自带
37
GQ-30/32-13
齿轮
1
45#
38
GB5782
外六角螺栓
4
M10×30
72
GQ-30/32-29
弹簧
1
碳素弹簧钢丝
3.5-h11-GB342-82
C-GB357-89
73
GQ-30/32-30
挡圈
2
钢管25-73×11
74
GB9877.1-88
骨架油封
1
Φ68×Φ50×8
75
GQ-30/32-31
压盖
1
76
GB1096
平键
1
6×18
77
GQ-30/32-32
凸轮
1
ZG270-500
21
GB65-85
外六角螺钉
2
M6×16
22
GB93-87
弹簧垫圈6
2
23
GQ-30/32-08
输出轴
1
45
24
GB879-86
弹性销
1
3×16
25
GB893.1
O型胶圈
2
橡胶
Φ11.8×Φ1.8
26
GQ-30/32-09
支承套
1
HT250
粉末冶金
27
GB893.1
O型胶圈
1
橡胶
Φ25×Φ3.55
装配图GQ30/32
蜗轮
1
轮芯:HT250
轮缘:锌基合金
装配图GQ30/32
GQ30/32-00
产品号
数量
重量
比例
标记
处数
文件号
签字
日期
材料
1
1:2
设计
工艺审查
制图
标准审查
共5张
第2张
校对
批准
焦作市开泰电力设备制造有限责任公司
审定
日期
序号
图号(国标)
名称
数
量
材料
重量
备注
单件
总计
55
GQ-30/32-21
传力销
2
45#
56
39
GB93-87
弹簧垫圈10
4
40
电机
1
41
GQ-30/32-14
支承座
1
HT250
42
GB70-85
内六角螺钉
4
M10×25
43
GB3452.1
O型胶圈
1
Φ95×Φ3.55
44
GB9877.1-88
骨架油封
1
Φ75×Φ55×12
45
GB301-84
推力球轴承8111
1
46
GQ-30/32-15
过渡节
1
45#
47
GQ-30/32-16
支承法兰
1
HT250
48
GB70-85
内六角螺钉
4
M10×25
49
GB/T307.3
轴承6210
1
50
GQ-30/32-17
距离套
1
钢管25-68×7
51
GQ-30/32-18
蜗轮轴
1
45#
52
GB1096
平键
1
5×10
53
GQ-30/32-19
锥齿轮
1
45#
54
GQ-30/32-20
序号
图号(国标)
名称
数
量
材料
重量
备注
单件
总计
1
GQ-30/32-01
箱体
1
HT250
2
GB70-85
内六角圆柱头螺钉
4
M6×18
3
4
GQ-30/32-02
支承套
1
ZG270-500
5
GB893.1
O型胶圈
1
橡胶
Φ61×3.55
6
GQ-30/32-03
透盖
1
ZL102
7
GB9877.1-88
骨架油封
1
GQ-30/32-24-07
大挂销
1
Q235-A
60
GB3452.1
O型胶圈
1
Φ145×3.55
61
GB5782
外六角螺栓
6
M8×20
62
GB93-87
弹簧垫圈Φ8
6
63
GQ-30/32-25
透盖
1
HT250
64
GB3452.1
O型胶圈
2
Φ95×2.65
65
GQ-30/32-26
传力套
1
ZG270-500
碟形弹簧
8
Φ40×Φ20.4×2.2
15
GQ-30/32-06
垫圈
2
钢管25-30×6
16
GB70-85
内六角螺钉
4
M6×12
17
GB278-89
轴承304
1
18
GQ-30/32-07
垫圈
1
钢管25-30×6
19
GB893.1-86
孔用弹性挡圈52
1
20
GB1972-80
碟形弹簧
10
Φ40×Φ20.4×1.5
Φ25×Φ12×10
8
GB893.1-86
弹性挡圈25
1
9
GQ-30/32-04
压花螺帽
1
ZL102
10
GQ-30/32-05
标牌
1
板LF2-Y-1.0
GB3880-83
11
GB827-86
标牌铆钉
2
Φ2×4
12
GB91-86
开口销
1
3×30
13
GB6178-86
六角开槽螺母
1
M16
14
GB1972-80
GQ30/32-00
产品号
数量
重量
比例
标记
处数
文件号
签字
日期
材料
1
1:2
设计
工艺审查
制图
标准审查
共5张
第1张
校对
批准
焦作市开泰电力设备制造有限责任公司
审定
日期
序号
图号(国标)
名称
数
量
材料
重量
备注
单件
总计
28
GB97.1-86
垫
1
Φ24×Φ12×2
29
GQ-30/32-10
曲拐
1
ZG45
30
GB879-86
平键
1
4×4×19
85
GQ-30/32-36
小锥齿轮
1
45#
86
GQ-30/32-37
小调整垫
1
粉末冶金
87
2
Q235
GQ-30/32-24-03
扭簧
1
碳素弹簧钢丝
GQ-30/32-24-04
直立杆
1
锌基合金
GB1175-1997
GB119
圆柱销
1
Φ2.5×18
GQ-30/32-24-05
支承轴
1
45#
GQ-30/32-24-06
框架
1
ZG270-500
GB91
开口销
1
Φ2×12
GB882
销轴
1
Φ5×28
66
GQ-30/32-27
手轮组件
1
GQ-30/32-27-01
手柄
6
Q235-A
GQ-30/32-27-02
手轮体
1
ZG270-500
GQ-30/32-27-03
加强圈
1
Q235-A
装配图GQ30/32
GQ30/32-00
产品号
数量
重量
比例
标记
处数
文件号
签字
日期
材料
1
1:2
设计
工艺审查
制图
标准审查
GQ-30/32-22
离合器体
1
ZG270-500
57
GB70-85
内六角螺钉
2
M4×10
58