带式输送机基于PLC控制系统的设计
【2017年整理】带式输送机基于PLC控制系统的设计

【2017年整理】带式输送机基于PLC控制系统的设计湖南机电职业技术学院毕业设计任务书课题名称: 带式输送机基于PLC控制系统的设计专业: 学生班级:学生姓名:同组学生: 指导教师:x x x 学院二O一年月一、课题概要带式输送机是一种广泛应用于工业的传输设备,对其进行自动化的改造无疑将提高工业生产的效率和安全性并且将大大的节约人力资源。
因其意义重大,对带式输送机的改造是多方面的而本文将主要介绍的是:基于西门子PLC的带式输送机多速度控制系统的设计。
该系统的设计包括硬件设计和软件设计。
其中硬件设计包括西门子PLC、变频器、异步电动机的外部电路的设计与安装;软件部分包括程序的设计与调试。
所设计系统最终能够通过PLC与变频器实现以下功能:(1)能对物品进行运送,速度可根据两物品之间的距离自动变换防止传送物品之间发生碰撞;(2)能够实现故障报警、状态指示、带式输送机带负载软启动等;(3)能够实现手动与自动状态切换,方便维护。
该系统主要运用了西门子PLC、传感器、继电器、变频器等器件,利用PLC良好的自动控制性能,实现流水线带式输送机传送过程的无人控制。
二、设计任务与要求1.控制要求(1) 按动启动按钮后,电动机3启动,金属板在带式输送机上向图中所示方向输送,其位置由接近开关检测;(2) 当金属板到达两带式输送机邻接处时传感器3接受到信号,启动电动机2;(3) 当传感器2接受到信号时,启动电动机1;(4) 当金属板离开电动机2拖动的带式输送机进入电动机1拖动的带式输送机时,传感器2的信号消失,此时启动定时器T,定时2s后控制电动机2停止; 1(5) 传感器1接受到信号,指挥下一级的机构动作(可不考虑); (6) 当金属板离开电动机1拖动的带式输送机后,传感器1的信号消失,此时启动定时器T,定时2s后控制电动机1停止。
22(系统操作可实现单循环,自动循环功能。
3(设计PLC(PLC(单片机))的控制系统和输入/输出信号调理电路及功率驱动电路原理图。
基于PLC的传送带控制系统设计
基于PLC的传送带控制系统设计概述传送带是工业生产中常见的运输设备,用于将物料从一个地方转移到另一个地方。
为了实现传送带的安全高效运行,需要设计一个可靠的控制系统。
本文将介绍基于PLC(可编程逻辑控制器)的传送带控制系统设计,包括硬件选型、软件设计和控制逻辑。
硬件设计PLC选型选择适合的PLC对于控制系统的设计至关重要。
在选择PLC时,需要考虑以下因素:•输入输出点数:根据传送带的需要确定所需的输入输出点数,包括传感器、执行元件等。
•处理能力:PLC的处理能力需要满足传送带控制的要求,包括响应速度、运算能力等。
•扩展性:如果未来有扩展需求,需要选择具有扩展接口的PLC。
传感器和执行元件为了实现对传送带的有效控制,需要选择适合的传感器和执行元件:•光电传感器:用于检测物料的到达和离开,可以通过监测物料的光电信号来确定物料的位置和运行状态。
•编码器:用于监测传送带的位置和速度,可以实时反馈传送带的状态。
•电动机:用于驱动传送带的运行,可以根据控制信号调整传送带的速度和方向。
软件设计编程语言选择PLC通常支持多种编程语言,包括Ladder Diagram(梯形图)、Structured Text(结构化文本)等。
根据实际需要选择合适的编程语言,以实现控制逻辑。
控制逻辑设计传送带的控制逻辑包括以下几个方面:•启动和停止控制:根据输入信号判断传送带是否需要启动或停止,同时控制电动机的开启和关闭。
•速度和方向控制:根据设置的速度和方向信号,调整电动机的转速和传送带的运行方向。
•故障检测和保护:监测传感器和执行元件的状态,及时发现故障并采取保护措施,例如停止传送带或报警。
控制系统实现硬件连接根据PLC和传感器、执行元件的接口要求,进行硬件连接。
确保输入信号和输出信号正确连接到PLC的相应接口。
软件编程根据控制逻辑设计,使用选择的编程语言编写PLC程序。
在编程过程中,需要充分考虑系统的实时性和稳定性,确保程序的可靠性。
基于PLC的生产线输送带控制系统设计设计
摘要目前,输送带系统在工业的各个领域有着广泛的应用。
其结构简单、运行平稳、运转可靠、能耗低、对环境污染小、便于集中控制和实现自动化、管理维护方便,在连续装载条件下可实现连续运输。
对于输送带的控制,它的控制形式也多种多样,它可以由单片机,PLC,以及计算机来控制,以前都采用接触继电器控制系统。
而接触继电器控制系统接线复杂、抗干扰能力差,易因接触不良而造成故障,而且功能扩展性差。
PLC 因其可靠性高、功能完善而越来越受到企业的青睐,传统的接触继电器控制系统已逐步为PLC所取代。
根据所学知识和文献资料对基于PLC的生产线输送带控制系统设计所采用的方法是PLC集中控制的办法,利用PLC内部存储来执行逻辑运算、顺序控制、定时、计数和算术运算等操作,并采用数字量,模拟量的输入和输出来完成控制过程,从而实现对传送带的智能控制。
而且PLC能把计算机的许多功能和继电控制系统结合起来,使PLC和组态控制软件的联系更加紧密,使其模拟量控制、位置控制控制等使其远程通信功能更加完善。
因此本次设计选择了用PLC来控制输送带的整个运行过程,利用PLC简单可视化的程序,实现自动控制的目的。
PLC的运用使得系统的电路变得简明清楚,而且十分便于日后的运行维护带式输送机。
关键词:PLC;输送带;集中控制Design Of The Conveyor Belt Control System For Productionline Based on PLCAbstractAt present, belt conveyor system in the industrial areas in which there is a wide range of applications. Its simple structure, smooth running, run reliable, low energy consumption and environmental pollution on small, easy to focus on control and automation, and ease of maintenance, and management in a continuous load conditions for transport. Conveyor belt for the control, it has a variety of forms of control, it can be done by single-chip Phone, as well as computer, PLC, have in the past to control relay control system with touch. Contact with relay control system wiring complex, anti-interference ability is poor, vulnerable to failure and poor contact, and scalability. PLC due to its high reliability, and functionality has been more and more enterprises, traditional contact relay control system has been replaced by PLC for step-by-step.Based on the knowledge-based information and documentation of PLC conveyor belt production line control system design is the method used by the centralized control PLC approaches, using PLC internal storage to perform logical operations, sequence control, timer, counting and arithmetic operations, such as volume, and adopts the digital, and analog input and output to complete control over the process, the conveyor belt of intelligent control. But PLC to many of the features of the computer and relay control systems into one, so that group mentality and PLC control software, and more closely connected to the analog control, position control, and control their remote communication is much more refined. Therefore this design choice PLC to control the use of the conveyor belt, used during the entire run PLC simple visualization of the process, the automatic control. Use the PLC The circuit makes the system more concise clear and 10 for easy future maintenance of the running belt conveyor.Keywords: PLC; conveyor belt; centralized control目录1 引言 (1)1.1 设计目的和意义 (1)1.2 国内外带式输送机技术现状及差距 (2)1.2.1 大型带式输送机的关键核心技术上的差距 (3)1.2.2 技术性能上差距 (4)1.2.3 控制系统上差距 (5)1.3 本文所做的工作 (5)2 基于PLC的生产线输送带控制系统方案设计 (6)2.1 胶带运输机 (6)2.1.1 胶带运输机的类型及适用条件 (6)2.1.2 胶带运输机结构 (6)2.2 方案比较 (7)2.3 方案确定 (8)2.3.1 设计任务 (9)2.3.2 系统设计思路 (10)3 基于PLC的生产线输送带控制系统硬件设计及选型 (12)3.1 可编程控制器PLC的选型 (12)3.1.1 PLC的组成结构 (12)3.1.2 PLC的工作原理 (13)3.1.3 机型的选择 (16)3.1.4 Siemens S7-200 介绍 (17)3.1.5 本设计的PLC配置 (18)3.1.5 本设计PLC的I/O配置及外围电路设计 (20)3.2 传感器选型 (22)3.2.1 光电传感器 (22)3.2.2 称重传感器 (22)3.2.2 跑偏开关 (24)3.3 被控装置的选择 (26)3.3.1 传送带电机 (26)3.3.2 电动推杆 (27)3.3.3 液压推杆 (29)3.3.4 滚筒电机 (30)4 基于PLC生产线输送带控制系统软件设计 (31)4.1 PLC程序设计 (31)4.1.1 编程软件介绍(STEP7 Micro/WIN) (31)4.1.2 软件编程分析及编程 (32)4.1.3 PLC编程 (32)4.2 上位机组态监控界面 (37)4.2.1 组态软件的系统构成及其简介 (37)4.2.4 系统方案的开发步骤 (39)4.2.5 系统组态界面 (40)5 系统仿真测试及结果 (42)5.1 传感器1#模块仿真 (42)5.2 传送带模块仿真 (43)5.3 称重比较模块仿真 (43)5.4 传感器2#模块仿真 (45)5.5 传感器3#模块仿真 (46)5.6 胶带跑偏保护和急停报警及报警复位 (47)5.7 系统运行指示 (48)5.8 仿真结果总分析 (48)6 结论与展望 (49)参考文献 (50)致谢 (51)1 引言1.1 设计目的和意义目前,输送带系统在工业的各个领域有着广泛的应用。
基于PLC的带式输送机电控系统设计

基于PLC的带式输送机电控系统设计我国经济建设已经取得了很大的成就,这直接推动着社会的进步和产业的发展,相应地,我国对各类矿产资源的消耗量也就越来越大。
在采矿生产行业中,带式输送机是一种非常重要的机械,旧有的传送机存在着很多弊端,例如传输功率过高,直接导致能耗较高的问题,这直接给其应用范围带来了严重限制,所以应该着手对整个系统进行改造。
运用plc技术进行改造之后,其工作效率大大提高,并且故障率也降低了,进而节约了很大一部分维修成本。
标签:带式输送机;电控系统;改造;变频带式传送机这种机械设备其自身具有很多优势,例如结构简便,运行稳定,其运转也比较安全可靠,并且不会产生对环境的污染,但目前来看,其自身存在着一系列限制因素,例如能耗过高等等,所以进行一定程度的改进才能更好地应用于散料运输工作之中。
当前来看,工业自动化的控制系统正在逐渐向PLC核心控制技术演变,并且有成为主流的趋势。
在煤矿生产使用的带式传送机中,其应用方向倾向于设备的检测和保护作用的发挥,这对于提高设备运行的自动化程度来说有着很大的意义。
一、输送机系统的具体改造要求就构成部分来说,带式传送机包括驱动、制动以及拉紧这三个部分。
(1)關于驱动部分驱动部分的改造要求如下:需要驱动部分采用可控的软启动系统。
如果电动机此时并无负载,就应该达到慢速,这样才能让电动机可以和主滚筒建立一个稳定的软启动拖动方式,这个功能的实现对于整个机械起到的作用非常大,其不仅仅可以让电动机的性能得到很大的改善,并且让负荷分布更加均衡,这样就能起到较好的保护效果。
但是在带式传送机中主要使用的颤动系统可以通过压力变化来对摩擦片进行作用。
如果使用PLC系统进行改造的话,就可以控制油压,通过软启动的方式来控制机械系统。
(2)关于制动部分采用机电液一体化盘式可控制动装置。
系统的制动靠制动盘与闸瓦之间的摩擦而产生。
通过PLC可编程控制器控制液压站向制动油缸中加压,调节闸瓦与制动盘之间的压力,使制动力矩可控,实现制动器的开、合和软制动,达到输送机停车平稳可靠和降低机械冲击的目的;(3)拉紧部分采用了液压油缸自动拉紧装置。
基于PLC的运输带控制系统设计

摘要PLC即可编程控制器(Programmable logic Controller),是指以计算机技术为基础的新型工业控制装置。
在1987年国际电工委员会(International Electrical Committee)颁布的PLC标准草案中对PLC做了如下定义:PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
20世纪80年代初,可编程控制器在先进工业国家中已获得广泛应用。
这个时期可编程控制器发展的特点是大规模、高速度、高性能、产品系列化。
这个阶段的另一个特点是世界上生产可编程控制器的国家日益增多,产量日益上升。
这标志着可编程控制器已步入成熟阶段。
20世纪末期,可编程控制器的发展特点是更加适应于现代工业的需要。
从控制规模上来说,这个时期发展了大型机和超小型机;从控制能力上来说,诞生了各种各样的特殊功能单元,用于压力、温度、转速、位移等各式各样的控制场合;从产品的配套能力来说,生产了各种人机界面单元、通信单元,使应用可编程控制器的工业控制设备的配套更加容易。
目前,可编程控制器在机械制造、石油化工、冶金钢铁、汽车、轻工业等领域的应用都得到了长足的发展。
本次设计选择了用PLC来控制皮带机的整个运行过程,PLC的运用使得系统的电路变得简明清楚,而且十分便于日后的运行维护,那么PLC究竟是什么呢?PLC在皮带机上面的应用,使的皮带机的控制机构变得简单,运行更加可靠,同时维修起来也是十分的简单方便。
目录第1章运输带控制发展 (3)1.1运输带在生产中的应用 (3)1.2PLC控制及发展 (3)1.3控制系统人机界面作用及发展 (4)第二章系统硬件设计 (5)2.1设计方案 (5)2.2控制电路设计 (5)2.3主电路设计 (6)第三章系统软件设计 (7)3.1PLC程序设计 (7)3.2触摸屏画面组态 (13)第四章系统调试与运行操作 (10)4.1调试过程 (16)4.2运行操作 (16)参考文献 (18)第1章运输带控制发展1.1运输带在生产中的应用目前PLC已经渗透到生活的各个方面,尤其是自动化控制。
基于PLC的传送带控制系统设计

基于PLC的传送带控制系统设计第一章:引言1.1 研究背景随着工业自动化的发展,传送带在各个行业中被广泛应用。
传送带控制系统是其中重要的组成部分,它通过精确的控制实现物品的运输和分拣,提高生产效率和质量。
PLC(可编程逻辑控制器)作为一种可编程电子系统,具备高性能和可靠性,逐渐成为控制传送带系统的首选。
1.2 研究目的和意义本文旨在设计一种基于PLC的传送带控制系统,通过对传送带的运行状态进行监测和控制,实现物品的准确分拣和运输。
这对于提高传送带系统的工作效率和减少人力成本具有重要意义。
同时,本文的研究成果可以为其他控制系统的设计和优化提供参考。
第二章:传送带的工作原理和要求2.1 传送带的工作原理传送带由电动机、驱动轮、输送带和支撑构架等部分组成。
电动机通过驱动轮带动输送带运行,物品通过传送带在不同工位之间进行传送。
传送带控制系统需要根据实际需求,对传送带的运行速度、方向和起停等进行准确控制。
2.2 传送带控制系统的要求传送带控制系统首先需要具备良好的稳定性和可靠性,能够长时间稳定运行。
其次,系统需要具备高度的灵活性和扩展性,能够适应不同工况和物品的运输需求。
还需要实现对传送带的自动监测和报警功能,及时发现和修复故障。
第三章:基于PLC的传送带控制系统设计3.1 系统结构设计基于PLC的传送带控制系统由PLC主控单元、输入输出模块、传感器和执行器组成。
PLC主控单元负责控制传送带的运行状态,输入输出模块用于与外界进行信号交互,传感器用于监测传送带的运行情况,执行器用于控制传送带的运行。
3.2 PLC程序设计PLC程序设计是传送带控制系统设计的核心。
根据控制需求,设计PLC程序实现传送带的控制逻辑。
程序需要根据传感器的信号进行判断,控制执行器的动作,精确控制传送带的运行速度、方向和起停等功能。
3.3 传感器选择和布置传感器是实现对传送带运行状态监测的重要组成部分。
本文选择xx型传感器,该传感器具有良好的稳定性和高度的灵敏度。
基于PLC的传送带控制系统设计

基于PLC的传送带控制系统设计第一章:引言1.1 研究背景传送带是工业生产中常用的一种输送装置,广泛应用于物流、制造业、矿山和港口等各个领域。
为了提高生产效率和操作安全性,设计一个高效可靠的传送带控制系统至关重要。
本章将介绍基于PLC的传送带控制系统设计的背景和意义。
1.2 研究目的本研究的目的是设计一个基于PLC的传送带控制系统,通过自动化控制实现传送带的启动、停止、速度调节、倾斜角度控制等功能。
同时,通过传感器和监控设备实时监测传送带的工作状态,并及时报警和记录异常情况,提高生产效率和安全性。
第二章:传送带控制系统的总体架构2.1 传送带控制系统概述传送带控制系统由传送带本体、传感器、PLC控制器、人机界面和监控设备等组成。
其中,PLC控制器作为核心部件负责接收传感器信号并根据设定的逻辑和算法实现对传送带的控制。
2.2 传送带控制系统的工作流程本节将详细介绍传送带控制系统的工作流程,包括传感器信号采集、PLC控制算法实现、控制指令发送和监控设备数据处理等环节,以及各环节之间的数据流动和逻辑关系。
第三章:传送带控制系统的详细设计3.1 传感器信号采集为了实现对传送带的状态监测和控制,需要采集传感器的信号,包括传送带的速度、倾斜角度、工作温度等信息。
本节将介绍常用的传感器类型和其工作原理,并设计合适的信号采集电路进行数据获取。
3.2 PLC控制算法实现PLC控制器负责接收传感器信号并进行逻辑判断和控制指令生成。
本节将详细阐述传送带控制的算法设计,包括启动和停止控制、速度调节、倾斜角度控制和异常情况处理等。
3.3 控制指令发送PLC控制器通过各类输出模块将控制指令发送给传送带的电机、液压装置等执行机构。
本节将设计合适的接口电路和通信协议实现可靠的指令传输。
3.4 监控设备数据处理监控设备负责实时监测传送带的工作状态,并及时报警和记录异常情况。
本节将介绍监控设备的选型和接口设计,以及数据处理算法的实现。
基于PLC煤矿带式输送机控制系统设计
甲
图 2 自动/ 手 动切 换 图
2 . 2 软 件设 计
2 . 2 . 1 利用 S T E P 7 V 5 . 4进 行 模块 化 线 性 组 态 , 在 HW— C o n i f g中硬 件 组 态 , 在 C P 3 4 3 — 1中 网络 配
置, I P地址 配 置 1 9 2 . 1 6 8 . 1 . 1 0和 1 9 2 . 1 6 8 . 1 . 1 5,
一
Q B 6 9发送给变频和 E T 2 0 0 M.
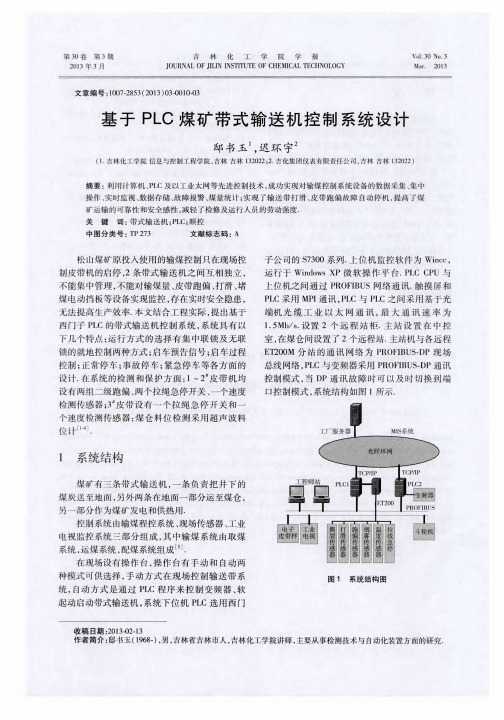
系 统采 用西 门子 具有 MP I 和P R O F I B U S两 个
首先 进行 初 始 化 ( O B 1 0 0 ) , 把 输 煤 带 运 输 及
接 口的 C P U 3 1 5 - 2 D P作为主控制器 , 配有 以太 网 卡C P 3 4 3 . 1与 M I S主 网通讯 , 供 调度 监控 . 根据 I / , O点数 配置 开入 模块 ( 3 2点 , 2 4 V D C) 6个 , 开 出模 块( 3 2点 , 2 4 V D C ) 3个 , 模 拟量输 入 模 块 ( 8路 , 多 种 信号 ) 1个 , 模 拟 量输 出 模 块 1个 , I 1 / O模 件 到 现场 2 8 8 点均有指示灯 , 当现场输入触点闭合或 输 出接 通时 , 该 指示灯 亮 , 所有 输 出模 件都 有熔 断 器, 还安 装一 个熔 丝熔 断 指示 器 . 所有开关量 I / O 通道有隔离装置 , 它能在该 O模件对现场接线 和对其它 I / 0 模件之 间提供 1 5 0 0 V以上 的有效 隔离值 , 现场与控制室 间传输信号应采用 2 2 0 V 继 电器 隔离 . 当负 荷 电 流 的需 要 量 高 于 输 出模 件 里 的输 出触 点 的 额 定 电 流 时 , 设 置 中 间 继 电 器 ( O MR O N, 2 2 0 V I O A) 来处 理 高负 荷要 求值 . 输送 带 控制 采 用 大 倾 角 、 长 距 离 输 送 原 煤 的 新 型带式 输 送机 , 运用 动 态分 析技 术 、 中 间驱动 与 智 能化 控 制 等 技 术 , 实 现用 变 频 、 软启动 、 制 动 装 置及 以 P L C为核 心 的可 编 程 电控 装 置 . 电机 根 据 系统的要求选择 Y系列三相异步电动机. 电动机 的定子 饶 阻 为 △ 接 法 , 采 用 B级 绝 缘 , 采 用 全 压 启 动. 主要参 数如 表 1 、 2 .
基于PLC控制皮带运输机的设计
基于PLC控制皮带运输机的设计摘要:皮带运输机作为一种常见的连续运输物料的机械,广泛应用在工业生产,尤其是矿业生产中。
在皮带运输机运行过程中,可能会出现各种故障——如跑偏、撕裂、堆煤、打滑和过热等,这些故障可能给实际生产带来各种经济上、甚至人身安全上的损失,小的故障也可能影响生产的连续性。
因此及时发现这些故障十分重要。
本文研究设计了基于PLC的皮带运输机控制系统,对该控制系统的功能进行了详细的分析。
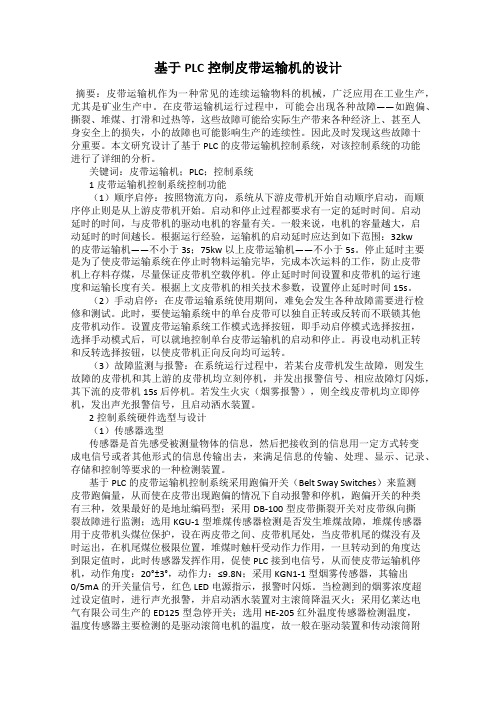
关键词:皮带运输机;PLC;控制系统1皮带运输机控制系统控制功能(1)顺序启停:按照物流方向,系统从下游皮带机开始自动顺序启动,而顺序停止则是从上游皮带机开始。
启动和停止过程都要求有一定的延时时间。
启动延时的时间,与皮带机的驱动电机的容量有关。
一般来说,电机的容量越大,启动延时的时间越长。
根据运行经验,运输机的启动延时应达到如下范围:32kw的皮带运输机——不小于3s;75kw以上皮带运输机——不小于5s。
停止延时主要是为了使皮带运输系统在停止时物料运输完毕,完成本次运料的工作,防止皮带机上存料存煤,尽量保证皮带机空载停机。
停止延时时间设置和皮带机的运行速度和运输长度有关。
根据上文皮带机的相关技术参数,设置停止延时时间15s。
(2)手动启停:在皮带运输系统使用期间,难免会发生各种故障需要进行检修和测试。
此时,要使运输系统中的单台皮带可以独自正转或反转而不联锁其他皮带机动作。
设置皮带运输系统工作模式选择按钮,即手动启停模式选择按扭,选择手动模式后,可以就地控制单台皮带运输机的启动和停止。
再设电动机正转和反转选择按钮,以使皮带机正向反向均可运转。
(3)故障监测与报警:在系统运行过程中,若某台皮带机发生故障,则发生故障的皮带机和其上游的皮带机均立刻停机,并发出报警信号、相应故障灯闪烁,其下流的皮带机15s后停机。
若发生火灾(烟雾报警),则全线皮带机均立即停机,发出声光报警信号,且启动洒水装置。
2控制系统硬件选型与设计(1)传感器选型传感器是首先感受被测量物体的信息,然后把接收到的信息用一定方式转变成电信号或者其他形式的信息传输出去,来满足信息的传输、处理、显示、记录、存储和控制等要求的一种检测装置。
基于plc的皮带运输控制系统毕业设计
基于plc的皮带运输控制系统毕业设计一、选题背景皮带运输控制系统是工业自动化中常用的一种控制系统,它可以实现对物料在生产过程中的运输和流程的自动化控制。
随着工业自动化技术的不断发展,越来越多的企业开始采用皮带运输控制系统来提高生产效率和产品质量。
本文将介绍基于PLC的皮带运输控制系统设计方案,包括系统架构、硬件设计、软件设计等内容。
二、系统架构皮带运输控制系统主要由以下几个部分组成:1. 传感器模块:包括温度传感器、压力传感器等,用于检测物料在运输过程中的各种参数。
2. PLC控制模块:负责接收传感器模块采集到的数据,并根据预设的逻辑进行处理和判断,从而实现对皮带运输过程中各个环节的自动化控制。
3. 人机界面模块:提供给操作员一个直观、友好的界面,用于监视和调整整个系统的工作状态。
4. 通信模块:负责与其他设备进行通信,如与上位机通信以实现远程监测和控制。
三、硬件设计1. 传感器模块:根据需要选择不同类型的传感器,如温度传感器、压力传感器等,并将它们连接到PLC的输入口。
2. PLC控制模块:选择适合系统需求的PLC型号,并根据系统架构设计PLC程序,实现对皮带运输过程中各个环节的自动化控制。
3. 人机界面模块:选择适合系统需求的触摸屏或显示屏,并通过编程实现与PLC之间的通信,以实现对整个系统的监视和调整。
4. 通信模块:选择适合系统需求的通信设备,如RS232、RS485等,并通过编程实现与上位机之间的通信,以实现远程监测和控制。
四、软件设计1. PLC程序设计:根据系统架构设计PLC程序,实现对皮带运输过程中各个环节的自动化控制。
具体包括传感器数据采集、数据处理和判断、输出控制信号等功能。
2. 人机界面程序设计:通过编程实现与PLC之间的通信,以实现对整个系统的监视和调整。
具体包括显示当前工作状态、设定参数等功能。
3. 上位机程序设计:通过编程实现与通信模块之间的通信,以实现远程监测和控制。
毕业设计基于三菱PLC控制传送带的系统设计
毕业设计-基于三菱PLC控制传送带的系统设计毕业设计(论文)题目基于三菱PLC控制传送带的系统设计系别专业年级班别学生名字学号指导老师毕业设计(论文)成绩评定:指导教师评语:评分:指导教师:(签名)年月日目录摘要 (3)1 引言 (3)1.1传送带控制系统的发展概述 (4)1.1.1我国传送机的发展 (4)1.1.2国内传送带输送机的发展发展趋势 (4)1.2总体方案说明 (5)2 传送带控制系统设计及PLC的选取 (5)2.1 PLC的选取及介绍 (6)2.1.1三菱FX2N PLC的主要特点 (6)2.1.2 PLC的性能指标和分类 (6)2.2总体方案确定 (7)2.3传感器选择与设计 (8)2.3.1光电开关的原理 (8)2.3.2数码显示部分设计 (10)2.3.3具体系统工作流程 (11)3 传送带输送工作梯形图 (11)4 全文总结 (13)参考文献 (14)基于三菱PLC控制传送带的系统设计李锦泉[摘要] 为了适应现代自动化传送的要求,PLC控制逐渐取代继电接触器控制成为传送控制的主要环节,使控制系统更加安全、迅速、可靠。
PLC的推广应用在我国得到迅猛的发展,它已经广泛应用在各种机械设备和生产过程的电气控制装置中。
基于PLC的控制原理,运用三菱公司的FX2N系列PLC来实现对工业生产常用的传送带运动的控制。
本文介绍了传送带系统的基本结构、系统各部分的功能及系统PLC的控制原理,并以光电传感器实现了对传送带的控制,达到预期控制效果。
证明该系统具有较好的自动运行、检测和装载功能,提高了传送带的性能与效率,大大的节约人员劳动力。
关键词:传送带; PLC控制;光电传感器;1.引言随着经济的快速发展, 企业竞争越来越激烈,为提高效率、降低生产成本, 传送带得到了广泛的应用。
传送带广泛应用于工业生产系统。
传送带的应用不仅节约了劳动力, 提高了生产效率, 而且降低了生产成本, 在工业生产中发挥了巨大的作用。
基于PLC的传送带控制系统设计说明
毕业设计(论文)题目基于PLC的传送带控制系统设计目录摘要- 2 -第一章前言- 3 -1.1 传送带控制系统的背景- 3 -1.2 课程设计的目的- 4 -第二章概述- 6 -2.1 PLC的起源- 6 -2.2 可编程控制器的介绍- 6 -2.3 PLC的基本结构- 8 -2.4 PLC的功能- 9 -2.5 PLC与单片机的区别- 9 -2.6 带式输送机应用的行业与国的现状- 10 -第三章传送带控制系统的硬件设计- 12 -3.1系统控制分析- 12 -3.2 四节传送带的模拟实验面板图- 14 -3.3 PLC的选型- 15 -3.4 电动机接线图- 15 -3.5控制系统构成- 16 -第四章传送带控制系统的软件设计- 17 -4.1系统程序设计- 18 -4.2 程序中所使用的元件与功能见表- 18 -4.3顺序功能图- 19 -4.4控制系统的I/O信号的名称与地址分配表- 21 -4.5 PLC I/O点对应的外部电路代号- 22 -4.6控制系统梯形图程序与程序与程序注释- 23 -4.7 PLC程序梯形图与用户定义符号表- 24 -4.8 PLC程序语句表:- 32 -第五章传送带调试与故障与维护- 36 -5.1传送带的调试- 36 -5.2传送带的常见故障与维护- 37 -5.2.1传送带跑偏故障原因与解决方法- 37 -5.2.2传送带撒料的处理- 39 -结论- 41 -参考文献- 42 -致- 44 -摘要PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电器控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场操作维修人员的技能与习惯,特别是PLC程序的编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程编制形象、直观、方便易学;调试与查错也都很方便。
基于PLC的皮带运输机电器控制系统设计.
XXXX职业技术学院学生毕业设计(毕业论文)系别:机电工程学院专业:机电一体化班级:机电XXX 学生姓名:学生学号:设计(论文)题目:皮带运输机电器控制系统设计指导教师:设计地点: XXXX职业技术学院起迄日期: 2013.09.08-2013.11.12专业机电一体化班级机电姓名 XXX一、课题名称:皮带运输机电器控制系统设计二、主要技术指标:1.延时开关延时时间为5s,使皮带运输机能够按间隔5s时间相继运行,间隔5s相继停止2.三菱FX2N PLC程序的设计,使皮带运输机能够自动循环的运行3.电路及电路保护的设计,使皮带运输机能够防止短路、过载等危险,安全运行三、工作内容和要求:1.了解市场皮带运输机的优缺点,明确设计方向及要点2.电路及保护电路的设计3.PLC程序设计4.皮带运输机电器系统的原理说明四、主要参考文献:1.王成福.可编程序控制器原理及应用[M].北京:北京机械工业出版社,20062.李景学.可编程序控制器应用系统设计及方法[M].北京:电子工业出版社,19953.陈新华.电工技术与可编程序控制器实践[M].北京:北京机械工业出版社,20024.余雷声.电气控制与PLC应用[M].北京:机械工业出版社,20015.三菱微型可编程控制器编程手册(手册) 2000年学生(签名)年月日指导教师(签名)年月日教研室主任(签名)年月日系主任(签名)年月日目录摘要 (1)0.绪论 (1)1.皮带运输机的研究与设计 (1)1.1 简介 (1)1.2 设计的内容 (2)1.3 设计的要求 (2)2.元器件的选择 (3)2.1 主元器件的选择 (3)2.2 电路保护元器件的选择 (4)3. PLC程序的设计 (7)3.1 PLC的简介 (7)3.2 I/O口的选择 (9)3.3 PLC程序的设计 (9)4.电路的设计 (10)4.1 电路保护的设计 (10)4.2 电路的设计 (11)5.系统工作原理说明书.................................. (12)结论与展望 (12)致谢信 (12)参考文献 (13)皮带运输机电器控制系统设计摘要:本设计是设计一种用于皮带运输机的PLC电气控制装置,其中使用了交流接触器、熔断器和热继电器等电气元件,在控制电路上加强了保护,增强了控制系统的安全性和便捷性。
基于S7-1200PLC的带式输送机自动控制系统设计

基于S7-1200PLC的带式输送机自动控制系统设计摘要:输送带在带式输送机中作为牵引及承载构件得到了广泛地应用,通过输送带的移动来实现的,实现高效输送物料的连续输送设备。
在现代工业不断发展,自动化水平不断提高的背景下,人们对生产过程的监控有了更多的需求。
S7-1200是西门子公司最新推出的一款可编程逻辑控制器(PLC),旨在满足各类用户对自动化控制任务的高精度和简单要求。
阐述带式输送机的工业应用及其发展趋势。
以西门子S7-1200PLC为例,搭建了保证带式输送机稳定工作的高效电气控制系统。
实际工程应用结果表明,本系统实现带式输送机自动控制,对带式输送机系统设备进行监测。
关键词:带式输送机;自动控制;S7-1200PLC引言带式输送机是一种广泛应用的运输设备,利用S7-1200PLC对带式输送机的智能控制系统进行设计。
本系统将PLC控制箱,视频监控等设备配置于带式输送机头部,对带式输送机作业过程中各项数据信息进行实时采集,及时发现作业过程中出现的问题并对故障进行检测和报警处理,还利用变频调速技术根据料流情况对带式输送机作业速度进行合理控制,从而有效减少能源消耗,使带式输送机实现无人值班,将蹲岗变成巡岗。
1系统控制要求通过西门子WinCC组态软件对现场输送机运行情况进行实时反馈,并与多种传感保护装置相配合最终组成带式输送机高效电气控制系统。
在现代工业不断发展,自动化水平不断提高的背景下,人们对生产过程的监控有了更多的需求。
该系统能够实时监测输送带跑偏检测设备,打滑检测设备,纵向撕裂防护设备,溜槽堵塞防护设备,料流检测设备,双向拉绳开关故障信号等,并通过控制驱动电机的起动,保护及停止等动作来实现自动化控制。
设计时充分考虑到可能存在的种种问题及解决办法,做到更完善、可靠。
现将具体条件限定如下。
(1)本实用新型提供一种输送带偏移检测设备。
如果皮带没有按规定时间纠偏至合适位置,表明输送带已经发生一定偏移。
基于PLC的带式输送线控制的设计
第一章绪论第一章绪论1.1可编程控制器的概述可编程控制器(PLC)是以计算机技术为核心的通用自动控制装置,在各行各业中得到了广泛的应用。
有着160年历史的西门子公司,同时作为自动化领域技术、标准与市场的领先者,以最先进的技术和产品,向用户提供具有先进、可靠的解决方案。
自从1996年提出崭新自动化理念——全集成自动化(TIA,Totally Integrated Automation)如何帮助广大的自动化工程师广泛深入地理解和掌握全集成自动化(TIA)的三个要素,即共同的通信、共同的组态与编程、共同的数据库。
可编程控制器是以微处理为基础的通用工业自动控制装置,被称为现代工业自动化的支柱之一。
人机界面是操作人员与PLC之间进行对话和相互作用的接口设备。
人机界面要用专用的组态软件组态,由于人机界面品种的日益丰富和功能的不断增强,学习和掌握组态软件的使用方法需要花费大量的时间,但目前基本还没有有关人机界面组态和应用的教材和书籍。
可编程控制器与以往那些基于文本的高级编程语言不同,它采用的是一种全新的梯形图和助记符号编程方式,即用形象的图形符号和连线代替一行一行的文本,这种编程的方式使用起来比较简单方便,特别是对继电器控制电路有所了解的技术人员来说,就更容易使用梯形图语言,这类软件一般采取强大的图形化语言编程,面向测试工程师,而不是面向专业程序员,编程非常方便,人机互交界面非常友好,具有强大的数据可视化分析和仪器控制能力。
无疑是最好的选择。
面向对象思想在可编程控制器领域的应用和发展,极大地发展了现代仪器的设计方法和技术。
相信不久的将来。
开发大型高度智能化的仪器也会像“搭积木”一样简单。
1.2 传感器技术的概述传感器是能感受规定的被测量并按照一定的规律转换成可用输出信号的器件和装置,随着现代科技技术的迅速发展,非电物理量的测试与控制技术已越来越广泛应用于航天、航空、船舶、冶金、化工、轻工、交通运输、机械制造常规武器、生物化学工程、自动检测与计量等各个领域,而且也在逐步引入人们的日常生活中间。
基于PLC的传送带控制系统设计
基于PLC的传送带控制系统设计第一章:引言随着现代工业的快速发展,传送带在物料运输方面发挥着重要的作用。
为了提高生产效率和安全性,传送带控制系统成为了关键的技术。
其中,基于可编程逻辑控制器(PLC)的传送带控制系统被广泛应用于各种行业。
本文将介绍基于PLC的传送带控制系统的设计原理、硬件配置、软件编程以及性能优化等方面的内容,旨在为读者提供一种全面的设计指南。
第二章:设计原理2.1 传送带控制系统概述传送带控制系统用于控制传送带的运行状态,包括启停、速度调节、方向控制以及故障检测等。
通过PLC的集成设计,可以实现对传送带的全面控制。
2.2 控制策略设计传送带控制系统的主要控制策略包括手动控制、自动控制以及远程控制等。
根据具体的应用场景,设计合适的控制策略是确保传送带安全稳定运行的关键。
第三章:硬件配置3.1 传感器选择与布置通过传感器的检测,可以实现对物料的监测、定位以及故障检测等功能。
在传送带控制系统设计中,选择合适的传感器并合理布置是确保控制系统高效运行的基础。
3.2 PLC控制器选型PLC控制器是传送带控制系统的核心设备,其性能和功能直接影响整个控制系统的性能。
合理选择PLC控制器,并配备适当的输入输出模块,可以满足不同应用的需求。
3.3 电机控制器设计传送带的运行依赖于电机的驱动,因此电机控制器的设计在整个控制系统中占据着重要的地位。
选择合适的电机控制器,并进行恰当的配置和编程,可以实现传送带的平稳运行。
第四章:软件编程4.1 PLC编程设计PLC编程是设计控制系统的关键环节,需要根据具体的控制策略,利用PLC编程软件进行程序设计。
本章将介绍PLC编程的基本原理和常用的编程语言,以及在传送带控制系统中的应用。
4.2 状态监测与故障检测传送带控制系统需要实现对传送带的状态监测和故障检测。
通过合理设置检测程序,并编写相应的故障处理程序,可以提高控制系统对异常情况的响应能力。
第五章:性能优化5.1 传送带速度控制传送带的速度控制是提高生产效率的关键,通过PLC编程和配置合适的速度传感器,可以实现对传送带速度的精确控制。
基于PLC的变频器多点驱动带式输送机控制系统设计(自动化毕业设计)概要

基于PLC变频器的多点驱动带式输送机控制系统设计摘要多点驱动带式输送机控制系统主要由电机,变频器,减速机,驱动滚筒,传输带以及各种保护传感器等组成。
带式输送机在运行的过程中会受到各种因素的影响,从而使转速发生变化。
为了使系统稳定运行,多个驱动电机功率平衡,需要对带式输送机进行速度调节。
目前,电力电子技术迅猛发展,变频调速技术越来越成熟,逐渐的的成为当今社会不可或缺的应用技术。
通过对PLC编写程序,其能通过模拟输出来控制变频器的输出频率,进而来控制电动机的转速。
这些控制均是自动检测,自动完成的。
该方法主要通过程序来控制电动机的变频调速,从而实现了自动控制。
本文所研究的多点驱动带式输送机控制系统设计系统采用PLC来控制变频器调速,可编程控制器具有的通用性、灵活性等优点得到了充分发挥。
关键词:变频器,多点驱动,带式输送机,功率平衡,PLCThe belt conveyor with multiple drives based on transducer control system designAbstractMulti-point belt conveyor control system is mainly driven by the motor, soft start device, reducer, drive pulleys, transmission belts, and various protection sensors and other components. Conveyor running process will be subject to various factors, so that speed chang . To make the system stable operation, a plurality of drive motor power balance, the need for belt conveyor speed adjustment. At present, the speed of the motor is from relay control times development to today's speed is controlled by frequency converter. The most common is controlled by PLC, frequency converter to realize the speed of the motor control. The method mainly through program to control motor frequency control of motor speed, so as to realize the automatic control. In this paper, the study of ac motor speed control system of the advantages of high reliability, flexibility, generality, extensibility, through the switch input and output module of PLC to control frequency converter of multi-function input, realize speed of the motor and power balance .Keywords:transducer, multi-point drive, belt conveyor, power balance, PLC目录第一章绪论 (1)1.1 课题的提出 (1)1.2 课题的现实意义 (1)第二章关于变频器和多点驱动技术 (3)2.1 变频器 (3)2.1.1变频器的工作原理 (3)2.1.2变频调速系统控制方式 (4)2.2. 变频调速的优点 (4)2.3 使用多点驱动的原因 (5)2.4多点驱动的带式输送机的工作原理 (6)2.5 多点驱动带式输送机的结构及主要功能 (7)2.6 多点驱动技术的优点 (7)2.7 多点驱动技术的缺点 (8)第三章系统硬件设计 (9)3.1 控制系统的要求 (9)3.2 控制系统组成及功能 (9)3.3 控制方案 (10)3.4 控制过程 (10)3.4.1 过程分析 (10)3.4.2软启动 (11)3.5 硬件选用 (11)3.5.1 PLC选择 (11)3.5.2 变频器选择 (12)3.6 变频器参数设置 (12)3.7 输入输出接口含义 (12)3.8 输入输出接线图 (13)第四章控制系统的软件设计 (14)4.1 模拟量模块与PLC的通讯 (14)4.2 系统工作方式 (14)4.2.1正常起动 (14)4.2.2正常停车 (17)4.2.3紧急停车 (17)4.3 系统控制流程 (18)第五章结论 (19)参考文献 (20)谢辞 ................................................................................................... 错误!未定义书签。
基于PLC的运料传送带的控制系统设计
基于PLC的运料传送带的控制系统设计摘要针对中小型皮带运输机的控制系统采用继电器控制,致使生产效率低,生产成本高,企业的竞争能力差,本文利用三菱FX2N系列PLC控制皮带输煤机,有手动控制和自动控制两种控制方式,实现了软件与硬件相结合的控制方法,是皮带运输机自动化控制系统改善和提高的一条有效途径,用四条皮带运输机的传送系统,分别用四台电动机带动,具有较高的应用推广价值。
该系统用可编程序控制器(PLC)作为控制核心,结合电动装置、称重传感技术的自动运输。
在软件设计中,给出了程序流程图,并设计出梯形图程序,出现故障时可及时发出警报信息。
此外,研究了MCGS在皮带运输机控制系统中的应用。
利用组态软件MCGS设计了皮带运输机控制系统监控界面,进而为维修和故障诊断提供了多方面的可能性,充分提高了系统的工作效率。
关键词:三菱PLC,皮带输送机,自动化AbstractAccording to the control system of small and medium sized belt conveyor with relay control, resulting in low production efficiency, high production cost, the enterprise competition ability, this paper makes use of the MITSUBISHI FX2N series PLC control of belt conveyer, a manual control and automatic control two control mode, control method realizes the combination of software and hardware, is a belt conveyor an effective way to improve the automation control system, transmission system with four belt conveyer, respectively with four motor drive, has a higher application value. The system uses programmable logic controller (PLC) as the control core, and combines pneumatic technology, sensing technology and position control technology to control the automatic transportation of products on-site. In the software design, the program flow chart is given, and the ladder diagram program is designed. When the failure occurs, the alarm information can be sent out in time. In addition, the application of MCGS in the control system of belt conveyer is studied. The monitoring interface of belt conveyor control system is designed by using configuration software MCGS, which provides many possibilities for maintenance and fault diagnosis, and improves the working efficiency of the system.Key words: MITSUBISHI PLC, belt conveyor, automation目录1 总体方案设计 (1)1.1皮带运输机的结构 (1)1.2运输机的工作流程 (2)1.2.1 启动 (2)1.2.2 停止 (3)1.3系统的设计内容 (3)2 皮带运输机装置控制系统的硬件设计 (4)2.1可编程控制器(PLC)的选型 (4)2.2传感器的选择 (5)2.3电机选择 (5)2.4通信接口 (5)2.5触摸屏 (6)2.6中间继电器 (6)2.7热继电器 (6)2.8接触器 (7)3 皮带运输机软件以及调试设计 (7)3.1运输机软件的流程图框架 (7)3.2电机正反转程序设计 (8)3.3运行和调试 (11)3.4组态MCGS界面运行的设计 (11)3.4.1MCGS的简介 (11)3.4.2 建立MCGS组态画面 (11)结论 (17)致谢 (18)参考文献 (19)附录一PLC接线图 (20)附录二梯形图程序 (21)附录三输入/输出分配表 (30)本论文以矿用皮带机电气控制系统为研究对象,针对现有煤矿的需要,进行基于PLC的矿用皮带机电气控制系统的设计,使其达到高效率、高节能,高自动化的水平。
基于PLC西门子S7-200的带式输送机控制系统设计

基于PLC西门子S7-200的带式输送机控制系统设计李博【摘要】Belt conveyor is a conveyor belt driven by the driving roller, as a continuous conveying equipment, which is one of the main transport equipment in modern mines. In particular, the modern large-scale coal mines, coal transportation is mainly through the conveyor to complete. Conveyor is characterized by large transmission capacity, small power consumption, simple structure, strong adaptability to the material, easy to form water production line, so that the enterprise production process to achieve mechanization. Belt conveyor in coal mine and coal preparation plant plays a important role, under the background of enterprise development of coal mining mechanization, automation, automatic control operation of the conveyor belt is particularly important. In this paper, the design and programming of the conveyor system are carried out with the SIEMENS S7-200 programmable controller as an example.%带式输送机是一种由驱动滚筒带动的输送带,作为一种连续输送的设备,其是现代矿井的主要运输设备之一.尤其是现代化大型的煤矿,煤的运输主要通过输送机来完成.输送机的特点是输送能力大,功耗小,构造简单,对物料的适应性强,便于组成流水生产线,使企业生产过程实现机械化.带式输送机在煤矿及洗煤厂发挥着重要作用,在企业发展采煤机械化、自动化的背景下,带式输送机的自动控制运行显得尤为重要.本文以西门子S7-200可编控制器为例进行输送机系统的编程和设计.【期刊名称】《现代制造技术与装备》【年(卷),期】2015(000)006【总页数】2页(P21-22)【关键词】带式输送机;S7-200;可编控制器【作者】李博【作者单位】河南龙宇能源机电制修厂,商丘 476600【正文语种】中文以西门子S7-200可编控制器为控制系统的核心,结合若干监测传感器的配合应用,最终构成带式输送机的控制系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
湖南机电职业技术学院
毕业设计任务书
课题名称:带式输送机基于PLC控制系统的设计
专业:
学生班级:
学生姓名:
同组学生:
指导教师:
x x x 学院
二O一年月
一、课题概要
带式输送机是一种广泛应用于工业的传输设备,对其进行自动化的改造无疑将提高工业生产的效率和安全性并且将大大的节约人力资源。
因其意义重大,对带式输送机的改造是多方面的而本文将主要介绍的是:基于西门子PLC的带式输送机多速度控制系统的设计。
该系统的设计包括硬件设计和软件设计。
其中硬件设计包括西门子PLC、变频器、异步电动机的外部电路的设计与安装;软件部分包括程序的设计与调试。
所设计系统最终能够通过PLC与变频器实现以下功能:(1)能对物品进行运送,速度可根据两物品之间的距离自动变换防止传送物品之间发生碰撞;(2)能够实现故障报警、状态指示、带式输送机带负载软启动等;(3)能够实现手动与自动状态切换,方便维护。
该系统主要运用了西门子PLC、传感器、继电器、变频器等器件,利用PLC良好的自动控制性能,实现流水线带式输送机传送过程的无人控制。
二、设计任务与要求
1.控制要求
(1)按动启动按钮后,电动机3启动,金属板在带式输送机上向图中所示方向输送,其位置由接近开关检测;
(2)当金属板到达两带式输送机邻接处时传感器3接受到信号,启动电动机2;
(3)当传感器2接受到信号时,启动电动机1;
(4)当金属板离开电动机2拖动的带式输送机进入电动机1拖动的带式输送机时,传感器2的信号消失,此时启动定时器T1,定时2s后控制电动机2停止;
(5)传感器1接受到信号,指挥下一级的机构动作(可不考虑);
(6)当金属板离开电动机1拖动的带式输送机后,传感器1的信号消失,此时启动定时器T2,定时2s后控制电动机1停止。
2.系统操作可实现单循环,自动循环功能。
3.设计PLC(PLC(单片机))的控制系统和输入/输出信号调理电路及功率驱动电路原理图。
4.设计控制系统程序流程图并用汇编语言编写程序。
5.设计操作台面板布置示意图。
6.编写设计说明书和使用说明书。
7.在满足控制要求的前提下,力求控制系统简单,经济。
三、附件及参考资料
(一)附件
带式输送机控制示意图:
四、参考资料
[1] 王永华.现代电气控制及PLC应用技术[M].北京:北京航空航天大学出版社,2008.
[2] 臧克茂马晓军.装甲车辆电气传动系统及其设计[M].北京:国防工业出版社,2004.
[3] 范永胜王岷.电气控制与PLC应用[M].北京:中国电力出版社,2004..
[4] 汪志峰.可编程序控制器原理与应用[M].西安:西安电子科技大学出版社,2004.
[5] 曲波肖圣兵吕建平.工业常用传感器选型指南[M].北京:清华大学出版社,2002.
[6] 王庭友.可编程控制器原理及应用[M].北京:国防工业出版社,2005.
[7] 余成波胡新宇赵勇.传感器与自动检测技术[M].北京:高等教育出版社,2005.
[8] 丁轲轲.自动测量技术[M].北京:中国电力出版社,2004.。