实木餐桌椅生产流程表
实木家具的主要生产工艺流程

实木家具工艺流程下面我将说下现代工艺制作实木家具的工艺流程及选购实木家具应该注意的一些细节上的问题。
声明:本人发布的,仅为个人的一些心得及观点。
如果有不到之处请指出。
家具的制作流程购进原木---开料---烘干---下料---拼板---下料---画线---开榫、打眼、开槽----组装---油漆---包装---出厂其中施工工序分为三大类:1:机械包括开料---烘干---下料---拼板---下料---画线---开榫、打眼、开槽2:组装这里就是组装组装这一工序看起来比较简单,一个家具的好坏都在这里了,所以这里是要求最细注意的地方最多的。
3:油漆包括打磨--------------刷底色----上腻子----喷漆--------敲打----面漆1 11 11----这道工序重复2--3次----1下面我们详细讲解组装这道环节:组装一种家具产品的时候,一般是先拿到家具的结构图,然后机械组发下来该家具的整体半成品材料。
接下来就是组装,组装的时候,一般遇到单根材料上面有大节疤、材料有扭曲现象,一般都属于不合格的材料,在组装过程的时候一般选择废弃。
选好合格的组件材料进行组装。
实木家具组装的时候,榫头一般都需要倒角,倒角的目地是为了降低在组装过程中撑破打眼的木料,当全部按照各个不见组装好之后,接下来就效正柜子是否有不平行,不对角。
(专业术语:不平行=“qiao”不对角=不方正)然后效正之后,在榫眼结合处用钻打个小空,用木xiao 固定一下,(专业术语“木xiao”可以解释为木钉一般木xiao 所使用的材料是竹子的,通常是毛竹,用斧头劈成)注:非专业人士不要去尝试劈木xiao 有手法的,不懂的千万别模仿宇欣古典家具工艺流程。
实木家具生产工艺流程

实木家具生产工艺流程实木家具生产工艺流程是指将原材料木材经过一系列的加工工序,最终制作成成品家具的过程。
下面是一般实木家具生产工艺流程的简要介绍。
第一步:原材料采购和准备首先需要根据产品设计要求选择合适的木材进行采购。
常见的实木家具所用的木材有橡木、松木、榉木等。
在选择木材时需要考虑到材质的稳定性、硬度和美观度等方面的因素。
采购好的木材进行裁切,按照设计要求切割成相应的尺寸。
第二步:木材干燥处理木材需要经过干燥处理以提高稳定性和防止变形。
木材通常通过常温干燥或者采用烘干机进行干燥处理。
常温干燥需要一定的时间,而烘干机则可以缩短干燥时间。
第三步:木材修整和打磨经过干燥处理后的木材进行修整,将木材上的毛刺、凹凸处修整平整。
然后进行打磨,使整个表面光滑。
第四步:组装和结构加固将各个木材组成家具的框架。
通过使用榫卯和螺丝等连接件将各个部件固定在一起。
在必要的位置加固结构,以增加家具的稳定性和耐用性。
第五步:上色和喷漆家具制作完成后,进行上色和喷漆。
上色是用颜色剂对木材进行上色处理,以增加家具的美观度。
然后进行喷漆,喷上保护漆,使家具表面更加光滑,增加耐用性。
第六步:组装配件和细节加工将家具的功能性配件和装饰性配件进行组装。
根据设计要求和客户需求加入相应的配件,如抽屉滑轨、玻璃门铰链等。
对家具的细节进行加工,如雕刻、镶嵌等,以增加家具的艺术价值和装饰效果。
第七步:质检和包装在产品出厂前,需要进行质量检验。
检查家具的结构稳定性、装配工艺和外观质量,确保产品符合标准要求。
检验合格后,对产品进行包装,保护家具的表面不受损坏和污染。
以上是一般实木家具生产工艺流程的简要介绍。
实木家具生产过程有很多细节需要注意,如设计、加工、组装、装配等环节,每个环节都需要专业知识和技术来保证产品的质量和效果。
实木家具作为高档家具的代表,制作工艺要求高,需要注重每一个环节的操作,以生产出高品质的实木家具。
家具生产流程

品质缺点
• • • • 柜类:两边不对称,滑槽滑轨结合不理想。 床类:不对称,孔深不正确,对称孔位不平行。 餐桌类:面板有开裂,不平,缝隙过大。 餐椅类:对角线相差3mm以上,高度相差10mm 以上。
27
4.油漆
• • • • • • • • • • 零号喷漆台 手工水积痕 壹号喷漆台 烘干十分钟 贰号喷漆台 烘干十分钟 叁号喷漆台 烘干四十分钟 肆号喷漆台 烘干四十分钟 吹灰,喷背色,喷点
5
胶水检测/实木脱胶测试
胶水检测:取两个空烧杯进行称量,记录完毕后,分别装上待 测胶和硬化剂。分别进行称量。经计算,可得出胶水比例。 实木脱胶测试: 1.把3块样品放入常温浸渍6小时 2.再把样品放入40±3℃烘箱中干燥18小时以上 3.检查胶线剥离情况 4.公式:开裂率(%)=样品两端胶线开裂总长度/样品两端脱胶 线总长度×100% 5.冷水浸泡试验标准 胶水开裂率不得大于10%,每条胶线开裂率不得超过1/3。 注:(胶水配方为1989/1993=100/15;样品3块(75mm);木 材含水率为9%以下)
上板115-120 下板130-135
布胶(g/m²) 压力(kg/cm²)
90-110 8-10
中密度 85-100 纤维板
实木
冷压 实木
140-200
时间(min ) 50-60
上板115-120 下板130-135
温度(℃) 常温
90-110
8-10
布胶(g/m²) 压力(kg/cm²) 90-110 8-10
7
含水率测定
选取待测薄片样材10g,用粉碎机压成粉后放入赛多 斯水分检测仪(MA150)中,一段时间后,经提示可 以读出含水率。一般要求含水率在6%-8%之间。
餐桌制作及工艺流程
餐桌制作及工艺流程
导言:
这份文档旨在介绍餐桌的制作及工艺流程。
通过本文档,您将了解到从设计到制作完成的整个过程。
1. 设计阶段:
- 确定餐桌的尺寸和形状,考虑到使用场景和空间需求。
- 选择适合的材料,如木材、金属、玻璃等。
- 确定餐桌的风格和外观设计。
- 使用计算机辅助设计软件制作餐桌的三维模型和图纸。
2. 材料准备:
- 购买所需的材料,确保材料质量和数量足够。
- 对木材进行加工,如切割、修整、打磨等。
- 对金属材料进行切割、焊接和打磨处理。
3. 制作过程:
- 根据设计图纸开始制作餐桌的框架结构。
- 针对框架进行加固和稳定处理。
- 制作桌面,并根据需求进行拼接和修整。
- 完成桌腿的制作,并与桌面连接。
4. 表面处理:
- 对餐桌进行上色或喷漆处理,增加表面的美观度和保护性能。
- 进行打磨处理,确保表面平整光滑。
5. 检查和调整:
- 对餐桌进行全面检查,确保结构稳固和装配正确。
- 如有需要,对桌面进行修整和调整。
- 检查所有连接和细节部分,确保没有松动和瑕疵。
6. 完成:
- 清洁餐桌表面,确保没有灰尘、污渍和残留物。
- 拍摄餐桌的照片,以备宣传和展示用途。
- 餐桌正式完工,并准备交付或安装在指定位置。
结论:
这份文档总结了餐桌制作及工艺流程的各个阶段,包括设计、
材料准备、制作过程、表面处理、检查和调整以及最终完成。
通过
这些步骤和流程,可以制作出高质量的餐桌,满足不同客户的需求和要求。
实木家具制作详细工艺流程
实木家具制作详细工艺流程第一步:设计与规划在制作实木家具之前,首先需要进行设计与规划。
设计师会根据客户的需求和要求,绘制出家具的草图和尺寸,并确定所需使用的实木材料。
同时,设计师还会考虑到家具的风格、结构和实用性,确保制作出的家具既美观又实用。
第二步:选材与切割在确定使用的实木材料和尺寸后,接下来就需要选材和切割。
选材是非常重要的一步,好的原材料是制作出高品质家具的基础。
木材的选择通常包括质地、色泽、纹路等因素。
然后,木材会被切割成相应的尺寸,以便后续的加工和连接。
第三步:加工与成型在加工与成型阶段,木材会经过多道工序进行加工和成型。
这包括刨花板、开榫槽、修边、雕刻等工艺。
刨花板主要是为了去掉木材表面不平整的部分,使其达到平滑的效果。
开榫槽则是为了后续的连接准备,使得家具的结构更加牢固。
修边可以使家具的边缘变得更加光滑,雕刻则是为了加强家具的装饰性。
第四步:拼接与组装这一步是制作实木家具一个非常关键的环节。
在拼接和组装阶段,各个零件会被精确地拼接在一起,形成成品家具的基本结构。
在拼接中,常用的连接方式有插榫、藏榫等。
组装则是指将拼接好的零件按照设计图纸进行组装,使用胶水、螺丝和其他连接材料使家具的各个部分相互牢固地连接在一起,以形成一个完整的家具。
第五步:表面处理与装饰在家具制作完成后,还需要进行表面处理与装饰。
家具的表面处理通常包括打磨、上色、上漆等过程。
打磨可以使家具表面更加光滑;上色可以使家具呈现出所需的颜色;上漆则可以保护家具表面,使其更加耐用。
此外,根据设计需求,还可以进行家具的装饰工艺,如贴面、烫金、雕花等,以增加家具的美观性和艺术性。
第六步:质检与包装在家具制作完成后,质检是必不可少的一步。
质检人员会对家具的各个部分进行检查,确保其质量和使用功能符合设计要求。
如果发现问题,需要进行修复或重新制作。
之后,家具会进行包装,以确保在运输和搬运过程中不受损坏。
包装通常采用泡沫箱、木箱等材料,以保护家具的完整性。
实木家具生产工艺流程 (2)

实木家具生产工艺流程一:备料1.板材干燥,将木材的含水率控制在8%~10%,没有干燥过的木材一般含水率在50%以上,干燥事后的木材不简单出现爆裂变形等现象。
2.均衡,把干燥过的木头自然搁置几日,让木材恢复均衡。
3.选料配料,木制品按其部位可分为表面用料、内部用料以及暗用料三种。
表面用料露在外面,如写字台的面、橱柜的可视部分等;内部用料指用在制品内部,如内档、底版等;暗用料指在正常使用状况下看不到的零零件,如抽屉导轨、包镶板、内衬条等。
选材时注意节疤、内裂、蓝变、朽木、端裂。
4.粗刨,给毛料板材定厚。
5.风剪,毛料板材修整长度。
下料按所需长度加长20mm。
6.修边,截去毛料板材上不可以用的毛边。
7.配板,木材配板选材分直纹、山纹,颜色搭配一致,配板宽度按所需宽度合理放余量。
选料时要把内裂、端裂、节疤、蓝变、朽木部分取下。
8.布胶,在木材之间平均布胶,胶的配比:固化剂(10 — 15 克 ) 、拼板胶( 100 克)的比,每次调胶500 克左右。
9.拼板,使用拼板机将木材进行拼装,拼板注意高低差、长短差、色差、节疤。
10.陈化,布胶达成的木材搁置 2 小时左右,让胶水凝结。
11.砂刨,刨去木材之间剩余的胶水,使木材板面无剩余胶水。
12.锯切定宽,用单片锯给木材定宽。
13.四周刨成型,依据需要的形状刨出木材。
14.养生,将木材自然搁置24 小时左右。
二:木匠1.宽砂定厚,按要求砂止切合加工要求的尺寸,机加达成后进行抛光砂,,粗砂一次砂,抛光砂一次砂。
2.精切,给毛料定长,加工过程中做到无崩茬、发黑,长与宽加工偏差不超出, 1 米以下对角线≤, 1 米以上板片对角线应≤1mm。
3.成型,依据图纸将木材加工成型。
加工时不同意有崩茬、毛刺、跳刀和发黑现象,加工的零件表面应圆滑、平坦、线型流利一致,加工前检查设施零件螺丝有无松动,模板能否安装规范,刀具能否装紧,加工过程中严禁顺刀进料,零件尺寸偏差不超出。
4.钻孔,按图纸的工艺要求钻孔,加工过程中做到无崩口、无刺现象,孔位加工偏差不得超出,产品要做到配套钻孔,常试装、勤检查,保证产品的质量。
桌椅的生产工艺流程
桌椅的生产工艺流程桌椅是我们日常生活中经常使用的家具之一,它们的生产工艺流程十分关键。
下面我将为大家简要介绍一下桌椅的生产工艺流程。
首先,桌椅的生产需要准备原材料。
一般桌椅的主要原材料有木材、金属和塑料。
木材是最常见的桌椅材料,主要包括桌面、椅背、腿部等。
金属主要用于支撑桌椅结构的支架和脚,而塑料一般用于做桌椅的椅面和连接件。
接下来,木材会经过切割和打磨等工艺处理。
首先,将木材按照规定的尺寸和形状进行切割,然后进行打磨,使其表面光滑且不易划伤。
打磨完成后,木材就可以进行下一步的加工。
与此同时,金属支架和脚的生产也同步进行。
金属材料经过切割、弯曲和焊接等工艺加工,制成相应的支架和脚。
这些金属零部件需要经过烘烤或者喷涂处理,增加其耐用性和美观度。
接下来,塑料材料的处理也开始了。
首先,将塑料投放到注塑机中加热熔化,然后注入模具中进行成型。
成型后的塑料零部件需要经过冷却和脱模处理,才能得到完整的塑料件。
随后,对这些准备工作完成的原材料进行装配。
首先,将木材的各个部位组合在一起,使用胶水或螺丝等连接件将其固定。
同时,金属零部件和塑料件也按照设计要求装配在一起。
在装配过程中,需要注意尺寸、角度和间距等关键要求,确保桌椅的稳定性和功能齐全。
最后,对装配完成的桌椅进行涂漆和包装。
涂漆可以增加桌椅的美观性和保护性,使其更加耐用。
包装是为了防止在运输和搬运过程中受到损坏,可以使用泡沫塑料或纸箱等材料包装。
总之,桌椅的生产工艺流程包括原材料准备、加工、装配、涂漆和包装等环节。
每个环节都需要精细操作和严格管理,确保生产出高质量的桌椅产品。
通过这些工艺流程的完善,我们才能获得舒适、耐用的桌椅,提升我们的生活品质。
课桌椅生产工艺流程
课桌椅生产工艺流程一、原材料准备在课桌椅生产工艺流程中,首先需要准备原材料。
常见的课桌椅原材料包括木材、金属、塑料等。
这些原材料需要经过采购和检验,确保质量符合要求,并且符合环保标准。
二、设计和制图在原材料准备完成后,需要进行课桌椅的设计和制图。
设计师根据客户需求和市场需求,结合人体工学原理,设计出符合人体工程学的课桌椅。
制图人员根据设计图纸,绘制出详细的制作工艺图和零件图,用于生产过程中的参考。
三、木材加工对于使用木材作为原材料的课桌椅,需要进行木材的加工处理。
首先,将原木进行锯切,将木材切割成所需的尺寸和形状。
然后,对木材进行修整,去除表面的毛刺和不平整。
最后,进行木材的打磨,使其表面光滑。
四、金属加工对于使用金属作为原材料的课桌椅,需要进行金属的加工处理。
首先,根据制图进行金属材料的切割。
然后,进行弯曲、冲孔、焊接等工艺操作,将金属材料加工成所需的形状和结构。
最后,进行表面处理,如喷涂、电镀等,增强金属的耐腐蚀性和美观度。
五、塑料加工对于使用塑料作为原材料的课桌椅,需要进行塑料的加工处理。
首先,将塑料颗粒加热熔化,然后通过注塑机将熔化的塑料注入模具中。
待塑料冷却凝固后,取出模具,得到所需的塑料零件。
最后,进行修整和打磨,使零件表面光滑。
六、组装在完成木材、金属或塑料的加工后,需要对课桌椅进行组装。
根据制图和工艺要求,将加工好的零部件进行组合。
通常包括连接木材的钉子、螺丝,连接金属的焊接等。
在组装过程中,需要保证零件的精确配合和稳固连接,以确保课桌椅的质量和使用寿命。
七、质量检验完成组装后,需要进行质量检验。
质量检验包括外观检查、尺寸检查、结构稳定性检测等。
确保课桌椅的外观完整、尺寸准确、结构稳固。
同时,还需要进行功能性测试,如调节功能、承重能力等的检测,确保课桌椅的性能符合要求。
八、包装和运输在质量检验合格后,对课桌椅进行包装和运输。
通常采用纸箱、泡沫板等包装材料,保护课桌椅免受损坏。
然后,将包装好的课桌椅运输到销售渠道或客户手中。
实木椅子生产工艺l流程

a实木由于其独具的自然纹理和质感,更能满足人们回归自然的心理而倍受青睐。
在现代实木椅子的生产中,已大量采用高新技术,能大批量、高品质地为市场提供产品,从一把实木椅子的品质上往往可看出一个实木家具厂的整体实力和生产水平。
本文从原材料、设备工艺、涂饰等方面就实木椅子的大批量、高品质的生产进行探讨。
一、原材料由于椅子受力的特殊性,用于制作高档实木椅子的材料与制作实木家具的材料要求有所不同。
一般质地较软的材料在实木家具上也用得上,只是透明涂饰的产品要注意纹理的美观,而用于制造实木椅子的材料,不仅要求纹理美丽(指透明涂饰),而且还要求质地坚硬,如泡桐木多用于制作柜体类家具而不用来制作椅子就是这个道理。
我国的明清家具,典型地体现了精湛的工艺价值、极高的艺术欣赏价值和珍贵的历史文化价值。
这不仅因为其制作工艺精良、细腻,还由于选料考究,品质优良,可见材料的选择十分重要。
我国木材种类繁多,其中材质优良,经济价值较高的有近千种,如山毛桦、水曲柳、核桃揪、黄被罗乃至名贵的花梨、紫檀等,其纹理、质地、色泽都具有特色,是制作椅子的上好材料。
木材是一种纤维素材料,它的体积和形状随其含水率的变化而变化,干缩湿胀的特性要求将木材干燥到一定含水率,和使用状况相平衡。
因此,原材料的干燥是制作实木家具必不可少的工序,是保证产品质量的前提。
在生产中,根据产品用料的具体要求,将原木锯解成一定规格的板料,采用较软的基准进行人工干燥;对于个别要求较高的产品,可以在干燥之前进行蒸煮及漂白,以消除木材中的一些内含物。
用于制作椅子的材料,宜干燥到含水率10%左右。
经过干燥后的木材不宜马上使用,须堆垛在通风良好的干材仓库中陈放4-7天,以便消除干燥时所产生的内应力,防止在制作过程中出现变形开裂。
二、配料在椅子生产中,配料工序十分重要,配料的水平不仅直接关系到产品的质量.同时也关系到出材率和劳动生产率。
在配料时必须注意:按设计要求选择材料,合理地确立加工余量,控制成材的含水率、正确选择配料的方式和加工方法等。
课桌椅生产工艺流程

课桌椅生产工艺流程
课桌椅生产工艺流程一般包括以下几个步骤:
1. 原材料准备:选择合适的木料、钢材、塑料等作为制作课桌椅的原材料,并按照设计要求进行切割等加工。
2. 组装工艺:根据设计图纸进行课桌椅的组装工艺,包括连接木板、安装桌腿、固定椅背、安装椅腿等。
3. 上漆涂装:对课桌椅进行上漆涂装,提高产品的表面光滑度和美观度,并增强其防潮、防腐性能。
4. 研磨抛光:对已经涂装的课桌椅进行研磨抛光,消除表面的凹凸不平,使其更加光滑。
5. 质检:进行课桌椅的质检工艺,对产品进行尺寸、结构、工艺等方面的检测,确保产品的质量符合标准。
6. 包装:对质检合格的课桌椅进行包装,采用适当的包装材料,保护产品不受损坏,并方便运输和销售。
7. 成品入库:将包装完好的课桌椅进行入库,等待出售或配送给客户。
需要注意的是,不同类型的课桌椅可能会有一些特殊的工艺流程,例如电脑课桌需要增加电线槽,可调节课桌椅需要加装螺杆等,具体的工艺流程会根据产品种类和设计要求有所变化。
实木餐桌制作过程
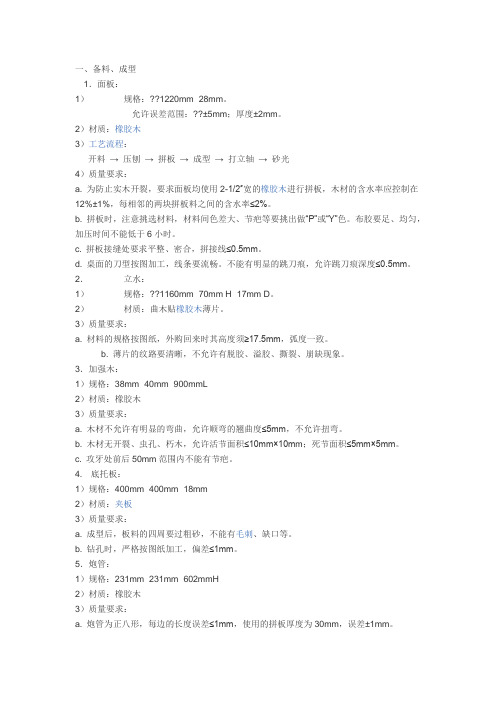
一、备料、成型1.面板:1)规格:??1220mm×28mm。
允许误差范围:??±5mm;厚度±2mm。
2)材质:橡胶木3)工艺流程:开料→ 压刨→ 拼板→ 成型→ 打立轴→ 砂光4)质量要求:a. 为防止实木开裂,要求面板均使用2-1/2″宽的橡胶木进行拼板,木材的含水率应控制在12%±1%,每相邻的两块拼板料之间的含水率≤2%。
b. 拼板时,注意挑选材料,材料间色差大、节疤等要挑出做“P”或“Y”色。
布胶要足、均匀,加压时间不能低于6小时。
c. 拼板接缝处要求平整、密合,拼接线≤0.5mm。
d. 桌面的刀型按图加工,线条要流畅。
不能有明显的跳刀痕,允许跳刀痕深度≤0.5mm。
2.立水:1)规格:??1160mm×70mm H×17mm D。
2)材质:曲木贴橡胶木薄片。
3)质量要求:a. 材料的规格按图纸,外购回来时其高度须≥17.5mm,弧度一致。
b. 薄片的纹路要清晰,不允许有脱胶、溢胶、撕裂、崩缺现象。
3.加强木:1)规格:38mm×40mm×900mmL2)材质:橡胶木3)质量要求:a. 木材不允许有明显的弯曲,允许顺弯的翘曲度≤5mm,不允许扭弯。
b. 木材无开裂、虫孔、朽木,允许活节面积≤10mm×10mm;死节面积≤5mm×5mm。
c. 攻牙处前后50mm范围内不能有节疤。
4. 底托板:1)规格:400mm×400mm×18mm2)材质:夹板3)质量要求:a. 成型后,板料的四周要过粗砂,不能有毛刺、缺口等。
b. 钻孔时,严格按图纸加工,偏差≤1mm。
5.炮管:1)规格:231mm×231mm×602mmH2)材质:橡胶木3)质量要求:a. 炮管为正八形,每边的长度误差≤1mm,使用的拼板厚度为30mm,误差±1mm。
b. 拼板时,按图纸角度进行加工,结合紧密,胶水布足。
实木餐桌椅生产流程表
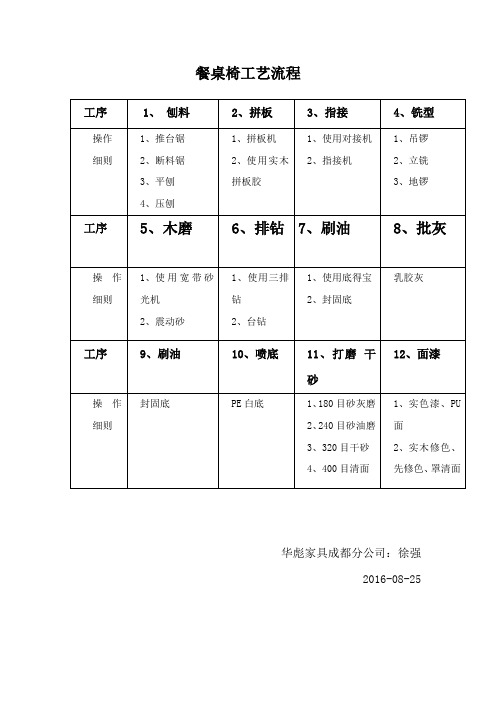
11、打E白底
1、180目砂灰磨
2、240目砂油磨
3、320目干砂
4、400目清面
1、实色漆、PU面
2、实木修色、先修色、罩清面
华彪家具成都分公司:徐强
2016-08-25
餐桌椅工艺流程
工序
1、刨料
2、拼板
3、指接
4、铣型
操作细则
1、推台锯
2、断料锯
3、平刨
4、压刨
1、拼板机
2、使用实木拼板胶
1、使用对接机
2、指接机
1、吊锣
2、立铣
3、地锣
工序
5、木磨
6、排钻
7、刷油
8、批灰
操作细则
1、使用宽带砂光机
2、震动砂
1、使用三排钻
2、台钻
1、使用底得宝
2、封固底
乳胶灰
工序
9、刷油
餐桌椅工艺流程工序1刨料2拼板3指接4铣型?操作细则1推台锯2断料锯3平刨4压刨1拼板机2使用实木拼板胶1使用对接机2指接机1吊锣2立铣3地锣工序5木磨6排钻7刷油8批灰5木磨6排钻7刷油8批灰?操作细则1使用宽带砂光机2震动砂1使用三排钻2台钻1使用底得宝2封固底乳胶灰工序9刷油10喷底11打磨干砂12面漆工序9刷油10喷底11打磨干砂12面漆?操作细则封固底pe白底1180目砂灰磨2240目砂油磨3320目干砂4400目清面1实色漆pu面2实木修色先修色罩清面华彪家具成都分公司