硬质合金刀具的型号、分类、用途
切削刀片硬质合金牌号及性能

通过对刀具的这三个角度进行综合优化,可以强化切削刃,同时使工件材料能从切削区自由流出,从而减小切削力,延长刀具寿命。
1460
93.0
91.5
90.5
适用于不锈钢、低合金钢的半精加工。
YM30
M30
14.5
2000
91.5
适用于耐热合金粗加工。
YG3X
YG3
K05
15.1
15.0
1300
1300
91.5
90.5
适用于铸铁、有色金属的精加工。
YM201
YG6X
K10
13.9
14.8
1600
1560
93.0
91.0
适用于铸铁、有色金属的精加工、半精加工、亦可用于锰钢、淬火钢加工。
1780
91.8
90.5
90.5
适用于钢、铸钢的精加工和半精加工,宜采用中等进给量,YS25专用于钢、铸钢的铣削加工。
YT5
P30
12.8
1570
89.5
适用于钢、铸钢的重切削加工,在作业条件不好的中、低速度大进给量粗加工。
YC45
P40
12.75
2250
90
适用于钢、铸钢的重力切削,可采用大切削用量,亦用于端面铣削。
切削刀片硬质合金牌号及性能:
牌号
相当于ISO分组代号
密度
g\cm3
抗弯强度
MPa
硬度
HRA
用途
YT15
YT05
P10
11.3
12.6
1300
1260
91
92.5
适用于钢、铸钢的精加工和半精加工,宜采用中等进给量和较高的切削速度。
硬质合金切削刀片牌号性能及用途
硬质合金切削刀片牌号性能及用途介绍YG3X:在钨钴合金中耐磨性最好,但冲击韧性较差,适于铸铁、有色金属及合金、淬火钢、合金钢小切屑断面高速精加工;YG6:耐磨性较高,但低于YG3,抗冲击和震动比YG3X为好,适于铸铁、有色金属及合金、非金属材料中等切削速度的半精加工和精加工;YG6X:属细颗粒碳化钨合金,其耐磨性较YG6高,使用强度近于YG6合金,适于加工冷硬合金铸铁与耐热合金钢,也适于普通铸铁的精加工;YG8:使用强度高,抗冲击、抗震性较YG6好,但耐磨性和允许的切削速度较低,适于铸铁、有色金属及合金、非金属材料低速粗加工;YT5:在钨钴钛合金中,强度、抗冲击性及抗震性最好,但耐磨性较差,适于碳素钢与合金钢(包括钢锻件、冲压件、铸铁表皮)间断切削时的粗车、粗刨、半精刨;YT14:使用强度高,抗冲击和抗震性好,仅次于YT5合金,但耐磨性较YT5为好,适用于碳素钢与合金钢连续切削时的粗车、粗铣,间断切削时的半精车和精车;YT15:耐磨性优于YT5合金,但抗冲击韧性较YT5差。
适于钢、铸钢、合金钢中切屑断面的半精加工或小切屑面的精加工;YT30:耐磨性和允许的切削速度较YT15高,但使用强度、抗冲击韧性较差。
适用于碳素钢与合金钢的精加工,如小断面的精车、精镗、精扩等;YW2A:红硬性较好,使用强度高,能承受较大的冲击负荷,是通用性较好的合金,适于耐热钢、高锰钢、不锈钢及高级合金钢等难加工钢材的粗加工、半精加工,也适于铸铁;YW1:红硬性较好,能承受一定的冲击负荷,是通用性较好的合金。
适于耐热钢、高锰钢、不锈钢等难加工钢材的加工,也适于普通钢和铸铁的加工;YW2:耐磨性仅次于YW1,但其使用强度较高,能承受较大的冲击负荷。
适于耐热钢、高锰钢、不锈钢及高级合金钢等粗加工、半精加工,也适于普通钢和铸铁;CP20:韧性好,具有很高的抗热震裂和抗塑性变形能力。
适合于铣削合金结构钢、合金工具钢,也适合于高锰钢、不锈钢的加工;CP25:韧性好,适用于碳钢、铸钢、锰钢、高强钢及各种合金钢的粗车、铣削、刨削和深孔加工,同时也是制作深孔加工导料块的理想材料;CP30:红硬性好,并且有良好的抗冲击及抗热震性和高的使用强度,是通用性良好的牌号。
刀具__常用及新牌号硬质合金的使用范围

耐磨性和热稳定性很高,抗冲击抗震动 性中等,韧性较好
耐磨性好,抗氧化能力强,允许用较高 的切削速度
硬度和耐磨性好,耐磨性接近于陶瓷, 热稳定性好,抗氧化能力强,但抗冲击韧 性差
耐磨性和耐热性好,硬度与YT30相当, 但比YT30强度高
耐磨性好,强度和韧性较高
YG3X
K01
细晶粒合金,在YG类合金中耐磨性是最 好的一种,但冲击韧度较差
中晶粒合金,耐磨性较高,但低于YG6X
YG6
K10
、YG3X、YG3,可使用较YG8为高的切削速
度
YG6X
K10
细晶粒合金,耐磨性较YG6高,使用强度 接近YG6
中晶粒合金,使用强度、抗冲击抗震动
YG8
K20
性能比YG6好,耐磨性较低,允许的切削速
刀具
常用硬质合金的使用范围
加工,两者工艺条件相同; 别;注意‘荒车”(带有严重缺陷的大型铸锻件,被加工皮面不规则、硬度高、夹砂、浇冒口、等不利条件)与“粗加工”(背吃刀量较大 工”(切削速度高、余量均匀而少)“半精加工”(介于后两者之间)的区别; 与某种较典型、较常见合金进行比较。因此: 牌号合金”性能的准确了解,而不是‘似是而非’的了解; ,才能少走弯路、直入目标。
适于加工钴基高温合金、钛合金、耐热不锈钢、耐热合金堆焊层,适于低速粗车和 铣削加工,作切断刀和丝锥尤佳,也可用于钻孔、镗孔、滚齿等
适于精车、半精车及铣削钛合金,耐热合金,加工各种铸铁,尤其是冷硬铸铁和高 强度钢,也用于堆焊、喷焊材料的粗车、铣削
用于制造重型刀具对铸铁件、钢铸件表面粗皮粗车可获得良好效果
高的硬度和良好的强度
超细晶粒合金,耐磨性好。热稳定性 好,韧性好,通用性强
硬质合金车刀型号大全

硬质合金车刀型号大全内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展由于硬质合金比高速钢具有更好的耐热性和耐磨性,因此用硬质合金材料制成的刀具更适合不锈钢的切削加工。
硬质合金分钨钴合金(YG)和钨钴钛合金(YT)两大类。
钨钴类合金具有良好的韧性,制成的刀具可以采用较大的前角与刃磨出较为锋利的刃口,在切削过程中切屑易变形,切削轻快,切屑不容易粘刀,所以在一般情况下,用钨钴合金加工不锈钢比较合适。
钛浩机械是以回转顶尖、丝杠、轴加工、数控车床加工、刀柄刀杆、夹头接杆为公司的主打产品!在特别是在振动较大的粗加工和断续切削加工情况下更应采用钨钴合金刀片,它不象钨钴钛合金那样硬脆,不易刃磨,易崩刃。
钨钴钛合金的红硬性较好,在高温条件下比钨钴合金耐磨,但它的脆性较大,不耐冲击、振动,一般作不锈钢精车用刀具。
常用硬质合金的分类与牌号(例)①钨钴类硬质合金主要成分是碳化钨(WC)和粘结剂钴(Co)。
其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。
例如,YG8,表示平均WCo=8%,其余为碳化钨的钨钴类硬质合金。
②钨钛钴类硬质合金主要成分是碳化钨、碳化钛(TiC)及钴。
其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。
例如,YT15,表示平均WTi=15%,其余为碳化钨和钴含量的钨钛钴类硬质合金。
③钨钛钽(铌)类硬质合金主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。
这类硬质合金又称通用硬质合金或万能硬质合金。
其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如YW1。
各种刀头的规格有几十种,恕不能一一列举。
供参考!硬质合金刀具型号:1、整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。
硬质合金的分类及大致用途归纳

YG(又称钨钴类)、YT(又称钨钴钛类)、YW(又称万能刀片)。
P、钢件S、耐热合金、钛合金M、不锈钢H、淬硬材料K、铸铁N、铝1。
YG是钨钴合金类,YG6、铸铁,有色金属及其合金与非金属材料连续切削时的粗车,间断切削时的半精车和精车等。
2。
YT是钨钛钴合金类,YT5、碳素钢及合金钢不平整断面于间断切削时的粗车,粗刨,半精刨,非连续面的粗铣及钻孔!3。
YW是钨钛钽钴合金类,以YW1来说一般适合加工耐热钢,高锰钢,不锈钢等难加工的钢材,普通钢,和铸铁。
YW2比YW1强度更强能承受较大的载荷!4。
还有一种能加工淬火钢(高速钢)的材质是726,727。
5。
还有其他的刀具材料:陶瓷,金刚石,立方氮化硼。
a.陶瓷,一般可以干式切削,抗弯强度低些,但红硬性很高,当温度达到1200摄氏度时,硬度仍高达80HRA ,主要适合加工钢,铸铁,不锈钢,淬硬合金零件以及精铣大平面等!b.金刚石,一般的都是人造聚晶金刚石,一般都加工些活塞,汽缸,轴承的车,镗等。
c.立方氮化硼的硬度略低于人造金刚石,但它的热稳定性和对铁的化学稳定性均高于人造金刚石,因此可用来加工各黑色的金属,如淬硬的工具钢,模具钢,冷硬铸铁以及硬度在35HRC 以上的钴基和镍基高温合金!切削不同材料工件,需要选择好不同材料刀具,这对切削效率提高,保证加工工件质量具有重要意义。
使用较多的刀具材料可分:硬质合金刀具与高速钢刀具二大类。
而硬质合金刀具根据其切削不同材料又分三种牌号YT(又称钨钴钛类)、YG(又称钨钴类)、YW(又称万能刀片)。
YT牌号合金刀片适宜切削各种刚件、铜。
但不能切削不锈钢、铝、铝合金,也不宜切削铸铁。
YT牌号合金刀片常用型号有YT5、YT10、YT15、YT30。
YT30刀片在这四种型号刀片中硬度最高适宜切削硬度较高工件,以保证刀具耐磨性和工件尺寸精度,但只能适合半精加工和精加工。
YT5和YT10牌号刀片在前边四种刀片中硬度较低,适宜粗加工切削和断续切削加工。
硬质合金刀具材料牌号【汇总】

硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。
硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。
硬质合金广泛用作刀具材料,如车刀、铣刀、刨刀、钻头、镗刀等,用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等难加工的材料。
知道了什么是硬质合金之后,接下来小编为大家介绍一下硬质合金刀具材料牌号及其相关知识点,给大家带来更加深入的了解。
以下为硬质合金刀具材料牌号:扩展资料:刀具材料的常用种类及牌号:1、刀具切削部分材料的基本要求:1)高硬度和耐磨性:在常温下,切削部分材料必须具备足够的硬度才能切入工件;具有高的耐磨性,刀具才不磨损,延长使用寿命。
2)好的耐热性:刀具在切削过程中会产生大量的热量,尤其是在切削速度较高时,温度会很高,因此,刀具材料应具备好的耐热性,既在高温下仍能保持较高的硬度,有能继续进行切削的性能,这种具有高温硬度的性质,又称为热硬性或红硬性。
3)高的强度和好的韧性:在切削过程中,刀具要承受很大的冲击力,所以刀具材料要具有较高的强度,否则易断裂和损坏。
由于刀具会受到冲击和振动,因此,刀具材料还应具备好的韧性,才不易崩刃,碎裂。
2、刀具常用材料:(1)高速工具钢(简称高速钢,锋钢等),分通用和特殊用途高速钢两种。
其具有以下特点:a、合金元素钨、铬、钼、钒的含量较高,淬火硬度可达HRC62—70。
在6000C高温下,仍能保持较高的硬度。
b、刃口强度和韧性好,抗振性强,能用于制造切削速度一般的刀具,对于钢性较差的机床,采用高速钢刀具,仍能顺利切削。
c、工艺性能好,锻造、加工和刃磨都比较容易,还可以制造形状较复杂的刀具。
d、与硬质合金材料相比,仍有硬度较低,红硬性和耐磨性较差等缺点。
(2)硬质合金:是金属碳化物、碳化钨、碳化钛和以钴为主的金属粘结剂经粉未冶金工艺制造而成的。
硬质合金的牌号、性能及用途

硬质合金的牌号、性能及用途以下为部分牌号(材质)用途介绍常用的硬质合金以WC为主要成分,根据是否加入其它碳化物而分为以下几类:(1)钨钴类(WC+Co)硬质合金(YG)它由WC和Co组成,具有较高的抗弯强度的韧性,导热性好,但耐热性和耐磨性较差,主要用于加工铸铁和有色金属。
细晶粒的YG类硬质合金(如YG3X、YG6X),在含钴量相同时,其硬度耐磨性比YG3、YG6高,强度和韧性稍差,适用于加工硬铸铁、奥氏体不锈钢、耐热合金、硬青铜等。
(2)钨钛钴类(WC+TiC+Co)硬质合金(YT)由于TiC的硬度和熔点均比WC高,所以和YG相比,其硬度、耐磨性、红硬性增大,粘结温度高,抗氧化能力强,而且在高温下会生成TiO 2,可减少粘结。
但导热性能较差,抗弯强度低,所以它适用于加工钢材等韧性材料。
(3)钨钽钴类(WC+TaC+Co)硬质合金(YA)在YG类硬质合金的基础上添加TaC(NbC),提高了常温、高温硬度与强度、抗热冲击性和耐磨性,可用于加工铸铁和不锈钢。
(4)钨钛钽钴类(W C+TiC+TaC+Co))硬质合金(YW) 在YT类硬质合金的基础上添加TaC(NbC),提高了抗弯强度、冲击韧性、高温硬度、抗氧能力和耐磨性。
既可以加工钢,又可加工铸铁及有色金属。
因此常称为通用硬质合金(又称为万能硬质合金)。
目前主要用于加工耐热钢、高锰钢、不锈钢等难加工材料。
YG3X 适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。
YG6A 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。
YG6X 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。
YG6 适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。
YG6X-1 适于铸铁,有色金属及其合金非金属材料连续切削时的精车,间断切削时的半精车、精车、小断面精车、粗车螺纹、连续断面的半精铣与精铣,孔的粗扩与精扩。
硬质合金刀具牌号
硬质合金常用牌号及用途介绍牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2;硬度HRA/用途。
1、YG3x/ K01/ 1420;92.5/适于铸铁、有色金属及合金、淬火钢合金钢小切削断面高速精加工。
2、YG6/ K20 /1900;90.5/适于铸铁、有色金属及合金、非金属材料中等到切削速度下半精加工和精加工。
3、YG6x /K15/ 1800;92.0/ 适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金钢的中小切削断面高速精加工、半精加工。
4、YG6A/ K10/ 1800;92.0 /适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金的中小切削断面高速精加工。
5、YG8/ K30/ 2200;90.0/ 适于铸铁、有色金属及合金、非金属材料低速粗加工。
6、YG8N/ K30/ 2100;90.5/适于铸铁、白口铸铁、球墨铸铁以及铬镍不锈钢等合金材料的高速切削。
7、YG15/ K40/ 2500;87.0 /适于镶制油井、煤炭开采钻头、地质勘探钻头。
8、YG4C/ 1600;89.5/ 适于镶制油井、煤炭开采钻头、地质勘探钻头。
9、YG8C/ 1800;88.5/适于镶制油井、矿山开采钻头一字、十字钻头、牙轮钻齿、潜孔钻齿。
10、YG11C/ 2200;87.0 /适于镶制油井、矿山开采钻头一字、十字钻头、牙轮钻齿、潜孔钻齿。
11、YW1/ M10/ 1400;92.0 /适于钢、耐热钢、高锰钢和铸铁的中速半精加工。
12、YW2/ M20/ 1600;91.0 /适于耐热钢、高锰钢、不锈钢等难加工钢材中、低速粗加工和半精加工。
13、GE1/ M30/ 2000;91.0 /适于非金属材料的低速粗加工和钟表齿轮耐磨损零件。
14、GE2 /2500;90.0 /硬质合金顶锤专用牌号。
15、GE3/ M40/ 2600;90.0 /适于制造细径微钻、立铣刀、旋转挫刀等。
16、GE4/ 2600;88.0/ 适于打印针、压缸及特殊用途的管、棒、带等。
硬质合金刀头、规格、型号、用途、种类
硬质合金刀头.规格.型号.用处.种类•YD05•专用于加工各类镍基.钴基.铁基及含碳化钨自熔性喷涂合金材料.••YD05•专用于加工各类镍基.钴基.铁基及含碳化钨自熔性喷涂合金材料.•YT726•红硬性高,耐磨性好.适于冷硬铸铁.合金铸铁.淬火钢的车削.铣削.•YT767•耐磨性高.抗塑性变形才能好.适于高锰钢.不锈钢的持续或部断切削.•YT758•高温硬度好,耐磨性好.适于超高强度钢的持续或间断切削.•YT798•韧性好,具有很高的抗热震裂和抗塑性变形才能.适于铣削合金构造钢.合金对象钢,也适于高锰钢.不锈钢的加工.•YT535•耐磨性.红硬性高于YT540并有较高的应用强度.适于铸.锻钢的持续粗车.粗铣.•ZP10•耐磨性及应用强度较高,红硬性好,合适于钢铸钢.可锻铸铁.持续球墨铸铁的精加工和音精加工,还可用于仿形.螺纹车削及铣削加工.•ZP20•应用强度和抗冲击性较高,合适于钢.铸钢可锻铁和球墨铸铁的半精加工和浅粗加工.•ZK10SF•结晶粒合金,具有较高耐磨性,强度高,抗冲击性好,合适各类铸铁.有色金属及非金属材料的加工,是整体硬质合金孔加工刀具的幻想材料.•ZK10SF-1•具有优胜的耐磨,合适于铸铁.有色金属.非金属材料及淬火钢的精加工,是整体硬直金孔加工刀具的幻想材料.•ZK30SF•强度高,抗冲击性好,合适于各类铸铁的粗加工和强力切削.•ZK30SF-1•结晶粒合金,耐磨性好,应用强度高,通用性好.实用于在较高速度下粗,精加工各类钢.铸铁.碳钢,高速和快速进给更佳.•ZK10UF•实用于各类铸铁及有色金属的精加工和半精加工,也是制造整体硬质合金孔加工对象的幻想材料.•ZK10UF-1•合适于铸铁的精加工和半精加工,亦可用于合金铸铁.青铜.黄铜.铝及其合金的加工.•ZK20•合适于铸铁.冷硬铸铁.低合金铸铁,有色金属及非金属材料的半精加工和浅粗加工.•ZK30UF•具有特殊优胜的韧性,硬度也比较高,适于各类铸铁,有色金属的精加工和强力铣削,特殊是作为孔加工刀具十分幻想.•ZK30•合适于铸铁.铜.铝等有色金属及大理石.塑料等非金属材料的粗加工.•YG522•耐磨性好,应用强度高,是竹木加工专用商标,其应用寿命高,并可用于有金属和非金属材料的切削加工.•YG546•韧性好,应用强度高,能推却较大的冲击负荷,适于不锈钢.铸铁粗加工.•YG610•具有优胜的热强性.适于铸铁.高温合金.淬火钢等材料的持续或间断切削.•YG640•有优胜的热强性和高耐磨性,抗冲击.抗氧化才能好.适于大型铸件的持续,间断切削和耐热钢.高强度钢铣削.刨削.•YG813•耐磨性好,较高的抗弯强度和抗粘结才能.适于加工高温合金.不锈钢.高锰钢等材料.•YNG051•合适于钢.不锈钢.铸铁的精加工.•YNG051•合适于钢.不锈钢.铸铁的半精和精加工.•YCB011•重要合适于淬硬钢HRC50-60(例如碳素对象钢.轴承钢.模具钢和高速钢等)灰口铸铁.球墨铸铁.冷硬铸铁.以及NI基.Co基.Fe基高温合金的机械加工.•YCD011•它合适于有色金属(如:Cu.A1.M一.Ti高硅铝合金等)和非金属材料(如:玻璃纤维.陶瓷.加强塑料等)的机械加工.•YBC151•是钢.铸钢和不锈钢材料精加工在高速切削前提下的幻想商标.•YBC251•是钢材加工的通用商标,顺应于钢.铸钢和不锈钢的半精加工.精加工等.•YBC351•实用于钢.铸钢.不锈钢的轻型粗加工与粗加工.•YBM151•具有优胜的抗集中磨损性及低抗塑性变形才能,合适于再切削前提较好情形下进行不锈钢的精加工及半精加工.•YBM251•优先选用于不锈钢的半精加工.轻型粗加工(车削和镗削),可在持续切削与断续切削前提下应用.•YBM351•实用于车加工和镗加工不锈钢及在P30规模内材料的低俗重负荷粗加工.•YBD151•是球墨铸铁与灰口铸铁加工的首选商标,许可有较高的切削速度.•YBM252•实用于精车.镗加工和轻型铣削不锈钢及钻加工铸铁.不锈钢和合金铸铁.也可用于中.低速割断与切糟低碳钢.•YBG201•具有优胜的韧性和耐磨性,是高质量的螺纹加工低碳钢.不锈钢和铸铁的专用商标,也用于钻加工(用周边和中间部位都介入切削的刀片).•YB235•实用于钢.奥氏体不锈钢.铸钢的车.铣.镗.钻(带周边切削刀片).重要用于P40和M35材料.•YT30•适于碳素钢于合金钢的精加工,如小断面精车.精镗.精矿等.•YT05•适于淬火钢.合金钢和高强度钢的精加工和半精加工.•YT15•适于碳素钢与合金钢持续切削时的半精车及精车.断续切时的精车.旋风车丝,持续面的半精铣和精铣,孔的粗扩与精扩.•YT14•适于对碳素钢与合金钢不服整面进行持续切削时的精车,间断切削时的半精车与精车,持续面的粗铣,铸孔的扩钻等.•YS25•适于碳素钢.铸钢.高锰钢.高强度钢及合金钢的粗车.铣削和刨削.•YS30•适于大走刀高效力铣削各类钢材,尤其适于合金钢的铣削.滚齿.•YT5•适于碳素钢与合金钢(包含锻件.冲压件及铸件的表皮)不服整面切削时的粗车.粗刨.半精刨.粗铣等.•YD05•专用于加工各类镍基.钴基.铁基及含碳化钨自熔性喷涂合金材料.•b60•石油管螺纹加工梳刀专用.•YG3X•适于铸铁.有色金属及其合金的精车.精镗等.•YG3•适于铸铁.有色金属的精加工的半精加工.•YG6A•适于铸铁.有色金属及其合金半精加工.•YG6X•适于合金铸铁.通俗铸铁的精加工及半精加工.•YG6•适于铸铁.有色金属及其合金.非金属材料的半精加工的精加工.•YD15•适于精车.半精车钛合金.镍基高温合金,也适于加工各类铸件.•YG8N•适于铸铁及有色金属的粗加工,亦适于不锈钢的粗加工的半精加工.•YG8•适于铸铁.有色金属及其合金.非金属材料不服整概况和间断切削时的粗车.粗刨.粗铣.一般孔和深孔的钻扩.扩孔.•YM051•用于铁基.铁镍基耐热合金.高强度钢和高锰钢的精加工,亦可用于不锈钢.淬火钢的切削加工.•YM052•用于淬火钢.高强度钢.耐热不锈钢.高锰钢.冷硬铸铁的切削加工.•YM053•用于高镍冷硬铸铁.球磨冷硬铸铁.白口铸铁的精.精加工,亦适于一般铸铁的粗.精加工.•YW3•用于不锈钢.合金钢.高强度钢.超高强度钢的精加工和半精加工.亦可在冲击力小的情形下粗加工.•YM10•适于不锈钢的精加工,亦适于碳素钢.合金钢(除镍基外).调制刚的加工.•YW1•适于耐热钢.高锰钢.不锈钢等对加工钢材及通俗钢材,铸铁的加工.•YW2•适于耐热钢.高锰钢.不锈钢及合金钢等难加工钢的加工,也适于通俗钢材.铸铁的加工.•YS2T•适于低速粗车.铣削镍基.钴基高温合金.耐热不锈钢.钛合金.做割断刀及丝锥尤佳.•YS8•实用于铁基.镍基高温合金,高强度钢的精加工,实用于冷硬铸铁.耐热不锈钢.高锰钢.淬火钢的精加工.•YD777•实用球墨铸铁与灰口铸铁.加工锰钢.淬火钢等硬质材料.。
硬质合金铣刀种类详解
硬质合金铣刀种类详解
硬质合金铣刀的性能及应用:具有高硬度,高耐磨性,高的红硬性,高的热稳定性和抗氧化性。
适用于各种高速切削刀具,各种高温下工作的耐磨件,如热拉丝模等。
1、钨钴类硬质合金铣刀—由钴Co和碳化钨WC压制烧结而成
牌号:YG+Co的百分含量,如:YG3、YG6、YG8。
Co的含量越高,其韧性越好。
性能特点—高硬度,高耐磨性,高的红硬性,韧性较好.
用途—制作切削铸铁,有色金属和非金属材料等脆性材料的刀具。
如:YG8刀具适合粗加工铸铁,YG3适合精加工铸铁,YG6适合半精加工铸铁。
2、钨钛钴类硬质合金铣刀—由钴Co和碳化钨WC+TiC压制烧结而成
牌号:YT+TiC的百分含量,如:YT5,YT15,YYT30.TiC含量越高,其韧性越好。
性能特点—硬度和红硬性高于YG类,韧性,强度略低于YG类。
用途—制作切削各种钢的刀具。
如:YT5刀具适合粗加工钢,YT15适合精加工钢,YT适合半精加工钢。
3、钨钛钽钴类硬质合金铣刀—由钴Co+WC+TiC+TaC压制烧结而成
牌号:YW 如:YW1 和 YW2
性能特点—兼具YG、YT优点,又称通用硬质合金及万能硬质合金。
用途:制作切削耐热钢及合金等难加工材料的刀具。
硬质合金刀具材料性能与用途

advaned alloy steel.
耐磨性仅次于YW1,但其使用强度较
高,能承受较大的冲击负荷。适於耐热
钢、高锰钢、不锈钢及高级合金钢等的
粗加工、半精加工、也适於普通钢和铸
铁。
91
Wear resistance second to YW1 yet strength comparatibely higher and resistant to high
YG6X 14.9
1890
YG6 14.9
2050
YG8 14.7
2520
新牌号 New Grades
YT715 11.3
1760
YT712 11.8
1750
YT707 12.2
1650
92.0 91.5 90.5
90.0 92.0 92.0 92.0
属细颗粒合金,耐磨性好,适用于冷硬 铸铁、有色金属及其合金的半精加工, 亦适於淬火的钢、合金金的半精加工及 精加工。 Fine-grained alloy,good;wear resstance.Semi-finishing of chilled cast iron,non-ferrous metals/alloys;semifiniahing and finishing of hardened steel.alloy steel.
as refractory steel managaness wteel,and
stainless steel.
红硬性较好,使用强度高,能承受 大的
冲击负荷,是通用性较好的合金。适於
耐热钢、高锰钢、不锈钢及高级合金钢
等难加工钢材的粗加工、半精加工,也
适於铸铁。
91.5
硬质合金种类用途附表
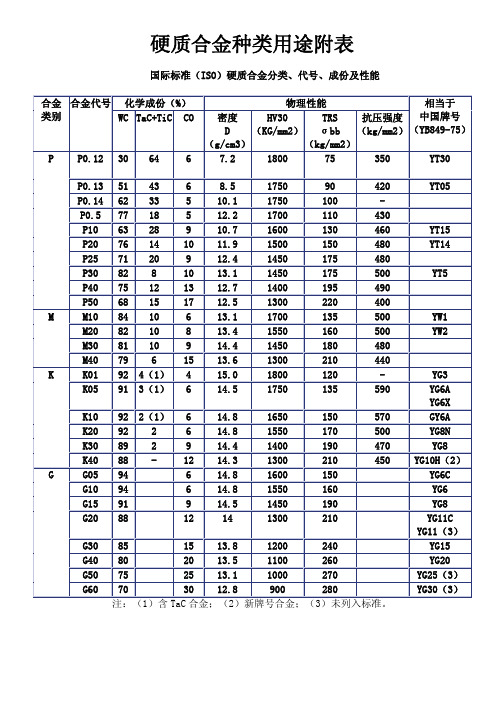
硬质合金种类用途附表 国际标准(ISO)硬质合金分类、代号、成份及性能合金 类别合金代号化学成份(%)物理性能相当于中国牌号(YB849-75)WC TaC+TiC CO密度D(g/cm3)HV30(KG/mm2)TRSσbb(kg/mm2)抗压强度(kg/mm2)P P0.12306467.2180075350YT30P0.13514368.5175090420YT05P0.146233510.11750100-P0.57718512.21700110430P106328910.71600130460YT15P2076141011.91500150480YT14P257120912.41450175480P308281013.11450175500YT5P4075121312.71400195490P5068151712.51300220400M M108410613.11700135500YW1 M208210813.41550160500YW2M308110914.41450180480M407961513.61300210440K K01924(1)415.01800120-YG3 K05913(1)614.51750135590YG6AYG6X K10922(1)614.81650150570GY6AK20922614.81550170500YG8NK30892914.41400190470YG8K4088-1214.31300210450YG10H(2)G G0594614.81600150YG6CG1094614.81550160YG6G1591914.51450190YG8G208812141300210YG11CYG11(3)G3*******.81200240YG15G4*******.51100260YG20G5*******.11000270YG25(3)G6*******.8900280YG30(3)注:(1)含TaC合金;(2)新牌号合金;(3)未列入标准。
硬质合金刀具

硬质合金刀具是现代机械加工行业常用的一种刀具。
它的硬度高,磨损少,加工效率高,因此在汽车、航空、电子等领域广泛应用。
本文将从的分类、制造工艺、应用场景等多个方面入手,深入分析这种刀具的特点和优势。
一、的分类按切削方式可分为转动切削工具、钻孔切削工具、铣削切削工具、螺纹加工工具和切槽工具。
1、转动切削工具转动切削工具是用于车削和车外加工的刀具。
它们包括车刀、切断刀、内外圆柄刀、外圆刀、端面刀和齿轮切削工具等。
这类工具通常需要高精度和高稳定性,在高速切削的情况下,它们的切断性能和稳定性是对加工精度有很大影响的因素。
2、钻孔切削工具钻孔切削工具通常用于机器加工中的钻孔作业。
它们包括钻头、普通钻头和钻壳。
这些工具需要硬度高、韧性和抗磨损性能强的特点,这样才能满足对材料的钻孔需求。
3、铣削切削工具铣削切削工具是用于铣削加工的刀具。
它们包括整体铣刀、面铣刀、侧铣刀、插铣刀和环铣刀等。
这些工具在铣削时需要有稳定的性能和高切削效率。
4、螺纹加工工具螺纹加工工具通常用于制造螺纹。
它们包括外螺纹刀、内螺纹刀和丝锥等。
这些工具需要具备良好的耐磨性和抗弯曲性能,这样才能为螺纹的制造提供优良的加工环境。
5、切槽工具切槽工具通常用于切削深度小而材料硬度高的零部件。
它们包括插槽刀、拉刀、滚花刀等。
这些刀具需要针对特定材料和加工环境设计,并具有合适的刀具结构。
二、的制造工艺制造的工艺通常包括以下几个主要步骤。
1、原料选择的原料通常为钨钴合金和钛钼铁合金等。
这些合金需要具备高硬度、高韧性和抗磨损性能强等特点,这样才能满足刀具的要求。
2、原料配比和混合将钨钴合金、钛钼铁合金和其他辅料按配比比例混合均匀,使它们形成可挤出的粉末。
3、粉末挤出用高压将混合好的粉末压制成固体坯,然后进一步加压、挤出和锻打,使其达到设计要求的形状和尺寸。
4、烧结将制作好的产品在高温下进行烧结处理,使其坯体可达到均质化和密度的要求。
5、后处理将烧结好的产品进行后处理,例如涂覆抗磨损涂层或进行表面抛光处理等,然后进行检测和包装出售。
硬质合金刀头、规格、型号、用途、种类
•适于淬火钢、合金钢和高强度钢的精加工和半精加工。
•YT15
•适于碳素钢与合金钢连续切削时的半精车及精车。断续切时的精车、旋风车丝,连续面的半精铣和精铣,孔的粗扩与精扩。
•YT14
•适于对碳素钢与合金钢不平整面进行连续切削时的精车,间断切削时的半精车与精车,连续面的粗铣,铸孔的扩钻等。
•YS25
•b60
•石油管螺纹加工梳刀专用。
•YG3X
•适于铸铁、有色金属及其合金的精车、精镗等。
•YG3
•适于铸铁、有色金属的精加工的半精加工。
•YG6A
•适于铸铁、有色金属及其合金半精加工。
•YG6X
•适于合金铸铁、普通铸铁的精加工及半精加工。
•YG6
•适于铸铁、有色金属及其合金、非金属材料的半精加工的精加工。
•YW1
•适于耐热钢、高锰钢、不锈钢等对加工钢材及普通钢材,铸铁的加工。
•YW2
•适于耐热钢、高锰钢、不锈钢及合金钢等难加工钢的加工,也适于普通钢材、铸铁的加工。
•YS2T
•适于低速粗车、铣削镍基、钴基高温合金、耐热不锈钢、钛合金、做切断刀及丝锥尤佳。
•YS8
•适用于铁基、镍基高温合金,高强度钢的精加工,适用于冷硬铸铁、耐热不锈钢、高锰钢、淬火钢的精加工。
•YBM251
•优先选用于不锈钢的半精加工、轻型粗加工(车削和镗削),可在连续切削与断续切削条件下使用。
•YBM351
•适用于车加工和镗加工不锈钢及在P30范围内材料的低俗重负荷粗加工。
•YBD151
•是球墨铸铁与灰口铸铁加工的首选牌号,允许有较高的切削速度。
•YBM252
•适用于精车、镗加工和轻型铣削不锈钢及钻加工铸铁、不锈钢和合金铸铁、也可用于中、低速切断与切糟低碳钢。
硬质合金牌号按用途分为
硬质合金牌号按用途分为硬质合金是一种用于切削、磨损和耐腐蚀的材料,由钨、钴、钼、铬等金属和碳化物、氮化物等非金属组成。
在不同的应用领域,硬质合金采取了不同的牌号分类,下面将详细介绍。
1. 刀具用硬质合金刀具用硬质合金是硬质合金的主要应用领域之一,牌号也最为常见。
刀具用硬质合金的牌号通常以K开头,如K10、K20、K30等。
其中数字代表了钨钴比例的百分数,K10表示钨占比10%,K20表示钨占比20%,K30表示钨占比30%。
钨钴比例决定了硬质合金的硬度、韧性和耐磨性,因此在选择刀具用硬质合金时需要根据不同加工材料和加工方式选择不同的K值。
2. 矿钢用硬质合金矿钢用硬质合金主要用于矿山和采石场的工具和设备,如凿岩钻头、矿用锯片、切割工具等。
矿钢用硬质合金的牌号通常以Y开头,如YG6、YG8、YG11等。
其中YG表示硬质合金的用途为矿钢,数字代表了碳化钨颗粒的平均粒径,YG6表示碳化钨粒径为6微米,YG8表示碳化钨粒径为8微米,YG11表示碳化钨粒径为11微米。
碳化钨粒径越小,硬质合金的硬度和耐磨性就越好。
3. 焊条用硬质合金焊条用硬质合金用于高温、高压、高速下的耐磨、耐腐蚀和耐冲击的表面修复和保护。
焊条用硬质合金牌号通常以Z开头,如ZT40、ZS10、ZH10等。
其中Z 表示硬质合金的用途为焊条,T表示钨占比较高,S表示钼占比较高,H表示铬占比较高。
不同的元素组成决定了焊条用硬质合金的抗氧化性、耐磨性和耐腐蚀性能。
4. 石油用硬质合金石油用硬质合金主要用于石油钻头、石油钻头嘴等装备。
石油用硬质合金的牌号通常以P开头,如P10、P30、P40等。
其中P表示硬质合金的用途为石油,数字代表了钴占比的百分数,P10表示钴占比10%,P30表示钴占比30%,P40表示钴占比40%。
钴占比决定了硬质合金的硬度、韧性和耐腐蚀性能,因此在选择石油用硬质合金时需要根据不同钻井环境和钻井深度选择不同的P值。
5. 金属切削用硬质合金金属切削用硬质合金主要用于高速车削、铣削、钻孔、螺纹加工等。
硬质合金刀具牌号
M10
P10
12.1~12.5
≥1350
≥91.5
适于不锈钢的精加工,亦适于碳素钢、合金钢(除镍基外)、调质钢的加工。
YD777
M20
14.3~14.5
≥1800
≥92
适用球墨铸铁与灰口铸铁、加工锰钢、淬火钢等硬质材料。
YK15
14.2-14.6
2100
91
适于加工整体合金钻、铣、铰等刀具。具有较高的耐磨性及韧性。
STi30
UTi20T
UTi10
UTi20
HTi10
HTi10T
HTi20
HTi20T
HTi30
日本东芝坦嘎洛依公司
(Tungaloy)
TX10
TX10S
TX10D
N302+
X407+
T822*
T802*
T823*
T803*
T813*
TX20
UX25
N308+
X407+
T822*
T802*
T823*
C3型:C304 C305 C306 C308 C310 C312 C316等
C4型:420 C425 C430 C435等
D2型:D216 D220 D224 D226 D228 D230等
E3型:E325 E330等
F2型:F216 F216A F220 F230 F230A等
机夹刀片主要型号:
T803*
T813*
T553*
T370*
TX30
UX30
N350+
T813*
T553*
T370*
TU10
硬质合金分类和应用推荐
硬质合金分类和应用推荐1.钨钴类硬质合金主要成分是碳化钨(WC)和粘结剂钴(Co)。
其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。
例如,YG8,表示平均WCo=8%,其余为碳化钨的钨钴类硬质合金。
一般钨钴类合金主要实用于:硬质合金刀具、模具以及地矿类产品。
2.钨钛钴类硬质合金主要成分是碳化钨、碳化钛(TiC)及钴。
其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。
例如,YT15,表示平均TiC=15%,其余为碳化钨和钴含量的钨钛钴类硬质合金。
3.钨钛钽(铌)类硬质合金主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。
这类硬质合金又称通用硬质合金或万能硬质合金。
其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如YW1。
硬质合金对应性能、应用推荐:1. 硬质合金牌号:YG3X 密度g/cm2: 14.6-15.2 抗弯强度不低于N/cm2: 1320硬度不低于HRA: 92常见用途: 适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。
相当于ISO: K012. .硬质合金牌号:YG6A 密度g/cm2: 14.6-15.0 抗弯强度不低于N/cm2: 1370硬度不低于HRA: 91.5常见用途: 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。
相当于ISO: K053. .硬质合金牌号:YG6X 密度g/cm2: 14.6-15.0 抗弯强度不低于N/cm2: 1420硬度不低于HRA: 91常见用途: 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。
相当于ISO: K104. .硬质合金牌号:YK15 密度g/cm2: 14.2-14.6 抗弯强度不低于N/cm2: 2100硬度不低于HRA: 91常见用途: 适于加工整体合金钻、铣、铰等刀具。
硬质合金刀片牌号大全和型号的识别说明
硬质合金刀片牌号大全和型号的识别说明内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.按晶粒大小区分,可分为普通硬质合金、细晶粒硬质合金和亚细、超细晶粒硬质合金,新推出的双晶硬质合金。
型号厂家不同型号不同。
硬质合金刀片,是由硬质合金制成,硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。
硬质合金刀具型号:1、整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。
2、镶合金刀具类,包含铰刀、螺旋立铣刀,钻扩成型刀,汽车轮毂刀,三面刃,T型铣刀和各种成型刀。
3、可转位刀具类,包括硬质合金可转位立铣刀,可转位面铣刀,可转位燕尾铣刀和可转位三面刃。
4、高速钢刀具类,包括高速钢成型铣刀,左旋钻,球面铣刀,钴高速钢刀具及各种非标成型高速钢刀具。
5、行业专用刀具类,包含汽车行业专用刀、动员机行业专用刀、缝纫机行业专用刀、模具行业专用刀、纺机业专用刀和印制线路板行业专用刀。
硬质合金车刀是以硬质合金刀片与碳钢材料刀杆焊接而成,具有较高的硬度、耐磨性与耐热性,硬质合金刀片是用高耐磨和高耐热的WC(碳化钨)、TiC(碳化钛)、TaC(碳化钽)和Co(钴)粉末经高温烧结而成,常用的硬质合金刀片有以下几类:1)钨钴(WC+Co)类刀片钨钴类刀片,国内标称YG类,对应的国际标称K类,此类合金刀片用于加工产生短切屑的黑色金属、有色金属及非金属材料,如铸铁、铝合金、铜合金、塑料、硬胶木等。
常用的牌号有YG3、YG6、YG8等,2)钨钛钴(WC+TiC+Co)类刀片钨钛钴类刀片,国内标称YT类,对应的国际标称P类此类合金刀片用于加工产生长切屑的金属材料,如钢、铸钢、可锻铸铁、不锈钢、耐热钢等。
切削刀具用硬质合金分类及标志和适用范围

切削刀具用硬质合金根据国际标准ISO分类,把所有牌号分成用颜色标志的三大类,分别用P、M、K表示。
一、P类,蓝色(包括P01~P50),系高合金化的硬质合金牌号。
其成分为5%~40%TiC+Ta(Nb)C,其余为WC+Co。
这类合金主要用于加工长切屑的黑色金属。
二、M类,黄色(包括M10~M40),系中合化的硬质合金牌号。
其成分为5%~10%TiC+Ta(Nb)C,其余为WC+Co。
这类合金为通用型,适于加工长切屑或短切屑的黑色金属及有色金属。
三、K类,红色(包括K10~K40),系单纯WC的硬质合金牌号。
其成分为90%~98%WC+2%~10%Co2,个别牌号含约2%的
Ta(Nb)C。
主要用于加工短切屑的黑色金属、有色金属及非金属材料。
每一种中的各个牌号分别以一个01~50之间的数字表示从最高硬度到最大韧性之间的一系列合金,以供各种被加工材料的不同切削工序及加工条件时选用。
根据使用需要,在两个相邻的分类代号之间,可插入一个中间代号,如在P10和P20之间插入P15,K20和K30之间插入K25等,但不能多于一个。
在特殊情况下,P01分类代号可再细分,即在其后再加一位数字,并以一小数点隔开,如
P01.1,P01.2等,以便在这一用途小组作精加工时能进一步区分不同程度的耐磨性与韧性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬质合金刀具的型号、分类、用途
型号
1、整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。
2、镶合金刀具类,包含铰刀、螺旋立铣刀,钻扩成型刀,汽车轮毂刀,三面刃,T型铣刀和各种成型刀。
3、可转位刀具类,包括硬质合金可转位立铣刀,可转位面铣刀,可转位燕尾铣刀和可
转位三面刃。
4、高速钢刀具类,包括高速钢成型铣刀,左旋钻,球面铣刀,钴高速钢刀具及各种非标成型高速钢刀具。
5、行业专用刀具类,包含汽车行业专用刀、动员机行业专用刀、缝纫机行业专用刀、模具行业专用刀、纺机业专用刀和印制线路板行业专用刀。
硬质合金分类与用途-
硬质合金分类及用途,直到国家标准正式发布之前,国内相关书本、杂志、资料中表
述没有严格规范,通常按合金成份进行分类,用途表述则比较分散。
分类
碳化钨基硬质合金:包括WC—Co、WC—TaC—Co、WC—TiC—Co、WC—TiC—TaC —Co、WC—Ti—TaC—NbC—Co等合金,这些合金均以碳化钨为主成份。
碳化钛基或碳氮化钛基硬质合金:通常以TiC或Ti(C、N)为基础成份,以Ni—Mo
作粘结剂而组成的一种硬质合金。
这类硬质合金近几年又有许多新的进展,如含Ta、W等重金属元素的多元复式碳化物固溶体加入研制高性能Ti(C、N)基金属陶瓷等。
碳化铬基硬质合金:以Cr3C2为基,以Ni或Ni—W等作粘结剂而组成的硬质合金,
通常用来作耐磨耐腐蚀零件,近几年还大量用于装饰品部件如表链等。
钢结硬质合金:以TiC或 WC为基,钢作粘结剂而组成的一种硬质合金,是一种可进
行机加工和热处理的合金,是介于传统硬质合金与合金钢之间的一种工程材料。
涂层硬质合金:通常指在韧性的碳化钨基硬质合金基体上通过化学气相沉积或物理涂
层方法,涂上几微米厚的TiC、TiN、Ti(C、N)、Al2O3之类的硬质化合物而生产的。
用途
硬质合金具有一系列优良性能,用途十分广泛,随着时间推移用途还在不断扩大,主
要用途分述如下:
切削工具:硬质合金可用作各种各样的切削工具。
我国切削工具的硬质合金用量约占
整个硬质合金产量的三分之一,其中用于焊接刀具的占78%左右,用于可转位刀具的占22%左右。
而数控刀具用硬质合金仅占可转位刀具用硬质合金的20%左右,此外还有整体硬质合金钻头,整体硬质合金小园锯片,硬质合金微钻等切削工具。
地质矿山工具:地质矿山工具同样是硬质合金的一大用途。
我国地矿用硬质合金约占
硬质合金生产总量的25%,主要用于冲击凿岩用钎头,地质勘探用钻头、矿山油田用潜孔钻、牙轮钻以及截煤机截齿、建材工业冲击钻等。
模具:用作各类模具的硬质合金约占硬质合金生产总量的8%,有拉丝模、冷镦模、
冷挤压模、热挤压模、热锻模、成形冲模以及拉拔管芯棒,如长芯棒、球状蕊棒、浮
动蕊棒等,近十几年轧制线材用各类硬质合金轧辊用量增速很快,我国轧辊用硬质合
金已占硬质合金生产总量的3%。
结构零件:硬质合金用来作结构零件的制品很多,如旋转密封环、压缩机活塞、车床
夹头、磨床心轴、轴承轴颈等。
耐磨零件:用硬质合金制成的耐磨零件有喷嘴、导轨、柱塞、球、轮胎防滑钉、铲雪
机板等举不胜举。
耐高压高温用腔体:最重要的用途就是生产合成金刚石用的顶锤、压缸等制品,顶锤、压缸用硬质合金已占我国硬质合金生产总量的9%。
其他用途:硬质合金用途越来越广,近几年已在民用领域不断扩展,如表链、表壳、
高级箱包的拉链头、硬质合金商标等。
GB/T2075—1998分类
《切削加工用硬切削材料的用途—切削形式大组和用途小组的分类代号》即GB/T2075—1998标准是等同采用国际标准ISO513∶1991而制定。
其分类代号按硬质合金、陶瓷、金刚石、氮化硼分别给出字母符号,后面跟“—”和规定的切屑形式大组和用途
小组的分类代号。
代号
(1)硬质合金
字母符号硬质合金类别
HW 主要含碳化钨的未涂层硬质合金
HT 主要含碳化钛或氮化钛或两者都有的未涂层硬质合金
HC 上述二类的涂层硬质合金
HT类硬质合金也可称之为金属陶瓷
(2)陶瓷
字母符号陶瓷类别
CA 主要含氧化铝的氧化物陶瓷
CM 以氧化铝为基体、但含有非氧化物成份的混合陶瓷
CN 主要含氮化硅的氮化物陶瓷
CC 上述三类的涂层陶瓷
(3)金刚石
字母符号金刚石类别
DP 聚晶金刚石
(4)氮化硼
字母符号氮化硼类别
BN 聚晶氮化硼
聚晶金刚石和聚晶氮化硼也可称之为超硬切削材料
分类
硬切削材料根据它们的用途分成P、M、K三个切削形式大组。
每一个大组都有一个相应的识别颜色即分别为兰、黄、红三色。
这些大组又细分成用途小组。
用途小组用它们所属的大组字母后加识别数字10、20、30……构成组别号,根据需要可在两个组别号之间插入一个中间代号,以中间数字15、25、35……表示,若需要再细分时,则在分组代号后加一位阿拉伯数字1、2……或英文字母作细分号,并用小数点“.”隔开,以示区别,在每个大组内,数字越大,硬切削材料的耐磨性越低,而韧性越高。
特别要注意的是一个用途小组不是一个硬切削材料的牌号,两者不应混淆。
这种分组只规定了使用领域和工作条件,供方有责任将其硬切削材料按组分类。
在相同用途小组内,由不同供方生产的各种牌号的硬切削材料就其切削加工性能来说可能是各不相
同的。
因为这个原因,硬切削材料用途小组和牌号的组合不能看作是一个硬切削材料的牌号对照表。
字母P、M和K专门用于切削大组的一般分类,而不能单独或与其它字母联合使用作为一个特定牌号的商业代号,事实上,以这些字母符号为基础构成的用途小组不能等同于硬切削材料的牌号,所以后者不能用同样的字母。
GB/T18376—1998用途分类
1994年在清理整顿标准中,将YB849-75《硬质合金牌号》改为推荐性行业标准
YS/T400-94,标准号虽改,但内容未变。
该标准的内容已不适应市场经济的要求和技术进步的需求。
根据硬质合金多年的生产和作用情况,参照ISO513-1991《切削加工用硬切削材料的用途—切削形式大组和用途小组的分类代号》和JISB4053-87《切削用硬质合金的使用选择标准》、对YS/T400-S4(原YB849-75)《硬质合金牌号》标准进行修订。
这个标准在《硬质合金牌号》总标题下,按照硬质合金的作用分类分为三个部分,第1部分:《切削工具用硬质合金牌号》;第2部分:《地质矿山工具用硬质合金牌号》;第3部分:《耐磨零件用硬质合金牌号》。
这样按使用领域的划分有利于今后硬质合金新技术的开发和使用领域的拓展。
本文由/ 整理和提供,仅供参考!。