机械图纸编号规则
机械图纸编号规则

浙江谱创仪器有限公司仪器机械图纸编号规则根据本企业机械产品设计要求的需要,参照GB/T 17825.3—1999,《CAD文件管理编号原则》的规定,JB/T 5054.4-2000《产品图样及设计文件编号原则》现将机械图纸编号做如下规定:
1、图纸编号由8位数字及英文字母组成;
2、仪器代码由三位数字组成(研发部门提供具体的仪器/产品代号);
3、部件的序号,由大写英文字母A、B、C…Z表示,各部件都必须有相应的装配图,其中总装图用0表示;
4、图纸类型分为两种,Z(装配图)、L(零件图);
5、图纸的序号,应在其所属(产品或部件)的范围内编号,以流水号的形式编写( 从001至999),零件图、装配图的图纸序号可相同;
6、如借用其它仪器上的零部件,可以在借用的机械图纸图号后加JY字母,作为本仪器的图号存档。
以SC-2型COD速测仪为例(假设该仪器代码为001):
001-0-Z-000 ----------- 0 表示总装图
001-0-L-001 ……015 ----------- 总装图内相应的零件
001-A-Z-001 ……003 ----------- A 表示机壳部件(组装件)001-A-L-001 ……015 ----------- 机壳部件内相应的零件
001-B-Z-001 ……003 ----------- B 表示消解池部件(组装件)001-B-L-001 ……015 ----------- 消解池部件内相应的零件……
002-A-L-001-JY ----------- 表示借用
如有侵权请联系告知删除,感谢你们的配合!。
机械图号编写规则
图纸编码及填写规范技术部王峰一、目的加强对技术部文件、图纸的管理,使设计、工艺文件管理有规可寻,实现资源共享。
二、适用范围适用于技术部所有设计、工艺图纸的编码及管理。
三、定义本制度所述的技术文件包括产品零件图、装配图、工装、量具图,试制流程图、工艺规程、检验卡片、作业指导书、质量记录、文件资料等。
四、一般要求4. 1 每个产品、部件、零件的图样和文件均应有独立的代号。
4. 1.1 采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
4. 1. 2 同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
4. 1.3 同一CAD文件使用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
4. 1.4 通用件的编号应参照JB/T5054.8 或按企业标准的规定。
4. 1.5 借用件的编号应采用被借用件的代号。
五、主要内容1、软件的使用技术部机械制图统一采用AutoCAD(2D),Solidworks(3D);具体版本由技术部商讨决定。
2、图纸编号规则1)产品编号XXX·XX ·XX序号产品代号公司代号2)零件图编码规则产品编号:参照1);特征码(可增加):零件图——L;装配图——Z;装配流程图——P;工装夹具图——J;版本号:从A-Z进行编号;零件号:从01-99进行编号。
3)装配图编码规则产品编号:参照1);特征码:参照2);版本号:从A-Z进行编号;零件号:从01-99进行编号。
4)工装夹具图编码规则产品编号:参照1);特征码:参照2);版本号:从A-Z进行编号;零件号:从01-99进行编号。
5)装配流程图编码规则产品编号:参照1);特征码:参照2);图号:从01-99进行编号。
6)标准件不进行编号,但必须写明对应国标、品名及规格等参数;7)在相应的图纸标题栏内必须填写相应的版本号;从A-Z进行编写,以次类推;图纸换版是在图纸有很大改动的情况下,图纸勘误不能算换版。
产品图样及设计文件编号规则
1.目的为了统一产品图纸、设计文件的编号,便于公司内外的交流、协作,对图纸编号方法进行科学、合理的规定。
2. 范围本方法适用于公司所有图纸、设计文件的编号。
2.引用标准GB/T5054.4-2000 产品图样及设计文件编号原则GB/T17601.1-1989 技术制图标题栏GB/T14689-1993 技术制图图纸幅面和格式GB/T10609.2—1989 技术制图明细栏GB/T14690-1993 技术制图比例GB/T14691-1993 技术制图字体GB/T17450-1998 技术制图图线4. 总则4.1 每个产品、部件、零件的图样均应有独立的代号;4.2 采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号;4.3 同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号;4.4 公司已有产品图纸的编号不变,自本标准实施之日起,新产品图纸按本标准编号;4.5 顾客原始设计的产品图纸采用外来文件的编号进行登记,当须对图纸进行转化时,零件图采用其原始编号不变,且应在标题栏正上方注明是依据顾客提供图纸进行重新绘制。
5. 图纸的编号5.1 基本符号图纸编号一般可采用下列字符:——0~9 阿拉伯数字;——A~Z 拉丁字母(O、I 除外);——短横线。
5.2 编号的组成5.2.1 本公司图纸按隶属关系编号,隶属编号是按产品、部件、零件的隶属关系编号,隶属编号其代号由产品代号和隶属号组成。
5.2.2 隶属编号由数字组成。
产品代号占两位(由“01—99”表示)。
部件代号占四位,最多分四级,第一位代表一级部件,第四位代表四级部件(每一位由数字“1—9”表示,如只有两级部件,其后两位用“0”表示)。
零件代号占三位(由“001—999”表示,“000”表示部件)。
部件代号与零件代号中间用短横线隔开。
5.2.3 特征码由客户产品代号表示,基础型产品可以不带特征码。
特征码由字母和数字组成,码位不超过 8 位,如SX2190N车型其特征号为“SX2190N”。
图样代号编制规则概要
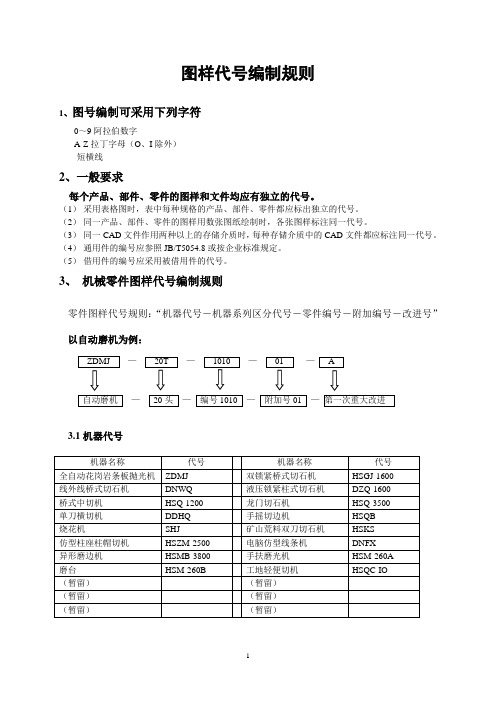
图样代号编制规则1、图号编制可采用下列字符0~9阿拉伯数字A-Z拉丁字母(O、I除外)-短横线2、一般要求每个产品、部件、零件的图样和文件均应有独立的代号。
(1)采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
(2)同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
(3)同一CAD文件作用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
(4)通用件的编号应参照JB/T5054.8或按企业标准规定。
(5)借用件的编号应采用被借用件的代号。
3、机械零件图样代号编制规则零件图样代号规则:“机器代号-机器系列区分代号-零件编号-附加编号-改进号”以自动磨机为例:ZDMJ —20T —1010 —01 — A自动磨机—20头—编号1010 —附加号01 —第一次重大改进3.1机器代号机器名称代号机器名称代号全自动花岗岩条板抛光机ZDMJ 双锁紧桥式切石机HSGJ-1600线外线桥式切石机DNWQ 液压锁紧柱式切石机DZQ-1600桥式中切机HSQ-1200 龙门切石机HSQ-3500单刀横切机DDHQ 手摇切边机HSQB烧花机SHJ 矿山荒料双刀切石机HSKS仿型柱座柱帽切机HSZM-2500 电脑仿型线条机DNFX异形磨边机HSMB-3800 手扶磨光机HSM-260A磨台HSM-260B 工地轻便切机HSQC-IO(暂留)(暂留)(暂留)(暂留)(暂留)(暂留)注:1、以上代号为已使用的代号,继续沿用,不再进行修改。
2、本规则正式实施后,机器的代号均由4位拉丁字母组成,并且不能以上述代号重复。
3、每种新机器研发成功后,都应该将代号补充到上表内。
4、暂留空不够时,可附表。
附表文件编号:5.1.2.2顺序号(1)顺序号由1位阿拉伯数字组成。
(2)以自然数1、2、3……递增。
5.1.3零件号(1)零件号由2位阿拉伯数字组成。
(2)以01、02、03……递增。
机械制图的基本知识与技能

(4)虚线圆弧与实线相切时,虚线圆弧 应留出间隙;
(5)画圆的中心线时,圆心应是画的交点,点画 线两端应超出轮廓3~5mm;当圆较小时(Φ≤10),允 许用细实线代替点画线。
3.图线的画法
A1 虚线画相交。 B1 虚线段应断开。
C1 B1
C1 圆心应为画的交点。 D1 点画线的两端是画, 应超出图形外2~5mm。 E1 可用细实线代替点画线。
图纸幅面
841 A1 A0
420 A3 A2
210 A4
0
297
594
1189
2、图框格式
c c
B
c
a
a
c
标 题 栏
Title block
L
c
c
B
(a )
留装订边的图框格式 ( a) X 型 ( b) Y 型
(b )
L
图框格式
e e e Title block e e B L e
841×1189 594×841 420×594 297×420 210×297
线性尺寸: 1 尺寸线平行于被测线段 2 大尺寸标在小尺寸外面
3 尺寸数字不能被任何线挡住
水平方向的线性尺寸,字头向上,写在尺寸线 的上方或尺寸线的中断处 垂直方向线性尺寸,字头向左,写在尺寸线 的左方或尺寸线的中断处
对一些倾斜结构的尺寸标注,尺寸数字写于尺 寸线上方,字头斜向上
3.标注示例
作业中标题栏的形式
比例
二、比例(GB/T 14690–1993)
1. 比例的概念 比例=图:物
1:1
1:2
2:1
2. 比例的选择
字体
三、字体
字体指的是图中文字、字母、数字的书写形
机械制图国家标准规定

1-2、比例(GB/T14690-93)
比例的定义: 指图形与实物相应要素的线性尺寸之比。
种 类
比 例
原值比例
1:1
放大比例
2:1 5:1 1×10n:1 2×10n:1 5×10n:1
缩小比例
1:2 1:5 :101: 1×10n 1:2×10n 1:5×10n
1.各种图线作图要求
1-5尺寸注法(GB4458.4—8成
通常一个完整的尺寸标注形式包括了尺寸界线尺寸线、箭头和尺寸数字四个要素。
⑴尺寸界线 用细实线绘制,由图形的轮廓线、轴线或对称中心线引出(如60)并可由轮廓线、轴线或对称中心线代替(如22)。 尺寸界线应超过尺寸线2 — 3mm 一般情况下尺寸界线应与尺寸线垂直,必要时也可倾斜。
用细实线绘制,与所标注的线段平行。 尺寸线不能被其他图线代替,也不能作为其他图线的延长线,即必须单独画出。标注圆或圆弧的尺寸时 尺寸线应过圆心。
⑶ 箭头 为尺寸线终端形式中的一种,箭头的画法如图所示。 作图时若画箭头的位置不够,可用45°斜线或圆点来代替,如下图所示。
注意:1.图形不论放大或缩小均应注其实际尺寸; 2.一般将作图的比例写在标题栏比例栏目中。
1-3字体 (GB/T14691-93)
1.汉字 图样中的汉字应写成长仿宋体。 字体的字号表示字的书写高度(h),有1.8、2.5、3.5、5、7、10、14、和20(mm)等字号,字宽一般为 。 按规定汉字字高不得小于3.5mm。 长仿宋体的书写要领是: 横平竖直 起落有锋 结构匀称
第1章 <机械制图>国家标准规定
单击添加副标题
1993 —为该标准颁布的年份。
基本常识: 国家标准代号中各字母、数字表示的意义 为了规范各项技术工作,国家标准技术制图颁布了一系列的标准。 标准代号中 GB —为国(Guo)标(Biao)二字汉语拼音第一个字母, 意为国家标准。 T — 为推荐的“推”字的汉语拼音字头。 14689 — 为标准的编号。
机械零件、工艺图样代号编制规则
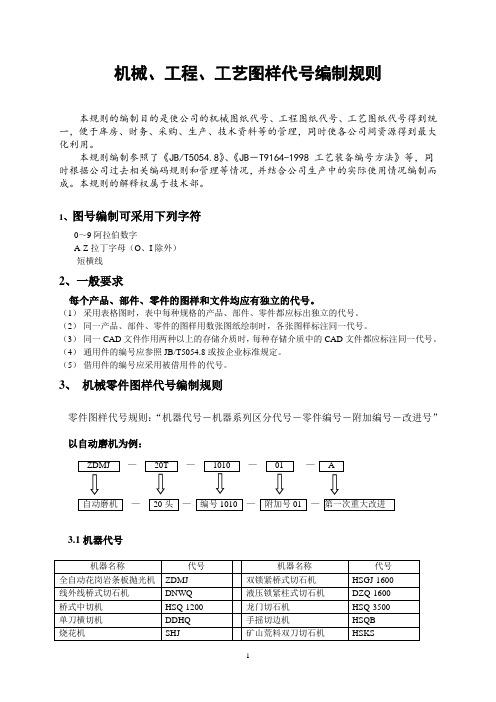
机械、工程、工艺图样代号编制规则本规则的编制目的是使公司的机械图纸代号、工程图纸代号、工艺图纸代号得到统一,便于库房、财务、采购、生产、技术资料等的管理,同时使各公司间资源得到最大化利用。
本规则编制参照了《JB/T5054.8》、《JB-T9164-1998 工艺装备编号方法》等,同时根据公司过去相关编码规则和管理等情况,并结合公司生产中的实际使用情况编制而成。
本规则的解释权属于技术部。
1、图号编制可采用下列字符0~9阿拉伯数字A-Z拉丁字母(O、I除外)-短横线2、一般要求每个产品、部件、零件的图样和文件均应有独立的代号。
(1)采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
(2)同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
(3)同一CAD文件作用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
(4)通用件的编号应参照JB/T5054.8或按企业标准规定。
(5)借用件的编号应采用被借用件的代号。
3、机械零件图样代号编制规则零件图样代号规则:“机器代号-机器系列区分代号-零件编号-附加编号-改进号”以自动磨机为例:ZDMJ —20T —1010 —01 — A自动磨机—20头—编号1010 —附加号01 —第一次重大改进3.1机器代号机器名称代号机器名称代号全自动花岗岩条板抛光机ZDMJ 双锁紧桥式切石机HSGJ-1600线外线桥式切石机DNWQ 液压锁紧柱式切石机DZQ-1600桥式中切机HSQ-1200 龙门切石机HSQ-3500单刀横切机DDHQ 手摇切边机HSQB烧花机SHJ 矿山荒料双刀切石机HSKS仿型柱座柱帽切机HSZM-2500 电脑仿型线条机DNFX异形磨边机HSMB-3800 手扶磨光机HSM-260A磨台HSM-260B 工地轻便切机HSQC-IO(暂留)(暂留)(暂留)(暂留)(暂留)(暂留)注:1、以上代号为已使用的代号,继续沿用,不再进行修改。
自动化设备图纸及其设备编号规则
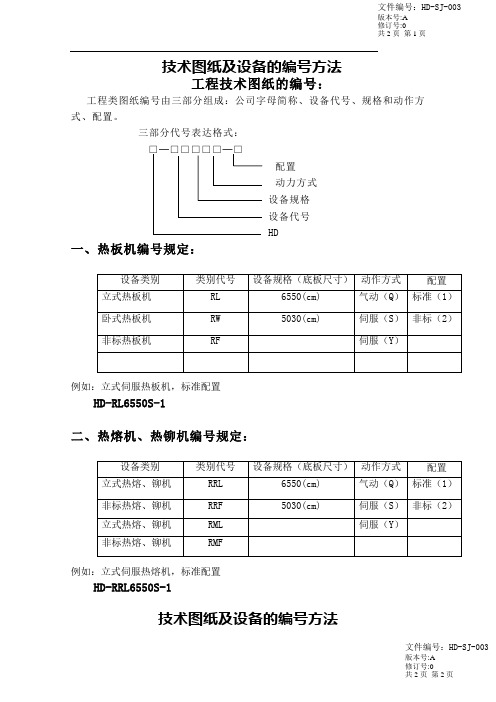
工程技术图纸的编号:
工程类图纸编号由三部分组成:公司字母简称、设备代号、规格和动作方
式、配置。
三部分代号表达格式:
□─□□□□□─□
配置
动力方式
设备规格
设备代号
HD
一、热板机编号规定:
例如:立式伺服热板机,标准配置
HD-RL6550S-1
二、热熔机、热铆机编号规定:
例如:立式伺服热熔机,标准配置
HD-RRL6550S-1
技术图纸及设备的编号方法
文件编号:HD-SJ-003
版本号:A
修订号:0
共2页第2页
工程技术图纸的编号:
三、超声波编号规定:
例如:立式伺服热板机,标准配置
HD-CSBL1010Q-1
四、非标机械编号规定:
例如:自动螺丝机,标准配置
HD-ZDLSJ1010-1。
图纸图号编号规则
图纸图号编号规则引言在工程设计和制造领域,图纸是沟通设计意图、传递工作信息的重要工具。
为了保证图纸的管理和使用的高效性,通常会采用图纸图号编号规则来给每个图纸进行唯一标识和分类。
本文将介绍图纸图号编号规则的基本概念和常见的编制方法。
图纸图号编号规则的目的图纸图号编号规则的主要目的是管理图纸并保证其易于查找和使用。
通过统一的图号编号规则,可以实现以下几个方面的管理目标: - 确保每个图纸有唯一的标识,避免图纸混淆或丢失; - 方便查找和检索图纸; - 实现对图纸的分类和归档。
图纸图号编号规则的基本要素图纸图号编号规则由以下几个基本要素组成:1. 项目代码:项目代码是用于区分不同项目的标识,通常由项目名称的首字母组合而成。
例如,一个名为“ABC工程”的项目可以用“ABC”作为项目代码。
2. 子系统代码:子系统代码是用于区分不同子系统的标识,通常由子系统名称的首字母组合而成。
例如,一个包括机械、电气和控制三个子系统的项目,可以分别使用“M”、“E”和“C”作为子系统代码。
3. 图纸类型代码:图纸类型代码是用于区分不同图纸类型的标识,通常由图纸类型名称的首字母组合而成。
例如,机械图纸可以用“M”表示,电气图纸可以用“E”表示。
4. 序号:序号是用于标识同一类型图纸中的不同版本或不同分部的标识,是图纸图号的最后一部分。
通常使用数字进行标识,例如“001”、“002”等。
图纸图号编号规则的示例以一个名为“ABC工程”的项目为例,假设其中包含机械、电气和控制三个子系统,并且每个子系统都有不同类型的图纸,可以采用如下图纸图号编号规则: - 项目代码:ABC - 机械子系统:M - 电气子系统:E - 控制子系统:C - 机械图纸:M - 电气图纸:E - 控制图纸:C - 序号:001、002、003…根据上述规则,不同类型的图纸图号可以表示如下: - 机械图纸:ABC-M-M-001、ABC-M-M-002… - 电气图纸:ABC-E-E-001、ABC-E-E-002… - 控制图纸:ABC-C-C-001、ABC-C-C-002…图纸图号编号规则的管理实践在实际的项目管理中,为了更好地管理和使用图纸,可以采用以下的管理实践: 1. 使用项目管理软件或文档管理系统进行图纸的分类、归档和查找; 2. 设立专门负责图纸管理的岗位或团队,并规定图纸的审批和发布流程; 3. 进行定期的图纸检查和校对,确保图纸的有效性和正确性; 4. 定期更新和优化图纸图号编号规则,使其适应项目的发展和变化。
常用图纸编号规则及图纸要求
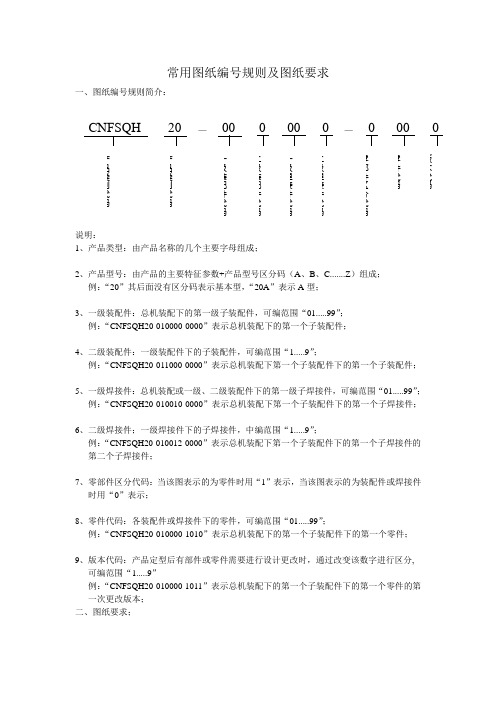
常用图纸编号规则及图纸要求一、图纸编号规则简介:——说明:1、产品类型:由产品名称的几个主要字母组成;2、产品型号:由产品的主要特征参数+产品型号区分码(A 、B 、C.......Z )组成; 例:“20”其后面没有区分码表示基本型,“20A ”表示A 型;3、一级装配件:总机装配下的第一级子装配件,可编范围“01.....99”; 例:“CNFSQH20-010000-0000”表示总机装配下的第一个子装配件;4、二级装配件:一级装配件下的子装配件,可编范围“1.....9”; 例:“CNFSQH20-011000-0000”表示总机装配下第一个子装配件下的第一个子装配件;5、一级焊接件:总机装配或一级、二级装配件下的第一级子焊接件,可编范围“01.....99”; 例:“CNFSQH20-010010-0000”表示总机装配下第一个子装配件下的第一个子焊接件;6、二级焊接件;一级焊接件下的子焊接件,中编范围“1.....9”; 例:“CNFSQH20-010012-0000”表示总机装配下第一个子装配件下的第一个子焊接件的 第二个子焊接件;7、零部件区分代码:当该图表示的为零件时用“1”表示,当该图表示的为装配件或焊接件 时用“0”表示;8、零件代码:各装配件或焊接件下的零件,可编范围“01.....99”; 例:“CNFSQH20-010000-1010”表示总机装配下的第一个子装配件下的第一个零件;9、版本代码:产品定型后有部件或零件需要进行设计更改时,通过改变该数字进行区分, 可编范围“1.....9” 例:“CNFSQH20-010000-1011”表示总机装配下的第一个子装配件下的第一个零件的第 一次更改版本; 二、图纸要求;产品类别代码产品类别代码一级装配件代码二级装配件代码一级焊接件代码二级焊接件代码零部件区分代码零件代码版本代码1、图框要求a、标题栏b、阶加栏c、代号栏d、分区e、装订线2、标题栏要求a、企业名称:兴之源环保科技有限公司b、图号:左上角、右下角均有图号c、名称d、材料e、比例f、重量3、明细栏要求a、材料b、名称c、重量d、数量e、外购件备注栏内注明“品牌”,借用件备注栏内注明“借用”,无图件在备注栏内注明“无图”4、其他要求a、字体:GB宋体b、各线条颜色:待定c、版本:CAD 2004版。
机械图号编写规则
机械图号编写规则 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】图纸编码及填写规范技术部王峰一、目的加强对技术部文件、图纸的管理,使设计、工艺文件管理有规可寻,实现资源共享。
二、适用范围适用于技术部所有设计、工艺图纸的编码及管理。
三、定义本制度所述的技术文件包括产品零件图、装配图、工装、量具图,试制流程图、工艺规程、检验卡片、作业指导书、质量记录、文件资料等。
四、一般要求每个产品、部件、零件的图样和文件均应有独立的代号。
采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
同一CAD文件使用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
通用件的编号应参照JB/或按企业标准的规定。
借用件的编号应采用被借用件的代号。
五、主要内容1、软件的使用技术部机械制图统一采用AutoCAD(2D),Solidworks(3D);具体版本由技术部商讨决定。
2、图纸编号规则1)产品编号XXX·XX·XX序号产品代号公司代号2)零件图编码规则产品编号:参照1);特征码(可增加):零件图——L;装配图——Z;装配流程图——P;工装夹具图——J;版本号:从A-Z进行编号;零件号:从01-99进行编号。
3)装配图编码规则产品编号:参照1);特征码:参照2);版本号:从A-Z进行编号;零件号:从01-99进行编号。
4)工装夹具图编码规则产品编号:参照1);特征码:参照2);版本号:从A-Z进行编号;零件号:从01-99进行编号。
5)装配流程图编码规则产品编号:参照1);特征码:参照2);图号:从01-99进行编号。
6)标准件不进行编号,但必须写明对应国标、品名及规格等参数;7)在相应的图纸标题栏内必须填写相应的版本号;从A-Z进行编写,以次类推;图纸换版是在图纸有很大改动的情况下,图纸勘误不能算换版。
机械图号编写规则
图纸编码及填写规范技术部王峰一、目的加强对技术部文件、图纸的管理,使设计、工艺文件管理有规可寻,实现资源共享。
二、适用范围适用于技术部所有设计、工艺图纸的编码及管理。
三、定义本制度所述的技术文件包括产品零件图、装配图、工装、量具图,试制流程图、工艺规程、检验卡片、作业指导书、质量记录、文件资料等。
四、一般要求4. 1 每个产品、部件、零件的图样和文件均应有独立的代号。
4. 1.1 采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
4. 1. 2 同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
4. 1.3 同一CAD文件使用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
4. 1.4 通用件的编号应参照JB/T5054.8 或按企业标准的规定。
4. 1.5 借用件的编号应采用被借用件的代号。
五、主要内容1、软件的使用技术部机械制图统一采用 AutoCAD(2D),Solidworks(3D);具体版本由技术部商讨决定。
2、图纸编号规则1)产品编号XXX·XX ·XX序号产品代号公司代号2)零件图编码规则产品编号:参照1);特征码(可增加):零件图——L;装配图——Z;装配流程图——P;工装夹具图——J;版本号:从A-Z进行编号;零件号:从01-99进行编号。
3)装配图编码规则产品编号:参照1);特征码:参照2);版本号:从A-Z进行编号;零件号:从01-99进行编号。
4)工装夹具图编码规则产品编号:参照1);特征码:参照2);版本号:从A-Z进行编号;零件号:从01-99进行编号。
5)装配流程图编码规则产品编号:参照1);特征码:参照2);图号:从01-99进行编号。
6)标准件不进行编号,但必须写明对应国标、品名及规格等参数;7)在相应的图纸标题栏内必须填写相应的版本号;从A-Z进行编写,以次类推;图纸换版是在图纸有很大改动的情况下,图纸勘误不能算换版。
机械图纸编号规则
仪器机械图纸编号规则
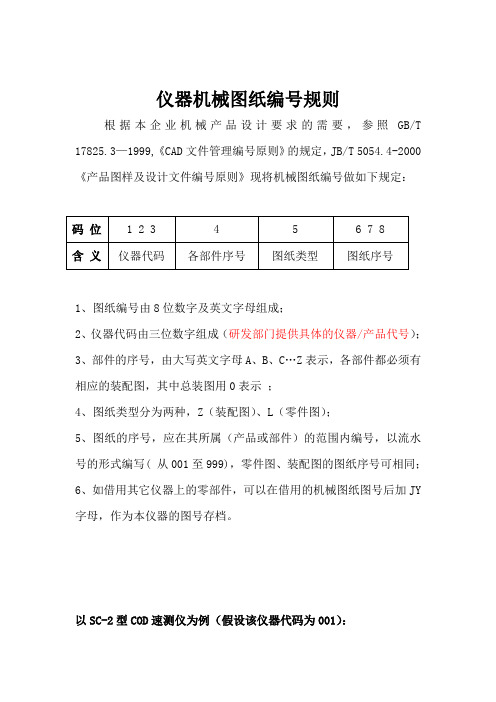
根据本企业机械产品设计要求的需要,参照GB/T 17825.3—1999,《CAD文件管理编号原则》的规定,JB/T 5054.4-2000《产品图样及设计文件编号原则》现将机械图纸编号做如下规定:
1、图纸编号由8位数字及英文字母组成;
2、仪器代码由三位数字组成(研发部门提供具体的仪器/产品代号);
3、部件的序号,由大写英文字母A、B、C…Z表示,各部件都必须有相应的装配图,其中总装图用0表示;
4、图纸类型分为两种,Z(装配图)、L(零件图);
5、图纸的序号,应在其所属(产品或部件)的范围内编号,以流水号的形式编写( 从001至999),零件图、装配图的图纸序号可相同;
6、如借用其它仪器上的零部件,可以在借用的机械图纸图号后加JY 字母,作为本仪器的图号存档。
以SC-2型COD速测仪为例(假设该仪器代码为001):
001-0-Z-000 ----------- 0 表示总装图
001-0-L-001 ……015 ----------- 总装图内相应的零件
001-A-Z-001 ……003 ----------- A 表示机壳部件(组装件)
001-A-L-001 ……015 ----------- 机壳部件内相应的零件
001-B-Z-001 ……003 ----------- B 表示消解池部件(组装件)
001-B-L-001 ……015 ----------- 消解池部件内相应的零件
……
002-A-L-001-JY ----------- 表示借用。
(完整版)机械制图常用规范

(1:2.5×10n)
(1:3)
(1:3×10n)
(1:4)
(1:4×10n)
1:5
1:5×10n
(1:6)
(1:6×10n)
1:10
放大
2:1
2×10n:1
(2.5:1)
(2.5×10n:1)
(4:1)
(4×10n:1)
5:1
5×10n:1
1×10n:1
3.1字体(GB/T 14691-1993《技术制图字体》)
297×420
210×297
e(无装订边时)
20
10
c(非装订边)
10
5
a(装订边)
25
图1-1有装订边的图框格式
1.2标题栏和明细栏
图1-2明细栏、标题栏格式
每张图样都必须有标题栏。标题栏的位置见图1-1,标题栏的绘制(线型、尺寸大小)和填写应遵循GB/T 10609.1-1989《技术制图标题栏》(见图1-2)。
字体书写必须做到:字体工整、笔画清楚、间隔均匀、排列整齐。
字体号数(h)的公称尺寸系列为(mm):1.8,2.5,3.5,5,7,10,14,20。汉字高h不小于3.5mm,上下标的字体高度应比正常字体小一号。
汉字应采用长仿宋体(字宽~0.7h),和国家正式公布推行的简化字。
字母和数字分A型和B型,A型字体的笔画宽度为h/14、B型字体的笔画宽度为h/10;字母和数字的书写有直体和斜体。同一张图样的字体型式和书写方法应一致。
0.5mm或0.7mm,相应的细线宽度为0.25mm或0.35mm。同一图样中的同类图线的宽度应一致。
3.2尺寸注法(GB/T 4458.4-2003《机械制图尺寸注法》)
图纸及其设备编号规则
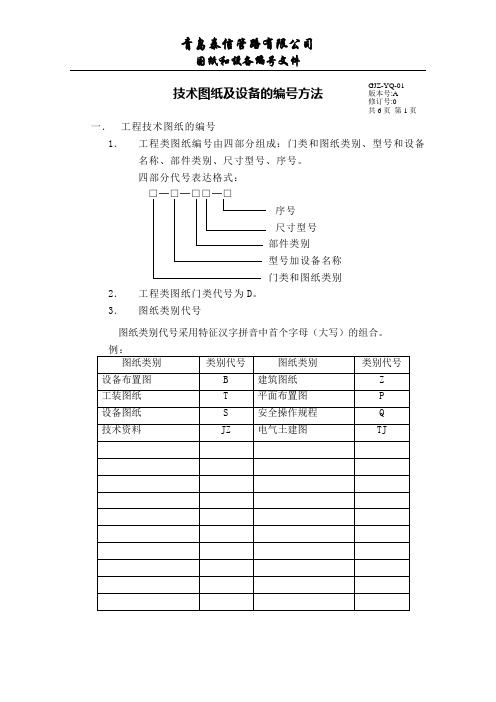
GJZ-YQ-01 版本号:A 修订号:0 共6页 第1页技术图纸及设备的编号方法一. 工程技术图纸的编号1.工程类图纸编号由四部分组成:门类和图纸类别、型号和设备名称、部件类别、尺寸型号、序号。
四部分代号表达格式:□─□─□□─□序号 尺寸型号部件类别 型号加设备名称 门类和图纸类别2. 工程类图纸门类代号为D 。
3.图纸类别代号图纸类别代号采用特征汉字拼音中首个字母(大写)的组合。
例:GJZ-YQ-01版本号:A 修订号:0共6页 第2页4.部件类别代号和序号部件类别代号采用特征汉字拼音中首个字母(大写)的 组合。
管路空视图的部件类别代号按管道仪表流程图介 质代号表示。
5. 没有填写的部分自动略过 6.图纸编号举例:(1)114推制机装置(一号)图 DS —114TZ —Z01组装和序号 机器型号工程类和图纸类别(2)114推制机装置零件(一号)图 DS —114TZ —LJ01零件和序号 机器型号工程类和图纸类别GJZ-YQ-01 版本号:A 修订号:0共6页 第3页(3)114推制机夹具(一号)图DT —114TZ —JX4"-01序号 零件和尺寸 机器型号工程类和图纸类别二.指导书的编号1.规范图纸编号由四部分组成:门类、规格和壁厚、坡口和 特殊要求。
四部分代号表达格式:□─□□─□坡口和特殊要求 壁厚规格 门类2. 工艺指导书、工艺流程图和检验指导书门类代号分别为GY 、GL 和JY 3.图纸类别代号图纸类别代号采用特征汉字拼音中首个字母(大写)的组合。
4.部件类别代号GJZ-YQ-01 版本号:A 修订号:0共6页 第4页部件类别代号采用特征汉字拼音中首个字母(大写)的组合。
5.没有填写的部分自动略过 6. 图纸编号举例:(4)4寸STDP 普通坡口的工艺指导书 GY —4STD —PP普通破口 机械滤器 规范设计图三.生产图的编号1.生产图的编号由三部分组成:生产图代号和尺寸、角度 和半径、壁厚系列。
产品图样及设计文件 编号规则JB T5054.4

本标准由全国技术产品文件标准化技术委员会提出井归口。
本标准起草单位:中国机械工业标准化技术协会、机械科学研究院。
本标准主要起草人:杨东拜、孟宪培。
JB/T5054.4-2000 产品图样及设计文件编号原则
1 范围
本标准规定了机械工业产品图样及设计文件,包括 CAD 图和设计文件(以下简称图样和文件或 CAD 文件) 编号的基本原则和要求。
※※ — ※※※※ —
※※※
零件、分部件序号(流水号)-识别号
部件序号-隶属号
产品代号
图2
7.2.1 零件、分部件序号,规定其中***—***(如 001~099)为分部件序号,***—*** (101~999) 为零件序号。零件序号也可按材料性质分类编号。
7.2.2 零件、分部件序号,规定其中逢十的整数(如常 0、20、30、…)为分部件序号,余者为零件序 号。
31
使用说明书
32
合格证(合格说明书)
33
质量证明书
34
装箱单
35
包装文件
36
早期故障分析报告
37
用户验收报告
注:通(借)用件汇总表可分为:
通用件汇总表
TY 通用
借用件说明
ZM
证明
ZM
证明
ZZ
质证
BZ
包装
ZG
早故
YY
用验
JB/T 8823-1998
机械工业企业计算机辅助管理信息分类编码导则
3 基本原则
3.1 图样和文件编号一般可采用下列字符:
——0~9 阿拉伯数字; ——A~Z 拉丁字母(O、I 除外); ——短横线、·圆点、/斜线。 3.2 编号的基本原则 a)科学性选择事物或概念的最稳定的本质属性或特征作为信息分类的基础和依据。 b)系统性将选定的事物、概念的属性或特征按一定排列顺序予以系统化,并形成一个合理的科学分类体 系。 c)唯一性一个代码只能唯一地标识一个分类对象。 d)可延性要设置收容类目,以便保证增加新的事物和概念时,不致打乱已建立的分类体系,同时,还应 为下级信息管理系统在原有基础上的延拓、细化创造条件。 e)规范性同一层级代码的编写格式必须统一。 4 一般要求 4.1 每个产品、部件、零件的图样和文件均应有独立的代号。 4.1.1 采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。 4.1.2 同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。 4.1.3 同一 CAD 文件使用两种以上的存储介质时,每种存储介质中的 CAD 文件都应标注同一代号。 4.1.4 通用件的编号应参照 JB/T5054.8 或按企业标准的规定。 4.1.5 借用件的编号应采用被借用件的代号。 4.2 图样和文件的编号一般有分类编号和隶属编号两大类。也可按各行业有关标准规定编号。 4.3 图样和文件的编号应与企业计算机辅助管理分类编号要求相协调。 5 分类编号 分类编号,按对象(产品、零部件)功能、形状的相似性,采用十进位分类法进行编号。 5.1 分类编号其代号的基本部分由分类号(大类)、特征号{中类)和识别号(小类)三部分组成.中间 以圆点或短横线分开,圆点在下方,短横线在中间。必要时可以在尾部加尾注号。 5.2 大、中、小类的编号按十进位分类编号法。每类的码位一般由 l~4 位数(如级、类、型、种)组成。 每位数一般分为十挡,如十级(0~9),每级分十类(o~9),每类分十型(0~9).每型分十种(0~9)等。
产品图样编号办法
1、范围
本标准适用于上海英威喷墨科技有限公司的所有机型机械和电器图纸编号。
2、要求
所有涉及人员严格按照本规则要求进行图纸编号。
3、规则
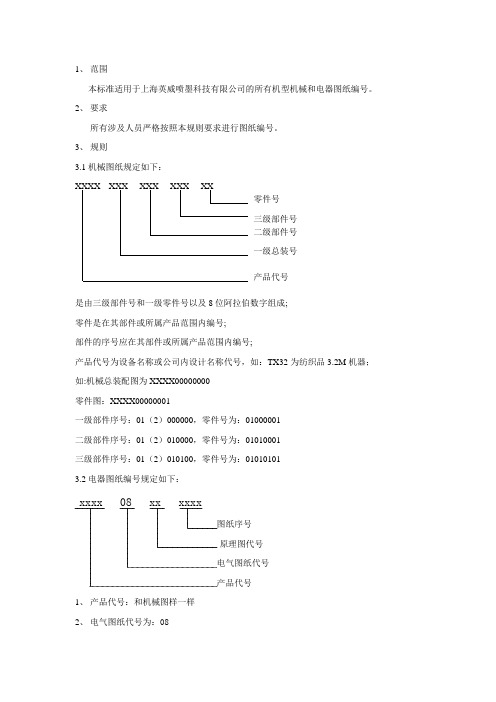
3.1机械图纸规定如下:
XXXX---XXX----XXX----XXX----XX
零件号
三级部件号
二级部件号
一级总装号
产品代号
是由三级部件号和一级零件号以及8位阿拉伯数字组成;
零件是在其部件或所属产品范围内编号;
部件的序号应在其部件或所属产品范围内编号;
产品代号为设备名称或公司内设计名称代号,如:TX32为纺织品3.2M机器;如:机械总装配图为XXXX00000000
零件图:XXXX00000001
一级部件序号:01(2)000000,零件号为:01000001
二级部件序号:01(2)010000,零件号为:01010001
三级部件序号:01(2)010100,零件号为:01010101
3.2电器图纸编号规定如下:
xxxx 08 xx xxxx
图纸序号
原理图代号
电气图纸代号
产品代号
1、产品代号:和机械图样一样
2、电气图纸代号为:08
3、原理图代号
YL 电气原理图
BZ 电气布置图
JX 电气接线图
ZP 电器装配图
YH 电器元件汇总表
4、图纸序号为:01,02,03………..。
机械图号编写规则
机械图号编写规则 Last updated on the afternoon of January 3, 2021图纸编码及填写规范技术部王峰一、目的加强对技术部文件、图纸的管理,使设计、工艺文件管理有规可寻,实现资源共享。
二、适用范围适用于技术部所有设计、工艺图纸的编码及管理。
三、定义本制度所述的技术文件包括产品零件图、装配图、工装、量具图,试制流程图、工艺规程、检验卡片、作业指导书、质量记录、文件资料等。
四、一般要求每个产品、部件、零件的图样和文件均应有独立的代号。
采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
同一CAD文件使用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
通用件的编号应参照JB/或按企业标准的规定。
借用件的编号应采用被借用件的代号。
五、主要内容1、软件的使用技术部机械制图统一采用AutoCAD(2D),Solidworks(3D);具体版本由技术部商讨决定。
2、图纸编号规则1)产品编号XXX·XX·XX序号产品代号公司代号2)零件图编码规则产品编号:参照1);特征码(可增加):零件图——L;装配图——Z;装配流程图——P;工装夹具图——J;版本号:从A-Z进行编号;零件号:从01-99进行编号。
3)装配图编码规则产品编号:参照1);特征码:参照2);版本号:从A-Z进行编号;零件号:从01-99进行编号。
4)工装夹具图编码规则产品编号:参照1);特征码:参照2);版本号:从A-Z进行编号;零件号:从01-99进行编号。
5)装配流程图编码规则产品编号:参照1);特征码:参照2);图号:从01-99进行编号。
6)标准件不进行编号,但必须写明对应国标、品名及规格等参数;7)在相应的图纸标题栏内必须填写相应的版本号;从A-Z进行编写,以次类推;图纸换版是在图纸有很大改动的情况下,图纸勘误不能算换版。
设计图纸编号管理规范

公司设计图纸编号管理规范1 制定目的本规范规定了公司硬件研发中涉及到的各种设计图纸编号规则,主要目的是为电子和机械的设计工程师提供必需遵循的规则和约定,提高硬件设计的设计质量和设计效率,以及提高设计图纸的可维护性和可管理性。
2 适用范围本规范适用于公司硬件研发中设计到的电子方面和机械方面的图纸,主要包括:硬件原理图、印制电路板图(PCB)、机械原理图、机箱丝印图以及安装装配图。
3 编号方法1、设计文件的编号由企业代号、产品名称缩写、公司硬件产品编号、文件简号以及图纸序号组成2、图纸编号示例如下所示:Q/XX.XXXXXX.XXX.XX-XXXQ/XX:企业标准及公司标识XXXXXX:产品型号“-”后的所有字符XXX:硬件产品编号XX:DL(电路)、PB(PCB)、SY(丝印)、JX(机械)、AZ(安装)-XXX:图纸序号,000~9994 标题规范1、每张设计图纸都必须有标题栏2、标题栏位于设计图纸的右下角3、电路设计图标题栏格式:4、机械设计图标题栏格式:5、标题栏中需注明文件的编号、文件的名称、规定的材料以及设计的公差5 审核和批准1、图纸设计好后,由设计者签名,并且交由部门经理审核;2、审核通过后,由部门经理签字,交由总工程师批准;3、经过总工程师批准的图纸才正式生效;6 修改与变更1、经过更改的图纸需要填写“更改记录栏”,包括“标记”、“数量”、“更改单号”、“签名”和“日期”2、“标记”填写更改标记;3、“数量”填写同一更改标记下的更改数量;4、填写更改通知单的“更改单号”5、需要更改人签名和填写更改日期7 存储和管理1、设计图纸按产品目录存储,采用SVN管理;2、研发组的成员才有“读写”权限;3、由硬件部负责管理;4、每个产品的根目录下有一个设计图纸的“总装表”,里面详细列表有该产品的各种设计图纸;5、总装表的示例如下:。
机械图纸编号规则

浙江谱创仪器有限公司仪器机械图纸编号规则根据本企业机械产品设计要求的需要,参照GB/T 17825.3—1999,《CAD 文件管理编号原则》的规定,JB/T 5054.4-2000《产品图样及设计文件编号原则》现将机械图纸编号做如下规定:
1、图纸编号由8位数字及英文字母组成;
2、仪器代码由三位数字组成(研发部门提供具体的仪器/产品代号);
3、部件的序号,由大写英文字母A、B、C…Z表示,各部件都必须有相应的装配图,其中总装图用0表示;
4、图纸类型分为两种,Z(装配图)、L(零件图);
5、图纸的序号,应在其所属(产品或部件)的范围内编号,以流水号的形式编写( 从001至999),零件图、装配图的图纸序号可相同;
6、如借用其它仪器上的零部件,可以在借用的机械图纸图号后加JY字母,作为本仪器的图号存档。
以SC-2型COD速测仪为例(假设该仪器代码为001):
001-0-Z-000 ----------- 0 表示总装图
001-0-L-001 ……015 ----------- 总装图内相应的零件
001-A-Z-001 ……003 ----------- A 表示机壳部件(组装件)001-A-L-001 ……015 ----------- 机壳部件内相应的零件
001-B-Z-001 ……003 ----------- B 表示消解池部件(组装件)001-B-L-001 ……015 ----------- 消解池部件内相应的零件
……
002-A-L-001-JY ----------- 表示借用
Welcome To Download !!!
欢迎您的下载,资料仅供参考!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浙江谱创仪器有限公司仪器机械图纸编号规则根据本企业机械产品设计要求的需要,参照GB/T 17825.3—1999,《CAD 文件管理编号原则》的规定,JB/T 5054.4-2000《产品图样及设计文件编号原则》现将机械图纸编号做如下规定:
1、图纸编号由8位数字及英文字母组成;
2、仪器代码由三位数字组成(研发部门提供具体的仪器/产品代号);
3、部件的序号,由大写英文字母A、B、C…Z表示,各部件都必须有相应的装配图,其中总装图用0表示;
4、图纸类型分为两种,Z(装配图)、L(零件图);
5、图纸的序号,应在其所属(产品或部件)的范围内编号,以流水号的形式编写( 从001至999),零件图、装配图的图纸序号可相同;
6、如借用其它仪器上的零部件,可以在借用的机械图纸图号后加JY字母,作为本仪器的图号存档。
以SC-2型COD速测仪为例(假设该仪器代码为001):
001-0-Z-000 ----------- 0 表示总装图
001-0-L-001 ……015 ----------- 总装图内相应的零件
001-A-Z-001 ……003 ----------- A 表示机壳部件(组装件)
001-A-L-001 ……015 ----------- 机壳部件内相应的零件
001-B-Z-001 ……003 ----------- B 表示消解池部件(组装件)
001-B-L-001 ……015 ----------- 消解池部件内相应的零件
……
002-A-L-001-JY ----------- 表示借用。