全自动钢管表面除锈机仿真系统设计
自适应钢管外表面除锈装置的研究与设计

自适应钢管外表面除锈装置的研究与设计朱甲兵【摘要】为了满足不同直径钢管的外表面除锈要求,设计出一套自适应钢管外表面除锈装置.由于该装置不但能实现除锈工作半径与中心高度的同步线性调节,而且还能根据钢管外径变化进行自动调整,因此可减少人工辅助时间及劳动强度,大幅度提高生产效率.【期刊名称】《钢管》【年(卷),期】2012(041)004【总页数】4页(P33-36)【关键词】钢管;外表面除锈;自适应除锈装置;除锈工作半径;除锈中心高度;同步可调【作者】朱甲兵【作者单位】宝山钢铁股份有限公司精密钢管厂,上海200940【正文语种】中文【中图分类】TG174一般来说,小直径无缝钢管经过超声波探伤检测后,其表面会附着一层水分。
在南方梅雨季节,由于空气湿度较大,导致存放的钢管外表面局部产生浮锈;钢管表面涂层后其表面局部产生凸起剥落等缺陷,给交货带来影响。
目前,钢管的外表面除锈方式主要有废酸洗处理[1]、磨削抛光处理[2]、喷砂处理[3]、振动处理[4]、机械刷除处理等。
其中,酸洗、磨削抛光、喷砂及振动处理主要用于钢管外表面严重锈蚀的除锈,资金投入及使用成本较大;而钢丝刷除锈比较适合去除钢管外表面浮锈。
钢丝刷除锈技术在现有的专利技术[5-7]中可以找到多种方案,虽然有可调节钢丝刷除锈机[7],但不能以简单方式实现除锈工作半径与中心高度的同步调整功能。
宝山钢铁股份有限公司精密钢管厂于2008年投入使用的固定式钢管外表面除锈机,除锈效果较好,但需要操作人员频繁地更换筒形刷以满足不同外径钢管的除锈要求,且由于中心高度无法调整导致其工作范围受到限制。
为此,改进设计出一套自适应钢管外表面除锈装置。
本文将对该装置的研究基础、特点及设计作详细介绍。
自适应钢管外表面除锈装置是在现有的钢管除锈技术及固定式钢管外表面除锈装置的基础上做出的改进设计。
固定式钢管外表面除锈装置由安装座、除锈机本体及皮带传动(电机)等组成,其中除锈机本体结构如图1所示。
课程设计管道外壁清洗和除锈设备的方案设计

课程设计管道外壁清洗和除锈设备的方案设计介绍管道外壁清洗和除锈是维护和保护管道设备的重要工作之一。
通过定期清洗和除锈,可以延长管道设备的使用寿命,保持其正常运行和安全性能。
本文档将介绍一种管道外壁清洗和除锈设备的方案设计,帮助工程师们更好地完成这一任务。
设备概述管道外壁清洗和除锈设备主要由以下几个部分组成:1.清洗装置:清洗装置使用高压水枪对管道外壁进行清洗。
可调节的喷嘴可以确保清洗效果的均匀和全面。
清洗装置应具备一定的移动性,便于在不同位置进行清洗。
2.除锈装置:除锈装置通常采用喷砂除锈的方法,通过注入砂子或其它磨料进行除锈操作。
除锈装置应具备稳定的压力和流量调节功能,以确保操作的准确性和效率。
3.输送系统:输送系统用于将清洗水和除锈砂子输送到清洗和除锈现场。
输送系统应具备输送稳定性和自动化控制功能,以减少人工操作的工作量。
4.控制系统:控制系统用于控制清洗和除锈设备的运行。
它可以调节喷水和喷砂的压力和流量,控制输送系统的工作,实时监测设备运行状态等。
设备方案设计设备选型选择适合的清洗和除锈设备非常重要。
在选型过程中应考虑以下几个因素:1.工作环境:清洗和除锈设备应适应工作环境的特点。
例如,如果工作环境比较狭窄,应选择小型和移动性强的设备。
2.清洗和除锈效果:设备的清洗和除锈效果必须符合工程要求。
可以参考设备厂家提供的清洗和除锈效果数据进行选型。
3.设备价格和维护成本:设备的价格和维护成本必须在合理范围内。
不能选择过于昂贵的设备,否则会增加工程的成本。
设备安装和调试在设备安装和调试阶段,应按照以下步骤进行:1.安装设备:根据设备的安装手册进行设备的安装。
确保设备固定牢靠,并与管道设备连接良好。
2.连接输送系统:将输送系统与清洗和除锈设备连接。
根据设备的操作说明,调节输送系统的压力和流量,确保设备正常工作。
3.电气接线:根据设备的电气接线图,进行设备的电气接线。
确保设备的电气系统运行正常。
4.系统调试:启动设备,调试系统。
毕业设计(论文)-钢管表面除锈机的设计(全套图纸三维)

本科毕业设计题目:钢管表面除锈机的设计学院:机电工程学院专业:机械制造及其自动化姓名:学号:指导教师:2016年5月11日摘要机械工业是一个国家的重要产业,机械工业的发展无时不刻都在影响着国家经济的发展,人类的进步离不开机械工业的发展。
在全球经济发展的大环境下,中国各个行业被其他国家的先进技术影响的同时,越来越多的外国企业和品牌传播到中国已经成为现实。
在新的市场需求的推动下,对钢管表面除锈机进行改良和优化是当务之急。
生产钢管表面除锈机的企业,必须充分考虑到在钢管表面除锈机运行中可能出现的问题,尽量使钢管表面除锈机的自动化程度越高越好,从而减少人工搬运工具的时间,国内钢管表面除锈机的研发及制造要与全球号召的高效经济、安全稳定主题保持一致。
钢管表面除锈机的发展与人类社会的进步和科学技术的水平密切相关。
本次设计在题目是钢管表面除锈机在设计,目前,国内钢管表面除锈机的研发也在向朝着运行高速化、功能复合化、控制智能化的方向发展,廉价,简单,方便成了工作台发展的主题。
关键词:机械产品钢管表面除锈机制造主题全套图纸,加153893706AbstractThis graduation design is the optimization design of driving roller conveyor, first on the driving roller type conveyer is summarized; then analyzed the selection principle and calculating method of driving roller conveyor; then calculated based on these design criteria and abase is designed; then checked on the main parts selected conveyor. Is the drive roller conveyor consists of four main parts: driving device, tension device, middle rack, and the moving part. Finally, a simple description of the installation and maintenance of transport. At present, the drive roller conveyor is moving towards long distance, high speed, low friction direction, air cushion conveyor in recent years is one of the. the motion trajectory when the diagonal curve is slanting line do the walking motion, robot. The miniature walking robot is mainly driven by DC servo motor, so as to drive the leg action driven synchronous belt wheel by a crank and rocker mechanism.In the design, driving roller type conveyer manufacture and application, at present our country compared with foreign advanced level there are still large gaps, domestic in the design and manufacture of driving .This design is the optimization design of driving roller conveyor.Keywords:Driving roller Crankshaft Processing craft Significance目录1 绪论 (1)1.1课题的来源与研究的目的和意义 (1)1.2本课题研究的内容 (2)1.3研究的意义 (3)2 钢管表面除锈机总体结构的设计 (4)2.1钢管表面除锈机设计方案的选择 (5)2.2钢管表面除锈机的工作原理 (5)2.3杠杆的结构设计 (5)3 机械传动部分的设计计算 (6)3.1除锈电机的选型计算 (7)3.2液压缸的设计计算 (8)3.2.1液压缸的类型及结构形式 (10)3.2.2液压缸的工作压力 (11)3.2.3计算液压缸的尺寸 (11)3.2.4液压缸各工作阶段的压力、流量和功率计算 (12)3.3直线导轨的设计计算 (12)4 钢管表面除锈机中主要零件的三维建模 (15)4.1除锈钢刷的三维建模 (15)4.2液压缸的三维建模 (15)4.3滚轮的三维建模 (16)4.4钢管表面除锈机的三维建模 (16)5 钢管表面除锈机中主要零件的强度分析与校核 (20)5.1滚动轴承强度的校核计算 (21)结论 (22)参考文献 (23)致谢 (24)1 绪论1.1 课题的来源与研究的目的和意义我国生产的钢管表面除锈机结构简陋,除锈效率始终不高,虽然经过几十年的发展,近期产品的质量较早期有所提高。
管道内壁自动除锈机设计
目录摘要 (Ⅰ)Abstract (Ⅱ)第1章绪论 (1)1.1课题综述 (1)1.1.1 研究目的与意义 (1)1.1.2 喷丸除锈技术国内外现状 (2)1.2 研究内容 (10)1.2.1 设计内容 (10)1.2.2 设计思路 (11)第2章管道内壁自动除锈机设计 (12)2.1 管道内壁自动除锈机简述 (12)2.1.1 管道内壁自动除锈机简介 (12)2.1.2优点及特性 (7)2.2 管道内壁自动除锈机结构设计 (8)2.2.1结构介绍 (8)2.2.2 设计参数 (16)第3章注意事项 (23)致谢 (25)参考文献 (26)管道内壁自动除锈机设计第1章绪论1.1 课题综述1.1.1 研究目的与意义随着西部大开发的逐步深入,西气东输成为全国瞩目的前沿工程。
为保证天然气输送的畅通与安全,对用作输送管道的钢管也提出了很高的要求。
为了去除钢管表面的锈蚀及氧化皮并尽可能提高防腐层的附着力,因而,常需对其表面进行特殊防锈、除锈处理。
对于锈蚀较重、漆皮牢固的金属表面,用一般的处理方法则不能达到清除标准,要达到特定的标准,常常需要采用喷丸除锈的方式,表面除锈度的质量好坏,对以后涂层耐久性的影响极大,可使涂层耐用年数相差4倍以上,喷丸处理后的金属表面,虽然从微观上仍然是凹凸不平的,但适当的凹凸度对涂装是有利的,因为它有利于涂膜的流平和装饰,使金属表面与涂料有很好的结合力,尤其是高效涂料的部位,更需进行抛丸处理,喷丸对金属表面还起强化作用,金属表面除锈质量对涂膜寿命影响达50%左右,目前除锈工作多采用手工铲、刮、钢丝刷、砂纸打磨等方式,这些方法不但效率低、质量差、劳动强度大,而且污染环境和危害人体健康。
喷丸清理是一门在120年前发明的技术, 到目前还是涂装前最有效的表面清理方法。
再好的涂料, 也不可能牢靠的附着在肮脏的表面, 涂装前清理不干净造成涂料失效, 意味着原先的清理成本、涂料成本、涂装费用等等全部损失, 除蒙受腐蚀、停工待修等等损失外, 还需重新投入人力、物力去重新涂装。
钢管除锈喷漆全自动智能机的研制 刘晨

钢管除锈喷漆全自动智能机的研制刘晨发表时间:2018-01-05T20:48:52.877Z 来源:《基层建设》2017年第28期作者:刘晨[导读] 摘要:课题针对煤炭行业井下旧钢管的修复再利用工作,进行了深入研究和探索。
宝鸡石油钢管有限责任公司陕西宝鸡 721008摘要:课题针对煤炭行业井下旧钢管的修复再利用工作,进行了深入研究和探索。
经调查发现国内煤炭行业钢管除锈、刷漆通常采用人工砂纸打磨、锵子除锈,毛刷或滚子人工刷漆等传统方法。
这种方法劳动强度大,对职工身体健康有很坏影响,工作效率比较低,成本比较高,成品质量没有保障,很难满足矿井生产需要。
利用变速传动原理,行走滑动系统,风压稳控装置和PLC控制电磁感应全自动操作系统研制而成的钢管除锈喷漆全自动智能机,使钢管除锈、喷漆溶为一体,提高功效近20倍,节约油漆50%以上。
关键词:钢管除锈喷漆;全自动;智能机;研制导言:煤矿在生产过程中,需要压风作为动力源,用来施工炮眼、安装锚杆、控制轨道道岔及气动挡车门等安全设施,发生矿难时被困人员可使用压风管路进行自救。
为防灭火,设置消防水管和注浆管路,并作为防尘喷雾管路,发生矿难时,可利用消防管路配送食物进行施救。
矿井巷道开拓过程中不断向前敷设压风管路、供水消防管路、注浆管路和排水管路,在工作面回采过程中又不断回撤这些管路。
回撤的旧管路因为在井下潮湿的特殊环境中使用,管路内外均会生锈,为保证能继续使用,延长使用寿命,一般都需进行除锈刷漆进行防腐处理。
1技术背景目前国内煤炭行业钢管除锈、刷漆通常采用人工砂纸打磨、锵子除锈,毛刷或滚子人工刷漆等传统方法。
这种方法劳动强度大,对职工身体健康有很坏影响,工作效率比较低,成本比较高,钢管内部无法进行除锈,成品质量低,钢管使用寿命短,很难满足矿井生产需要。
经过市场调研,使用于矿井电动钢管除锈自动喷漆机型在国内还没有,如厂家定点研制一台同类机型需约20万余元,研制费用就达10万余元。
钢管外壁除锈装置的设计与研究
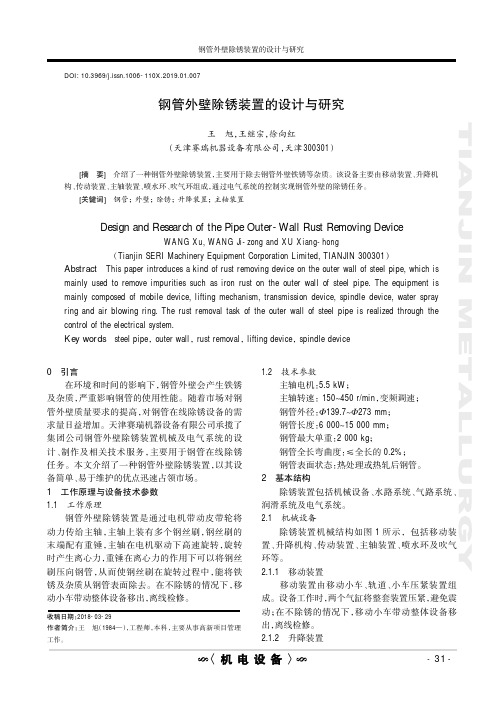
钢管外壁除锈装置的设计与研究王旭,王继宗,徐向红(天津赛瑞机器设备有限公司,天津300301)[摘要]介绍了一种钢管外壁除锈装置,主要用于除去钢管外壁铁锈等杂质。
该设备主要由移动装置、升降机构、传动装置、主轴装置、喷水环、吹气环组成,通过电气系统的控制实现钢管外壁的除锈任务。
[关键词]钢管;外壁;除锈;升降装置;主轴装置Design and Research of the Pipe Outer-Wall Rust Removing DeviceWA NG Xu,WANG Ji-zong and XU Xiang-hong(Tianjin SERI Machinery Equipment Corporation Limited,TIANJIN300301)Abstract This paper introduces a kind of rust removing device on the outer wall of steel pipe,which is mainly used to remove impurities such as iron rust on the outer wall of steel pipe.The equipment is mainly composed of mobile device,lifting mechanism,transmission device,spindle device,water spray ring and air blowing ring.The rust removal task of the outer wall of steel pipe is realized through the control of the electrical system.Key words steel pipe,outer wall,rust removal,lifting device,spindle deviceDOI:10.3969/j.issn.1006-110X.2019.01.0070引言在环境和时间的影响下,钢管外壁会产生铁锈及杂质,严重影响钢管的使用性能。
全自动钢管表面除锈机仿真系统设计
全自动钢管表面除锈机仿真系统设计【摘要】本文介绍了全自动钢管表面除锈机的仿真。
下位机采用PLC对整个系统的上料、除锈、下料、吸尘的过程进行控制,上位机采用WinCC组态软件对整个系统进行实时监控。
通过下位机与上位机之间的通讯可以实现对整个全自动钢管表面除锈机的自动控制。
【关键词】WinCC;PLC;表面除锈机引言传统的手工除锈发现不仅工作效率低,而且对环境和工作人员的身体都有很大的危害。
全自动钢管表面除锈机的问世,解决了工作效率、对环境和工作人员的身体危害的弊端。
本系统中下位机采用西门子S7-300可编程控制器(PLC)对除锈机上料、接料、除锈、下料、除尘等过程进行控制,上位机采用WinCC 组态软件对上述过程实施监控,对整个过程的数据进行采集、分析、整理、保存以及处理。
上位机与下位机的通讯连接,就能够实现对系统的实时控制。
1.总体设计全自动钢管表面除锈机的程序流程如图1所示。
钢管送到工作位后,通过主轴电动机带动其转动。
工作台上的钢刷通过电机前后运动摩擦掉钢管表面的锈迹,通过纵向电机使钢刷的工作台纵向从右向左移动将整个钢管表面的锈迹去除干净。
当工作台移动至最左边时,纵向电机停止,工作台的钢刷电机也停止,钢管由工作位被送走。
纵向电机转动将工作台移动至最右端的工作准备位置。
图1 程序流程图2.下位机设计PLC实质是一种专用于工业控制的控制器,其硬件结构基本上与微型计算机相同。
中央处理单元(CPU)是PLC的控制中枢。
它按照PLC系统程序赋予的功能接收并存储从编程器键入的用户程序和数据;检查电源、存储器、I/O以及警戒定时器的状态,并能诊断用户程序中的语法错误。
当PLC投入运行时,首先它以扫描的方式接收现场各输入装置的状态和数据,并分别存入I/O映象区,然后从用户程序存储器中逐条读取用户程序,经过命令解释后按指令的规定执行逻辑或算数运算的结果送入I/O映象区或数据寄存器内。
等所有的用户程序执行完毕之后,最后将I/O映象区的各输出状态或输出寄存器内的数据传送到相应的输出装置,如此循环运行,直到停止运行。
H型钢柱表面除锈机虚拟设计

H 型钢柱表面除锈机虚拟设计*孙贵斌,陈 军,李坤淑,纪兴华,吕昕晖,董志颖(莱芜职业技术学院,山东 济南 271100)摘 要:笔者通过分析H 型钢站柱的生锈特点,设计了适用于不同规格H 型钢站柱的攀爬平台、翼缘板外表面、内表面及腹板外表面的除锈装置。
试验证明,该设备能满生产的需要,具有较高的实际应用价值。
关键词:H 型钢;表面;除锈机中图分类号:TN249 文献标志码:A 文章编号:1672-3872(2019)16-0017-02——————————————基金项目: 莱芜职业学院课题(2017XSKY05)作者简介: 孙贵斌(1976—),男,山东泰安人,硕士,讲师,研究方向:模具设计与制造专业教学。
H 型轧钢是一种高效型材,主要用于各种民用和工业建筑结构,尤其是工业厂房。
因长期暴露于潮湿空气中,表面会产生轻重不等的浮锈、氧化皮等锈蚀物。
其表面的除锈质量直接决定着H 型轧钢使用年限。
对H 型轧钢的除锈质量要引起足够的重视[1-2]。
H 型钢由两个翼缘板和一个腹板构成,一共有八个面,除锈的工作量较大。
从除锈方法上可分为机械除锈和化学除锈两大类[3]。
一般常见的除锈方法有抛丸法、喷砂法、钢丝刷等工具除锈法、高压水冲洗法、酸洗法、火焰法等[4-7]。
目前对H 型钢八个面的除锈方法主要是对尚未安装的材料采用机械装备进行除锈,轧钢厂一般对出厂的H 型钢采用抛丸除锈,H 型钢在搭建成车间后,由于H 型钢站立在地面上,因此只能依靠人工攀爬并徒手用手工除锈。
锈层迅速脱落,该设备包括以下几个部分:攀爬机构、翼缘板正面除锈机构、翼缘板反面左除锈机构、翼缘板反面右除锈机构、腹板面除锈机构、PLC 控制,具体结构如图1所示。
图1 除锈机结构组成1.翼缘板反面左除锈机构;2.腹板面除锈机构构;3.翼缘板正面除锈机;4.控制部分;5.攀爬机构;6.翼缘板反面右除锈机构。
的前行走轮的转轴,后轮安装在机架后部,夹紧轮有两个,通过左、右固定板安装在机架反面,可以通过调节装置调整位置,调节左夹紧轮和右夹紧轮与H 型钢的翼缘板的反面之间的摩擦力大小,使其能沿着站立的H 型钢上下移动。
一种可移动式钢管全自动除锈装置[实用新型专利]
![一种可移动式钢管全自动除锈装置[实用新型专利]](https://img.taocdn.com/s3/m/102ebd68c950ad02de80d4d8d15abe23482f03e0.png)
专利名称:一种可移动式钢管全自动除锈装置专利类型:实用新型专利
发明人:王章凯,姜涛,宋合财,黄飞,税明陈
申请号:CN202220097848.0
申请日:20220114
公开号:CN216731194U
公开日:
20220614
专利内容由知识产权出版社提供
摘要:一种可移动式钢管全自动除锈装置,包括主支架、辅支架、第二电机和滚轮;主支架与辅支架沿横向平行间隔设置,在主支架与辅支架的顶部之间转动连接有螺杆;螺杆的端部连接有第一电机,且螺杆上设有第一套管;第一套管与螺杆之间螺纹连接;第一套管底部沿竖向可调连有除锈钢刷;主支架底部设有支撑板;第二电机安装在支撑板上;第二电机输出端上连有钢管固定夹;钢管固定夹与螺杆竖向对应;钢管一端与钢管固定夹可拆卸连接,钢管另一端搭在辅支架上;除锈钢刷夹持在钢管的前后两侧;辅支架上、位于钢管的底部两侧分别设有滚筒;钢管与滚筒滚动连接。
本实用新型解决了传统的人工使用钢刷完成,除锈不均匀且费时费力且不利于工程下次使用的技术问题。
申请人:中国建筑土木建设有限公司
地址:100070 北京市丰台区南四环西路188号(十六区)12号楼
国籍:CN
代理机构:北京中建联合知识产权代理事务所(普通合伙)
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一 — r— — — — —— — — ]
L ——— — r— —一
r 上
]
一 r —— — — —— — ]
L —— ——r —— — J
L— ——— —— —__ J
r —— ——
L_-]
r —— —— L _-]
i — — — 下 — r 辩 — — — j
}船 — — — 工 — 位 r 准 — — 备 一 l
盏 至 ห้องสมุดไป่ตู้ 鬲 广
图 1 程 序 流 程 图
r
2 下位机 设计 P L C 实 质 是 一 种 专 用 于 工业 控 制 的控 制 器 ,其 硬件 结构 基本 上 与微 型 计 算机 相 同 。 中 央 处 理单 元 ( C P U ) 是P L C 的 控制 中枢 。它 按照P L C 系 统程序 赋 予的功 能接 收并存 储从 编 程 器 键入 的用 户程 序 和数 据 ;检 查 电源 、存 储 器 、I / O 以及警 戒定 时器 的状态 ,并 能诊 断 用 户程 序 中的语 法错 误 。当P L C 投入运 行时 , 首先 它 以扫 描 的方 式 接收 现 场各 输入 装 置 的 状 态和 数据 ,并 分别存 入 i / o 映 象区 ,然后 从
用户 程 序存 储 器 中逐 条读 取 用户 程 序 ,经 过 命令 解 释后 按 指令 的规 定执 行逻 辑 或算 数 运 算 的结果送 入 i / o 映 象区或 数据 寄存器 内。等 所有 的用 户程序 执行 完毕之 后 ,最后 将 I / O 映 象 区 的各输 出状 态或 输 出寄 存器 内的数 据 传 送到 相 应 的输 出 装置 ,如 此 循环 运 行 ,直 到 停 止运 行 。为 了进 一步 提 高P L C 的可靠性 ,近 年来 对 大型 P L C 还采 用 双C P U 构成 冗余 系 统 , 或采用 三c P u 的表 决式 系统 。这样 ,即使 某个 C P U 出现 故障 ,整个系 统仍 能正常 运行 。 2 . 1 P L C 选 型 根据 全 自动 钢 管表 面 除锈 机 的系 统控 制 的要 求 , 以及实 际情 况 和 性价 比方面 考虑 。 由于 全 自动 钢管 表 面 除锈机 的控 制系 统涉 及 比较 多 的 输 入 、输 出 口 ,控 制l 过 程 比较 复 杂 ,控 制和操 作 以及保 护信 号太 多,选 择S 7 — 3 0 0 系列 的标 准 型P L C — C P U 3 1 5 - 2 D P 。 该P L C 能 够 满足 3 4 个近 控 高灵 敏 度 的接近 开 关 作为 行 程 监控 、保护 位 置 、工 序转 步 的检 测 元件 , 配 以各种输 入 主令开关 及输 出控制 上 。 2 . 2 I / 0 模块 及 电源模块 选型 数字I / o 模块包 括 用于s 7 — 3 0 0 的数字输 入 和 输 出 ,通过 这 些模 块 ,可 将 数字 传感 器 和 执 行单 元 与¥ 7 - 3 0 0 相 连 ,它 具 有优 化 配合 和 连接 过程 灵活 的优 势。模 块安 装在D I N 标准 导 轨 上 ,通过 总 线 连接 器 与相 邻 的模 块相 连 , 没 有插 槽规 则 , 其地 址 由插 槽 决定 。根 据 实 际 情况 确 定控 制输 入 变 量的 个数 为 1 6 个 ,输
配 置 完 毕后 ,在 S 7 程 序 中选 择 符号 图标 ,创 建 符号 表 ,分 配系 统资源 。根 据S T E P 7 向导一 步 步进 行 项 目的 建立 ,最后 得 到 的除锈 机 资
源 分配 如图2 所示 。
图2 除 锈 机 的 控制 资 源 分 配
— —■一
——丁一
…
…
…
…
…
…
…
…
…
…
一
鳗 廛 一 -
全 自动 钢 管 表 面 除 锈 机 仿 真 系 统 设 计
吉林化工 学院信控分 院测控技 术与仪 器 系 刘 麒 吉林石化公 司精 细化 学品厂 孙 天乐
【 摘要 】本文介绍 了全 自动钢管表面除锈机的仿真 。下位 机采用P L C 对整个 系统的上料、除锈、 下料 、吸尘的过程进行控制 ,上位机采用Wi n C C 组态软件对整个 系统进 行 实时监控。通过下位机 与上位机之 间的通讯可 以实现 对整个全 自动钢管表面除锈机的 自动控制。 【 关键词 】Wi n C C;P L C ;表面除锈机
引 言
传统 的 手工 除 锈 发现 不仅 工作 效 率低 , 而 且 对环 境 和工 作 人 员的 身体 都有 很 太 的危 害 。 全 自动钢 管 表 面 除锈 机 的 问世 ,解 决 了 工 作 效率 、对 环 境 和工 作 人 员的身 体 危 害 的 弊 端 。本 系统 中 下位 机 采用 西 门子 ¥ 7 - 3 0 0 可 编程 控制 器 ( P L C )对除锈 机上 料 、接料 、除 锈 、 下料 、除 尘 等过 程进 行 控 制 ,上 位机 采 用W i n C C 组态 软 件对 上述过 程实 施监控 ,对 整 个过 程 的 数据 进 行采 集 、分 析 、整 理 、保 存 以及 处 理 。上 位 机 与下位 机 的通 讯 连接 ,就 能够 实现对 系统 的实时 控制 。 1 . 总 体设计 全 自动钢 管 表面 除锈 机 的程 序 流程 如 图 l 所示 。钢 管送 到工 作位后 ,通 过主轴 电动 机 带动 其 转动 。: r作 台上 的钢 刷通 过 电机 前 后 运 动 摩擦 掉 钢 管 表而 的锈 迹 ,通 过 纵 向 电机 使 钢 刷 的工 作 台纵 向 从右 向左移 动将 整 个钢 管 表 面 的锈 迹 去 除干 净 。 当工作 台 移动 至 最 左 边 时 ,纵 向 电机 停 止 ,工 作 台的钢 刷 电机 也 停 止 ,钢 管 由1 : 作位 被 送走 。纵 向 电机转 动将 工 作 台移 动至 最右端 的工 作准备位 置 。