C616数控车床自动回转刀架机电系统de设计
数控车床自动回转刀架机电系统设计

数控车床自动回转刀架机电系统设计数控车床自动回转刀架是一种经常用于车削加工中的设备,其主要作用是在切削过程中快速更换刀具。
为了实现自动化操作,我们可以设计一个机电系统来控制刀架的回转动作。
下面是一个关于数控车床自动回转刀架机电系统设计的概述,其中包括系统的组成、工作原理以及关键技术。
一、机电系统组成1.电机:用于驱动刀架的转动,一般采用步进电机或伺服电机;2.传动装置:将电机的旋转运动转化为刀架的回转运动;3.可编程控制器(PLC):控制刀架的回转运动以及实现自动化操作;4.感应装置:用于检测刀架的位置,一般采用光电开关或接近开关;5.人机界面:用于人机交互的显示屏和按键。
二、工作原理1.工件加工:数控车床自动回转刀架机电系统安装在数控车床上,工作时根据加工工艺确定刀具的种类和数量,并将刀具安装在刀架上。
2.刀具选择:根据加工过程中所需的刀具类型,PLC通过人机界面接收到相关指令后,控制电机将刀架旋转至相应的刀具位置,光电开关或接近开关检测刀架是否到位。
3.切削过程:数控系统控制数控车床进行切削加工,当需要更换刀具时,PLC发送指令,电机带动刀架旋转至指定刀具位置,完成刀具的更换。
然后PLC再次发送指令,使数控车床继续进行切削加工。
4.刀具回收:加工结束后,刀架需要回到回收位置,等待下一次的切削操作。
三、关键技术1.传动装置设计:根据转速和转动力矩的要求,选择合适的传动方式(如齿轮传动、皮带传动等)来实现电机和刀架之间的动力传递及转动控制。
2.位置检测技术:光电开关或接近开关能够实现对刀架位置的准确检测,确保刀架到位后才能进行切削加工,提高工件加工的精度。
3.控制系统设计:PLC控制系统需要根据刀具种类和数量,编写相应的控制程序,实现自动化操作。
同时,可以根据需要增加串口或网络通信功能,方便与上位系统进行数据交互。
4.人机界面设计:人机界面需要简洁、直观、易用,使操作人员能够方便地进行刀具的选择和刀架的控制等操作。
基于C616车床的纵向进给系统的机电一体化改造设计1
摘要针对现有常规C616普通车床的精度低、生产效率低、劳动强度大等缺点提出数控改造方案,提高加工精度和扩大机床使用范围,并提高生产率。
本设计主要是针对C616车床的纵向进给系统进行改造。
机械部分采用步进电动机与一级减速器相配合来驱动滚珠丝杠,然后再通过滚珠螺母副传动工作台运动。
电气部分采用MCS—8051单片机来对步进电动机进行适时有效的控制,通过输入程序来更好的解决形状复杂、精密、难加工的问题。
这次设计可以准确地实现规定的动作、自动化程度较高、能灵活迅速的适应加工零件的更变。
改造后的机床适应于中小型企业。
关键字:C616车床,步进电动机,单片机,滚珠丝杠AbstractTo remedy the defects of ordinary lather C616, a design of data processing system and its single chip microcomputer system program is put forward to raise the processing precision and extend the machine’s usage, and to improve production rate。
This design mainly is aims at the C616 lathe Longitudinal to enter for the servosystem transformation. The machine part uses step-by-steps the direct motor drive ball bearing guide screw, then vice- moves the work table operation again through the ball bearing nut. The electric appliance partially uses the MCS-8051 monolithic integrated circuits to come to step-by-step the electric motor to carry on at the right moment the effective control, at the same time in order to be advantageous for the man-machine conversation, comes the question through the input routine which the better solution shape complex. Precise is difficult to process.This design may accurately The realization stipulated the movement, the automaticity are high can nimble rapid adaption processing components changng. Keyword:C616L athes, stepper motor, SCM, precision目录1 绪论 ..................................... 错误!未定义书签。
(整理)重要四工位立式回转刀架

目录第1章设计任务 (3)1.1 设计总体任务 (3)1.2 设计参数 (3)1.3 设计内容 (3)1.4 设计任务 (3)第2章概述 (4)第3章总体设计方案 (5)3.1 减速传动机构的设计 (5)3.2 上刀锁紧与精定位机构的设计 (5)3.3 刀架抬起机构的设 (5)3.4自动回转刀架的工作原理 (5)第4章数控车床回转刀架机械部分设计 (8)4.1 蜗杆副的设计计算 (8)4.1.1蜗杆的选型 (8)4.1.2蜗杆副的材料 (8)4.1.3按齿面接触疲劳强度进行设计 (8)4.2滚动轴承的选项 (10)4.2.1概述 (10)4.2.2滚动轴承的选型 (11)4.2.3滚动轴承的配合 (11)4.2.4滚动轴承的密封 (11)第5章电气控制部分设计 (12)5.1 中央处理单元MS-89C51 (12)5.1.1 MCS-51单片机的结构和工作原理 (12)5.1.2 MCS-51单片机的工作方式 (15)5.2端口扩展单元8255的介绍 (17)5.3 键盘显示接口8279介绍 (24)5.4 硬件电路设计 (25)5.5 控制软件设计 (27)第6章总结 (29)第7章参考文献 (30)第1章设计任务一.设计任务题目:数控车床自动回转刀架机电系统设计任务:设计一台四工位的卧式自动回转刀架,适用于C616或C6132经济型数控车床。
二.设计参数推荐刀架所用电机的额定功率为90W,额定转速为1440r/min, 换刀时要求刀架转动的速度为30r/min。
三.设计内容1.总体结构设计2.主要传动部件的设计计算3.电气控制部分设计1)硬件电路设计2)控制软件设计4.编写设计说明书四.设计任务1.模拟整体设计方案2.机械结构装配图一张(A0图)3.控制系统设计要求完成一张A1图纸的硬件电路设计工作,设计控制系统的主要软件流程,对RAM 和I/O接口芯片进行详细编程。
4.设计说明书要求清楚地叙述整个设计过程和详细的设计内容,包括总体方案的分析,比较和确定机械系统的结构设计,主要零部件的计算与选型,控制系统的电路原理分析,软件设计的流程图以及相关程序等。
数控车床自动回转刀架机电系统设计

数控车床自动回转刀架机电系统设计
数控车床自动回转刀架机电系统设计主要包括以下几个方面:
1. 自动回转刀架电机控制
自动回转刀架电机控制是数控车床中比较关键的部分,它直接影响到数控车床的加工精度和效率。
在设计自动回转刀架电机控制时,需要确定电机型号、绕组参数、电路连接方式、控制方式等,以实现自动回转刀架的精准控制。
2. 自动回转刀架位置检测
自动回转刀架位置检测是数控车床中另一个关键的部分,它用于检测自动回转刀架的具体位置,以便控制电机的启停和速度等。
在设计自动回转刀架位置检测时,可以采用光电开关、码盘、磁编码器等方式,根据具体应用场景进行选择。
3. 自动回转刀架驱动方式选择
在数控车床中,自动回转刀架的驱动方式主要有两种:机械驱动和电气驱动。
机械驱动的优点是结构简单,可靠性高,但是精度较低;电气驱动的优点是精度高,速度快,但是成本较高。
在设计自动回转刀架时,需要根据具体的加工要求和成本控制等因素进行选择。
4. 自动回转刀架控制程序设计
自动回转刀架控制程序设计是数控车床中最重要的部分,它决定了自动回转刀架的运行方式和加工效果。
在设计自动回转刀架控制程序时,需要根据具体的数控系统和加工件要求,编写相应的程序,控制自动回转刀架的速度、位置、刀具选择等。
同时,需要考虑程序的可扩展性和维护性,使之具有较高的稳定性和可靠性。
综上所述,数控车床自动回转刀架机电系统的设计需要综合考虑多方面因素,精细化设计和优化改进,以满足不同加工要求和应用场景。
数控车床自动回转刀架机电系统设计
目录1绪论 (2)1.1自动回转刀架的设计背景 (4)1.2自动回转刀架的市场分析 (5)1.3设计自动回转刀架的意义 (5)2自动回转刀架总体设计 (6)2.1总体方案的确定 (6)2.2减速机传动机构的确定 (7)2.3刀体锁紧与精定位机构的确定 (8)2.4抬起机构的确定 (8)3自动回转刀架机械部分设计 (9)3.1自动回转刀架的工作原理 (9)3.2蜗轮及蜗杆的设计及校核 (11)3.2.1蜗杆的选型 (12)3.2.2蜗杆副的材料 (13)3.2.3按齿面接触疲劳强度进行设计 (13)3.3蜗轮及蜗杆的主要参数与几何尺寸 (15)3.4螺杆的主要参数与几何尺寸 (17)3.4.1螺杆的设计计算 (17)3.5蜗杆轴的设计 (18)3.5.1蜗杆轴的材料选择,确定许用应力 (18)3.5.2按扭转强度初步估算轴的最小直径 (18)3.5.3确定各轴段的直径和长度 (19)3.5.4蜗杆轴的校核 (20)3.6蜗杆轴的轴承选用 (24)4自动回转刀架电气部分设计 (25)4.1硬件电路设计 (25)4.2控制软件设计 (28)4.2.180C31单片机及其引脚说明 (29)4.2.2 静态存储器6264的特性 (31)4.2.3 2764只读存储器的特性 (31)4.2.4 可编程并行I/O接口芯片8255的特性 (32)5结论 (36)6致谢 (37)7参考文献 (38)附录:转配图A0图纸一张、零件图A1、A2各五张(上刀体图、下刀体图上圆盘图、下圆盘图、刀架电气图、蜗轮、蜗杆图、螺杆图、空心轴图、发信盘图)摘要自动回转刀架是数控机床的重要组成部分,它有效地提高了劳动生产率,缩短了生产准备时间,消除人工误差提高加工精度和加工精度的一致性等。
但是传统的普通车床换刀的速度慢、精度不高,生产效率低,不能适应现代化生产的需要。
所以为了提高生产率、改善产品质量以及改善劳动条件必须对自动回转刀架进行改进。
c616车床数控化改造----进给系统改造毕业设计(论文)[管理资料]
![c616车床数控化改造----进给系统改造毕业设计(论文)[管理资料]](https://img.taocdn.com/s3/m/cc5998a3f01dc281e43af076.png)
C616车床数控化改造----进给系统改造摘要本设计是将普通车床的进给系统改造为数控车床进给系统,通过对数控技术的了解,设计出来了对普通车床进给系统改造的总体方案。
通过对进给系统滚珠丝杠的设计计算以及齿轮及转矩的设计计算,从而完成了数控改造的传动装置的设计及其计算。
然后又介绍了滚珠丝杠副的轴向间隙、滚珠丝杠副的安装结构、支承结构、进给系统传动齿轮间隙的消除、采用减速箱的目的及注意事项、减少或消除空程的必要性和方法,通过这些介绍能了解滚珠丝杠副轴向间隙的调整和预紧方法。
,。
,。
在对滚珠丝杠的设计计算中得出,。
通过对齿轮的有关计算,,。
在使用改造后的车床中,一定要注意所用切削力和最大负载,超出后会大大降低车床使用寿命。
普通机床的数控化改造事业方兴未艾,在我国目前形式下将大批故障机床尤其是一大批闲置的普通机床进行改造、升级,以较小的投入尽快使这批设备在经济发展中发挥效能、创造效益,的确是许多企业的一项不可忽视的课题。
随着生产技术的不断改造,不断发展与产品的不断更新,机器制造厂里的许多金属切削机床中有部分已不能满足生产率和加工精度的要求,因此需要不断地更新,此次对原有的C616机床进行技术改造,其本质是采用数控机床对传统产业进行技术改造,赶上或超过先进国家。
关键词: C616车床横向进给系统纵向进给系统数控化改造齿轮及转距目录第一章绪论 (1) (1) (1) (1) (3) (3) (4) (4) (5)第二章 C616普通车床数控改造的总体方案 (6) (6) (6)第三章数改C616车床传动装置设计 (8) (8)、特点及类型 (8) (9) (11) (11) (13) (16) (18) (19) (19) (20)第四章滚珠丝杠副轴向间隙的调整和预紧方法 (23) (23) (24) (24)进给系统传动齿轮间隙的消除 (25) (25) (25)第五章结论 (27)参考文献 (28)谢辞........................................... 错误!未定义书签。
机电一体化C616车床纵轴数控化改造课程设计
课程设计设计题目:C616型普通车床改造为经济型数控车床学校:河北联合大学轻工学院专业:机械设计制造及其自动化班级:姓名:学号:指导老师:王丰玄兆燕完成时间:2011.01.11序言面对日趋激烈的竞争形势,企业只有不断开发适销对路的新产品,才能保持其旺盛的生命力,而与有高精密,柔性化,高效率的特点的现代自动化制造系统是企业开发和创新产品的保证。
我国是一个工业化相对落后的地区,虽拥有大量的机械加工设备,但不能适应制造业多品种、小批量的生产方式。
所以,加工中心数控系统等加工设备为大多数制造商所亲睐,但不菲的价格成为企业创新的瓶颈。
目前最经济的方法就是对我国现有车床进行数控改造,这样不但会大大改变现状而且成本低,而且周期短有利于加工工业的发展。
设计题目:用微机数控系统改造C616车床设计内容:1、设计采用步进电机伺服机构的开环机床数控系统,控制对象为机床进给系统的x、z向工作台。
2、总体方案包括机械、电机、微机部分的选择与设计。
3、对纵向进给系统进行机械结构设计并画出纵向进给系统装配图。
4、设计一个步进电机驱动电路包括环形分配器的选择、设计、光电耦合器和功放电路的设计及其与微机的接口电路,画出驱动电路图。
5、软件设计。
机床改造结构示意图机械设计部分一、机电一体化对机械部分的要求:1、低摩擦导轨(滚动摩擦)精密丝杠(滚珠丝杠)。
2、无传动间隙(用丝杠螺母副消除间隙)。
3、高刚度4、高谐振频率5、地惯性(以提高稳定性和响应特性)。
二、设计已知条件: 1:、工作台重量W=800N 2、起重动加速时间T=50ms 3、脉冲当量δ=0.01mm/step 4、快速进给速度Vmax=2m/min 5、工作台行程L=640mm. 6、滚珠丝杠基本导程l=6mm 7、步进电机步距角α=0.75°/step三、机械设计计算: (1)切削计算由〈〈机床设计手册〉〉可知,切削功率Nc=NηK式中 N--电机功率,查机床说明书,N=4KW ;η--主传动系统总效率,一般为0.7~0.85取η=0.75; K--进给系统功率系数,取为K=0.96。
9(自动回转刀架设计-PLC2)

沈阳航空航天大学机电综合课程设计任务书机电工程学院机械电子工程专业班级:学号:姓名:一、课程设计课题:数控车床自动回转刀架机电系统设计二、课程设计时间:年月日——年月日三、课程设计技术说明和控制要求设计一台四工位的立式自动回转刀架,适用于C616或C6132经济型数控车床。
要求完成自动回转刀架的机械结构设计,绘制规范工程图。
实现自动回转刀架的换刀流程,采用PLC控制,设计控制刀架自动转位的控制电路,编写刀架的控制软件。
电机额定功率为100W,额定转速为1440r/min,换刀时要求刀架转动的速度为30r/min。
四、课程设计的主要内容1、分析设备的功能要求,设计系统方案;2、机械结构设计,绘制装配图1张(A0);3、电气系统设计:绘制电气接线图(A1);4、控制程序设计,调试;5、撰写课程设计说明书。
五、 课程设计时间安排六、主要参考资料[1] 尹志强等著.机电一体化系统设计课程设计指导书.机械工业出版社,2007 [2] 秦志强等. 数控机床的装配与调试. 北京:电子工业出版社,2009 [3] 于超等. 机床数控技术与编程. 北京:国防工业出版社,2010 [4] 胡汉才.单片机原理及其接口技术.北京:清华大学出版社,2004[5] 高海生,杨文焕.单片机应用技术大全.成都:西南交通大学出版社,1996指导教师_____________ __________年_______月_______日 学生签字_____________ __________年_______月_______日序号 时间(天) 内容安排备注 1 1 讲解设计目的、要求、方法,任务分工 2 2 制定设计方案、绘制草图 每人一份草图3 1 设计方案审核、修改4 3 机械结构设计、绘制机械结构图5 3.5 电气CAD 制图、控制程序设计6 2 控制系统调试分时进行7 2 任务验收,编写设计说明书 8 0.5 答辩总计15。
C6136数控车床回转刀架的设计

郑州雨辰学院本科生毕业设计说明书题目:C6136数控车床回转刀架的设计指导教师:职称:学生姓名:学号:1334095854专业:机械设计制造及其自动化院(系):机电工程学院答辩日期:20 年6月4日20 年5月31日摘要数控机床是按照含有机床(刀具)运动信息程序所指定的顺序自动执行操作的过程。
而计算机数控机床就是数控机床在计算机监控下进行工作。
它有很多优点,例如:可以在同一机床上通过一次装夹来完成多个操作,提高了生产效率等。
总体方案的设计:本设计主要是对C6136数控车床回转刀架进行设计,即以回转刀架为研究对象,对其机械部分和控制部分进行设计,选用的是六工位的刀盘和端面齿盘定位。
在机械部分设计中,首先对原有数控机床进行测绘,确定数控车床回转刀架的尺寸参数。
根据轴上所承受的需要请咨询学号数字企鹅力与强度设计出合理的蜗轮蜗杆和砖塔轴。
传动部分由液压驱动,在减速装置传动后带动蜗杆,再由蜗轮带动转塔轴旋转,端面齿盘和转塔轴链接,其上边有鼠牙盘,作用是脱齿分离、换刀、合齿定位。
而在控制系统设计过程中,根据数控机床的应用及PLC的编程方法对回转刀架进行编程设计从而对梯形图进行调试。
在整体的设计过程中要依据所学的理论知识和实践技能设计出合理的并满足加工要求的六工位回转刀架,能够有效提高原有机床的加工精度和生产效率,降低工人的劳动强度。
关键词:数控车床回转刀架自动换刀PLC编程AbstractCNC machine tools is according to contain machine tool (cutter) movement information program automatically perform specified order operation process. And the computer numerical control machine tool is the numerical control machine tool in computer work under surveillance. It has many advantages, such as: can be on the same machine done through a clamping multiple operations, improve the production efficiency, etc.Overall scheme design: This design is mainly the design of C6136 rotating turret lathe, namely to rotary tool holder as the research object, the mechanical part and control part of the design, selection of six position of cutter head and face gear disk location. In the design of mechanical parts, first of all, the original CNC machine tools to determine the size of the NC lathe. According to the axial force on the strength and design of worm gear and shaft reasonable pagoda.Transmission part is composed of a hydraulic drive and gear reducer to drive the worm and tower axis of rotation, face rat tooth disc and turn turret axis links further driven by the turbine to, at the top with mouse tooth disc, the role is separated tooth, tool change, tooth positioning. In the control system design process, according to the application of CNC machine tools and PLC programming method of rotary tool for programming the ladder diagram for debugging. In the overall design process to be reasonable and meet the processing requirements of the six station rotary tool based on what they have learned the theoretical knowledge and practical skills design, can effectively improve the processing precision and the production efficiency of the original machine, reduce the labor intensity of the workers.Key word: CNC lathe turret automatic tool change PLC programming目录1 绪论 (1)1.1 数控机床的发展 (1)1.2 数控刀架的发展趋势及方向 (1)2 设计的任务及要求 (3)2.1 C6136刀架数控改造设计的任务 (3)3 刀架改造的方案确定 (4)3.1 设计参数的确定 (4)3.2 改造方案的确定 (4)4 六工位刀架的改造设计 ................................................................. 错误!未定义书签。
基于C616车床的纵向进给系统的机电一体化改造设计
目录1 绪论 ...................................... 错误!未定义书签。
2机械部分设计................................ 错误!未定义书签。
2.1 设计框图及机械结构改进设计 (4)2.2 转动惯贯的计算 (4)2.3负载转动矩计算及最大静转矩选择 (5)2.4 步进电机的选择 (7)2.5 确定系统的脉冲当量 (9)2.6 切削力的计算 (9)2.7滚珠丝杠螺母副的计算和选型 (10)2.7.1 计算进给牵引力F (10)m2.7.2 计算最大动载荷C (10)2,8 传动效率的计荷 (12)2.9 刚度验算 (14)2.10 齿转传动比的计算 (14)2.11轴的设计与校核 (15)2.11.1 初步估算轴的最小直径,并选择联轴器 (15)2.11.2 轴的结构设计 (15)2.11.3 按弯矩合成强度校核轴的强度 (17)2.11.4 按疲劳强度安全系数校核轴的强度 (19)3机床纵向伺服进给单元电气控制部分设计 (22)3.1 电气控制系统方案的确定 (22)3.1.1 步进电动机与丝杠的联接 (22)3.1.2 8051单片机的选择 (23)3.2 步进电动机开环控制系统设计 (24)3.2.1 脉冲分配器 (24)3.2.2 光隔离电路 (27)3.2.3步进电动机驱动电路 (28)3.3 8255可编程控制芯片的扩展 (29)3.3.1 8255芯片的介绍 (29)3.3.8051单片机与8255接口电路的设计 (29)3.3.3 8255芯片在设计电路中的控制功能 (31)3.4 6264芯片的扩展 (31)3.5 辅助电路的设计 (32)3.5.1 8051单片机的时钟电路 (32)3.5.2 复位电路 (32)3.5.3 越界报警电路 (33)3.6 操作面板设计的简要介绍 (33)3.7 绘制机床电气控制电路原理图 (34)致谢 (35)参考文献 (36)附电气原理图 (36)1绪论根据社会调查针对C616车床的使用情况,车床产品日趋精密复杂,且需频繁改型,普通车床已不能适应这些要求,数控车床应运而生。
基于PLC的C616车床控制系统设计(正文)
大学毕业设计题目:基于PLC的C616车床控制系统设计院、系:姓名:指导教师:系主任:年月日摘要车床是机械加工中使用最广泛的机床,它可以用于切削各种工件的外圆、内孔、端面及螺纹等。
现代生产机械多采用机械、电气、液压、气动相结合的控制技术。
电气控制技术起联接中枢作用,应用最为广泛。
用普通机床加工出来的产品普遍存在质量差、品种少、档次低、成本高、供货期长,所以本次设计以普通车床为对象,设计了一套综合、高效的PLC控制系统,提高普通车床的生产效率、控制精度和产品质量。
PLC(可编程控制器)作为一种工业控制微型计算机,它以其编程方便、操作简单尤其是它的高可控性等优点,在工业生产过程中得到了广泛的应用。
本次设计就是以PLC控制系统取代传统的继电器-接触器控制系统。
文章首先介绍了普通车床的结构以及电气控制系统,然后介绍了PLC控制系统的硬件结构、工作原理以及设计PLC控制系统的基本原则和步骤,根据任务要求设计了PLC控制系统,其中包括PLC的选型、硬件设计以及软件设计等。
最后连接西门子触摸屏KTP1000装置,实现监控和控制操作。
本设计的关键就是要在原继电器控制电路的基础上,经过合理的转换,从而设计出具有相同功能的PLC控制程序。
关键字:车床可编程控制器仿真AbstractMachining lathe is the most widely used tool, it can be used to cut various parts of the cylindrical, bore, thread end, and so on. The modern production machinery uses the control technology which the machinery, the electricity, the hydraulic pressure, air operated unify. The electric control technology plays the joint main center role, the application is most widespread. Out of the ordinary machining prevalence of poor quality products, variety of small, low grade, high cost, delivery and long, so this design object is an ordinary lathe, designed a comprehensive and efficient PLC control system, improved lathe productivity, control accuracy and product quality. PLC (programmable controller) as an industrial control micro-computer, with its easy programming, simple operation, especially its high controllability, etc., in the industrial production process has been widely used. The PLC control system design is to replace traditional Relay - contact device control system.The article first introduces the lathe, and electrical control systems, PLC control system and then introduces the hardware structure, operation principle and design of the basic principles of PLC control systems and procedures, according to the task to design a PLC control system, including the PLC elections type, hardware design and software design. Finally, Siemens touch screen TP177B connected devices, monitoring and control operations to achieve.The key originally designed is that should be on the basis of control circuit of original relay, through rational conversion , thus design PLC control procedure with same function. Keywords: Machining lathe, PLC, simulation目录摘要 (2)Abstract (3)目录 (4)1.绪论 (6)1.1 C616型车床研究的意义 (6)1.2 C616型车床的主要结构 (6)1.3 C616型普通车床技术参数表 (7)1.4国内外机床的发展概况 (8)1.5 C616型车床的设计思路 (9)2 C616车床总体设计 (10)2.1车床的电气控制电路原理图 (10)2.2车床电路分析和电气控制要求 (10)2.2.1主电路分析 (10)2.2.2控制电路分析 (11)2.2.3信号及照明电路 (11)2.3电器元件明细表 (11)2.4电气控制系统总体设计思路 (12)3 C616车床控制系统硬件设计 (13)3.1 PLC的概况 (13)3.2 PLC的特点 (13)3.3 PLC的应用 (14)3.4 PLC的工作原理 (14)3.5 PLC的选用 (17)4 C616车床电气控制系统PLC软件设计 (19)4.1 PLC软件设计 (19)4.2 STEP-Micro/WIN32 (19)4.3 S7-200编程软件及编程系统 (19)4.4 STEP7的特点 (19)4.5 STEP-Micro/WIN32编程软件的主要功能 (19)4.6 STEP7的硬件接口 (20)4.7 I/O地址分布 (20)4.8 C616电路PLC外部接线图 (21)4.9程序设计 (21)5 C616车床系统论证和仿真 (24)5.1触控屏装置的介绍与功能 (24)5.2触摸屏程序的建立 (26)5.2.1创建设备 (26)5.2.2变量的建立 (27)5.2.3组态界面的建立 (27)6 .结论 (29)参考文献 (30)1.绪论1.1C616型车床研究的意义在机床工业的发展过程中,加工速度和加工精度作为提高机床效率的问题,是工程师们一直要解决的相互制约的两个问题,关于这两个问题的研究是机床电气控制系统发展的方向。
数控车床自动回转刀架机电系统设计说明书
目录1、引言 (2)2、主要工作过程 (2)3、总体结构设计 (3)3.1 电动机的选择 (3)3.2 减速传动机构的设计 (3)3.3 上刀体锁紧与精定位机构的设计 (3)3.4 刀架抬起机构的设计 (4)4、自动回转刀架的工作原理 (4)5、主要传动部件的设计计算 (6)5.1 蜗杆副的设计计算 (6)5.1.1 蜗杆的选型 (6)5.1.2 蜗杆的材料 (7)5.1.3 按齿面接触疲劳强度进行设计 (7)5.1.4 蜗杆和蜗轮的主要参数与几何尺寸 (8)5.1.5 校核蜗轮齿根弯曲疲劳强度 (9)5.1.6 验算效率 (10)5.1.7 精度等级公差和表面粗糙度的确定 (10)5.1.8 蜗杆的结构设计 (10)5.2 螺杆的设计计算 (13)5.2.1 螺距的确定 (13)5.2.2 其他参数的确定 (13)5.2.3 自锁性能校核 (14)6、电气控制部分设计 (14)6.1 硬件电路设计 (14)6.1.1 收信电路 (14)6.1.2 发信号电路 (14)6.2 控制软件的设计 (15)数控车床自动回转刀架机电系统设计摘要:本设计以 C616 或 C6132 经济型数控车床的四位的卧式自动回转刀架为研究对象,从该刀架的总体结构、主要传动机构、主要传动部件、硬件电路和控制程序等方面进行了设计。
并在文中给出了详细的关于传动零件的设计计算。
关键词:数控、四工位、卧式刀架、自动回转、定位1、引言数控车床为了能在工件的一次装夹中完成多工序加工,缩短辅助时间,减少多次安装所引起的加工误差,必须带有自动回转刀架,数控车床上的回转刀架是一种简单的自动换刀装置。
传统的普通车床换刀的速度慢、精度不高,生产效率低,不能适应现代化生产的需要。
而目前我国有大量多年积累使用的通用的机床,要在几年内更新换代,不论是在资金上还是经济效益上都是不可行的,所以对其进行半自动化改造显得重要和迫切。
而普通车床的数控改造既经济又快捷,是符合我国国情的。
数控车床自动回转刀架机电系统设计(全套图纸)
毕业设计(论文)任务书指导教师签字:院长(系主任)签字:毕业论文(设计)开题报告毕业论文(设计)开题报告摘要自动回转刀架是数控机床的重要组成部分,它有效地提高了劳动生产率,缩短了生产准备时间,消除人工误差提高加工精度和加工精度的一致性等。
但是传统的普通车床换刀的速度慢、精度不高,生产效率低,不能适应现代化生产的需要。
所以为了提高生产率、改善产品质量以及改善劳动条件必须对自动回转刀架进行改进。
本文对数控车床自动回转刀架的机电系统的相关内容进行分析,研究数控车床刀架的组成和工作原理,对普通机床的换刀装置进行改进,使该装置具有自动松开、转位、精密定位等功能。
此次主要完成自动回转刀架的机械部分和电气部分的设计。
机械部分为对其组成的各个机械部件进行计算与选用,电气部分为编制刀架自动转位控制软件。
设计的数控換刀装置功能更强,换刀装置通过刀具快速自动定位,可以提高数控车床的效率,缩短加工时间;同时其可靠性更稳定,结抅简单。
关键词: 自动回转刀架,换刀装置,机电系统,电气控制Design of automatic turret mechanical and electrical system ofCNC lathesAbstractThe automatic turret is an important part of CNC lathe. It improved labor productivity and shorten the production time, eliminate human error, the improvement of the machining accuracy and consistency of precision. Though conventional ordinary lathe tool change slowly, low accuracy, low productivity. It cannot adapt to the needs of modern production. Therefore, we must be improved the automatic turret in order to increase productivity, improve product quality and improve working.This rotary tool holder for CNC lathe electrical and mechanical systems related content study, study the composition and working principle of CNC lathes turret and improve the tool changerthe of general machine tools, so that the device has an automatic release, transfer, precision positioning and other functions. This time we should completion of the design of automatic turret’sthe mechanical parts and electrical parts. Mechanical part is composed of various mechanical calculation and selection of parts, electrical parts is preparation of the turret automatically transfer of the control software, automatic indexing turret. Design of more powerful CNC tool changer, tool changer quickly through the automatic positioning tool can improve the efficiency of CNC lathes and shorten the processing time; while its reliability is more stable, the structure is simpler.Keywords: Automatic turret Tool changer Electro-Mechanical Systems Electrical control目录1绪论 (1)1.1自动回转刀架的设计背景 (1)1.2自动回转刀架的市场分析 (2)1.3设计自动回转刀架的意义 (2)2自动回转刀架总体设计 (3)2.1总体方案的确定 (3)2.2减速机传动机构的确定 (6)2.3刀体锁紧与精定位机构的确定 (7)2.4抬起机构的确定 (7)3自动回转刀架机械部分设计 (8)3.1自动回转刀架的工作原理 (8)3.2蜗轮及蜗杆的设计及校核 (11)3.2.1蜗杆的选型 (11)3.2.2蜗杆副的材料 (13)3.2.3按齿面接触疲劳强度进行设计 (14)3.3蜗轮及蜗杆的主要参数与几何尺寸 (16)3.4螺杆的主要参数与几何尺寸 (18)3.4.1螺杆的设计计算 (18)3.5蜗杆轴的设计 (18)3.5.1蜗杆轴的材料选择,确定许用应力 (18)3.5.2按扭转强度初步估算轴的最小直径 (19)3.5.3确定各轴段的直径和长度 (20)3.5.4蜗杆轴的校核 (21)3.6蜗杆轴的轴承选用 (25)4自动回转刀架电气部分设计 (26)4.1硬件电路设计 (26)4.2控制软件设计 (30)4.2.180C31单片机及其引脚说明 (32)4.2.2 静态存储器6264的特性 (34)4.2.3 2764只读存储器的特性 (36)4.2.4 可编程并行I/O接口芯片8255的特性 (37)5结论 (42)6致谢 (43)7参考文献 (45)附录:转配图A0图纸一张、零件图A1、A2各五张(上刀体图、下刀体图上圆盘图、下圆盘图、刀架电气图、蜗轮、蜗杆图、螺杆图、空心轴图、发信盘图)1绪论1.1自动回转刀架的设计背景经济型数控是我国80年代科技发展的产物。
数控车床自动回转刀架机电系统方案设计书

1.4 小结对数控车床自动回转刀架的机电系统进行研究和设计,并通过对四工位刀架的设计,分别加强对其组成部分即机械总体结构、工作原理的认识。
数控车床上使用的自动回转刀架是一种最简单的换刀装置,自动回转刀架是在一定的空间范围内,能执行自动松开、转位、精密定位等一系列动作的一种机构。
对于自动回转刀架,根据装刀数量的不同,自动回转刀架分有四工位、六工位和八工位等形式。
根据安装的不同方式,自动回转刀架可分为立式和卧式,而根据机械定位方式不同,自动回转刀架又可分为端齿盘定位型和三齿盘定位型等,其中端齿盘定位型换刀时需要将刀架抬起,换刀速度较慢且密封性差,但其结构简单。
三齿盘定位叫免抬型.其特点时换刀时刀架不用抬起,因此换刀速度快且密封性好,但其结构复杂。
自动回转刀架在结构上必须具有良好的强度和刚性,以承受粗加工时的切削抗力,为保证转位之后具有髙的重复定位精度,自动回转刀架还需要选择可靠的定位方案和合理的定位结构。
自动回转刀架的自动换刀由控制系统和驱动电路来实现的。
2 总体结构设计2.1 电动机的选择[2][3][4]电动机选择三相异步电动机,额定功率为80W,额定转速为1440r/min。
2.2 减速传动机构的设计[1]由于三相异步电动机的转速太快,不能直接驱动刀架进行换刀,必须经过适当的减速。
根据立式转位刀架的结构特点,采用蜗杆副减速是最佳选择。
蜗杆副传动可以改变运动的方向,获得较大的传动比,保证传动精度和平稳性,并且具有自锁功能,还可以实现整个装置的小型化。
2.3 上刀体锁紧与精定位机构的设计[5]由于刀具直接安装在上刀体上,所以上刀体要承受全部的切削力,其锁紧与定位珠精度将直接影响到工件的加工精度。
本设计上刀体的锁紧与定位机构选用端面齿盘,将上刀体和下刀体的配合面加工成梯形端面齿。
当刀架处于锁紧状态时,上下端面齿相互啮合,这时上刀体不能绕刀架的中心轴转动;换刀时电动机正转,抬起机构使上刀体抬起,等上下端面齿脱开后,上刀体才可以绕刀架中心轴转动,完成转位工作。
数控车床自动回转刀架机电系统设计(含CAD图纸)
摘要自动回转刀架是数控机床的重要组成部分,它有效地提高了劳动生产率,缩短了生产准备时间,消除人工误差提高加工精度和加工精度的一致性等.但是传统的普通车床换刀的速度慢、精度不高,生产效率低,不能适应现代化生产的需要。
所以为了提高生产率、改善产品质量以及改善劳动条件必须对自动回转刀架进行改进。
本文对数控车床自动回转刀架的机电系统的相关内容进行分析,研究数控车床刀架的组成和工作原理,对普通机床的换刀装置进行改进,使该装置具有自动松开、转位、精密定位等功能。
此次主要完成自动回转刀架的机械部分和电气部分的设计.机械部分为对其组成的各个机械部件进行计算与选用,电气部分为编制刀架自动转位控制软件.设计的数控換刀装置功能更强,换刀装置通过刀具快速自动定位,可以提高数控车床的效率,缩短加工时间;同时其可靠性更稳定,结抅简单。
关键词:自动回转刀架,换刀装置,机电系统,电气控制IDesign of automatic turret mechanical and electrical system ofCNC lathesAbstractThe automatic turret is an important part of CNC lathe. It improved labor productivity and shorten the production time,eliminate human error, the improvement of the machining accuracy and consistency of precision. Though conventional ordinary lathe tool change slowly,low accuracy,low productivity。
It cannot adapt to the needs of modern production. Therefore,we must be improved the automatic turret in order to increase productivity, improve product quality and improve working。
数控车床自动回转刀架机电系统设计

数控车床自动回转刀架机电系统的设计涉及机械结构、电气控制和编程等多个方面。
以下是设计该系统时需要考虑的关键要点:
1. 机械结构设计
-设计回转刀架的结构,包括支撑轴承、回转机构等,确保其稳定可靠地进行自动回转;
-确定回转角度范围和精度要求,根据加工需求设计相应的回转机构。
2. 电气控制系统设计
-选择合适的电机作为驱动源,考虑其扭矩、速度和精度等参数;
-设计控制电路,包括限位开关、传感器等,用于检测刀架位置和控制回转动作;
-配备必要的安全装置,例如急停按钮、防护罩等,确保操作安全。
3. PLC/数控系统编程
-编写程序实现自动回转功能,包括控制电机驱动、位置检测、回转角度设定等;
-考虑编程中的异常情况处理,例如限位保护、电机故障等。
4. 人机界面设计
-如果需要,设计操作界面用于设定回转角度、启动自动回转等操作;-界面设计应直观友好,便于操作员使用。
5. 性能测试与调试
-进行机械部件的装配和调试,确保回转刀架运动平稳、精度满足要求;
-对电气控制系统进行联调和功能测试,验证自动回转功能的准确性和稳定性。
6. 安全考虑
-确保机械结构和电气系统符合相关安全标准和规定;
-检查系统运行过程中可能存在的安全隐患,并采取相应的安全措施。
设计数控车床自动回转刀架机电系统需要综合考虑机械、电气、控制等多个方面,确保系统能够稳定可靠地实现自动回转功能,并且满足加工工艺的要求。
在设计过程中,需要充分考虑系统的易用性、安全性和可靠性。
C616普通机床数控设计
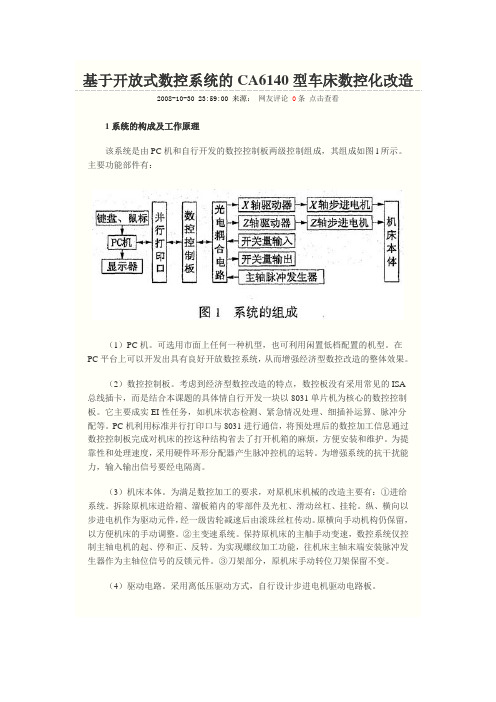
基于开放式数控系统的 CA6140 型车床数控化改造2008-10-30 23:59:00 来源: 网友评论 0 条 点击查看1 系统的构成及工作原理 该系统是由 PC 机和自行开发的数控控制板两级控制组成,其组成如图 l 所示。
主要功能部件有:(1)PC 机。
可选用市面上任何一种机型,也可利用闲置低档配置的机型。
在 PC 平台上可以开发出具有良好开放数控系统, 从而增强经济型数控改造的整体效果。
(2)数控控制板。
考虑到经济型数控改造的特点,数控板没有采用常见的 ISA 总线插卡,而是结合本课题的具体情自行开发一块以 8031 单片机为核心的数控控制 板。
它主要成实 EI 性任务,如机床状态检测、紧急情况处理、细插补运算、脉冲分 配等。
PC 机利用标准并行打印口与 8031 进行通信,将预处理后的数控加工信息通过 数控控制板完成对机床的控这种结构省去了打开机箱的麻烦,方便安装和维护。
为提 靠性和处理速度,采用硬件环形分配器产生脉冲控机的运转。
为增强系统的抗干扰能 力,输入输出信号要经电隔离。
(3)机床本体。
为满足数控加工的要求,对原机床机械的改造主要有:①进给 系统。
拆除原机床进给箱、溜板箱内的零部件及光杠、滑动丝杠、挂轮。
纵、横向以 步进电机作为驱动元件, 经一级齿轮减速后由滚珠丝杠传动。
原横向手动机构仍保留, 以方便机床的手动调整。
②主变速系统。
保持原机床的主舳手动变速,数控系统仅控 制主轴电机的起、停和正、反转。
为实现螺纹加工功能,往机床主轴末端安装脉冲发 生器作为主轴位信号的反锁元件。
③刀架部分,原机床手动转位刀架保留不变。
(4)驱动电路。
采用离低压驱动方式,自行设计步进电机驱动电路板。
2 接口硬件设计 PC 机的标准并行打印口是一个具有 25 个引脚,3 个端址的控制接口。
本系统只 需把 PC 机插补后的数据快速的下传,而上传的只是机床的少量状态信息,机床的动 作主要由 8031 来控制完成。
C616数控车床自动回转刀架机电系统设计

摘要传统的普通车床换刀的速度慢、精度不高,生产效率低,不能适应现代化生产的需要。
因此,本文对普通机床的换刀装置进行改进,对一台四工位的立式自动回转刀架进行数控化设计,使该装置具有自动松开、转位、精密定位等功能。
新的数控換刀装置功能更强,可靠性更稳定,功率增大,结抅简单,维修方便。
关键词:四工位立式刀架;自动回转;主传动部件;电气控制1 绪论经济型数控是我国80年代科技发展的产物。
这种数控系统由于功能适宜.价格便宜. 用它来改造车床,投资少、见效快、成为我国“七五”、“八五”重点推广的新技术之一。
十几年来,随着科学技术的发展,经济型数控技术也在不断进步,数控系统产品不断改进完善. 并且有了阶段性的突破,使新的经济型数控系统功能更强,可靠性更稳定,功率增大,结构简单,维修方便。
由于这项技术的发展增强了经济型数控的活力,根据我国国情,该技术在今后一段时间内还将是我国机械行业老设备改造的很好途径。
对于原有老的经济型数控车床,特别是80年代末期改造的设备,由于种种原因闲置的很多,浪费很大;在用的设备使用至今也十几年了,同样面临进一步改造的问题。
通过改造可以提高原有装备的技术水平,大大提高了生产效率,创造更大的经济效益。
数控车床主要由主轴箱、床鞍、尾架、刀架、对刀仪、液压系统、润滑系统、气动系统及数控装置组成。
数控车床的出现对提高生产率改将产品质量以及改善劳动条件和提高效率上发挥了重要的作用。
在提高效率上主要表现在两个方面:1)通过刀具的快速自动定位,提高了空程速度和划线工艺的时间。
2)批量加工一致性好,可以减少工件检验和时间。
特别是经济型老车床对刀等还需要手动完成,以及在加工一个零件过程中,更换刀具,装卸零件,测量和搬运零件用于大部分时间占辅助时间长的刀具交换和刀具尺寸调整。
加工时间相对较短,为缩短加工辅助时间,充分发挥数控机床的功能,进一步压缩非切削时间,数控机床正朝着一台机床在一次装夹中完成多工序加工的发展方向。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要传统的普通车床换刀的速度慢、精度不高,生产效率低,不能适应现代化生产的需要。
因此,本文对普通机床的换刀装置进行改进,对一台四工位的立式自动回转刀架进行数控化设计,使该装置具有自动松开、转位、精密定位等功能。
新的数控換刀装置功能更强,可靠性更稳定,功率增大,结抅简单,维修方便。
关键词:四工位立式刀架;自动回转;主传动部件;电气控制1 绪论经济型数控是我国80年代科技发展的产物。
这种数控系统由于功能适宜.价格便宜. 用它来改造车床,投资少、见效快、成为我国“七五”、“八五”重点推广的新技术之一。
十几年来,随着科学技术的发展,经济型数控技术也在不断进步,数控系统产品不断改进完善. 并且有了阶段性的突破,使新的经济型数控系统功能更强,可靠性更稳定,功率增大,结构简单,维修方便。
由于这项技术的发展增强了经济型数控的活力,根据我国国情,该技术在今后一段时间内还将是我国机械行业老设备改造的很好途径。
对于原有老的经济型数控车床,特别是80年代末期改造的设备,由于种种原因闲置的很多,浪费很大;在用的设备使用至今也十几年了,同样面临进一步改造的问题。
通过改造可以提高原有装备的技术水平,大大提高了生产效率,创造更大的经济效益。
数控车床主要由主轴箱、床鞍、尾架、刀架、对刀仪、液压系统、润滑系统、气动系统及数控装置组成。
数控车床的出现对提高生产率改将产品质量以及改善劳动条件和提高效率上发挥了重要的作用。
在提高效率上主要表现在两个方面:1)通过刀具的快速自动定位,提高了空程速度和划线工艺的时间。
2)批量加工一致性好,可以减少工件检验和时间。
特别是经济型老车床对刀等还需要手动完成,以及在加工一个零件过程中,更换刀具,装卸零件,测量和搬运零件用于大部分时间占辅助时间长的刀具交换和刀具尺寸调整。
加工时间相对较短,为缩短加工辅助时间,充分发挥数控机床的功能,进一步压缩非切削时间,数控机床正朝着一台机床在一次装夹中完成多工序加工的发展方向。
在这类多工序的数控机床中必须带有自动换刀装置,在多工序数控机床出现之后.又逐步发展和完善了各类回转刀具的自动更换装置,扩大了换刀数量,以便有可能实现更复杂的换刀操作,在自动换刀数控机床上,自动换刀装置应满足换刀时间短,刀具重复定位精度高,足够的刀具储存量,换刀安全可靠等要求。
1.1 数控车床自动回转刀架的概述数控车床主要由主轴箱、床鞍、尾架、刀架、对刀仪、液压系统、润滑系统、气动系统及数控装置组成。
数控车床的出现对提高生产率改善产品质量以及改善劳动条件等发挥了重要的作用。
传统的车床例如CA6140的刀架上只能装一把刀,换刀的速度慢,换刀后还须重新对刀,并且精度不高,生产效率低,不能适应现代化生产的需要,因此有必要对机床的换刀装置进行改进,为了能在工件的一次装夹中完成多个工序加工,缩短加工辅助时间,减少多次安装所引起的加工误差,充分发挥数控机床的效率,釆用“工序集中”的原则,釆用自动回转刀架。
数控车床上使用的自动回转刀架是一种最简单的换刀装置,自动回转刀架是在一定的空间范围内,能执行自动松开、转位、精密定位等一系列动作的一种机构。
对于自动回转刀架,根据装刀数量的不同,自动回转刀架分有四工位、六工位和八工位等形式。
根据安装的不同方式,自动回转刀架可分为立式和卧式。
而根据机械定位方式不同,自动回转刀架又可分为端齿盘定位型和三齿盘定位型等。
其中端齿盘定位型换刀时要将刀架抬起,换刀速度较慢且密封性差,但其结构简单。
三齿盘定位叫免抬型,其特点时换刀时刀架不拾起,因此换刀速度快且密封性好,但其结构复杂。
自动回转刀架在结构上必须具有良好的强度和刚性,以承受粗加工时的切削抗力,为了保证转位之后具有髙的重复定位精度,自动回转刀架还需要选择可靠的定位方案和合理的定位结构。
自动回转刀架的自动换刀是由控制系统和驱动电路来实现的。
1.2 设计研究内容设计一台四工位的立式自动回转刀架.适用于C616经济型数控车床。
要求绘制自动回转刀架的机械结构图,设计控制刀架自动转位的硬件电路,编写刀架的控制软件,选用电动机的额定功率为90W,额定转速为1440r/min,换刀时的速度为30r/min。
分别对其组成部分即机械总体结构、工作原理、主传动部件及电气控制部分进行设计、控制,并对自动回转刀架出现的一些常规故障问题提出一些修理意见。
[1]1.3 研究实际社会意义及应用效果传统的车床的刀架上只能装一把刀,换刀的速度慢,换刀后还须重新对刀,并且精度不高,生产效率低,不能适应现代化生产的需要,因此有必要对机床的换刀装置进行改进,数控车床上使用的自动回转刀架是一种简单的换刀装置。
自动回转刀架是在一定的空间范围内能执行自动松开、转位以及精密定位等一系列动作的一种机构。
使用这种新的经济型数控系统功能更强,可靠性更稳定,功率增大,结构简单,维修方便。
为了能在工件的一次装夹中完成多个工序加工,缩短加工辅助时间,减少多次安装所引起的加工误差,充分发挥数控机床的效率,采用“工序集中”的原则,采用自动回转刀架。
并针对生产过程中出现的一些常规问题进行了探讨,归纳总结检查修理方法。
1.4 小结对数控车床自动回转刀架的机电系统进行研究和设计,并通过对四工位刀架的设计,分别加强对其组成部分即机械总体结构、工作原理的认识。
数控车床上使用的自动回转刀架是一种最简单的换刀装置,自动回转刀架是在一定的空间范围内,能执行自动松开、转位、精密定位等一系列动作的一种机构。
对于自动回转刀架,根据装刀数量的不同,自动回转刀架分有四工位、六工位和八工位等形式。
根据安装的不同方式,自动回转刀架可分为立式和卧式,而根据机械定位方式不同,自动回转刀架又可分为端齿盘定位型和三齿盘定位型等,其中端齿盘定位型换刀时需要将刀架抬起,换刀速度较慢且密封性差,但其结构简单。
三齿盘定位叫免抬型.其特点时换刀时刀架不用抬起,因此换刀速度快且密封性好,但其结构复杂。
自动回转刀架在结构上必须具有良好的强度和刚性,以承受粗加工时的切削抗力,为保证转位之后具有髙的重复定位精度,自动回转刀架还需要选择可靠的定位方案和合理的定位结构。
自动回转刀架的自动换刀由控制系统和驱动电路来实现的。
2 总体结构设计2.1 电动机的选择[2][3][4]电动机选择三相异步电动机,额定功率为90W,额定转速为1440r/min。
2.2 减速传动机构的设计[1]由于三相异步电动机的转速太快,不能直接驱动刀架进行换刀,必须经过适当的减速。
根据立式转位刀架的结构特点,采用蜗杆副减速是最佳选择。
蜗杆副传动可以改变运动的方向,获得较大的传动比,保证传动精度和平稳性,并且具有自锁功能,还可以实现整个装置的小型化。
2.3 上刀体锁紧与精定位机构的设计[5]由于刀具直接安装在上刀体上,所以上刀体要承受全部的切削力,其锁紧与定位珠精度将直接影响到工件的加工精度。
本设计上刀体的锁紧与定位机构选用端面齿盘,将上刀体和下刀体的配合面加工成梯形端面齿。
当刀架处于锁紧状态时,上下端面齿相互啮合,这时上刀体不能绕刀架的中心轴转动;换刀时电动机正转,抬起机构使上刀体抬起,等上下端面齿脱开后,上刀体才可以绕刀架中心轴转动,完成转位工作。
2.4 刀架抬起机构的设计要想使上、下刀体的两个端面脱离,就必须设计合适的机构使上刀体抬起。
本设计选用螺杆-螺母副,在上刀体内部加工出内螺纹,当电动机通过蜗杆-蜗轮带动螺杆中心轴转动时,作为螺母的上刀体要么转动,要第上下移动。
当刀架处于锁紧状态时,上刀体与下刀体的端面齿相互啮合,因为这时上刀体不能与螺杆一起转动,所以螺杆的转动会使上刀体向上移动。
当端面齿脱离啮合时,上刀体就与螺杆一同转动。
设计螺杆时要求选择适当的螺距,以便当螺杆转动一定角度时使得上刀体与下刀体的端面齿能够完全脱离啮合状态。
[6]图2.1为自动回转刀架的传动机构示意图。
图2.1 自动回转刀架的传动结构示意图1—发信盘2—推力轴承3—螺杆螺母副4—端面齿盘5—发靠圆盘6—三相异步电动机7—联轴器8—蜗杆副9—反靠销10—圆柱销11—上盖圆盘12—上刀体3 自动回转刀架的工作原理[7]自动回转刀架的换刀流程如图3.1所示。
图3.2表示自动回转刀架在换刀过程中有关的销的位置。
其中上部的圆柱销2和下部的反靠销6起着重要作用。
当刀架处于锁紧状态时,两销的情况如图a所示,此时反靠销6落在反靠圆盘7的十字槽内,上刀体4的端面齿和下刀的端面齿处于啮合状态(上下端面齿在图a 中未画出)。
需要换刀时,控制系统发出刀架的转位信号,三相异步电动机正向旋转,通过蜗杆副带动螺杆正向转动,与螺杆配合的上刀体4逐渐抬起,上刀体4与下刀体之间的端面齿慢慢脱开;与此同时,上盖圆盘1也随着螺杆正向转动(上盖圆盘1通过圆柱销与螺杆联接),当转过约170度时,上盖圆盘1直槽的另一端转到圆柱销2的正上方,由于弹簧3的作用,圆柱销2落入直槽内,于是上盖圆盘1就通过圆柱销2使得上刀体4转动起来(此时端面齿已完全脱开),如图b所示。
上盖圆盘1、圆柱销2以及上刀体4在正转的过程中,反靠销6能够从反靠圆盘7中十字槽的左侧斜坡滑出,而不影响上刀体4寻找刀位时的正向转动,如图c 所示。
上刀体4带动磁铁转到需要的刀位时,发信盘上对应的霍尔元件输出低电平信号,控制系统收到后,立即控制刀架电动机反转,上盖圆盘1通过圆柱销2带动上刀体4开始反转,反靠销6马上就会落入反靠圆盘7的十字槽内,至此,完成粗定位,如图d所示。
此时反靠销6从反靠圆盘7的十字槽内爬不上来,于是上刀体4停止转动,开始下降,而上盖圆盘1继续反转,其直槽的左侧斜坡将圆柱销2的头部压入上刀体4的销孔内,之后,上盖圆盘1的下表面开始与圆柱销2的头部滑动。
在些期间,上、下刀本的端面齿逐渐啮合,实现定位,经过设定的延时时间后,刀架电动机停转,整个换刀过和结束。
[8]由于蜗杆副具有自销功能,所以刀架可稳定的工作。
图3.1自动回转刀架的换刀流程a)b)c) d)图3.2 刀架转位过程中销的位置a)换刀开始时,圆柱销2与上盖圆盘1可以相对滑动b)上刀体4完全抬起后,圆柱销2落入上盖圆盘1槽内,上盖圆盘1将带动圆柱销2及上刀体4一起转动 c)上刀体4连续转动时,反销6可从反靠圆盘7的槽左侧斜坡滑出d)找到刀位后,刀架电动机反转,反靠销6反靠,上刀体停转,实现粗定位1—上盖圆盘 2—圆柱销 3—弹簧 4—上刀体 5—圆柱销 6—反靠销 7—反靠圆盘4 主要传动部件的设计计算4.1 蜗杆副的设计计算[9]自动回转刀架的动力源是三相异步电动机,其中蜗杆与电动机直联,刀架转位时蜗杆与上刀体直联。
已知电动机额定功率P 1=90W ,额定转速n 1=1440r/min ,上刀体设计转速n 2=30r/min ,则蜗杆副的传动比i=1440/30=48。