XX家电有限公司塑胶作业指导书-碎料
碎料机操作指导书

工作文件
頁 次
Page 2 of 2
2> 检查是否有漏油; 3> 检查是否有异响;
4> 检查刀轮刀片是否有损坏; 混料组
2 月保养
1> 加注润滑油; 2> 检查各部位螺丝是否坚固; 3> 检查电子设备是否接触良好。
机修组 年度机械设备保养记录表
3 年保养
1> 检查各部门磨损是否需更换; 2> 检查电箱,观察线路是否老
化,是否需要更换。
机修组 年度机械设备保养记录表
4.4注意事项:
1> 检查电源线不能有破损;
2> 碎料机工作时不得把手指等异物伸入碎料机工作系统中,以免夹伤或损坏设备工作部件; 3> 经常检查碎料机刀片螺丝有无松动,做好机台护理; 4> 碎料时要戴好耳罩、口罩,时刻做好自身安全工作;
5> 碎料机旁不得有超过两种/两色以上的塑料产品,停止使用时必须按” 停止OFF ”开关; 6> 当运行中出现有故障或危害安全性问题时,按” 紧急停止钮(SWITCH )”; 7> 保证设备周边清洁卫生,杜绝安全隐患的发生。
5.0相关文件: 5.1碎料机使用说明书
6.0相关记录表格:
6.1《机器设备保养点检记录表》 6.2《年度机械设备保养记录表》
7.0 附图
图一(开关、指示灯) 图二(碎料机外型)
制 定 审 核 日 期
日 期。
塑胶拌料作业指导书
塑胶拌料作业指导书
一、工作物:本色料、色粉、辅助剂.
二、机器工具:拌料桶、量杯.
三、作业说明:
1.换色时拌料桶必须擦拭干净(不可残留色粉、颗粒)
2.投料前需将料袋上之线拆掉。
将线头丢进垃圾桶
3.将料倒入拌料桶,桶内不能有线头、纸屑,PE袋等.
4.每桶料为50kg.
5.用量杯加入白矿油,料桶内、油内不可有杂物.
5.1白矿油重量300ml±50ml.
5.2将油与原料搅拌5分钟,使油粘与原料上。
6.检查色粉.
6.1每桶钛白粉、色粉、分散剂要分清,不可多加,少加或漏加。
6.2加色粉后需用料桶盖盖上以免色粉分散挥发
6.3将料桶盖锁紧,设定拌料时间为10分钟,开启马达开关,开始拌料。
6.4拌料中操作员将空料袋进行整理,便于包装成品料.
7.放料前检查.
.1每手料搅拌停止后先检查原料是否搅拌均匀,颜色于上一手有无相差太远。
四、拌料注意事项.
1.搅拌机在搅拌过程中,皮带转动,有异声时需立即停止搅拌,并知会上级主管。
2.线头、纸屑要装入垃圾袋内.
3.包装袋需分类放在栈板上。
4.地面色粉、料粒需清扫干净。
5.拌料桶需擦拭干净,不可有灰尘。
拌料作业流程图:
(1) (2)
(3) (4)
(5) (6)
(7) (8)。
塑胶制造作业指导书
word 文档整理分享
1 目的
对塑胶原料、色粉及注塑用辅料(如脱模剂、扩散剂等)进行检验和验证,确保未经检验或经检和试
验不合格的塑胶原料、色粉及注塑用辅料不投入使用。
2 范围
适用于塑胶部所用的塑胶原料、色粉及注塑用辅料的检验和试验。
3 定义
3.1 验证:通过检查和提供客观证据表明规定要求已经满足的认可。
4、调好顶出长度、速度,检查模具行位、波子螺丝、
拉板等是否正常。
擦干净模具
5、选用手动合模、进炮、射胶、溶胶、冷却、开模,
再检查所啤胶件有无痴前模、有无离咯、行位是
否到位等。先手动调校,顶出首啤胶件看清有无 模具上的问题。再啤第二啤,把胶件啤满后模具
加润滑油
没有问题才可用半自动调校产品。
6、镜面模要加热模具再开啤,热模不易冲花。
5.4 塑胶部 QC 收到品管科 IQC 抽取的塑胶原料、色粉及注塑用辅料和委《试装(试验)委托书》后,在 12
小时内安排合适的机台试啤,并对试啤过程及试啤产品进行书面确认。
5.5 品管科 IQC 人员根据塑胶部的试啤情况及相应检视结果,判断塑胶原料、色粉及注塑用辅料合格与否,
并将结果详细填写于《来料验证报告》中。
五、准备工作:
三、注意事项(保养项目):
1、根据计划部门下达的生产单,弄清所需物料的详 1、避免超计划外领料。
细要求。
2、忌领错料。
2、计划用料数量。
3、应注意进出物料要帐目清楚、准确。
3、开好领料清单。
六、操作步骤: 1、依生产计划单开好领料单由本部门主管加签。 2、由本部物料员到物料部领取所需物料。 3、物料领齐后,交给下道工序人员。
word 文档整理分享
塑料粉碎机作业指导书

6.3.定期对机器各活动部位加注润滑油。
6.4.经常检查各连接部位螺丝是否松动。
6.3.每日下班前应用气枪清理灰尘,送料口用薄膜等遮盖,以防灰尘。
编制
审核
确认
4.3.拿好足够的干净空料米袋、打包带、记号笔等用品。
4.4.检查破碎机安全开关(当送料道处壳翻起时,电动机应不能启动为正常)
4.5.用气枪对机器尤其是粉碎区、落料区进行彻底清理(破碎机在停机状态下,应用薄膜将其送料口罩住,以防灰尘)。
5.0.注意事项:
5.1.完成以上步骤后,按下启动键(绿色),开始进行破碎作业。
5.2.破碎机运转时,为防料粒(杆)飞溅伤人,请避免站立于输料入口正面处操作,应站于输料口侧面送料。送料操作一次不宜过多,否则容易造成输料道堵塞,若出现塞料现象,严禁用手伸进料道内疏料,应用软质辅助工具疏通。
5.3.当粉碎韧度及弹性较好的塑胶时(如PVC),应严格控制每次输料量,否则极易造成刀片卡死,电动机超负荷甚至烧坏。
3.0.指导内容:
3.1.碎料员上岗前须经过严格的岗前培训,熟悉各种材料类别,了解破碎机操作程序,内部结构等。
4.0.碎料前应准备:
4.1.确认待破碎品,尤其是退货拆卸塑件,应严格把关,认真检查,严禁不同材质、非塑料件等混杂在一起,防止金属等硬质物品损坏刀片。
4.2.制订碎料计划,视各待碎品材质、颜色等不同给予先后排程,并分类排放,排放应避免放置于破碎料粒飞溅范围内,以免造成污染。
5.6.破碎作业过程中,应按照颜色由浅至深的原则进行排程,每破碎完一色手动反复多空转几次刀架)。
5.7.作业过程应经常注意设备运行情况,若有异常,应立即拉下电源开关,故障排除后再继续作业。
注塑部碎料作业指导书

4.1.2功课前将破碎摧毁机及料斗用风枪吹清洁,以免料有色差.
4.1.3破碎摧毁前先检讨各水口料有无杂质(如纸屑.铁器等),HSF环保材料与HS非环保材料是否明白标识.
4.1.4在碎料进程中,材质要区分清晰,ABS料防火与不防火在碎料前必定要把机械里面的杂物.杂料和机械四周的杂物清算清洁,方可进行碎料功课,碎料后的水口料,称好重量包装好并做好标识,标识需注明料的材质.日期.色号.重量,然后按照划定的区域摆放整洁,不必的水口料需交库处理.
XXX有限公司 【1 】
注塑课碎料指点书
文件编号
******
版本/次
Aห้องสมุดไป่ตู้3
页 次
1/1
核 准:
审 核:
制 定:
扶学勇
制订日期
****
1 目标
使操纵人员懂得破碎摧毁机若何准确应用及安然操纵,并使碎料进程中以HSF材料的分类.标识与治理受控,特制订本指点书.
2 实用规模
本指点书实用于本公司注塑材料碎料功课全进程的治理工作.
3 职责
3.1组长:负责对碎料进程的HSF环保请求对操纵人员进行宣媾和督导.
3.2备料员:负责对需碎料品的材质.色彩.HSF材料与HS非环保材料进行区分.标识.记载,同时对碎料机进行日常点检保养与保护.
3.3电工:负责对碎料机日常点检保养项目标制订,并进行碎料机的每月保养保护.
4 功课内容/办法
4.1破碎摧毁机操纵步调:
6 相干表单
6.1 HSF料房每日碎料记载表
6.2碎料机每日/月保养记载
4.3.1日常点检由备料员依《碎料机每日/月保养记载》中每日保养项目进行具体点检和确认,并将保养成果记载在《碎料机每日/月保养记载》中.
碎料作业指导书.
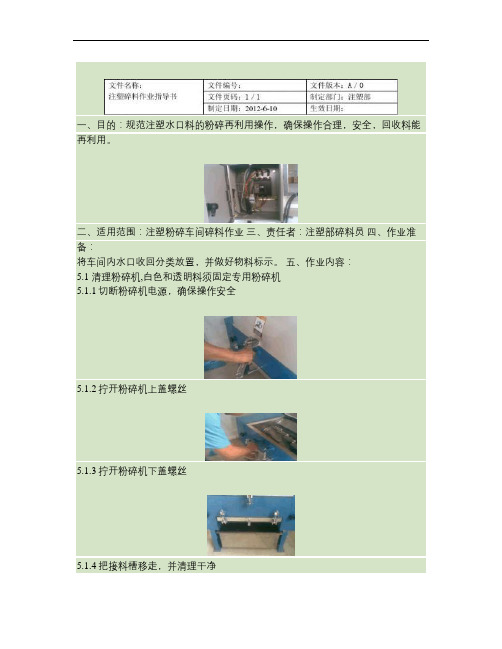
一、目的:规范注塑水口料的粉碎再利用操作,确保操作合理,安全,回收料能再利用。
二、适用范围:注塑粉碎车间碎料作业三、责任者:注塑部碎料员四、作业准备:
将车间内水口收回分类放置,并做好物料标示。
五、作业内容:
5.1 清理粉碎机,白色和透明料须固定专用粉碎机
5.1.1切断粉碎机电源,确保操作安全
5.1.2拧开粉碎机上盖螺丝
5.1.3拧开粉碎机下盖螺丝
5.1.4把接料槽移走,并清理干净
5.1.5 取出筛网并清理干净
5.1.6用扫把把碎料刀里的残料清理掉,再用钢刷将
夹在细缝里的余料清理干净,然后再用风枪吹干净 5.1.7确认干净后将筛网安装好,合上上下盖,拧紧螺丝 5.2碎料作业
5.2.1清理好碎料机后,合上电源,启动马达电机;
5.2.2把需要粉碎的水口料缓缓加入碎料机下料口处(每次要适量,不可整筐往里倒入,以免有螺丝等
杂物混入损坏机器),
5.2.3接料槽满后或一种料碎完后,把接料槽里碎好的料用干净空料袋装好封好,并作好物料标识分
类放置。
【优质文档】塑料配料作业指导书-精选word文档 (17页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==塑料配料作业指导书篇一:某塑料公司作业指导书一.目的:以最快速度、最低成本、最佳成型周期达到产品质量要求。
二.适用范围:适用于注塑部调机人员的调机和生产工艺调节作业。
三.作业流程:四.作业控制:1.作业准备:a.无论是新的产品还是已生产过的产品,都须具备必要的生产工艺资料、产品样板、材料性能资料及其产品重量、模具的结构资料。
已生产过的产品,找出生产工艺资料,输入电脑以及将模具、设备调节到规定状态。
b.检查设备、模具、材料是否可以进入调机状态,材料是否烘干,模具是否清理干净并能正常工作,料筒是否清洗干净;料筒温度是否到达成型温度,冷却水水是否打开等。
2.调机:如为已生产的产品,工艺参数输入后操作正常,产品经检查员检验合格后即可批量生产。
如为新产品: a.设定料筒温度为正常成型温度。
根据产品重量,设定熔胶和射胶行程;b.根据模具射胶流程确定射胶的压力速度,一般取中压(50-80),速度(30-60); c.根据浇口类型、大小设定射胶的保压时间,(点浇口2-8S,侧浇口和直浇口5-10S); d.根据模具冷却水道分布和产品壁厚确定冷却时间,初设定为15-20秒;e.然后进行手动生产件,根据件缺陷具体增加或减少有关数据,直至达到产品质量要求才能连续正常生产;f. 由手动变为半自动,边生产边调校数据,寻找最佳注塑周期。
成型周期=开锁模时间+注射时间+熔胶时间+冷却时间,对以上4个时间尽量缩短。
一般一台58吨注塑机,如为二板式模具,开模或锁模时间分别控制在2秒左右,有滑块可适当调慢。
注射时间的调节按0.5秒递减试生产,直至出现缺陷,停止调校再回复到上个数据。
熔胶时间的确定尽量减少背压和加快熔胶速度,以不出现混色、汽花为宜。
冷却时间的调节同射胶时间的调节,以1秒为递减时间试生产,将调校的成品与标准样板比较,若两者质量相同,则为最佳调校时间。
碎料作业指导书(注塑部)

4.1.1清理时先关掉电源,打开破碎房门,拿掉过滤筛,用风枪吹净粉尘,再用碎布擦干净。
4.2在作业中要认真操作,发现水口料有油污和杂物要尽量清除干净后再投料。
4.3生产中投料一次不能太多,并且手不能伸过机器的防护胶帘。
4.4装袋前要注意检查料袋是否清洁干净。如无法清理干净的料袋必须清除,不能使用。
4.5每袋必须保证统一装20kg,并贴上标识,标识内容为:塑胶种类、型号、颜色及重量。
1.目的
保证破碎工作规范化,确保回收高质量的水口料。
2.适用范围
适用本公司水口料、废品及报废塑胶夹具的破碎工作。
3.职责
3.1工业工程部负责对破碎机的安装及维修。
步骤
4.1作业人员首先对注塑车间进仓的水口料按塑胶的种类及颜色进行分类。如需破碎的塑胶料和破碎机里塑胶料的种类、颜色都相同,可直接加料进行破碎作业。如有差异,必须对破碎机进行清理。
碎料机操作作业指导书
碎料机操作作业指导书
1.目的
为了保障机器及操作人员的安全, 并保证工作质量。
2.适用范围
适用于注塑部所有碎料机的具体作业。
3.引用文件
QC3-MD-02A 《注塑部设备保养基准表》
4. 作业内容
4.1 操作人员需持有上岗证, 操作时必须戴口罩、耳罩,禁止戴手套。
4.2 开机前首先检查紧急停机按制是否正常,地面、机台是否整洁,确认
一切正常后方可开机。
4.3 待粉碎的胶件、水口按胶料的种类、颜色分开处理,且无杂物混合在
内。
4.4 碎料时先启动机器,待运转稳定(大约10秒)后方可送料,手不能伸
入送料口,转色、转料时要先关闭机器电源,地面、碎料机、接料箱必须彻底清理干净。
4.5 粉碎出来的碎料长度不能大于1cm(目视)。
4.6 粉碎好的水口料装入相应(同种原料、同种色粉)的料袋,20kg/袋,并
在料袋上贴上标识纸,注明胶料的名称、色粉名称及重量。
4.7 停机时必须待机器空转时停机。
4.8 工作完毕后,关闭电源,整理、清洁工作场所,对机器进行日常保养。
5.记录表格
QC3-11-04 《设备保养记录表》。
注塑碎料作业指导书X
检讨水口废品清净度消除杂物后才可慢慢扔进料口.若有油污用白电油擦清洁,有黑点.杂质用刀片挖失落.用风枪吹清洁尘土等等.
3.2.2对于确切无法达到干净度的水口,可作降级处理.但必须经副工头以上人员赞成.
3.2.3对于退货拆机的新产品必须严厉检讨丝印.贴纸.五金件.要完整消除后方可破碎摧毁.
注:凡是退货拆机破碎摧毁好的需用磁铁架过滤一次.对于体积较大的水口,需遴选出来,从新破碎摧毁一次.对于破碎摧毁即可回用的水口要过筛后再应用.对于特别材料需干净,并用烘箱烘干过筛.用电扇吹失落尘土.
3.2.4碎料在运转时,不成将手伸入喂料口以及触及其它迁移转变部位,严禁用金属棒伸入碎
料机斗内.
3.2.5碎料机在完整空转下方可停机,然后割断总开关.
3.1.3启动主机马达,检讨机械是否正常动转.
3.1.4清机一待马达完整停滞后,用板手松开三个螺杆,把进料口部分倒下,把料斗和筛网掏出.由上而下清擦机械,逐个消除卡在刀片缝内的塑料,特别留意两块固定刀片的两头,然后用风枪把机料斗和筛网吹清洁.请求无其它塑胶粉末,可用抹布作检讨,直到相符请求为止.特别留意:机械未完整停滞,不成清算机械.
3.2.6实时清扫四周地面,保持清洁情形.
3.3.1细心检讨好碎好的水口质量.有无达到请求,级别请求后装入水口袋.
3.3.2将水口料过秤,每袋25㎏计.然后割断总开关.
3.3.3填写临盆记载请求写上产品名称.色彩.材料类别.碎料员姓名.水口级别.重量.日期.并注明是否是退货和退货部分.
Form NO.: DQ-2-01-08-A0第2 页,共3 页
作 业 指 导 书 【1 】
文件名称:注塑碎料功课指引
【精品文档】碎料作业指导书

文件題目:
文件編號:
PDI-07
版次:
B
碎料作業指導書
生效日期:
2016.11.14
第1/1頁
制作人:
日 期:
核准人:
日 嚴格按照ISO程序進行碎料工作。
1.將碎料機電源開關置“關(OFF)”位置,使馬達停止運轉;
2.打開碎料機上蓋,用風力將內部雜料徹底清理干淨,并檢查刀片縫隙有無料粒被夾住,要保証處理干淨;
3.打開碎料機下蓋及網篩,用風力、煤油將內部雜料徹底清理干淨,并留意各縫隙是否藏有料粒;
4.檢查各部位全部清潔后,擰緊碎料機上各個可活動之螺絲;
5.打開電源開關置“開(NO)”位置,使馬達正常空轉1~2分鐘;
6.將(已吹干淨或抹干淨的)貨品、膠頭、水口條以少量形式投入漏斗中開始進行碎料操作(特別注意切莫大量堆積投入,否則容易造成卡機);
3、對上級安排的工作,要積極配合完成,且要以配合生產為首要任務。
4、落班前要清潔干淨碎料機及碎料房環境衛生,并親自檢查。
5、班組內團結一致,共同努力,且與其它班組及部門多溝通。
7.特別注意投入的貨品、膠頭、水口要仔細檢查有否雜有金屬物或其它雜物;
8.不可將不同顏色的水口料投入同一台碎料機中打碎;
9.將碎后材料包裝封好袋,最好用回原包裝的料袋,貼上相符標識。(材料名稱、包號、碎料日期等)分類分色存放在指定地區作好記錄。
2、對工作不負責、怠工、不服從安排的,要當面批評,情節嚴重的要上報上級處理。
塑胶件作业指导书

CR
MA
MI
IN
0
0.65
2.5
6.5
来料检验
刮伤,刮花,脏污,变形等不良现象
A
无手感,不影响装配,面积≤5mm²
√
B
无手感,不影响装配10mm²≥面积≥5mm²
√
C
有手感,不影响装配,面积≤5mm²
√
D
有手感,不影响装配,面积≤5mm²
√
外观检验
位置
对照样件及成品工单,偏差小于1mm
√
对照样件及成品工单,偏差大于1mm
√
用3M胶带紧贴丝印表面,瞬间垂直扯起3次,丝印字体脱落或掉色现象超过5%
√
75%酒精测试
用75%酒精来回擦拭丝印部位20秒,字体变细但无脱落
√
用75%酒精来回擦拭丝印部位20秒,字体有脱落现象
√
制订日期
制订
审核
批准
修订日期
√
色号或颜色
对照色卡,样机颜色,与色卡一致,与样机颜色轻微偏差
√
对照色卡,样机颜色,与色卡一致,与样机颜色严重偏差
√
字体
同一面区字体粗细不一或同批量有粗细不一现象
√
有毛边,重影,但字体清晰可见
√
有套印偏位现象,但无重叠
√
有缺字,断线,沙眼,气泡现象
√
附着力测试
(3M600)胶带
用3M胶带紧贴丝印表面,瞬间垂直扯起3次,丝印字体脱落或掉色现象不超过5%
√
D
长度≥25mm
√
制订日期
制订
审核
批准
修订日期
威斯达电器(中山)制造有限公司
塑胶制品检验作业指导书
塑胶制造作业指导书

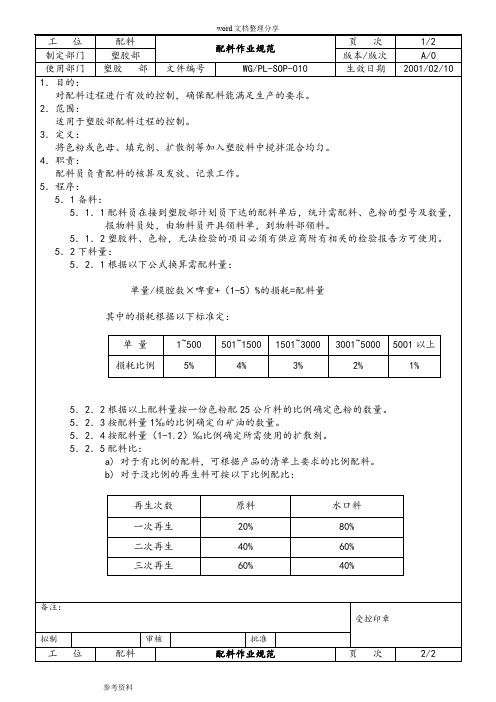
受控印章对配料过程进行有效的控制,确保配料能满足生产的要求。
2. 范围:适用于塑胶部配料过程的控制。
3. 定义:将色粉或色母、填充剂、扩散剂等加入塑胶料中搅拌混合均匀。
4. 职责:配料员负责配料的核算及发放、记录工作。
5. 程序:5. 1备料:5. 1. 1配料员在接到塑胶部计划员下达的配料单后,统计需配料、色粉的型号及数量, 报物料员处,由物料员开具领料单,到物料部领料。
5. 1. 2塑胶料、色粉,无法检验的项目必须有供应商附有相关的检验报告方可使用。
5. 2下料量:5. 2. 1根据以下公式换算需配料量:单量/模腔数X 啤重+ (1-5) %的损耗=配料量5. 2. 2根据以上配料量按一份色粉配 25公斤料的比例确定色粉的数量 5. 2. 3按配料量1%。
的比例确定白矿油的数量。
5. 2. 4按配料量(1-1.2)%比例确定所需使用的扩散剂。
5. 2. 5配料比:a ) 对于有比例的配料,可根据产品的清单上要求的比例配料。
b ) 对于没比例的再生料可按以下比例配比:备注:受控印章XXXXXXXX有限公司生产作业指导书C)对于有比例的再生料可按以下比例配比:5. 3混料:5. 3. 1每次的混料量不能超过机器的负荷量。
5. 3. 2下料前:A:必须关闭电源,以免搅拌叶击伤身体。
B:将料斗清扫干净,以免混色。
5. 3. 3将原料加入料斗,根据的比例加入白矿油,开机搅拌6-8分钟后停机加入色粉、扩散剂,再开机搅拌12-15分钟。
5. 3. 4时间到后停机打开料斗,检验色粉是否搅拌均匀,如未搅拌均匀,可适当加时再混。
5. 3. 5自检合格后,将配好的料装入干净的料袋,封住袋口,以免其它的色粉、杂物进入,并在袋上注明色粉的编号及日期,将料存放在指定的区域。
5. 3. 6配料员在配好料后,应填写好《配料单》。
5 . 4领用:塑胶部填料工在领用时,必须在《配料单》中领用栏处签名。
6. 质量记录:6 . 1《配料记录》PL-FOR-718B备注:受控印章拟制审核批准XXXXXXXX 有限公司生产作业指导书OPERATING INSTRUCTION OF WELLGAIN GROUP LIMITED备注:受控印章工 位 烘料 烘料作业规范页次 1/1 「制定部门塑胶部 版本/版次 A/0 r 使用部门塑胶部文件编号WG/PL-SOP-002生效日期2001/02/10:1、 料斗温度不能过高(按《注塑参数》中“烘料 温度” 之规定执行),以免溶化结块。
注塑油温机干燥机碎料机作业指导书

文件编号:LH-WI-008
提升不良率 = 1 -
三、作业流程:
3.1作业前检查:.
3.1.1检查油温机油管接驳处有无漏油现象。
3.1.2机器冷却水是否畅通,马达运转是否有燥音等
3.1.3检查碎料机刀片、筛网有无损坏,机盖螺丝有无松动等,否则处理后使用。。
3.2油温机操作:
3.2.1使用油温机时电源开关切换为“ON”即可,马达油泵进行短时间的空车运转后,打开连接模具进
出油管开关,设定生产模具所需温度,油温机加热电源开关切换为“ON”;确认模温达到设定值后方可生产。
3.2.2关闭油温机时、只需把电源开关关闭(马达/加热开关切换为“OFF”),并关掉连接模具进出油管
开关即可。
3.3干燥机操作:
3.3.1使用干燥机时,干燥机抽风马达电源开关切换为“ON”;启动加热电源开关切换为“ON”; 达到
四、注意事项:
4.1油管潺油维修时严禁未关机,只关掉连接模具开关维修。
4.2水口未碎完时严禁关掉马达开关。
4.3严禁一次加入水口过多,避免死机现象等。
4.4烤料时,一定要检查好烤料的温度。
文件类别 三阶文件
———文件结束———
编制部门 注塑车间
版本号 A0
页次 第1页,共1页
东莞市XXXX电子有限公司
东莞市XXXX电子有限公司
文件编号:LH-WI-008
注塑油温机干燥机碎料机作业指导书
编制者:
检验部门: 生产部、品管部
受控文件原始印章
确认者:
执行部门:
注塑车间
审核者:
实施日期:
2019年7月1日
一、目的:为了明确注塑油温机/干燥机/碎料机操作者和维修人员的安全,特设此作业流程。