加工中心刀柄结构说明
刀柄培训讲义课件

HSK 其他专用
• 莫氏锥孔 • 其他形式
DIN 2080
ISO 标准锥度刀柄
无机械手卡槽 无防错功能 带圆柱形尾部 带拉紧螺栓孔
NT 柄主要尺寸
MAS 403 - BT
JIS标准锥度刀柄
带机械手卡槽 无防错功能 带拉钉螺栓孔 内冷却孔方式可选
BT 柄主要尺寸
DIN 69871
运 动 范 围
第二讲 镗刀杆
镗孔加工
•镗孔精度与机床精度 •镗孔深度与系统刚性 •前道工序的影响 •镗孔加工适用情况
粗镗
单刃镗刀 双刃镗刀
平衡性能 等高、等径 错齿
各种精镗刀杆
精镗
微调单元
精镗刀杆
锥度标准
带机械手卡槽 带防错功能 带拉钉螺栓孔 内冷却孔方式可选
SK 柄主要尺寸
CAT 柄主要尺寸
DIN 69893 HSK
短锥标准
HSK 主要尺寸
刀柄的装卸
•换刀自动化 •刀库 •机械手
加工中心刀库
加工中心自动换刀
课间休息
二. 刀具连接部分形式
• 外圆柱形
光滑、平削边、斜削边
• 外圆锥形
精度
5μm
侧固式铣刀柄
夹持力大 适用 粗铣
粗镗
削边柄
DIN 1835 斜削边
二段平削边
平削边
液压刀柄
热装刀柄
莫氏锥柄刀具的连接
带扁尾 无扁尾
带扁尾 莫氏锥柄标准尺寸
无扁尾 莫氏锥柄标准尺寸
面铣刀柄
面铣刀和套式面铣刀 公(米)制和英制 定心圆柱和传力键
其他形式刀柄
▪ 攻丝刀柄 ▪ 延长杆 ▪ 快换接柄 ▪ 模块式刀柄 ▪ 专机主轴结构 ▪ 专利连接结构 ▪ ……
加工中心刀柄规格
加工中心刀柄规格加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS07388/1(国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN69871型、IS0 7388/1和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称NT或ST)DIN2080是德国标准,即国际标准ISO2583,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871型(简称JT、DIN、DAT或DV)DIN 69871型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1型(简称IV或IT)其刀柄安装尺寸与DIN69871型没有区别,但由于ISO7388/1型刀柄的D4值小于DIN69871型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4)MAS BT型(简称BT)BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1及ANSI完全不同,不能换用。
BT型刀柄的对称性结构使它比其它三种刀柄的高速稳定性要好。
加工中心主轴转速高速化的刀具锥柄结构分析

文 章 编 号 :0 O 5 1 (0 7 O 一O O O 10 一 8 1 2 0 )6 1 8 3
加 工 中心 主轴 转 速 高 速 化 的刀 具 锥 柄 结构 分 析
夏粉 玲 昌。 ,周
(. 西 工 业 职 业 技 术 学 院 机 械 工 程 系 ,陕 西 成 阳 7 20 ; . 川 机 床 集 团 有 限 公 司 ,陕 西 宝 鸡 1陕 100 2 秦
与 刀具 的联 接.
1 2 HS ( olw h n g 1 刀 柄 ( N6 8 3 . K H l o S a k Ke e) DI 9 9 )
HS 刀柄是 由德 国阿亨大 学机 床研 究 室 ( L Aah n 专 门为 高 速 机床 主轴 开发 的一 种 刀 柄 联 接 K WZ c e ) 结构 , 已被 D N标 准化 . I 1 2 1 HS . . K刀 柄 的结构特 点及 优 势 HS 刀 柄 由锥面 ( 向) 法兰 锥面 ( 向) 同完 成 与 主轴 的刚性 连接 , K 径 与 轴 共 由锥面 实现 刀具 与 主轴 之 间 的 同轴度 , 锥柄 的锥 度 为 1 1 . / 0 这种 结构 的优 势是 锥 面和 端面 过定 位 的结合 形 式 能 有效 的提 高连 接 刚度 ; 11 / O的锥度 ( 7 2 与 / 4锥度 相 比) 浅 , 较 楔形 效 果 较强 , 故具 有 较 高 的抗扭 矩 能 力 , 而且 能抑 制 因振 动 产 生
力 的作用下 , 紧紧地 与 主轴 的 内锥 面接 触 , 实心 的锥 体直 接在 主 轴 内支承 刀具 , 以减 小刀 具 的悬伸 量 , 可 这 种连 接 只有一个 尺 寸 即锥角需 加 工到很 高 精度 , 以 刀具 成本 较 低 而且 安 装 可靠 , 所 多年 来 应 用 非 常 广泛 . 但 是 随着 加 工 中心 向高 速 、 精度 、 刚度方 向 的发 展 , / 4锥柄 已暴 露 出它 的 局 限性 . 了解 决 传 统 刀 高 高 72 为 柄 在 高速 主轴结 构 中存 在 的问题 , 目前 世界 机床 行业 已先 后 开发 了几 种类 型 的刀 柄 , HS 型 、 有 K KM 型 、 NC 5型 、 E C型 等 . 中德 国率先 开发 了代 替 7 2 H. . 其 / 4锥 度 刀 柄 的新 的 接 口双 面 约 束 HS Holw K( l o S a kKe e) h n g 1刀柄 , 已列入 德 国 DI 且 N标 准. 文 仅对 B 7 2 ) 柄 、 K( / 0 刀柄 和 KM( / 0 刀 本 T( / 4 刀 HS 1 1 ) 11 )
数控加工工艺——第五章 数控机床刀具系统

第四节 数控机床刀具系统
一、数控刀具刀柄
刀柄是机床主轴和刀具之间的连接工具,是数控机床 工具系统的重要组成部分。
1.(JE)和锥柄(JT) 两种形式,如图5-20所示。加工中心上一般刀柄均采用 7∶24圆锥工具柄。
目前在我国多采用国际标准ISO7388-1983,中国标 准GB10944-1989,日本标准MAS404-1982,美国标 准ANSI/ASMB5.50-1985。
第四节 数控机床刀具系统
图5-20 刀柄结构示意图
第四节 数控机床刀具系统
2.常用数控刀具刀柄及拉钉结构
我国数控刀柄结构(GB10944-1989)如图 5-21所示。相应的拉钉国际标准GB10945-89包 括两种形式:A型用于不带钢球的拉紧装置,其 结构如图5-22(a)所示;B型用于带钢球的拉紧装 置,其结构如图5-22(b)所示。
2.镗铣类工具系统
镗铣类工具系统一般由与机床主轴连接的锥柄、延伸 部分的连杆和工作部分的刀具组成。镗铣类工具系统又分 整体式工具系统和模块式工具系统两大类。
第四节 数控机床刀具系统
(1)整体式工具系统。如图5-25所示为镗铣 类整体式工具系统。
图5-25 整体式工具系统的组成
第四节 数控机床刀具系统
XXB·X/X—X
其中,第1位X和第2位X所代表的内容与主柄模块前两 位表示的意义相同;第3位B表示此模块为中间模块;第4 位X表示靠近主柄模块一端的模块外径;第5位X表示靠近 工作模块一端的模块外径;第6位X表示中间模块的接长 长度L2值。
第四节 数控机床刀具系统
工作模块(工作头):
XXC (D)·X—XX—X
第四节数控机床刀具系统第四节数控机床刀具系统图521中国标准刀柄结构第四节数控机床刀具系统第四节数控机床刀具系统图522中国标准刀柄拉钉结构第四节数控机床刀具系统第四节数控机床刀具系统图523日本标准刀柄及拉钉结构第四节数控机床刀具系统图524美国标准刀柄及拉钉结构3
加工中心刀柄的种类和用途
加工中心刀柄的种类和用途刀柄是机床和刀具的连接体,刀柄是影响同心度和动平衡一个关键环节,千万不能将它当成一般的部件来看待。
同心度可以决定刀具在旋转一周的情况下各切刃部分的切削量是否均匀;在主轴旋转时动不平衡将产生周期性的震动。
今天和大家聊一聊关于加工中心刀柄的知识。
如今数控机床在工厂里得到了广泛的应用,这些机床和使用的工具来自世界各地,有着不同的型号和标准。
你知道加工中心BT 刀柄中的7:24是什么意思吗?你又知道BT、NT、JT、IT、CAT是什么标准吗?往下看↓↓一、根据主轴锥孔分两大类按加工中心主轴装刀孔的锥度通常分为两大类:①锥度为7:24的SK通用刀柄;②锥度为1:10的HSK真空刀柄。
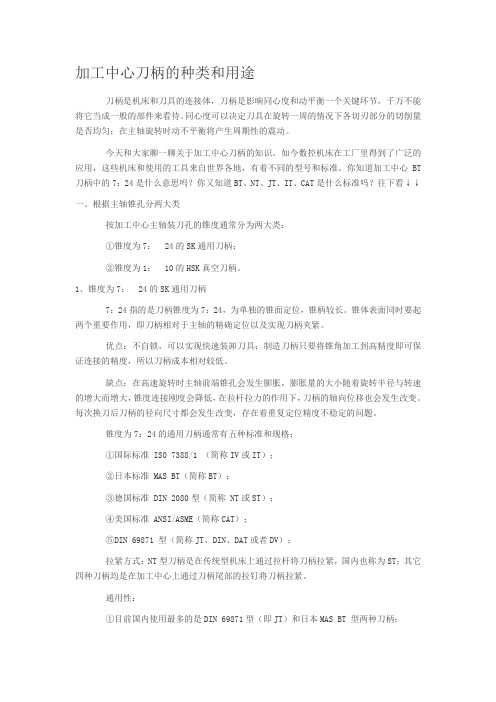
1、锥度为7:24的SK通用刀柄7:24指的是刀柄锥度为7:24,为单独的锥面定位,锥柄较长。
锥体表面同时要起两个重要作用,即刀柄相对于主轴的精确定位以及实现刀柄夹紧。
优点:不自锁,可以实现快速装卸刀具;制造刀柄只要将锥角加工到高精度即可保证连接的精度,所以刀柄成本相对较低。
缺点:在高速旋转时主轴前端锥孔会发生膨胀,膨胀量的大小随着旋转半径与转速的增大而增大,锥度连接刚度会降低,在拉杆拉力的作用下,刀柄的轴向位移也会发生改变。
每次换刀后刀柄的径向尺寸都会发生改变,存在着重复定位精度不稳定的问题。
锥度为7:24的通用刀柄通常有五种标准和规格:①国际标准 IS0 7388/1 (简称IV或IT);②日本标准 MAS BT(简称BT);③德国标准 DIN 2080型(简称 NT或ST);④美国标准 ANSI/ASME(简称CAT);⑤DIN 69871 型(简称JT、DIN、DAT或者DV);拉紧方式:NT型刀柄是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
通用性:①目前国内使用最多的是DIN 69871型(即JT)和日本MAS BT 型两种刀柄;②DIN 69871型的刀柄还可以安装在ANSI/ASME主轴锥孔的机床上;③国际标准IS0 7388/1型的刀柄还可以安装在DIN 69871型、ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
加工中心刀柄的标准
加工中心刀柄的标准7:24的刀柄有:JT 系列刀柄(ISO、德国DIN标准、中国GB标准)BT 系列刀柄(日本MAS标准)JT-WA系列刀柄(德国VDI标准)JT-U系列刀柄(美国ANSI标准)CAT系列刀柄(美国ANSI标准-卡特彼勒)ST 系列刀柄(中国GB标准)SK 系列刀柄(德国DIN标准)分类:加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
一、锥度为7:24的通用刀柄通常有五种标准和规格:NT(传统型)简称NT或ST)DIN 69871(德国标准)(简称JT、DIN、DAT或DV)IS0 7388/1 (国际标准)(简称IV或IT)MAS BT(日本标准)(简称BT)ANSI/ASME(美国标准)(简称CAT)★NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
★拉钉有三个关键参数:θ角、长度l以及螺纹G关于刀柄拉钉的θ角有如下几种情况:1、MAS BT(日本标准)刀柄拉钉θ角有45°、60°和90°之分,常用的是45°和60°的;2、DIN 69871刀柄拉钉(通常称为DIN 69872-40/50)θ角只有75°一种;3、IS0 7388/1刀柄拉钉(通常称为IS0 7388/2-40/50)θ角有45°和75°之分;4、ANSI/ASME(美国标准)刀柄拉钉θ角有45°、60°和90°之分。
刀柄型号表示方法
刀柄型号表示方法
1、柄部型式及尺寸
JT:表示采用国际标准ISO7388号加工中心机床用锥柄柄部(带机械手夹持槽);其后数字为相应的ISO锥度号:如50和40分别代表大端直径
69.85和44.45的7:24锥度。
BT:表示采用日本标准MAS403号加工中心机床用锥柄柄部(带机械手夹持槽);其后数字为相应的ISO锥度号:如50和40分别代表大端直径
69.85和44.45的7:24锥度。
2、刀柄用途及主参数
XD –装三面铣刀刀柄
MW –无扁尾氏锥柄刀柄
XS –装三面刃铣刀刀柄
M –有扁尾氏锥柄刀柄
Z(J)- 装钻夹头刀柄(贾式锥度加J)
XP –装削平柄铣刀刀柄
用途后的数字表示工具的工作特性,其含义随工具不同而异,有些工具该数字为其轮廓尺寸D或L;有些工具该数字表示应用范围。
加工中心究竟该如何正确选择刀柄

加工中心究竟该如何正确选择刀柄选择合适的刀柄对于加工中心来说非常重要,因为刀柄的质量和选择会直接影响加工中心的工作效率和加工质量。
下面将详细介绍如何正确选择刀柄,包括刀柄类型、刀柄材质、刀柄尺寸等方面的内容。
首先是刀柄的类型。
根据刀柄的形式和结构可以分为直柄刀柄、切割板刀柄和榫槽刀柄。
直柄刀柄是最常见的刀柄类型,其刀柄直径和夹持方式较为简单,适用于一般的加工任务。
切割板刀柄是将切割板与刀柄连接,使得刀具更加稳固,适用于高速切削和重负载切削。
榫槽刀柄则适合用于多刃刀具的夹持,能提供更高的刚性和稳定性,适用于高精度和高效率的加工。
其次是刀柄的材质。
刀柄的材质应具备良好的强度和刚性,以确保加工中心在高速切削和高负荷下的稳定性。
常见的刀柄材质有高速钢、硬质合金和高速钢铸造成型等。
高速钢刀柄耐磨性较好,适合加工低硬度材料,并且价格相对较低。
硬质合金刀柄具有良好的硬度和耐磨性,适合加工高硬度材料,但价格较高。
高速钢铸造成型刀柄具有良好的刚性和耐磨性,适用于高速切削和重负载切削,是一种较为理想的刀柄材质。
然后是刀柄的尺寸。
刀柄的尺寸应根据加工中心的要求和具体的加工任务进行选择。
刀柄的直径应与夹持工具相匹配,以确保刀具的夹持稳定性。
刀柄的长度应与工作空间和工件尺寸相适应,以确保加工中心在加工过程中的灵活性和效率。
此外,刀柄的夹持方式也需要考虑。
常见的夹持方式有直夹、侧夹和自定心夹持等,每种夹持方式都有其适用的加工场合,正确选择合适的夹持方式可以提高加工质量和效率。
最后是刀柄的制造工艺和质量。
由于刀柄在加工中心中承受较大的负荷和冲击,所以其制造工艺和质量是非常关键的。
刀柄应经过严格的热处理、焊接、加工和表面处理等工艺流程,以确保其强度、刚度和耐磨性。
此外,刀柄的表面应经过光洁度和度量精度的检测,以确保刀柄在加工过程中的质量和精度。
综上所述,选择合适的刀柄对于加工中心来说非常重要。
在选择刀柄时,需要考虑刀柄类型、材质、尺寸以及制造工艺和质量等因素,以确保刀柄能够适应具体的加工要求,并提高加工中心的工作效率和加工质量。
数控加工工艺——第五章 数控机床刀具系统
第四节 数控机床刀具系统
(3) 钻孔工具刀柄。钻孔工具刀柄主要有钻 夹头刀柄,配上相应的钻夹头,可夹持直柄钻 头、中心钻等。莫氏锥柄钻头可选用带扁尾莫 氏孔刀柄。套式扩孔钻选用套扩、铰刀柄。
数控加工工艺(第五章)
第四节 数控机床刀具系统
第四节 数控机床刀具系统
一、数控刀具刀柄
刀柄是机床主轴和刀具之间的连接工具,是数控机床 工具系统的重要组成部分。
1.数控刀具刀柄的结构特点
在我国制订的标准中,刀柄有直柄(JE)和锥柄(JT) 两种形式,如图5-20所示。加工中心上一般刀柄均采用 7∶24圆锥工具柄。
图5-27 模块式工具系统的组成
第四节 数控机床刀具系统
国产TMG10、TMG21工具系统即为模块式工具系统, 图5-28所示即为TMG21工具系统示意图。
图5-28 TMG21工具系统
第四节 数控机床刀具系统
铣镗类模块式工具系统的型号及表示方法说明如下: 主柄模块:
XXA(H)·XX·X—X
其中,第1位X表示模块间的定心方式;第2位X表示模 块间的锁紧方式;第3位A(H)中A表示主柄模块,A(H) 表示带冷却环主柄模块;第4位X代表柄部形式;第5位X 代表主柄锥度规格;第6位X代表模块连接处外径D值;第 7位X代表从圆锥大端直径到前端面距离L1 值。
第四节 数控机床刀具系统
中间模块(连接杆):
如图5-23和图5-24所示分别为日本标准刀柄 及拉钉结构和美国标准刀柄及拉钉结构。
CNC刀柄标准

CNC刀柄标准CNC 刀柄标准加工中心的主轴锥孔通常分为两大类,即锥度为7:24 的通用系统和1:10 的HSK 真空系统。
7:24 锥度的通用刀柄锥度为7:24 的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS07388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME (美国标准)。
NT 型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871 型(即JT)和MAS BT 型两种刀柄。
DIN 69871 型的刀柄可以安装在DIN 69871 型和ANSI/ASME 主轴锥孔的机床上,IS0 7388/1 型的刀柄可以安装在DIN69871 型、IS0 7388/1 和ANSI/ASME 主轴锥孔的机床上,所以就通用性而言,IS0 7388/1 型的刀柄是最好的。
(1)DIN 2080 型(简称NT 或ST)DIN 2080 是德国标准,即国际标准ISO 2583 ,是我们通常所说NT 型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DAT 或DV)DIN 69871 型分两种,即DIN 69871 A/AD 型和DIN 69871 B 型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV 或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4 值小于DIN 69871型刀柄的D4 值,所以将ISO 7388/1 型刀柄安装在DIN 69871 型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1 型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)BT 型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI完全不同,不能换用。
数控机床刀柄标准介绍

目前,数控铣床和镗铣加工中心使用最多的仍是7∶24工具锥柄。
但在高速加工机床上,1∶10空心短锥柄的使用正日益增多。
对于车削中心和车铣中心,则以1∶10短锥柄使用较多(车削中心使用的CZG圆柱柄工具系统不属本文讨论范围)。
自动换刀机床常用的7∶24工具锥柄标准主要有:中国国家标准GB 10944-89“自动换刀机床用7∶24圆锥工具柄部40、45和50号圆锥柄”;国际标准ISO 7388/1:1983(40、45和50号工具锥柄)和ISO 7388/3:1986(30号工具锥柄);德国标准分DIN 69871-1:1995(30、40、45、50和60号工具锥柄)和DIN 69871-2(40、45、50、55和60号工具锥柄)两种;日本现行标准为JIS B 6339:1998(30、35、40、45、50、55和60号工具锥柄),用于代替日本工作机械工业会标准MAS-403:1975(40、45、50和60号工具锥柄);美国现行标准为AMSE B5.50-1994(30、40、45、50和60号工具锥柄),用于代替ANSI/AMSE B5.50-1985标准。
手动换刀用7∶24工具锥柄的常见标准有国家标准GB 3837.3-83和国际标准ISO 297-82,以及机械行业标准JB 3381.1-83。
1∶10空心工具锥柄目前已有国家标准GB 19449.1-2004“带有法兰接触面的空心圆锥接口第1部分:柄部—尺寸”。
它等同采用了国际标准ISO 12164-1:2001的内容。
原德国标准DIN 69893-1:1996已被新的标准DIN 69873-1:2003代替,新的德国标准也等同采用了国际标准ISO 12164-1:2001的内容。
其它常见结构的1∶10工具锥柄基本采用企业标准,具有垄断性,如美国肯纳公司的KM型系列、瑞典山特维克公司的Capto系列、德国瓦尔特公司的NOVEX系列等。
自动换刀机床用7∶24工具锥柄的中国国家标准GB 10944-89是参照采用国际标准ISO 7388/1:1983制定的,除对极个别项目数据进行了圆整(如尾部螺纹底孔深度13)或未规定数据(如法兰上的键槽根底倒角)外,其它数据完全相同。
CNC加工中心的刀柄标准是什么

加工中心的主轴锥孔通常分为两大类,即锥度为7:24 的通用系统和1:10 的HSK 真空系统。
7:24 锥度的通用刀柄锥度为7:24 的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS07388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME (美国标准)。
NT 型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871 型(即JT)和MAS BT 型两种刀柄。
DIN 69871 型的刀柄可以安装在DIN 69871 型和ANSI/ASME 主轴锥孔的机床上,IS0 7388/1 型的刀柄可以安装在DIN69871 型、IS0 7388/1 和ANSI/ASME 主轴锥孔的机床上,所以就通用性而言,IS0 7388/1 型的刀柄是最好的。
(1)DIN 2080 型(简称NT 或ST)DIN 2080 是德国标准,即国际标准ISO 2583 ,是我们通常所说NT 型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DAT 或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B 型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV 或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4 值小于DIN 69871刀柄的D4 值,所以将ISO 7388/1 型刀柄安装在DIN 69871 型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1 型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)BT 型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
刀柄BT NT JT SK

数控刀具中刀柄的应用知识加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
一、7:24锥度的通用刀柄7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DA T或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
加工中心刀柄结构说明 共27页

Two Face Contact Holders/两面接触刀柄
•Common tool holders leave a gap between the flange and spindle nose. Some tool holder systems close this gap to achieve two-face contact with a conventional taper •Two such systems are shown. Both designs combine special tool holders with a special or modified spindle interface. Both designs leave intact the freedom to use regular tool holders when two-face contact isn’t needed •The design at upper right mates tool holders that have extra material on the flange with a spindle interface that has extra material at the spindle nose •The design at lower right uses a tool holder with a spring-like taper that stays in contact even if the spindle interface opens up. Shims attached to the spindle nose close the gap to the flange
刀柄系统和拉钉

刀柄系统和拉钉刀柄系统和拉钉加工中心的主轴锥孔通常分为两大类:即锥度为7:24的通用系统和1:10的锥柄系统。
一. 1:10的锥柄系统。
1:10的锥柄系统有几种,比较有影响的有德国的HSK真空刀柄(标准DIN69873)和一些大的公司的企业标准与日本的NC5实心刀柄。
HSK真空刀柄靠刀柄的弹性变形,不但刀柄的1:10锥面与机床主轴孔的1:10锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触,1∶10空心工具锥柄目前已有国家标准GB19449.1-2004(带有法兰接触面的空心圆锥接口第1部分:柄部—尺寸)。
它等同采用了国际标准ISO12164-1:2001的内容。
原德国标准DIN69893-1:1996已被新的标准DIN69873-1:2003代替,新的德国标准也等同采用了国际标准ISO12164-1:2001的内容。
其它常见结构的1∶10工具锥柄基本采用企业标准,具有垄断性,如美国肯纳公司的KM型系列、瑞典山特维克公司的Capto 系列、德国瓦尔特公司的NOVEX系列等。
这种双面接触系统在高速加工、连接刚性和重合精度上均优于7:24的通用刀柄系统,但也有其缺点,如加工困难、刀具悬伸大而影响刀具刚性、刀柄重磨困难等。
日本的NC5刀柄采用的是实心结构。
二.7:24的通用系统。
锥度为7:24的通用刀柄通常有四种国际标准和规格:IS0 7388/1-1983(E)(等同于DIN69871.A和GB/T10944-1989);DIN 69871(德国标准);ANSIB5.50CAT(美国标准);MAS403BT(日本标准)。
1).IS0 7388/1-1983(E)(等同于DIN69871.A和GB/T10944-1989):该标准的刀柄的国内代号是JT,如JT30、JT40、JT50等。
中国国家标准GB10944-89是参照采用国际标准ISO88/1:1983制定的,除对极个别项目数据进行了圆整(如尾部螺纹底孔深度13)或未规定数据(如法兰上的键槽根底倒角)外,其它数据完全相同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在主轴+刀柄+刀具这样的一个系统中, 刀柄是影响同心度和动平衡一个关键 环节,千万不能将它当成一般的部件 来看待。随着主轴转速的增加,刀柄 的选择对于加工的影响将显得越来越 重要。
Two Face Contact & HSK holders/两面接触HSK刀柄
•Centrifugal force from fast spindle speeds can cause the tool holder to retract when the spindle and holder touch only along the taper. •Two-face contact at the spindle interface can solve this problem. HSK is a widely used tool holder design that features two-face contact
动平衡的测量需要将刀具和刀柄整体进行。在主轴旋转时 好的动平衡刀柄和刀具结合不会产生任何的离心力。但是实际 上完全的动平衡是不存在的。在主轴旋转时动不平衡将产生周 期性的震动。如果动不平衡量很小,那么这种震动也会很微弱。
Balance & Concentricity/动平衡和同心度
Weight does not have to be symmetrical to reduce centrifugal force, just balanced. An unbalanced weight can be balanced by any counterweight having the same product of mass × radius. For example, the weights shown here balance one another. The masses are different, but where they are positioned makes up for this difference.
旋转体上质量并不一定要均匀分布才 能减小离心力,只要平衡就可以了。 一个不平衡的重量可以被任何的方向 相反大小相等的平衡力(质量× 半径) 抵消。比如左图的一个示例。
Balance & Concentricity/动平衡和同心度
It is possible to imagine a tool / tool holder system that is balanced without being concentric. In this drawing, the cutting tool is off center, but the counterweight compensates for the resulting unbalance. This tool and tool holder may not cut evenly, but together they will spin without vibration from centrifugal force.
•同心度可以决定刀具在旋转一周的情 况下各切刃部分的切削量是否均匀; •动平衡取决于旋转体上质量的分布是 否均匀对称。各个方向离心力均衡, 不至于产生震动减弱刀具加工能力; •以上两者对于高速加工都是很重要的 因素。
Concentricity/同心度
•Concentricity measures how closely the tool holder aligns the tool to the centerline of the spindle. •A concentric grip helps ensure that all cutting edges see the same depth of cut.
•普通的刀柄连接在主轴法兰面留有一个间隙。有一 些的刀柄采取封闭这段间隙的方法来达到两面接触的 目的; •该种设计如图所示。这两种连接都需要有特殊的主 轴端面设计,在需不需要两面接触会有一定的选择自 由; •如右上图所示。在刀柄与主轴紧密配合时会因为变 形在主轴法兰连接面之间产生材料的挤压; •如右下图所示。使用带弹性锥面接触的刀柄。其中 的垫片可以封闭主轴法兰的间隙。
高质量的弹簧夹的适用可以获得好的同心度,但是的刀夹 系统也可以获得同样的效果,比如烧结式的刀柄。
Shrink Fit Holders/热缩型刀柄
1 - The tool holder is heated precisely at the clamping area using state-ofthe-art induction technology. The clamping diameter expands. 2 - The cold tool shank is inserted into the heated tool holder. 3 - The heat shrink tool holder is cooled. The clamping diameter returns to its original dimension and clamps the tool shank. 4 - Tool changes are carried out in seconds thanks to inductive heating. The heat shrink tool holder and the tool shank form a homogenous unit! 1、应用感应加热技术加热刀柄上刀具装夹部位,使它的直径会膨胀; 2、再将冷的刀杆放入热的刀柄; 3、冷却刀柄装夹部位,使其直径回复至初始尺寸并夹紧刀具; 4、在取出时,由于刀具和刀柄一起进行感应加热,因此不能使用与刀柄有一 样的热膨胀系数的刀具进行装夹。
•对于仅仅是锥度连接的刀夹系统来说, 当主轴在高速旋转的情况下,因为主轴 本身锥孔的膨胀,而主轴和刀柄的连接 又仅仅是通过锥度面连接,此时刀柄受 到拉力的影响会有一个回缩。 •两面接触的连接方式有助于解决该问 题。HSK即是被广泛使用的一种两面 接触的刀夹系统。
Two Face Contact Holders/两面接触刀柄
Concentricity & Balance/同心度和动平衡
•Concentricity (Runout) determines that the cutting edges take nearly the same bite all the way around the tool. •Balance determines that weight is evenly distributed, so centrifugal force does not create enough vibration to impair the process. •Both are important for HSM
同样对于同心度好的刀具也可能动平 衡不好。如图所示的带紧固螺钉的刀 柄。虽然它有很好的同心度,但是它 在圆周上的质量分部不均匀,因此在 高速旋转时会产生震动。
Holders for Good Concentricity/优良同心度
Though a high quality Collet Chuck can achieve tight concentricity, there are alternatives to the Collet Chucks that can make this concentricity easier to achieve.
Tool Holders/刀夹系统
In the system of spindle + tool holder + cutting tool, the tool holder is the link that has the most effect on overall concentricity and balance. Don’t think of it as commodity hardware. As spindle speed increases, the choice of tool holder has more impact on process effectiveness
•同心度测量如右图,通 过调整刀夹的中心轴线 与主轴的中心轴线重合 来调整痛心度。 •好的同心度控制可以确 保所有切削刃在各个方 向上有均匀的加工量
Balance/动平衡
Balance measures the distribution of weight of the tool and tool holder together. A perfectly balanced tool / tool holder combination would not generate any centrifugal force as it spins. But in reality, some part of this combined weight will be unbalanced. The unbalance will produce a vibration at a frequency equal to the spindle RPM. If the unbalance amount is small, this vibration will also be small.
•Common tool holders leave a gap between the flange and spindle nose. Some tool holder systems close this gap to achieve two-face contact with a conventional taper •Two such systems are shown. Both designs combine special tool holders with a special or modified spindle interface. Both designs leave intact the freedom to use regular tool holders when two-face contact isn’t needed •The design at upper right mates tool holders that have extra material on the flange with a spindle interface that has extra material at the spindle nose •The design at lower right uses a tool holder with a spring-like taper that stays in contact even if the spindle interface opens up. Shims attached to the spindle nose close the gap to the flange