高分子材料成型工艺学2018-8教材版-PDF
《高分子材料成型工艺》课程教学改革探索与实践
关键 词 : 高分子材料成型工艺; 教学内容; 教学手段; 教学方法 中 图分类 号 :620 G 4. 文献标 识码 : A 文 章编 号 :01 97 (02 0 — 23 0 10 — 672 1)8 01 — 2
T ahn fr a dP a t eo r c lso tr l lig ec igReo m n r ci f i i e fMaei dn c P np a Mo
。
独立解决 问题 的能力 , 了要 把该 讲授 的基本 理论讲 解清 楚之 除 外, 还要构造 良好 的氛 围, 调动学生学 习的 主动性 、 造性 ; 创 培养 学生对 已知事物进行怀疑和思考 , 从各个 不同的角度 进行认 行认识 。只有独 立思 考后 , 学生才能提 出问题 , 而有 自主解决 问题 的愿望 。如 从 热塑 性 塑料 和热 固 性 塑 料 的 热 行 为 不 同 , 不 是 采 用 的 成 型 方 是 法就 完全不 同?若都采用 同一种成型方式 , 者之间 ( 两 比如原料 要求 、 注射机特征 、 成型工 艺 ) 又应 该有怎 样 的差 别?从这 里引 导学 生知其然 , 还要知其所以然 , 使学 生从 “ 被动” 转为 “ 主动 ” , 开拓 思维 , 提高分析问题和解决 问题 的能力 。当然 , 培养 学生创 造思 维 和独 立 解 决 问题 的 能 力 不 是 一 朝 一 夕 就 能 完 成 的 , 要 需
6 培 养 学 生 的创造 思 维和 独 立解 决 问题 的能 力
过于守成 , 缺乏创新 也是 我国高 校本科 教育存 在 的 问题之 本科教育必须 要培养 能够适 应未来 社会 发展 要求 的 、 具有 创新 能力 和创新精神 的高素质人 才 J 。而培养学生创新 思维和
高分子成型工艺课后答案
以上两个方面,都使流体进入小管时的能量消耗增大, 压力降增大。
出口膨胀效应:黏弹性液体流出管口后,流出液体的 直径增大膨胀的现象称为出口膨胀。
引起出口膨胀效应的主要原因为:
主要存在问题
ⅰ. 没有假设。 ⅱ. 黏度和稠度系数没有搞清。 参考答案
(1)几点假设 ⅰ. 液体为不可压缩的; ⅱ. 流动是等温过程; ⅲ. 液体在管道壁面不产生滑
移(壁表面速度等于零);
ⅳ. 液体的粘度不随时间而变 化,并在沿管道流动的全过程中其他性质也不发 生变化。
(2) 任意半径处的流动速度
第二章 成型物料的配制
主要是因为压力增大,使高聚物中的自由体积减小, 分子间距离减小,分子间作用力增大,从而使高聚物熔 体表观黏度增大。
4.什么叫入口效应和出口膨胀效应? 简要说明引起的原因和克服措施?
(1)主要存在问题
ⅰ. 有部分同学对这两个概念还不够清 楚,回答不完善。
ⅱ. 原因讲的不完善,尤其是对出口膨 胀效应,一方面是伸展取向,一方面与正应 力差有关系。如拉伸等。
主要特点是与金属皂类有协同效应,稳定性
好,兼具增塑作用;相容性差等。环氧大豆油、 环氧油酸丁酯等。
•
此外还有螯合剂等,但其不能单独使用。
3.简述混合的基本原理(三种作用)。 (1)主要存在问题
ⅰ. 有个别同学按混合、捏合和塑炼三个 方面讲。
ⅱ. 有的讲了三者的影响因素,有的没有; 简要讲一下更好。
ⅲ. 措施主要是工艺和设备方面的,其 他没有讲(不要求)。
ⅳ. 转速、剪切速率要考虑。
(2)参考答案
基于“五化”培养目标的高聚物合成工艺学课程的教学探讨

[收稿时间]2019-10-10[基金项目]辽宁省高分子材料与工程应用型转型示范专业(辽教函[2017]779号),辽宁省高分子材料与工程应用型转变试点专业(辽教发[2015]168号),教育部2014年度普通高等学校本科重点建设专业“高分子材料与工程人才培养模式改革试点专业”(gm201412)。
[作者简介]王晓蓉(1985-),女,山东威海人,博士,副教授,研究方向:功能高分子的设计制备与模拟计算。
[摘要]辽宁石油化工大学作为一所具有鲜明石油化工特色的研究应用型大学,基于学校传统优势特色,大力发展高分子材料与工程专业。
学校明确提出该专业学生毕业5年左右应具备“知识应用化、知识创新化、素养全面化、事业合作化、终身学习化”之“五化”能力,并基于此目标采用五大措施来进行高聚物合成工艺学课程的教学改革与建设,分别为:利用“双模式”展现知识应用化、通过“双结合”实现知识创新化、调动思维发展素养全面化、开展讨论协作培养事业合作化、实施双语PPT 课件塑造终身学习化。
这些举措将促进学校高分子专业的快速发展。
[关键词]高聚物合成工艺学;培养目标;高分子材料与工程专业[中图分类号]G642;TB30-4[文献标识码]A [文章编号]2095-3437(2020)11-0017-03University Education根据国家“十三五”新兴产业发展规划(2016-2020),高分子材料已被纳入新兴产业的重要组成部分。
辽宁省是我国重要的石油化工基地,拥有大型高分子相关化工企业十余家(如抚顺石化公司、大连石化公司、辽阳石化公司、锦西石化公司、锦州石化公司、大连西太平洋石油化工有限公司、辽河石化公司、沈阳蜡化、盘锦乙烯和恒力石化,以及抚顺帝旺达塑胶有限公司、辽宁颐通管业、沈阳金德管业、辽阳康达塑胶等塑料加工企业),其主营业务收入占全省规模以上工业的近1/4;同时,根据辽宁省发展规划,抚顺拟成为省内最大的炼化一体化和精细化工基地。
《高分子材料成型模具》课程设计指导
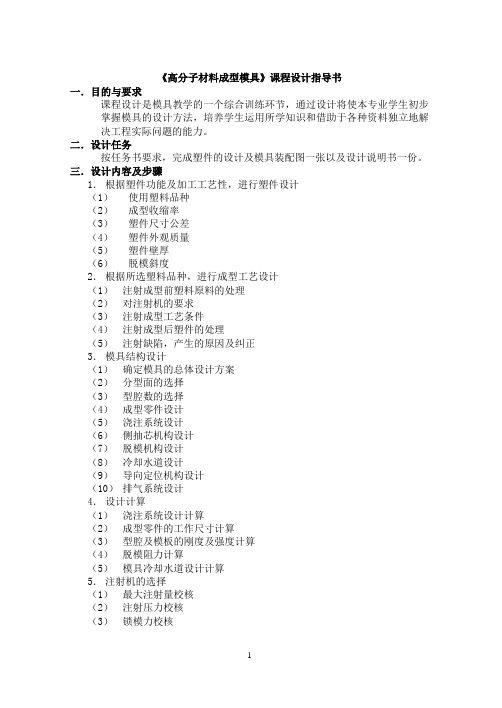
《高分子材料成型模具》课程设计指导书一.目的与要求课程设计是模具教学的一个综合训练环节,通过设计将使本专业学生初步掌握模具的设计方法,培养学生运用所学知识和借助于各种资料独立地解决工程实际问题的能力。
二.设计任务按任务书要求,完成塑件的设计及模具装配图一张以及设计说明书一份。
三.设计内容及步骤1.根据塑件功能及加工工艺性,进行塑件设计(1)使用塑料品种(2)成型收缩率(3)塑件尺寸公差(4)塑件外观质量(5)塑件壁厚(6)脱模斜度2.根据所选塑料品种,进行成型工艺设计(1)注射成型前塑料原料的处理(2)对注射机的要求(3)注射成型工艺条件(4)注射成型后塑件的处理(5)注射缺陷,产生的原因及纠正3.模具结构设计(1)确定模具的总体设计方案(2)分型面的选择(3)型腔数的选择(4)成型零件设计(5)浇注系统设计(6)侧抽芯机构设计(7)脱模机构设计(8)冷却水道设计(9)导向定位机构设计(10)排气系统设计4.设计计算(1)浇注系统设计计算(2)成型零件的工作尺寸计算(3)型腔及模板的刚度及强度计算(4)脱模阻力计算(5)模具冷却水道设计计算5.注射机的选择(1)最大注射量校核(2)注射压力校核(3)锁模力校核(4)流动比校核(5)开模行程及顶出行程校核6.模具与注射机安装模具部分相关尺寸的校核(1)喷嘴尺寸(2)定位圈尺寸(3)最大及最小模厚(4)模板螺孔尺寸(5)拉杆内间距7.模具材料的选择8.绘制正式施工工作图9.编制模具零件机械加工及装配工艺方案10.编写设计说明书四、要求(1)装配图(a)全面准确地表达设计意图(b)根据装配图可拆出所有零件(c)图面符合国标要求(d)公差配合选择及技术要求合理(2)说明书A4纸,小四字,5页以上。
格式应规范,主要内容应包括:总体结构方案的确定;模具结构的设计;主要参数的设计计算;设计总结;参考书目。
五、参考书目1《机械设计手册》成大先化学工业出版社第三版2《实用塑料注射模设计与制造》陈万林机械工业出版社第一版3《塑料模设计手册》《塑料模设计手册》编写组机械工业出版社第二版4《注射模典型结构100例》蒋继宏中国轻工业出版社第一版5《塑料制品与模具设计提案》刘际泽中国轻工业出版社第一版6《塑料模具设计》刘昌祺机械工业出版社第一版7《塑料·橡胶成型模具设计手册》奚永生中国轻工业出版社第一版8《实用模具设计与制造手册》许发樾机械工业出版社第一版9《注射模具CAD/CAE/CAM技术》王国中北京理工大学出版社第一版10《模具标准》设计说明书样式《高分子材料成型模具》课程设计说明书沈阳化工学院设计题目:设 计 者: 学号:设计日期: 月 日 至 月 日 2008 年指导教师: 王 立 强 成绩:这段文字在提交适应去掉设计任务书塑料制品设计图塑料制品说明制件的用途,生产要求,数量要求等设计参数材设计任务模具装配图一张(A1)以及设计说明书一份。
高分子材料绿色制造与可持续发展

高分子材料绿色制造与可持续发展发布时间:2021-12-22T05:39:27.311Z 来源:《科学与技术》2021年第29卷20期作者:姜腾远[导读] 高度分子材料是现代工业和先进技术的基石,姜腾远中盐辽宁盐业有限公司 110000摘要:高度分子材料是现代工业和先进技术的基石,已广泛应用于航空、空间、运输、生物医学等领域。
并为国民经济的基础产业和国家安全提供了重要保障。
中国是世界上最大的高端分子产品生产国,拥有世界上最大的消费市场。
高质量的分子制造工业密切相关和一体化,在国家经济体系中占有不可或缺的重要地位。
与其他工业产品一样,大规模生产聚合物材料必然会产生和使用大量废物。
白色污染严重污染了环境和土壤,成为世界主要污染源之一与此同时,现代聚合物产品的生产主要依赖于石油原料,过度开采和自然中的聚合物废料积累使得这些材料的开发既面临资源压力,又面临环境压力。
在这方面,绿色生产和可持续发展已成为这方面需要考虑的问题。
为了保持我国高分子材料工业的健康和可持续发展,我们必须坚持绿色高分子材料发展方向。
关键词:高分子材料;绿色制造;可持续发展引言聚合物材料主要分为塑料、橡胶和合成纤维三类。
它有许多优点,在人们的生活中起着重要的作用在聚合物材料的研发和生产过程中,我们曾经只注重材料的性能,忽视了材料的生产和使用,浪费了大量的能量和资源,污染了环境。
随着科技的发展和生活质量的提高,高度分子材料的生产、使用和浪费与环境之间的关系得到了重新思考。
人们越来越关注绿色聚合物材料,这种材料有助于节约能源和资源,减少废物排放,减少废物排放作者从两个主要方面介绍了绿色聚合物材料的开发和应用的最新进展。
1 高分子材料的分类目前高分子材料种类繁多,比如橡胶、塑料、纤维、粘合剂、涂料等等,被广泛应用于各种产品当中。
高分子材料也被称之为聚合物材料,由许多简单的、相同的结构单元利用共价键重复连接而成。
现阶段对于高分子材料的分类有多种方法,如果按照材料的来源进行分类可以分为天然材料和人工合成;如果按照材料的特性分类可分为橡胶、纤维、塑料、粘合剂、涂料等等;如果按照应用功能分类可以分为通用型高分子材料、特种高分子材料和功能高分子材料。
《高分子材料成型工程》 课堂教学方法的探索
《高分子材料成型工程》课堂教学方法的探索陈荣源; 刘欣; 张忠厚; 张晓静; 韩琳; 马丽【期刊名称】《《广州化工》》【年(卷),期】2019(047)013【总页数】3页(P187-188,194)【关键词】高分子材料成型工程; 教学方法; 高分子化学; 高分子物理; 交叉教学【作者】陈荣源; 刘欣; 张忠厚; 张晓静; 韩琳; 马丽【作者单位】郑州轻工业大学材料与化学工程学院河南郑州 450002【正文语种】中文【中图分类】G642.0《高分子材料成型工程》是我校高分子材料与工程专业三年级本科生开设的专业必修课,也是该专业课程体系中的核心主干课程。
其教学安排在学生完成本专业基础课《高分子物理》、《高分子化学》和《高分子材料》等课程的学习后。
与非高分子专业不同,对于高分子材料与工程专业的学生,除了要求了解各种具有光、电、液晶、吸附与分离、生物医用功能的新型材料,提高对新型高分子材料的认知能力外,还要掌握各种材料的结构与性能之间的关系,尤其是掌握高分子材料从原材料经过加工成型变为有用的制品这一加工过程中涉及的成型机械、成型模具和成型工艺的基础知识。
结合我们高分子材料与工程专业的实际情况,将《塑料成型机械》、《塑料成型模具》和《塑料成型工艺学》三门课程编排为《高分子材料成型工程》一门专业主干课程,而再分为《高分子材料成型工程1》、《高分子材料成型工程2》和《高分子材料成型工程3》三门课进行讲授,分别对应成型工艺、成型模具和成型机械课程。
在该课程的设置体系下,目的是使本专业的学生能够同时学习三门课程,达到相互交叉学习的效果。
因此,在该课程的教学过程中,当讲授塑料机械部分时同时要求学生能够运用塑料成型模具的知识,如挤出机头设计、注射模具的设计等,还需要学生熟练掌握加工过程中制品成型的工艺特点,因此需要三门课程在讲授过程中协调进度。
在讲授塑料成型工艺部分时,还需要运用大量的高分子材料和高分子物理方面的知识。
高分子材料成型加工ppt课件

7
高分子成型加工
定义:将聚合物(有时加入各种添加剂、助剂 或改性材料)转变为制品或实用材料的一种工 程技术。
基本任务: 1.研究各种成型加工方法和技术; 2.研究产品质量与各种因素之间的关系; 因素包括:a.聚合物本身的性质; b.各种加工条件参数; c.设备和模具的结构尺寸; d.各种添加剂、助剂; 3.研究提高产量和降低消耗的途径。
18
19
二、聚合物的可模塑性
★定义:聚合物在温度和压力作用下形变和在 模具中模制成型的能力。
可模塑性取决于聚合物的流变性、热性 质,模塑条件和模具的结构。
20
★表征方法:螺旋流动试验
L 2 d
C
Pd T
2
H
C
Pd
H T
d
21
三、聚合物的可纺性
★定义:聚合物材料通过加工形成连续的固态 纤维的能力。
11
绪论
一、聚合物加工过程
首先,使原材料产生变形或流动取得所 需要的形状;然后,设法保持取得的形状 (即硬化)。
流动-硬化是加工过程的基本程序。
方法
方法
聚合物
可塑性状态
流动与变形
工艺条件
硬化定形
制品
12
二、聚合物加工形式
★聚合物熔体的加工—挤出、注射、压延、模压 ★类橡胶状聚合物的加工—吹塑、拉幅薄膜 ★聚合物溶液的加工—流涎薄膜、湿或干法纺丝 ★低分子聚合物或预聚物的加工—浇铸 ★聚合物悬浮体的加工—胶乳、搪塑 ★聚合物的机械加工—车、铣、刨
17
第一节 聚合物材料的加工性
一、聚合物的可挤压性
★定义:聚合物通过挤压作用形变时获得形状 和保持形状的能力。
粘流态才能挤压变形,受到剪切作用。 可挤压性与粘度、设备结构、压力有关。
高分子材料成型工艺学2018-6教材版-PDF
分布性混合 分散混合
49
混合难易程度的比较
混合物料的状态
分子扩散的程度
低粘度液体与低粘度液体间的混合 低粘度液体与固体间的混合 高粘度液体与高粘度液体间的混合 高粘度液体与固体间的混合 固体与固体间的混合
能较显著地进行 能显著地进行 不显著、较困难进行 不显著、较困难进行 极慢,很难进行
耐热型增塑剂: 双季戊四醇酯、偏苯酸三酯 耐寒型增塑剂: 癸二酸二辛酯、己二酸二辛酯 耐光热增塑剂: 环氧大豆油 耐霉菌增塑剂: 磷酸酯类 无毒/低毒增塑剂:乙酰柠檬酸三丁酯(ATBC)
21
增塑剂的性能评价
☆(1)聚合物与增塑剂的相容性 压应力 大小 + 增塑剂 渗出时间 溶度参数
☆ (2)增塑剂的效率
25
热稳定剂
• 聚氯乙烯(PVC) 主要缺点:热稳定性差
★三盐基硫酸铅和二盐基硫酸铅 (铅毒性,不能接触食品)
★复合热稳定剂:钙锌盐类、钡锌盐类等。 ★有机锡类稳定剂:月桂酸酯类,马来酸酯类和硫醇
(透明、无毒制品)
27
3.2.1 粉料和粒料的组成
3、稳定剂
稳定剂的种类
• 热稳定剂 5份左右
• 光稳定剂(紫外线吸收剂、紫外线猝灭 剂、光屏蔽剂)
其它填料
8
光稳定
0.5
重量配比 %
45
例4 玻璃纤维增强聚丙烯
• 成分 • 聚丙烯 • 玻璃纤维 • 偶联剂KR-201 • 抗氧剂1010 • 助抗氧剂DLTP
份数 100 10-100 0.5 0.2 0.2
47
例3 聚苯乙烯泡沫塑料
• 成分 • 聚苯乙烯 • 偶氮二异丁腈 • 碳酸氢氨
份数 100 2.8 2.2
高分子成型课思政元素结合点的再次发掘
•课酲教穿高分子成型课思政元素结合点的再次发掘张世杰黄军左何富安(广东石油化工学院材料科学与工程学院广东•茂名525000)摘要新形势下在专业课程教学中实施课程思政逐渐成为高校教育工作者的共识。
课程思政的开展,有利于 学生在掌握专业知识的同时,潜移默化的培养正确价值观和人生观。
本文以“高分子材料成型加工基础”课程为 例,介绍课程思政的含义及其价值,对专业课程进行中如何融入思政元素进行探索,根据课程目标和培养计划要 求,从各部分授课内容中发掘课程思政元素结合点。
关键词高分子材料成型加工基础课程思政结合点中图分类号:G424 文献标识码:A DOI:10.16400/ki.kjdkz.2021.01.056E xp loration o f Id eological and Political E lem en t Joints for”F u n d am en tals o f P olym er M aterials P ro cessin g”ZHANG Shijie, HUANG Junzuo, HE Fuan(School of Material Science and Technology, Guangdong University of Petrochemical Technology,Maoming, Guangdong 525000)Abstract Under the new situation,the implement of c urriculum ideological and political education in the professional courses gradually becomes the consensus of c ollege educators.The development of c urriculum ideological and political education not only can have a civilizing influence on correct values and philosophy for students but also can help them to have a comprehensive grasp of specialized knowledge.In this paper,the"Fundamentals of Polymer Materials Processing"is used as an example to (1) introduce the meaning and value of curriculum ideological and political education,(2) investigate how to integrate the ideological and political element into the professional course,and(3) explore the joints of the ideological and political element.Keywords Fundamentals of Polymer Materials Processing;Ideological and political element;joint习近平总书记在全国高校思想政治工作会议上强调 把思想政治工作贯穿教育教学全过程,实现全程育人、全 方位育人。
《材料成型理论》教学中思政元素与专业课相互融合的研究与实践

《材料成型理论》教学中思政元素与专业课相互融合的研究与实践[摘要]《材料成型理论》是材料成型及控制工程专业的专业基础课,在该课程教学过程中将思政元素与专业理论相互融合可有效提高学生学习主动性和积极性。
本文通过对《材料成型理论》课程教学要求与研究现状进行深度剖析,详细研究和讨论了通过组建思政元素与专业课相融合的多元化教学团队、共建思政教育与专业教育相融合的新案例库、构建可持续优化可量化的多元评价机制等方式可有效促进思政元素与专业理论相融合的教学成效。
[关键词]材料成型理论思政元素相互融合教学研究[通讯作者]:王志新(1972-),中原工学院,教授,博士,研究方向为材料成型及控制工程专业教学,邮箱:****************。
[课题项目]中原工学院教学改革研究与实践项目(编号:2021ZGJGLX009)、“纺织之光”中国纺织工业联合会高等教育教学改革项目(编号:2021BKJGLX530、2021BKJGLX529)、中原工学院研究生教育质量提升工程项目(编号:JG202105、KC202201)、中原工学院课程思政示范课程建设项目(编号:2021ZGSZKC017).《材料成型理论》是材料成型及控制工程专业的专业基础课,起着连接基础课向专业课过渡的桥梁作用。
材料成型理论主要介绍金属材料成型,所涉及理论发展历程涵盖了青铜器时代至今,与人类社会文明的发展息息相关。
通过对该课程专业理论讲授过程中融入思政元素案例可让学生充分了解作为四大文明古国的中国对人类社会发展所做出的巨大贡献,以及新时代我国在材料领域的高速发展现状和部分亟待解决的“卡脖子”问题,有利于调动学生学习的主观能动性,引导学生热爱科学、崇尚科学,增强学生从事科研事业的动力和激发科教报国的热情。
因此,《材料成型理论》教学中思政元素与专业课相互融合的研究与实践具有重要的现实意义和理论意义。
一、《材料成型理论》课程教学要求与研究现状以《材料成型理论》中液态金属成型为例,该部分课程的教学要求主要有:(1)能够阐述液态金属成型在材料成型中的地位与特点及其基础理论的研究现状;能运用液态金属成型原理对常见铸造零部件的优缺点加以分析;(2)能够阐述金属膨胀与熔化过程中晶体间原子结合的变化情况;能够阐述液体与固气体结构间的区别与联系;能够阐述液态金属的理论模型、结构特征、粘度与表面张力的基本理论;(3)能够阐述液态金属充型能力、流动性、凝固特性、停留机制的基本原理,明确液态金属充型能力的影响因素;(4)能够阐述液态金属凝固过程中温度场与传热学的基本理论;半无限大平板铸件凝固温度场分析;阐述铸件凝固区域及其结构,明确铸件凝固方式的影响因素及其与铸件质量的关系;(5)能够阐述液态金属结晶的热力学条件与曲率压力对物质熔点的影响;阐述液态金属均匀形核和非均匀形核的基本理论,明确固液界面结构及其影响因素;阐述液态金属晶体生长方式与生长速度,明确晶体生长过程中位错形成机理;(6)能够阐述液态金属平衡凝固与固相无扩散而液相充分混合、液相只有有限扩散和液相有对流情况下的溶质再分配;阐述合金凝固界面前沿出现“成分过冷”的条件与判据,明确其对纯金属液固界面形态与合金固溶体晶体形貌的影响;阐述单相合金分别在不同成分过冷作用下的胞状组织、枝晶生长等轴晶的形成规律;能够阐述共晶合金的分类与特点,明确非平衡状态下的共晶共生与离异生长的形成机理;(7)能够阐述铸件宏观组织的晶区构成和特点,明确表面激冷晶区、柱状晶区、内部等轴晶区的形成机理;能够运用铸件组织形成原理,通过合理的浇注工艺、冷却条件、孕育处理和动力学细化实现对铸件宏观结晶组织的控制;(8)能够阐述铸件中成分偏析、气孔与夹杂、缩孔与缩松、热裂纹与冷裂纹的形成机理,明确上述缺陷的影响因素与防治措施。
(完整版)高分子材料成型加工(含答案)
1.高分子材料成型加工:通常是使固体状态(粉状或粒状)、糊状或溶液状态的高分子化合物熔融或变形,经过模具形成所摇的形状并保持其已经取得的形状,最终得到制品的工艺过程。
2.热塑性塑料:是指具有加热软化、冷却硬化特性的塑料(如:ABS、PP、POM、PC、PS、PVC、PA、PMMA等),它可以再回收利用。
具有可塑性可逆热固性塑料:是指受热或其他条件下能固化或具有不溶(熔)特性的塑料(如:酚醛树脂、环氧树脂、氨基树脂、聚胺酯、发泡聚苯乙烯、不饱和聚酯树脂等)具有可塑性,是不可逆的、不能再回收利用。
3. 通用塑料:一般是指产量大、用途广、成型性好、价格便宜的塑料工程塑料:指拉伸强度大于50MPa,冲击强度大于6KJ/m2,长期耐热温度超过100°C 的、刚性好、蠕变小、自润滑、电绝缘、耐腐蚀等的、可代替金属用作结构件的塑料.4.可挤压性:材料受挤压作用形变时,获取和保持形状的能力。
可模塑性:材料在温度和压力作用下,产生形变和在模具中模制成型的能力。
可延展性:材科在一个或两个万向上受到压延或拉伸的形变能力。
可纺性:材料通过成型而形成连续固态纤维的能力。
5.塑化效率:高分子化合物达到某一柔软程度时增塑剂的用量定义为增塑剂的塑化效率。
定义DOP的效率值为标准1,小于1的则较有效,大于1的较差.6.稳定流动:凡在输送通道中流动时,流体在任何部位的流动状况及一切影响流体流动的因素不随时间而变化,此种流动称为稳定流动。
不稳定流动:凡流体在输送通道中流动时,其流动状况及影响流动的各种因素都随时间而变化,此种流动称之不稳定流动。
7. 等温流动是指流体各处的温度保持不变情况下的流动。
(在等温流动情况下,流体与外界可以进行热量传递,但传入和输出的热量应保持相等)不等温流动:在塑料成型的实际条件下,由于成型工艺要求将流道各区域控制在不同的温度下:而且由于粘性流动过程中有生热和热效应,这些都使其在流道径向和轴向存在一定的温度差,因此聚合物流体的流动一般均呈现非等温状态。
工艺参数对选择性激光烧结PSSBS纳米CaCO_(3)制件弯曲强度影响

工 程 塑 料 应 用ENGINEERING PLASTICS APPLICATION第49卷,第2期2021年2月V ol.49,No.2Feb. 202180doi:10.3969/j.issn.1001-3539.2021.02.014工艺参数对选择性激光烧结PS /SBS /纳米CaCO 3制件弯曲强度影响宋娟1,杨来侠2,高波1(1.榆林职业技术学院,陕西榆林 719000; 2.西安科技大学机械工程学院,西安 710054)摘要:针对聚苯乙烯(PS)粉末选择性激光烧结(SLS)成型件强度较低的问题,采用机械混合法制备了PS /苯乙烯–丁二烯–苯乙烯嵌段共聚物(SBS)/纳米CaCO 3复合粉末,通过单因素实验分析了SLS 工艺参数对成型件弯曲强度的影响,并通过正交试验和极差分析获得了最优工艺参数组合。
实验结果表明,烧结件的弯曲强度随着激光功率的增大而升高,随着扫描速度、扫描间距和分层厚度的增大而降低;激光功率对PS /SBS /纳米CaCO 3复合粉末烧结件弯曲强度的影响最大,分层厚度对弯曲强度的影响最小,扫描速度和扫描间距的影响介于两者之间;最佳工艺参数组合为:激光功率27 W ,扫描速度1 300 mm /s ,扫描间距0.24 mm ,单层厚度0.22 mm 。
在此工艺参数组合下PS /SBS /纳米CaCO 3复合粉末烧结件的弯曲强度为13.38 MPa ;改性纳米CaCO 3与PS 和SBS 的相容性较好,能有效起到增强的作用。
关键词:聚苯乙烯;苯乙烯–丁二烯–苯乙烯嵌段共聚物;纳米CaCO 3;复合粉末;选择性激光烧结;工艺参数;弯曲强度中图分类号:TQ322.2,TQ320.66 文献标识码:A 文章编号:1001-3539(2021)02-0080-06Effects of Process Parameters on Bending Strength of PS /SBS /Nano CaCO 3 Parts Made by Selective Laser SinteringSong Juan 1, Yang Laixia 2, Gao Bo 1(1. YuLin V ocational and Technical College , Yulin 719000, China ;2. College of Mechanical Engineering , Xi ’an University of Science and Technology , Xi ’an 710054, China)Abstract :In order to solve the problem of low strength of polystyrene (PS) powders forming parts based on selective laser sin-tering (SLS),PS /styrene butadiene styrene block copolymer (SBS)/nano CaCO 3 composite powders were prepared by mechanical mixing method. The in fluences of SLS process parameters on the bending strength of the parts were analysed by single factor experi-ment. The optimal combination of process parameters was obtained by orthogonal test and range analysis. The experimental results show that the bending strength of sintered parts increases with the increase of laser power ,and decreases with the increase of scan-ning speed ,scanning distance and delamination thickness. The in fluence of laser power on the bending strength of PS /SBS /nano CaCO 3 composite powder formed parts is the largest ,the in fluence of delamination thickness on the bending strength is the smallest ,and the in fluences of scanning speed and scanning distance are between the two. The optimal process parameters are :laser power 27 W ,scanning speed 1 300 mm /s ,scanning spacing 0.24 mm ,single layer thickness 0.22 mm. The results show that the bending strength of the sintered parts is 13.38 MPa under the combination of the optimal process parameters. The modi fied nano CaCO 3 have good compatibility with PS and SBS ,which can effectively play a role in strengthening.Keywords :polystyrene ;styrene butadiene styrene block copolymer ;nano CaCO 3;composite powder ;selective laser sinter-ing ;process parameter ;bending strength基金项目:榆林职业技术学院2018年度院级重点在研科研项目(K201805)通信作者:宋娟,硕士,讲师,主要从事机械制造技术和快速成型技术研究 E-mail :***************收稿日期:2020-11-12引用格式:宋娟,杨来侠,高波. PS /SBS /纳米CaCO 3复合粉末选择性激光烧结工艺参数对制件弯曲强度影响[J].工程塑料应用,2021,49(2): 80–85,91.Song Juan ,Yang Laixia ,Gao Bo. Effects of process parameters on selective laser sintering of PS /SBS /Nano CaCO 3 composite powders on bending strength of forming parts[J]. Engineering Plastics Application ,2021,49(2):80–85,91.81宋娟,等:PS/SBS/纳米CaCO3复合粉末选择性激光烧结工艺参数对制件弯曲强度影响选择性激光烧结(SLS)技术是一种基于离散堆积原理,利用激光的热作用有选择性地将固体粉末材料层层粘结堆积,最终成型出零件原型或功能零件的快速成型技术[1],具有工艺简单、用材广泛、制造成本低、材料利用率高等特点[2],已成为目前应用最广泛、发展最迅速且已商业化的快速成型制造方法之一[3]。
第一章 聚合物的熔融和溶解

由于聚合物一般呈玻璃态,通常将其熔融或溶 解之后才能进行加工。但某些聚合物可以直接 在固态下成型.
例1:纤维的固态挤出
聚合物固态挤出的原料通
常采用超高分子量聚合物.
固态挤出工艺由三个基 本操作单元组成:
固态挤出不需溶剂、加工助剂或配料。所有操作均在 聚合物熔点以下进行。 超高分子量聚乙烯等的固态挤出工艺已开发成功,
C 链上官能团分布的均匀性 官能团分布的均匀性越好,由于聚集越紧密,故难溶解。 D. 高聚物交联度越大,溶解度越低 在高聚物分子链中引入少量的化学交联点,会使溶解度明显
下降。
E. 高聚物分子量越高,溶解度越低 分子量高的聚合体,其分子间的作用力比较大,故随着分子
量的提高,高聚物的溶解度下降;低聚物的存在则有利于减 弱分子间的作用力,可使溶解度有所提高。
例如:高密度聚乙烯PE(熔点是135℃):溶解在四氢化萘 中,温度为120℃左右;间同立构聚丙烯PP(熔点是135℃): 溶解在十氢化萘中,温度为130℃
B. 极性结晶聚合物 如能生成氢键,室温下就能溶解 例如尼龙在室温下能溶解于甲酸、冰醋酸、浓硫酸和酚类
2.溶解度参数理论 对非极性混合体系(若无氢键形成,不发生体积 变化),Hildebrand导出混合热焓计算式:
三、溶解度影响的结构因素
(1)大分子链结构的影响
A. 链的化学结构 链的化学结构,决定了分子之间作用力的强弱,一般来讲分
子间作用力强的聚合物,则较难溶解。
例如:PAN均聚物和共聚物溶解的差别。 B 链的柔顺性 链的柔顺性既取决于聚合物的结构,还与温度有关,一般来 讲链的柔顺性越大,则越易溶解。 例如:升高温度,则柔顺性增加,故易溶解。
聚合物的比热容Cp↑→ 所需要的能量↑→ 熔化速率↓→ 熔化温度↑;
第二章 高分子材料成型加工中的物理化学问题(PDF)
高分子材料具有复杂的多层次非均匀的内部结 构,例如大分子链的近程结构(组成和构型)、远程 结构(构象)、聚集态结构(结晶与取向)、织态 结构,因此属于复杂体系。
状态变化
传热和熔融 物质的流动
如何在加工成型过程中精密控制这些多层次内部结构,充 分发挥高分子材料的性能潜力,是当前高分子科学与工程研究 中的重要课题 , 研究内容涉及高分子物理、连续介质力学、 聚合物加工流变学、聚合物成型工艺学、高分子化学等。
聚合物加工中,结晶聚合物大多形成球晶.聚合 物熔体冷却时,熔体中的某些有序区域(或分子链束) 开始形成尺寸很小的晶胚, 晶胚达到一定尺寸后变成 初级晶核,然后大分子链通过热运动沿着晶核重排而 生成初级晶片,初级晶片沿晶核球形对称性生长便形 成球晶. 球晶中存在的缺陷:连接链,链末端,不规则折叠
聚合物结晶过程的特点
Syndiotactic Polystyrene
聚乙烯结晶图
聚合物的结晶态结构与性能
通常将高分子在等温条件下的结晶称为静态结晶 过程。但实际上高分子加工过程大多数情况下结晶都不 是等温的,而且熔体还要受到外力的作用,产生流动和 取向等。这些因素都会影响结晶过程。 结晶高分子的力学性能、热性能和化学稳定性等相 应提高,但耐应力龟裂能力降低。
非晶态高聚物在Tb~Tg范围内的典型拉伸 应力-应变曲线及拉伸过程试样形状变化的示意图
影响因素
内因:塑性形变能力
应力硬化能力
评价:
任何线形的聚合物材料都具有拉伸屈服 后产生大形变的能力,也就是说具有可延展 性。但可延展性的优劣取决于聚合物的分子 结构及实验条件,通常通过测定塑料的拉伸 比(已拉伸试样长度与未拉伸试样长度之比) 来评价其可延展性。
只有线形和支链形结构的大分子 能通过流动形变实现大分子链间的 位移而取得所需的形状,具备进大 变形的加工性能,一旦成为体形结 构,其变形能力有限,一般只有实 现机械加工。
高分子材料成型加工

第8章高分子材料的成型加工聚合物的成型加工是将聚合物转变成实用材料或制品的一种工程技术。
这些实用材料或制品往往不是纯粹由聚合物制成,而是以树脂为主,并辅以各种填料、助剂和着色剂等组成的材料制成。
保证产品的质量及产率,加工方法是至关重要的。
制品的性能不仅决定于原材料,而且与加工方法密切有关。
不正确的成型加工方法,不仅得不到预期性能的产品,甚至会破坏原材料的性能。
例如:过高的加工温度,会引起材料的分解,交联,甚至焦化,这就破坏了原材料的性能。
大多数情况下,高分子材料加工的过程包括四个阶段:原材料的准备,如高聚物和添加物的预处理、配料、混合等;使原材料产生变形或流动,并成为所需的形状;材料或制品的固化;后加工和处理,以改善材料或制品的外观、结构和性能。
高分子材料成型加工通常有以下几种形式:⑴高聚物熔体加工:如热塑性树脂熔体挤出纺制化学纤维;以挤出、注射压延或模压等方法制取热塑性塑料型材和制品;用模压、注射或传递模塑加工热固性塑料制品和橡胶制品。
⑵高聚物溶液加工:如溶液法纺制化学纤维、流延法制薄膜;油漆、涂料和粘合剂等亦大多用溶液法加工。
⑶类橡胶状聚合物的加工:如采用真空成型、压力成型或其它热成型技术等制造各种容器、大型制件和某些特殊制品,纤维或薄膜的拉伸等。
⑷低分子聚合物或预聚物的加工:如丙烯酸酯类、环氧树脂、不饱和聚酯树脂以及浇铸聚酰胺等用该技术制造整体浇铸件或增强材料;化学反应法纺制聚氨酯弹性纤维等。
⑸高聚物悬浮体的加工:如以橡胶乳、聚乙酸乙烯酯乳或其它胶乳以及聚氯乙烯糊等生产多种胶乳制品、涂料、胶粘剂、搪塑塑料制品;乳液法或悬浮法纺制化学纤维等。
⑹固态高聚物的机械加工:如塑料件的切削加工(车、铣、刨、钻)、粘合、装配;化学纤维的加捻、卷曲、变形等。
8.1塑料的成型加工塑料,顾名思义是指在热及压力的作用下能进行塑化成型,制成一定形状且能满足某些用途的一类高分子材料。
塑料成型加工的目的在于根据各种塑料固有的性能,利用一切可以施行的方法,使其成为满足不同领域应用要求,具有需要尺寸和形状的制品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第9章纤维成型物料及纤维成型加工9.1纤维成型物料及纤维性能概述
腈纶
2018/5/7
第9章
9.2 纤维成型加工方法
9.2.2 熔融(熔体)纺丝
成纤高聚物首先要经加热形成聚合物熔体,再经螺
杆挤出机、纺丝组件等形成
纤维制品。
★聚酯、聚酰胺、聚丙烯等都采用熔融纺丝方法。
2018/5/729
熔点—熔点高低直接影响纺丝温度的高低,熔点波动
2018/5/737
熔融挤出-螺杆挤出机
预过滤金属丝网
纺丝挤出机流程
2018/5/7
9.3.4 高速纺丝(POY)工艺流程
1 加热管,
2 泵体,
3 轴承,
4 主动齿轴,
5 从动齿轮轴,
6 密封,
7 侧板
9.3.4 高速纺丝(POY)工艺流程
分配熔体
58并受卷绕牵引力作用,拉伸100-250倍。
62
第9章
9.3 聚酯长丝的成型加工
9.3.6 POY丝的质量评定
★冷拉伸应力—应变曲线
60%伸度时拉伸力的波动值:
可以表征纤维结构的均匀,波
动值应小于3%;
POY后拉伸倍数的选择:
选取POY伸长90%时的拉伸倍数为后拉伸倍数。
9.3 聚酯长丝的成型加工
81
86 9.4 聚酯长丝的拉伸变形加工
9.5.2 超高分子量聚乙烯纤维加工路线
十氢萘法进行高强高模聚乙烯纤维凝胶纺丝工艺示意图
矿物油法进行高强高模聚乙烯纤维凝胶纺丝工艺路线示意图
2018/5/7
☐熔喷无纺布
☐微纳米静电纺丝。