生产部成品入库单样板
批生产记录表格模板

.生产指令共1页第1页成品放行单共1页第1页主配方品名:规格:批号:批量:共1页第1页包装材料限额领料单品名:规格:批号:批量:共1页第1页领料人:复核人: QA质监员:年月日原辅料限额领料单品名:规格:批号:批量:共1页第1页领料人:复核人: QA质监员:称量记录品名批号批量操作人复核人生产日期年月日班次班操作室共1页第1页整粒总混记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共1页第1页压片制造记录品名批号批量操作人复核人生产日期年月日班次班操作间机器型号机器编号共2页第1页压片制造记录品名批号批量操作人复核人生产日期年月日班次班操作间机器型号机器编号检测用仪器型号编号共2页第2页外包装记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页包装指令单共1页第1页配料记录共1页第1页品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共1页第1页灭菌、分包记录品名规格批号操作人复核人灭菌日期年月日班次班操作室机器型号编号共1页第1页分检工序生产记录品名:规格:批号:批量:班次:班生产日期:年月日操作室:共1页第1页铝塑包装记录品名:规格克/片包装规格片/板批号:批量:班次:班机器型号机号生产日期:年月日操作室:操作人:复核人:共4页第1页铝塑包装记录品名:规格:克/片包装规格片/板批号:批量:生产日期:年月日操作人:复核人:操作间:班次:班共4页第2页铝塑包装记录品名:规格:克/片包装规格片/板批号:批量:生产日期:年月日操作人:复核人:操作间:班次:班共4页第3页铝塑包装记录品名:批号:批量:操作人:复核人:班次:班生产日期:年月日操作间:机器型号:机号:共4页第4页颗粒外包记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页包衣制造记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共2页第1页包衣制造记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共2页第2页颗粒干燥记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页制粒记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共1页第1页颗粒包记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页胶囊填充记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页制粒工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页胶囊填充工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页药材粉碎工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页配料工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页整粒总混工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页压片工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页泡罩工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页包衣工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页批包装材料物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页1第页批外包装材料、标签、成品物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页1第页颗粒包工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页净料称量工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页胶囊填充工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页提取浓缩工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页外包工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页真空干燥工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页配料清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页压片工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页铝塑包工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页制粒工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页颗粒干燥工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页整粒总混工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页糖衣工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页。
成品检验入库单

部门:日期:编号:
序号
生产命令
产品名称
型号规格
单位
入库数量
产品序列号
交验人:检验员:仓库:
三车间
常州可林艾尔集成净化科技有限公司
成品检验入库单
部门:日期:编号:
序号
生产命令
产品名称
型号规格
单位
入库数量
产品序列号
交验人:检验员:仓库:
四质量
常州可林艾尔集成净化科技有限公司
成品产命令
产品名称
型号规格
单位
入库数量
产品序列号
交验人:检验员:仓库:
一存根
常州可林艾尔集成净化科技有限公司
成品检验入库单
部门:日期:编号:
序号
生产命令
产品名称
型号规格
单位
入库数量
产品序列号
交验人:检验员:仓库:
二仓库
常州可林艾尔集成净化科技有限公司
SAP学习操作手册A007
一、成品入库:1.按订单收货:点击MIGO-GR(货物移动)-输入相应的采购订号-选择移动类型(103)回车-输入供应商送货单号-选择相对应物料型号和数量-检查(无误后过帐)-记凭证号;2.打印GRN单:点击ZM14(GRN单打印)--输入凭证日期和凭证号—点击执行键—列印-核对(GRN单与供应商送货单);3.良品入库:点击MIGO-GR(货物移动)-输入相应的采购订号-选择移动类型(105)回车-输入供应商送货单号-核对GRN单与电脑资料(无误后在核对栏打勾)-检查(无误后过帐)--记凭证号;4.采购退货单:点击MIGO-GR(货物移动)-输入相应的采购订号-选择移动类型(104)回车-输入供应商送货单号-选择相对应IQC判退物料型号和数量-输入移动原因-检查(无误后过帐)-记凭证号;5.打印采购退货单:点击ZM06(采购退货单)-输入凭证日期和凭证号—点击执行键-列印—检查退货单。
注意:移动类型、收货实数、IQC判退货物、移动原因二、生产部成品入库单:点击MB31(按生产订单收货)-输入移动类型(101)和工厂代码(3000)-点击到订单-输入订单号(单个或多个订单号)回车-核对(物料型号、入库数量、仓储地点)-无误后点击保存过帐-记凭证号;注意:库存地点、入库数量。
三、转储单:1、良品入库单:说明:由其它部门领用未用完须转良品入库的单据:记帐操作:点击MB1B(转移过帐)-输入移动类型(311)和工厂代码(3000)、转出物料库存地点(相对应库存地点)回车-输入转入库存地点、物料编号和转入数量-检查、保存记帐-记凭证号。
四、生产领用单、补料单:点击MB1A(货物提取)-输入移动类型(261)、工厂代码(3000)、库存地点(相对应)-点击到订单-输入订单号(单个或多个订单号)回车-核对并选择(物料型号、领用数量)-无误后回车-输入移动原因-保存过帐-记凭证号。
注意:移动类型(261)、移动原因。
生产制造中心各部门体系文件记录明细表

设备动力部1. 《空调净化系统维护/保养记录》2. 《空调净化系统运行记录》3. 《空调设备运转记录表》4. 《设备定期检修记录》5. 《设备定期检修计划》6. 《设备/模具管理台账》7. 《蒸馏水设备运转记录》8. 《纯化水设备运转记录》9. 《设备/设施验收单》10.《设备报废申请/审批单》11.《设备/模具管理台账》12.《设备定期检修计划》13.《设备定期检修记录》14.《设备维修/保养记录》15.《设备购置申请单》16.《设备使用记录》生产制造中心各部门体系记录文件明细表洁净车间1.《外来人员进入生产车间通知单》2.《非生产人员进入生产区登记表》3.《洁净车间清洁、消毒记录》4.《温湿度记录表》5. 《室压管理记录表》6.《洁净区工位器具消毒卫生记录》7. 《消毒剂配制及使用记录》8. 《工作服收发记录》9. 《工作服清洗记录》10.《工作鞋清洗记录》11.《设备使用记录表》12.《设备维修/保养记录表》13.《清洁记录》14.《成品入库单》15.《物料卡》16.《批生产记录》17.《物料退/换申请(通知)单》18.《工序流转卡》机加车间1.《设备使用记录》2.《批生产记录》3.《生产日报表》4.《领料单》5.《工序流转卡》6.《物料退/换申请(通知)单》7.《原材料领料单》8.《半成品入库单》9.《半成品出库单》10.《设备维修/保养记录表》11.三层文件1.《工装器具管理制度》2.《洁净区清洁操作规程》3.《产品清洁操作规程》4.《纯化水系统标准操作规程》5.《纯化水系统维护保养标准操作规程》6.《纯化水系统清洗消毒标准操作规程》。
生产部物控管理表单

成品) 送 货 单
NO.___________
送货部门:深圳朗思照明有限公司 物料料号 物料名称 规格型号
32022040009 NXL7000 铝型 材 毛坯/铝 挤压成型 6063 NXL-7000-LX-L1024A1
2011 年 5 月 20 日 单 位 订单数量 送货数量 pcs 1 1 结余数 0
日 单 位 订单数量 入库数量 结余数
白联:存根; 黄联:仓库 ; 红联:财务
仓
库:
品
管:
计划:
深圳市朗思照明有限公司
( 成品 半成品) 送 验 单 NO.___________
送验 部门: 物料名称 规格型号
年 功 率
月
日 单 位 订单数量 送验数量 时 间
仓库 ; 红联:品质;
白联:存根; 黄联:仓库 ; 红联:财务;
退料人:
品质确认:
审核:
收料人:
深圳市朗思照明有限公司
(
生产订单号:A0661063
原材料
半成品) 申 购 单
NO.___2011 06 25____
申请部门:生产计划部
2011
时间:2011-6-25
白联:存根; 黄联:仓库 ;绿联:计划
生产订单号 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063 A0661063
生产型工厂各部门操作规范和表格模板单
工厂表单目录
6、生产物料检验说明
7、生产物料特采作业
精心整理
流程
8、生产物料特采作业
15、特别领料单
精心整理
16、领料单(一)
17、领用单(二)
25、成品入库流程说明
精心整理
26、物料出库管理流程
27、原材料出库流程说明
35、仓库材料日报表
精心整理
36、库存控制表
37、计件工资控制表
精心整理
精心整理
交货期变更通知单
通知单位:年月日
生产指令单
精心整理
精心整理
精心整理
精心整理
生产物料特采作业流程
精心整理
生产物料领用流程说明
精心整理
精心整理
精心整理
精心整理
精心整理
.进料检验记录表
精心整理
特别领料单
编号:日期:
精心整理
领用部门:日期:
精心整理
精心整理
仓管员:品管员:补料员:
精心整理
精心整理
精心整理
精心整理
精心整理
2.物料出库管理流程
原材料出库流程说明
精心整理
精心整理
精心整理
物资仓储管理流程
物资仓储管理流程说明
精心整理
精心整理
精心整理
7.物料入库日报表
编号:入库日期:年月日
审核:
精心整理
精心整理
精心整理
精心整理
精心整理
精心整理
精心整理。
成品入库工作流程

3、
பைடு நூலகம்
主管确认
生产车间
3、 物料员将《成品入库单》 交生产主管审核,生产主 管进行确认无误后签名确 认,通知品管部 FQC 进行 检验
3、《成品入库单》
4、品管部 FQC 接到检验通知 4、《成品检验报
4、
品管检验
NO
品管部
后按照公司标准,对即将入库 告单》 的产成品进行检验,合格的正
常入库,不合格的退回车间进
YES
行处理,并出具《成品检验报
告单》
5、
成品入库
生产车间
5、车间物料员,将检验合格 5、《成品入库单》 的成品拉到仓库进行入库,入
库时必须随同《成品入库单》、
《成品检验报告单》
NO
清点交接 6、
仓库
6 仓库仓管员对入库的成品进 行凭单清点,发现有错误的, 6、《成品入库单》 通知车间物料员来确认并修
生域电子(惠州)有限公司 成品入库流程图
序 号
流
程
部门/责任人
操作要求说明
文件/表单
开始
1、
车间生产完工
生产车间
1、 生产车间按计划订单生产 1、生成计划 完工后,由车间物料员清 点完工产品型号、数量
开具入库单 2、
生产车间
2、 物 料 员 将 完 工 产 品 开 具 2、《成品入库单》 《成品入库单》,入库单上 需体现出订单号码、客户、 产品名称、型号、数量
YES
改,无误则双方签名确认入库
7、
整理入库
仓库
7、仓管员将清点无误的成品 进行整理入库,同时把确认好 的《成品入库单》交仓库记帐 员处进行帐务录入
7、《成品入库单》
结束
1/2
产品入库单(doc 11页)
产品入库单(doc 11页)CK-KG/BD---01产品入库单编号:年月日品名型号包装规格数量生产日期批号检验单号入库人:复核人:库管员:注:一式三联。
一联成品库存根,一联交生产部,一联交财务核算部。
CK-KG/BD---07合格品入库日期:CK-KG/BD---08不合格品入库日期:收货单编号采购申请单号年月日进货单位品名规格型号单位数量票据种类票号备注进货量实收量量差库管员:采购员:送货人:注一:备注栏填写说明:1、如果送货人有送货单则注明,不再向送货人发送本单。
2、如果是收销售环节退、换货则注明。
3、如果是自提货需要先开收货单再注明。
注二:本单一式两联,仓库留存一联,另一联返送货单位。
入库单编号:年月日结算方式进货单位品名规格型号数量单位单价金额合同现款采购员:库管员:注:本单一式两联,第一联为仓库计账联,第二联交采购员办理付款并作为财务计帐联。
本单适用于成品以外的物品入库。
领料单材料类别:年月日材料名称单位计划领用用途备注库管员:领料部门负责人:领料人:一联生产部门留存,一联交财务核算部记帐,一联交库管部登记台帐滞料/滞成品处理审批表类别:滞料□滞成品□年月日物品名称数量单位金额存放地点入库日期合计滞存原因及状况质量检验结果检验人:商务审核结果审核人:处理方式与结果处理人:批准人:库管员:注:本单一式两份,仓库留存一份,报会计部一份。
财产登记卡使用部门:年月日领用部门领用人数量价值领用物品物品号新旧程度空间位置备注监督使用部门:审批人:责任签字:财产登记卡由领用人填写,一联交本部门财产登记专人,一联交财务管理部保管。
物品领用单领用部门:年月日品名规格型号数量单价金额用途备注领用部门经理:批准人:领用人:库管员:注:本单一式三联,一联仓库存根,一联报财务核算部,一联领用部门存查。
此单为通用单,适用于领用除原材料以外的物品。
产品出库单编号:年月日型号品名数量包装备注提货人:库管员:注:本单一式两联,第一联仓库存根,第二联交营业部。
GMP产品寄库、待验及入库操作规程

标准管理规程1. 目的:建立产品寄库、待验及入库操作程序,规范作业流程。
2. 适用范围:适用于生产完成的成品寄库、待验及入库操作。
3. 责任人:生产部包装车间:负责产品的寄库、填单、入库操作。
仓库管理员:负责对寄库、入库手续办理和核对,各类产品的保管以及发货出库。
仓库主管、品管部QA:负责监督本规程的执行。
4. 正文:4.1 产品寄库原则:对生产过程符合工艺规程、操作规程要求,检验周期长的产品,在完成包装后,需寄放于成品仓库等待检验报告的产品,由仓管员临时代为管理。
4.2 寄库程序:4.2.1 对于检验周期长的产品,生产包装结束,由生产部填写“成品请验单”交由品管部现场QA,由QA人员进行取样完成后,包装车间填写《成品寄库单》一份交由仓库,将产品运送至仓库指定位置,零头产品需装箱并标注零头标识,若零头箱上未标注零头标识,仓管员应拒收。
4.2.2 仓管员根据《成品寄库单》核对产品名称、规格、数量、包装规格、批号、生产日期、保质期,确认无误后在《成品寄库单》上签名,方能准予寄库。
4.3 待验程序:寄库产品应存放于成品仓库指定区域,由仓管员填写《成品货位卡》。
4.4 入库程序:4.4.1 成品经品管部检验合格,签发成品检验报告,生产部在收到成品检验报告后,应核对检验报告与合格证上的品名、规格、数量、批号,均应与请验件数相符,统计员即可作入库登记,填写《成品入库单》,方可办理成品入库手续。
4.4.2 仓管员收到“成品检验报告”、《成品入库单》,应核对成品检验报告的品名、批号、数量、规格、检验单号与入库单上一致,确认无误后在《成品入库单》上签名,第一联生产部,第二联仓库,第三联财务。
4.4.3 将已入库成品移至指定区域,并登记成品台账。
5.附件:《成品入库单》《成品货位卡》《成品寄库单》6.变更历史:第 2 页共2 页。
物料入库管理规定(含表格)
物料出入库管理规定1、总则:1.1、制定目的:规范入库流程,使之有章可循。
1.2、适用范围:本公司使用的原材料,《辅助材料,板材,工具》悉依本规定办理。
2、原材料入库规定:2.1、暂收作业流程:①、采购人员与供应商于送交物料到公司时,仓库人员必须填写《入库单》一式三联,详细填写订购单号码、日期、品名、料号、数量并送到点收处,并将《入库单》立即交于IQC人员。
②、仓库人员将《入库单》与本公司《订购单》核对;IQC人员接到《入库单》后,立即开立《进料检验单》并对来料进行检验,确认无误在入库单上签字。
③、仓库人员将《入库单》与本公司《订购单》核对;点收人员对进入供应商所送之物料进行点收,核对物料质量与《入库单》无误后,再核对订单数量与所交数量是否相符入库,是否有超交现象。
④、超交之物料以退回为原则,但可以考虑让厂商寄存,而不作进料验收之处理。
⑤、点收人员核对无误后,在《入库单》上签章,并将其内容转记于《原材料暂收日报表》。
⑥、点收人员若在核对送交物料时,发现数量不符,或混有其他物料,以及其它特殊情况时,必须要求供应商之送货人员立即修改《送货单》或予以拒收。
2.2、验收检查:①、原材料的验收检查,由品质部进料检验依《进料检验规定》,实施检验。
②、进料检验结果有三种,即合格(或允收)、不合格(或拒收)与特采(或让步接受)。
③、判定合格时,须将良品总数填入《进料检验单》合格栏内并签字,经部门主管/经理核准后,第一至三联转交仓库人员,以利办理入库手续。
④、判定不合格时,须于《进料检验单》上注明,并签字,同时填写《不合格处理单》一式两联,经部门主管/经理审核后,留存《进料检验单》第三联及《不合格处理单》第二联,将《进料检验单》第一、二联转仓管人员,将《不合格处理单》第一联转采购人员,以利办理退货手续。
⑤、判定不合格而暂收之物料应予以办理退货,但因实际需要,须对暂收中的物料的一部分或全部进行特采使用时,依《来料作业指导书》中有关特采的流程办理特采。
机械装备成品出入库作业流程
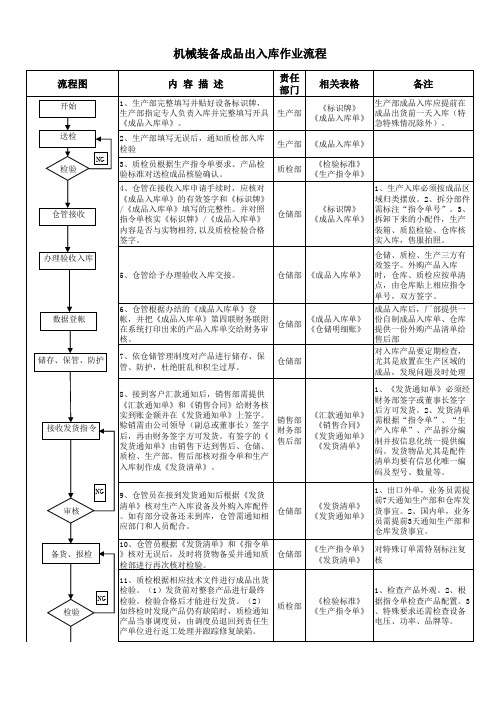
仓储部
1、生产入库必须按成品区 域归类摆放。2、拆分部件 《标识牌》 需标注“指令单号”。3、 《成品入库单》 拆卸下来的小配件,生产 装箱、质监检验、仓库核 实入库,售服拍照。
5、仓管给予办理验收入库交接。
6、仓管根据办结的《成品入库单》登 帐,并把《成品入库单》第四联财务联附 在系统打印出来的产品入库单交给财务审 核。 7、依仓储管理制度对产品进行储存、保 管、防护,杜绝脏乱和积尘过厚。
《发货清单》 《仓储明细账》
销售部需在发货前做好系 统销货通知单(包括机台 设备及随机配件)
注: 1.发货时,销售必须按上述流程中要求的提前天数通知发货部门,以保证各发货部门有时间按照本流程运作,准确制作配 件箱清单并拍照。否则可能无法制作配件箱清单,要求国外单外贸人员必须到场,现场核实,并签字确认。 2.严禁直接从车间拿货导致产品无出入库记录。 3.来料如供应商自己卸货的,需按照仓管员要求卸在指定区域待检,遵守“6S”及公司其他规定,随意丢放、拒不配合的 仓管员可拒收并立即反馈采购部。
机械装备成品出入库作业流程
流程图
开始 送检
NG 检验
仓管接收 办理验收入库
数据登帐 储存、保管、防护
接收发货指令
NG 审核 备货、报检
NG 检验
内容描述
1、生产部完整填写并贴好设备标识牌, 生产部指定专人负责入库并完整填写开具 《成品入库单》。
责任 部门
生产部相关表格备注来自《标识牌》 《成品入库单》
生产部成品入库应提前在 成品出货前一天入库(特 急特殊情况除外)。
13、仓管根据《发货清单》再核对系统销 货通知单转销货出库。本月销售出库单子 必须在次月5号前做完,遇节假日可顺延 。跨月完成的销售出库单应将电脑系统时 间调整为实际销售月份。 14、发货结束后仓库按5S要求整理发货现 场。售后部将客户产品签收函存档。
电子厂(含SMT)生产部工作流程

电子厂(含SMT)生产部工作流程XXX生产部工作流程目录1、生产计划制定流程2、生产完成核定流程3、工艺制作流程4、工艺文件监管流程5、跟工单执行流程6、插件、SMT、焊接领料流程7、插件备料作业流程8、插件流水线作业流程9、插件过波峰焊机操作10、SMT刮锡膏作业流程11、SMT操机作业流程12、炉后维修作业流程13、手工焊接修补作业流程14、生产补料流程15、清洗作业流程16、测试作业流程17、老化作业流程18、三防处理作业流程19、退料流程20、丢料处理流程21、工程变更流程22、加急订单处理流程23、产制品入库流程24、库房收料流程25、库房发料流程26、库房盘点流程27、库房盘点结果处理流程28、现场违纪处理流程29、现场8S管理流程1-XXX生产部管理流程1、生产计划流程客户生产计划人员业务人员开始接到市场部的《生产加工通知单》确认《生产加工通知单》订单/物料/资料通知工艺员准备工艺文件根据工序确定工时计划确定上线和交货时间奉告市场部排程时间有冲突工期无冲突编入到生产计划表内通知相关班组定时上线告知市场部生产进度跟进生产进度竣事2-XXX2、生产完成核定流程班组生产主管库房业务员入手下手接到清洗组包装或组装组完成通知有质量问题总检最后抽检核实(OQC)确认合格打印《产成品入库单》根据《产成品入库单》核对缺料并落实责任人、检查多余物料贴物料转移标签样板归还工艺网板、工具入库产成品入库结束3-XXX3、工艺文件制造流程客户工艺员生产主管生产部/库房开始接到市场部通知客户确认收到图纸、资料、工艺请求图纸/位号/BOM/榜样/说明资料收拾整顿,榜样照片,请求确认客户确认制造总工序流程图分工位制造《作业指导书》SMT位图、程序THT位图、要求有题目工艺文件考核确认合格标准打印全套工艺文件归档竣事4-XXX4、工艺文件监管流程生产主管工艺员班组长开始工艺文件全套归档填写工艺文件检查表工程经理签字定期检查装入工艺文件柜生产领用有问题上报主管,并追究责任审批安全使用,完整归还确认签字归档竣事5-XXX5、跟工单执行流程生产主督工艺生产班组库房品质开始通知产物上线工艺员填写《质量跟工单》与〈工艺文件〉一起发给班组长领料员从班组长手中接过〈跟工单〉和〈领料单〉入手下手领料有题目及时报告主管到库房领料后并在〈跟工单〉和〈领料单〉上交代具名跟工单〉交接到SMT组跟工单〉交接到插件组跟工单〉交接到焊接组跟工单〉交代到检验组跟工单〉交接到清洗组跟工单〉交接到组装测试组总检确认结束产成品入库与〈跟工单〉交接到库房归档6-XXX6、插件、SMT、焊接领料流程生产计划工艺插件领料员库房开始接到产品上线领料通知给出物料清单和作业指导书核对物料清单和作业指导书有题目到库房领料清点数量/核对型号具名确认贴物料转移标签物料转移到备料处结束注意:1、物料清单要详细;2、物料实物型号与清单一致。