焚烧炉的危险有害因素.
垃圾焚烧电厂较大危险因素辨识与管控
垃圾焚烧电厂较大危险因素辨识与管控2022年,国务院安委办明确提出各地区、各行业要全面排查评定平安风险和事故隐患等级,建立实行平安风险分级管控机制。
垃圾焚烧电厂是以环境爱护为目的的新兴产业,其生产工艺与传统工贸企业有较大差异,平安风险分级与传统行业既有相像性,又有特别性。
在垃圾焚烧电厂较大危急因素辨识与管控方面,若直接套用《工贸行业较大危急因素辨识与防范指导手册(2022版)》(以下简称《指导手册》)开展工作,很难保证垃圾焚烧电厂平安风险分级管控的有效实施。
在企业管理中,常常使用风险矩阵评估法来管理项目,以达到项目的预定目标。
现以某垃圾焚烧电厂为例,讨论将风险矩阵法引入垃圾焚烧电厂平安生产风险评估,识别潜在的平安风险,利用科学的数学工具构建垃圾焚烧电厂平安生产风险评估风险矩阵,便于企业根据“分区域、分级别、网格化”的原则,实施平安风险差异化动态管理。
垃圾焚烧电厂生产工艺风险辨识垃圾焚烧电厂的生产工艺流程一般为:垃圾经环卫车辆运输至厂内,经过磅计量后运输至卸料平台,卸入垃圾贮坑,送入锅炉燃烧,锅炉燃烧产生的高温烟气加热给水,产生高温高压蒸汽驱动汽轮发电机发电,经电气系统上网供电。
依据垃圾焚烧电厂工艺特点,其生产工艺风险辨识如下。
(1)垃圾卸料:垃圾车厂内运输;垃圾车地磅称重;倾倒垃圾、卸料平台作业等。
(2)垃圾仓运行:渗滤液收集池作业、渗滤液收集沟道作业;渗滤液输送;除臭系统运行;垃圾吊运;临边作业;高处作业等。
(3)锅炉焚烧:焚烧炉启动、运行、停运操作;锅炉液压站油系统;帮助燃烧系统操作;焚烧炉与帮助系统检修;运行中锅炉堵灰处理、放渣作业;运行中锅炉打焦、打积灰作业;高空巡察检查等。
(4)汽机系统:承压部件和辅机检修;吊装作业;密闭空间作业;高温高压容器泄露;投运及停运作业等。
(5)电气系统:临时用电、电气照明、电气停送电过程;电气检修;电气试验;高压设备区域巡察检查等。
(6)烟气处理:脱硝药剂SCR催化剂处理;脱酸药剂、活性炭装卸作业;除尘器内作业;反应塔内作业;检修作业等。
rto焚烧炉安全风险点

RTO焚烧炉安全风险点
一、RTO焚烧炉操作过程中的安全风险点
1. 爆炸风险
由于RTO焚烧炉在处理可燃物质时可能发生爆炸,因此在操作过程中必须严格控制进料量、温度和压力等参数。
任何不正常的工况都可能引发爆炸,造成人员伤亡和设备损坏。
2. 火灾风险
RTO焚烧炉在处理可燃物质时可能引发火灾,因此操作人员必须接受严格的操作培训,熟练掌握消防知识和应急措施,以便在火灾发生时能够迅速采取有效措施。
3. 中毒风险
RTO焚烧炉在处理有害气体时可能产生有毒物质,操作人员必须佩戴个人防护用品,并定期检查设备密封性,以防止有毒气体泄漏。
4. 烫伤风险
RTO焚烧炉在运行过程中会产生高温,操作人员必须穿戴防护服和手套等个人防护用品,以防止烫伤。
5. 机械伤害风险
RTO焚烧炉的转动部件可能导致机械伤害,因此操作人员必须远离危险区域,并确保设备安全防护装置的正常运行。
6. 触电风险
RTO焚烧炉的电气部分可能存在触电风险,因此操作人员必须具备相关电气知识,并定期检查电气设备的安全性。
7. 腐蚀风险
RTO焚烧炉在处理腐蚀性物质时可能发生腐蚀,影响设备的正常运行。
操作人员必须定期检查设备外观和内部结构,发现腐蚀迹象及时采取措施进行修复或更换。
8. 噪音污染风险
RTO焚烧炉在运行过程中可能产生噪音污染,长期接触高噪音环境可能对操作人员的听力造成损害。
因此,应采取相应的消音措施,并定期对操作人员进行听力检测。
9. 排放超标风险
如果RTO焚烧炉的排放超标,将对环境造成污染。
因此,应定期对设备进行维护和保养,确保其正常运行,并按照相关规定进行排放检测和监控。
浅谈废气焚烧炉运行中的危险及应对措施
浅谈废气焚烧炉运行中的危险及应对措施摘要:论文通过分析废气焚烧炉的工作原理和运行过程,梳理了其潜在的危险源,如有毒气体排放、温度过高和炉内积存物等,并提出了相应的管控措施。
探讨了废气焚烧炉安全监测与报警系统的建设,包括温度、压力和有毒气体的监测与报警,以确保设备的安全运行。
从人员培训和管理角度,强调了安全意识教育和责任落实的重要性,以提高操作人员的技能水平和安全意识。
关键词:废气焚烧炉;应对措施;炉内堆积物;环境保护1引言废气焚烧炉是一种重要的环保设备,用于处理各类废气,使其在高温条件下进行燃烧转化,从而减少有害气体的排放,保护环境和人类健康。
随着环境质量要求的提升,全国各地加大了化工装置尾气的排放监管力度。
为消除燃烧过程产生的大气污染,大多数化工企业按照要求引入了专门的废气焚烧炉。
但近年来,由于对环保设施的安全运行不重视,废气焚烧炉发生过多起火灾爆炸事故。
可见废气焚烧炉在运行过程中也面临着一些潜在的危险,这些危险可能会导致事故发生,造成环境污染和人员伤害。
2废气焚烧炉的工作原理与危险源分析2.1废气焚烧炉工作原理简介废气焚烧炉是一种专用设备,用于处理含有有机物和有毒气体的废气,使其在高温条件下进行燃烧转化,从而将有害物质转化为无害的物质,并降低有害气体的排放浓度。
焚烧炉包括酸性气焚烧炉、尾气焚烧炉、CO焚烧炉和含氨酸性气焚烧炉等[1]。
废气焚烧炉通常由燃烧室、燃烧辅助设施、废气进出口、控制系统等组成。
工作过程中,废气首先通过废气进口进入燃烧室,然后在燃烧室内与空气中的氧气发生氧化反应,产生高温高压的燃烧气体。
这些燃烧气体中含有大量的高温有害气体和颗粒物。
接下来,燃烧气体通过燃烧辅助设施进行进一步处理,通常包括过滤器、脱硝装置等,以进一步降低废气中有害物质的浓度。
最后,经过处理后的废气从废气出口排放到大气中,达到环境保护的目的。
2.2废气焚烧炉运行中的潜在危险源2.2.1燃烧过程中产生的有毒气体废气焚烧炉在燃烧过程中会产生大量的高温有害气体,其中包括二氧化硫(SO2)、氮氧化物(NOx)、一氧化碳(CO)等。
原创课件:生活垃圾焚烧电厂危险源辨识20171129 - 副本

一、垃圾接收、储存及投料系统
序号 区域或作业活动
主要危险源
2 垃圾仓(池)
H2S、NH3、CH4、 CO等有毒有害气体
池边无护栏或不完善
存在风险
主要控制措施
1.动火作业办理一级动火工作票。
中毒窒息 火灾 爆炸
2.垃圾仓(池)内照明设施采用防爆型,安装有毒有害 气体检测设备。
飞灰处置不当 高温烟气
污染环境中 毒
灼烫、火灾
搭、拆脚手架作业
高处坠落 物体打击 坍塌
主要控制措施
1.严格按要求控制炉膛燃烧温度; 2.飞灰按国家标准定期检测; 3.活性炭吸附; 4.飞灰进行稳定化处理,规范填埋。 1.飞灰按 GB18485 规定定期检测;
2.飞灰密闭运输;
3.飞灰进行稳定化处理,规范填埋。
其他伤害三危险有害因素分分职业危害因素分类三危险有害因素分分参照职业危害因素目录分为10类四发电卹危害因素辨contents五结束语一安全分享三危险有害因素分类四垃圾焚烧发电卹危险源辨识垃圾焚烧电厂危险源辨一垃圾接收储存及投料系统辨识序号区域或作业活动主要危险源存在风险主要控制措施垃圾运输卹内道路行驶车辆伤害1
3.工作中挟扳手的人不要正对打锤人,应在侧面挟 好,打锤不许戴手套;
4.在孔洞处作业,应设防护栏或防滑盖板。
三、垃圾焚烧系统危害因素辨识
序号
区域或作业活动
主要危险源
压力容器及管道 法兰、阀门
11
焊接作业
存在风险
火灾 爆炸 中毒窒息
主要控制措施
1.准备好消防器材,并设专人监护; 2.容器内作业应穿绝缘靴,戴绝缘皮手套; 3.容器内进行气割和焊接作业时,电焊线必须架空, 电焊线不得与容器内壁接触,同时电焊线不得与 乙炔、氧气管接触;气割时要检查气管不应有漏 气现象;气割结束,要关好各气门。
生活垃圾焚烧发电存在哪些安全隐患
生活垃圾焚烧发电存在哪些安全隐患随着城市化进程的加速和居民生活水平的提高,生活垃圾的产生量也日益增加。
为了实现垃圾的减量化、无害化和资源化处理,生活垃圾焚烧发电技术逐渐得到广泛应用。
然而,这一技术在带来诸多好处的同时,也存在着一些不容忽视的安全隐患。
首先,垃圾焚烧过程中可能产生的二噁英是一个严重的问题。
二噁英是一种剧毒物质,具有极强的致癌性和致畸性。
在焚烧生活垃圾时,如果温度控制不当、燃烧不完全,就容易生成二噁英。
而且二噁英在环境中具有持久性,很难自然降解,会通过大气、水和土壤等途径进入生态系统,对人类健康和环境造成长期危害。
其次,垃圾焚烧发电过程中的废气排放也是一个安全隐患。
除了二噁英,焚烧过程中还会产生二氧化硫、氮氧化物、氯化氢等有害气体。
如果废气处理设施不完善或者运行不正常,这些有害气体可能会超标排放,对周边空气质量造成污染,影响居民的呼吸系统健康,引发呼吸道疾病,甚至对心血管系统产生不良影响。
再者,垃圾焚烧产生的废渣处理不当也会带来问题。
废渣中可能含有重金属等有害物质,如果没有进行有效的固化和安全填埋处理,这些有害物质可能会渗入土壤和地下水中,造成土壤污染和地下水污染,影响农作物的生长和居民的用水安全。
在垃圾储存和运输环节,同样存在安全风险。
垃圾在储存过程中可能会发酵产生甲烷等易燃易爆气体,如果通风不良,容易引发火灾和爆炸事故。
在运输过程中,如果垃圾运输车辆密封不严,可能会导致垃圾散落,造成环境污染和交通安全隐患。
此外,生活垃圾焚烧发电厂的设备运行也存在一定的安全风险。
例如,焚烧炉、余热锅炉、汽轮发电机组等设备,如果长期运行而缺乏有效的维护和检修,可能会出现故障,甚至引发重大安全事故。
而且,这些设备在运行过程中会产生高温、高压等危险因素,如果操作人员操作不当或者违反安全操作规程,也容易导致人员伤亡事故。
另外,生活垃圾的成分复杂多变,这给焚烧发电的稳定运行带来了挑战。
如果垃圾中混入了危险废物或者不可燃烧的物质,可能会影响焚烧效果,甚至损坏设备。
水泥窑协同处置危险废物生产过程的危险有害因素辨识分析
水泥窑协同处置危险废物生产过程的危险有害因素辨识分析刘忠波【摘要】水泥窑协同处置城市生活垃圾、污泥和工业危险废弃物已被国际公认是最有效、最安全的废弃物处置技术.本文采用系统安全分析法,对水泥窑协同处置危险废物生产过程进行危险、有害因素辨识分析.该分析结果为企业安全技术和安全管理措施的制订与实施提供理论依据,是企业安全生产的根本保证.【期刊名称】《水泥工程》【年(卷),期】2019(000)002【总页数】4页(P80-83)【关键词】水泥窑;协同处置;危险废物;危险有害因素;危险性【作者】刘忠波【作者单位】宁夏建材集团股份有限公司,宁夏银川750002【正文语种】中文【中图分类】TQ1720 前言水泥窑协同处置城市生活垃圾、污泥和工业危险废弃物已被国际公认是最有效、最安全的废弃物处置技术。
近年来,该技术在我国逐步兴起。
2011年3月国家“十二五”规划纲要也已明确提出支持水泥窑协同处置城市垃圾、污泥和危废等固体废弃物。
然而这些固废自身均具有危险性,例如:毒性、腐蚀性、感染性、火灾爆炸性等,在固废运输,储存,处置的过程中,会对企业员工的安全、健康造成威胁。
因此,对协同处置系统的危险、有害因素辨识分析,显得尤为重要。
1 危险、有害因素辨识概述1.1 辨识目的危险有害因素分析的目的是对系统的潜在危险进行辨识,确定其危险等级,并根据其危险等级提出防止这些潜在危险性发展形成事故的对策措施。
从而保障作业人员的安全和健康。
1.2 辨识方法危险、有害因素是指能对人造成伤亡或对物造成损害的因素。
主要指客观存在的危险、有害物质或能量超过人们控制范围的设备、设施或场所等。
危险源辨识是发现、识别系统中危险源的工作,是危险源控制的基础。
危险源辨识方法可以粗略地分为两大类:对照法和系统安全分析。
本文采用第二类,系统安全分析法对水泥窑协同处置10万t危废项目进行危险源辨识分析。
1.3 辨识原则(1)科学性。
危险、有害因素辨识必须要有科学的安全理论作指导,准确分析危险有害因素存在的部位和方式、事故发生的途径及其变化的规律。
原创课件:生活垃圾焚烧电厂危险源辨识20171129 - 副本
3.入口烟风挡板,应开关自如、且关闭严密;盘车 装置要保持良好,当预热器发生火灾时要及时隔 绝及盘平。在低负荷或燃油期间,连续吹灰。
垃圾焚烧电厂危险源辨识
垃圾焚烧系统危害因素辨识
三、垃圾焚烧系统危害因素辨识
序号
区域或作业活动
主要危险源
存在风险
主要控制措施
进料口
炉膛正压
灼烫
制定措施维持锅炉负压运行,锅炉人孔门必须关 闭并锁定,远离锅炉观察孔。
主要危险源
垃圾车卸料翻车
2
垃圾卸料大厅
铲车、叉车的卸车
卸料口作业
存在风险
高处坠落 车辆伤害
车辆伤害 高处坠落
主要控制措施
1.雨雪天气,卸料平台采取防结冰措施,防滑 技术措施;
2.严禁未开垃圾车后盖,直接操作卸料斗升起;
3.严禁人员站立于车厢顶端作业。
使用铲车、叉车卸料时,车辆周围不得有人走 动。
1.卸料门前防撞、防坠落措施齐全;
4.作业时应穿戴好专用防护用品,至少两人监护。
垃圾焚烧电厂危险源辨识
烟气系统危害因素辨识
二、燃油系统危害因素辨识
序号
区域或作业活动
主要危险源
存在风险
主要控制措施
1.天然气调压站围墙禁止人员进入,禁止携带火种, 执行放静电措施;
天然气调压站和燃气
系统
6
天然气泄漏
火灾和爆炸
2.天然气管道远离高温管道并在其外法兰装防护罩 壳,天然气管道隐蔽敷设应当设置明显的管道标 识防止重压,在天然气管道区域附近动火作业应 按一级动火措施执行,防止天然气管道泄漏着火;
其它
粉尘
放射 物质
职业性 肿瘤的 危害因
素
职业性 耳鼻喉 口疾病 的因素
预先危险性分析法
3.3 预先危险分析方法预先危险性分析(Preliminary Hazard Analysis,简称PHA)是在进行某项工程活动(包括设计、施工、生产、维修等)之前,对系统存在的各种危险因素(类别、分布)、出现条件和事故可能造成的后果进行宏观、概略分析的系统安全分析方法。
其目的是早期发现系统的潜在危险因素,确定系统的危险等级,提出相应的防范措施,防止这些危险因素发展成为事故,避免考虑不周所造成的损失,属定性评价。
即:讨论、分析、确定系统存在的危险、有害因素,及其触发条件、现象、形成事故的原因事件、事故类型、事故后果和危险等级,有针对性地提出应采取的安全防范措施。
(1)预先危险性分析法的功能主要有:① 大体识别与系统有关的主要危险;② 鉴别产生危险的原因;③ 估计事故出现对系统产生的影响;④ 对已经识别的危险进行分级,并提出消除或控制危险性的措施。
(2)预先危险性分析步骤① 对分析系统的生产目的、工艺过程以及操作条件和周围环境进行充分的调查了解;② 收集以往的经验和同类生产中发生过的事故情况,判断所要分析对象中是否也会出现类似情况,查找能够造成系统故障、物质损失和人员伤害的危险性;③ 根据经验、技术诊断等方法确定危险源;④ 识别危险转化条件,研究危险因素转变成事故的触发条件;⑤ 进行危险性分级,确定危险程度,找出应重点控制的危险源;⑥ 制定危险防范措施。
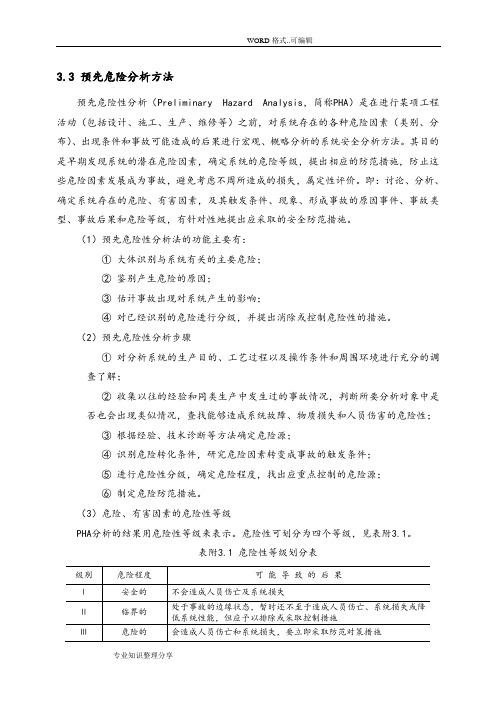
(3)危险、有害因素的危险性等级PHA分析的结果用危险性等级来表示。
危险性可划分为四个等级,见表附3.1。
表附3.1 危险性等级划分表7.2 预先危险性分析评价7.2.1 总体预先危险性分析该项目各单元都存在机械伤害、电气伤害、摔伤、腐蚀及化学灼伤、高处坠落、烫伤等危险危害因素,本小节将这些危险危害因素集中起来,进行预先危险性分析评价,见附表7.1。
(加氢尾油项目)附表7.1总体危险性分析评价表专业知识整理分享7.2.2 电气单元预先危险性分析电气单元采用预先危险性分析法进行评价,如下附表7.2。
安全风险告知卡 焚烧炉
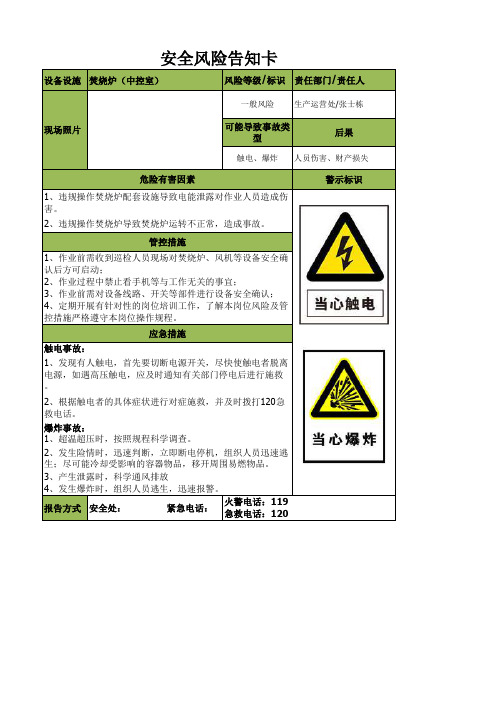
设备设施焚烧炉(中控室)风险等级/标识责任部门/责任人一般风险生产运营处/张士栋可能导致事故类型后果触电、爆炸人员伤害、财产损失警示标识报告方式安全处: 紧急电话:现场照片2、发生险情时,迅速判断,立即断电停机,组织人员迅速逃生;尽可能冷却受影响的容器物品,移开周围易燃物品。
3、产生泄露时,科学通风排放4、发生爆炸时,组织人员逃生,迅速报警。
火警电话:119急救电话:120触电事故:1、发现有人触电,首先要切断电源开关,尽快使触电者脱离电源,如遇高压触电,应及时通知有关部门停电后进行施救。
2、根据触电者的具体症状进行对症施救,并及时拨打120急救电话。
爆炸事故:1、超温超压时,按照规程科学调查。
1、作业前需收到巡检人员现场对焚烧炉、风机等设备安全确认后方可启动;2、作业过程中禁止看手机等与工作无关的事宜;3、作业前需对设备线路、开关等部件进行设备安全确认;4、定期开展有针对性的岗位培训工作,了解本岗位风险及管控措施严格遵守本岗位操作规程。
应急措施安全风险告知卡危险有害因素1、违规操作焚烧炉配套设施导致电能泄露对作业人员造成伤害。
2、违规操作焚烧炉导致焚烧炉运转不正常,造成事故。
管控措施报告方式安全处: 紧急电话:火警电话:119急救电话:1202、使用现场消防器材扑灭火灾时,应遵循先上后下,先外后内,从上风处到下风处。
3、紧急把伤者隔离火源,并把火扑灭。
起重伤害、高处坠落事故:1、当发生高处坠落事故后,切断或隔离危险源,马上组织抢救伤者。
2、首先观察伤者的受伤情况、部位、伤害性质,抢救重点放在对伤者休克、骨折和出血部位的处理,及时把伤者送往邻近医院抢救或拨打120电话,运送途中尽量减少颠簸。
触电事故:1、发现有人触电,首先要切断电源开关,尽快使触电者脱离电源,如遇高压触电,应及时通知有关部门停电后进行施救。
2、根据触电者的具体症状进行对症施救,并及时拨打120急救电话。
火灾事故:1、现场发生火灾时,发现人应立即通知现场安全负责人并打电话报警。
第六章 固体废物的焚烧处理(第一节2h)
(二)效果评价
(三)焚烧技术
(四)焚烧的主要影响因素
焚烧四大控制参数:“3 T 1 E” ❖ 气体停留时间(Time) ❖ 焚烧温度(Temperature) ❖ 搅拌混合程度(Turbulence ) ❖ 过剩空气率(Exceed Oxygen Rate)
1. 停留时间
主要是指物料在炉内的停留时间和烟气在炉内的 停留时间。
5. 其它系统
固体废物焚烧系统
五、焚烧炉系统
主体设备是焚烧炉,还包括受料斗、饲料 器、炉体、炉排、助燃器、出渣和进风装 置等设备和设施;
常用焚烧炉:机械炉排焚烧炉、流化床焚 烧炉和回转窑焚烧炉三种。
(一)焚烧炉
1. 机械炉排焚烧炉
炉排是层状燃烧技术的关键;机械焚烧炉排通 常分为三个区:预热干燥区(预热段)、燃烧 区(主燃段)和燃尽区(后燃段)。
3. 燃烧__Page 4(产物)
产物:固体废物及辅助燃料(O2)中的碳、氢、 氧、氮、硫、氯等分别转化为相应的氧化物、 氯化物及水组成的烟,不可燃物质、灰分等成 为炉渣;
危害:粉尘吸入肺部会引起各种肺部疾病,同 时粉尘上吸附的有机污染物(如苯并a芘)是高 毒性、强致癌物质,会直接威胁人体健康;
过剩空气系数 λ=V/V0 V----助燃空气量 V0---理论空气量
过剩空气率=(λ-1)×100%
过剩空气率经验数据
焚烧废液、废气时,过剩空气量一般取 20%~30%的理论空气量;
焚烧固体废物时,需要较高的数值,通常为理 论需氧量的50%~90%,过剩空气系数1.5~1.9, 有时甚至在2以上。
650 ℃温度下只需要0.3s。
2. 焚烧温度
论垃圾焚烧发电项目焚烧炉、余热锅炉设备系统危险及有害因素
论垃圾焚烧发电项目焚烧炉、余热锅炉设备系统危险及有害因素作者:李旭光来源:《中国科技博览》2016年第25期[摘要]文章简述了垃圾焚烧发电项目焚烧炉、余热锅炉设备系统危险及有害因素,总结注意事项,供同行参考。
[关键词]焚烧炉;余热锅炉;危险因素中图分类号:X705;TM619 文献标识码:A 文章编号:1009-914X(2016)25-0218-01垃圾处理和资源化利用已经成为成熟的产业,从全球特别是发达国家和地区的发展趋势来看,垃圾焚烧发电技术正在向大型化、高效化、清洁化方向发展。
近年来我国垃圾焚烧发电产业得到了较快发展,政策法规日益健全,技术发展迅速,已投产的项目运行收益稳定,发展空间日益增大。
垃圾焚烧炉及余热锅炉是垃圾发电的核心,针对垃圾焚烧发电厂的设备特点,从焚烧炉炉膛爆炸因素、焚烧炉腐蚀种类、炉外汽水管道爆漏、锅炉汽包缺水及满水、汽水共腾、烟道内可燃物再燃、中毒窒息及灼烫等方面进行了详细的描述,分析了垃圾焚烧炉及余热锅炉设备系统危险及有害因素,并总结此类问题的注意事项。
一、焚烧炉炉膛爆炸炉膛爆炸主要是由于操作失误致使炉膛内可燃气体含量达到爆炸极限引起的,多发生在锅炉点火、炉膛突然灭火等情况下,主要表现在以下几个方面:1)引风机跳闸后,引、送风机联锁失效,此时若继续往炉膛内送入空气,能致炉内可燃气体含量达到爆炸极限,遇点火会引起爆炸。
2)锅炉长时间在低负荷或空气不足情况下运行,在灰斗和烟道死区滞积有引燃物,当这些引燃物被突然增大的通风或吹灰所扰动时,会形成爆燃。
3)焚烧炉点火时,如不先进行吹扫,冒然点火,若炉膛内可燃气体达到爆炸极限,可发生爆炸事故。
4)焚烧炉熄火停炉后,系统阀门关闭不严,柴油继续送入炉膛而未被发现,在热炉膛的条件下,可发生爆燃。
5)焚烧炉由于配风不当、炉体漏风或尾气供应不稳等导致炉膛灭火,如炉膛保护失灵,不能自动投入防爆设施,炉膛内尾气达到极限时,会发生爆炸事故。
二、焚烧炉腐蚀1)受热面管壁的内部腐蚀,包括电化腐蚀和氧化腐蚀两种。
典型炉排炉和流化床垃圾焚烧飞灰及螯合产物的重金属浸出毒性
化工进展Chemical Industry and Engineering Progress2024 年第 43 卷第 3 期典型炉排炉和流化床垃圾焚烧飞灰及螯合产物的重金属浸出毒性郑钰1,李靖杰2,张宇峰3,赵梦琦2,张娜2,周澳1,于伟1,谭厚章1,王学斌1(1 西安交通大学能源与动力工程学院,陕西 西安 710049;2 西安白鹿原益恒环境能源有限公司,陕西 西安710038;3 中圣环境科技发展有限公司,陕西 西安 710000)摘要:垃圾焚烧飞灰富含重金属、二英等污染物,属于危险废物,需进行无害化处理。
目前国内生活垃圾焚烧厂广泛采用固化/稳定化+填埋的方式处置飞灰。
对国内的炉排炉飞灰和流化床飞灰,以及两者的螯合产物进行取样,对比分析两种飞灰的特性、螯合前后的重金属浸出特性,利用X 射线衍射(XRD )、X 射线荧光光谱分析(XRF )、场发射扫描电子显微镜(SEM )等方法分析飞灰螯合前后差异对重金属稳定化的影响。
研究发现,螯合可使流化床飞灰的重金属问题得到控制,而炉排炉螯合后飞灰中Cd 重金属的浸出浓度仍存在超标问题,指出当前固化/稳定化方法处理飞灰存在不足,这种方法可通过水泥包裹使飞灰表面致密,一定程度上降低重金属的浸出,但化学药剂稳定重金属的效果不明显,不易于实现重金属的长期稳定,没有可持续发展潜力,为进一步有针对性地开展新型垃圾焚烧飞灰处置技术研究提供借鉴参考。
关键词:垃圾焚烧飞灰;重金属;固化/稳定化;螯合中图分类号:X705 文献标志码:A 文章编号:1000-6613(2024)03-1630-07Heavy metal leaching toxicity of typical grate furnace/fluidized bedfurnace waste incineration fly ash and their chelated productsZHENG Yu 1,LI Jingjie 2,ZHANG Yufeng 3,ZHAO Mengqi 2,ZHANG Na 2,ZHOU Ao 1,YU Wei 1,TAN Houzhang 1,WANG Xuebin 1(1 School of Energy and Power Engineering, Xi ’an Jiaotong University, Xi ’an 710049, Shaanxi, China; 2 Xi ’an BailuyuanEnvironmental Energy Co.,Ltd., Xi ’an 710038, Shaanxi, China; 3 Zhongsheng Environmental Technology Development Co.,Ltd., Xi ’an 710000, Shaanxi, China)Abstract: Fly ash from waste incineration is rich in heavy metals, dioxins and other pollutants, which is a hazardous waste and needs to be treated in an environmentally sound manner. At present, the solidification/stabilization + landfill method is widely used in domestic waste incineration plants to dispose of fly ash. In this paper, we sampled the domestic grate furnace waste fly ash and fluidized bed fly ash, and their chelated products. We compared and analyzed the characteristics of two types of fly ash, the leaching characteristics of heavy metals before and after chelation, and analyzed the effects of the differences between fly ash before and after chelation on the stabilization of heavy metals using XRD, XRF, and SEM methods. It was found that chelation can bring the heavy metal problem of fluidized bed研究开发DOI :10.16085/j.issn.1000-6613.2023-0502收稿日期:2023-03-31;修改稿日期:2023-06-08。
蓄热式焚烧炉的过程安全分析

1961 蓄热式焚烧炉在应用中存在的问题由于国家加强推行生态环境的保护,活性碳吸附已不能满足日益提高的标准要求,尾气焚烧装置应运而生。
蓄热式焚烧炉选用先进的热互换技术和新型蜂窝陶瓷蓄热原料,高效先进的换热体系保证了氧化分解热量的有用收回,热收回率95%以上,VOC净化率99%以上,作为一种能源高效利用的焚烧炉被广泛使用。
随着蓄热式焚烧炉的广泛使用,焚烧炉爆炸的案例屡见不鲜,导致事故频发的主要原因是蓄热式焚烧炉的过程安全风险未被充分识别和管控。
2 蓄热式焚烧炉的主要安全风险2.1 蓄热式焚烧炉的机理蓄热式焚烧炉利用天然气等燃料的燃烧为炉膛提供热量,一般来讲炉膛的温度控制在800℃~1200℃之间。
以三段式蓄热焚烧炉为例,工业尾气先进入第一段进行预热,该段的热量主要来自于之前燃烧后的达标尾气的热量。
然后进入焚烧炉的第二段进行氧化,氧化的过程是在蜂窝式陶瓷层进行的,蜂窝式陶瓷的作用主要是为了分散尾气、蓄积热量,使尾气得到充分的停留、加热和氧化,经过第二段氧化的尾气已经有效去除了VOC,达到排放标准。
焚烧炉的第三段是利用处理后的尾气或者空气进行炉膛吹扫,去除残留的VOC。
焚烧炉的三段是在不停地循环往复过程中,三段分别处于不同的三个状态。
处理后的尾气的排放温度一般只高于工业废气进料温度的40℃~50℃,焚烧炉能有效利用热氧化过程中产生的热能。
2.2 人为失误导致蓄热式焚烧炉爆炸蓄热式焚烧炉的很多爆炸案例是发生在点炉的阶段。
人为失误主要是在点火前炉膛没有进行吹扫或者吹扫不彻底。
焚烧炉的燃料一般为天然气或者工厂副产气,燃料气管线的切断阀经过长时间的运行后都会存在微量泄漏。
工厂的大检修一般会持续1~2个月,如果燃料气管线存在微量泄漏的话,炉膛内会集聚相当量的燃料气,燃料气与空气形成爆炸性环境。
另外一种情况是,在点火前已经进行炉膛吹扫了,但是因为炉膛过大而吹扫量不足导致了炉膛置换不彻底,仍然引发爆炸。
2.3 设备故障导致蓄热式焚烧炉爆炸焚烧炉集成了燃料气管线、助燃空气管线、尾气进料管线、处理后尾气出料管线、三段式切换阀组、点火装置等原件,结构相对复杂。
危险废物焚烧炉
危险废物焚烧炉
近年来,随着工业化进程的加速和城市化规模的扩大,危险废物的产生量也逐渐增加。
为了有效处理这些危险废物,危险废物焚烧炉成为一种被广泛采用的处理方式。
本文将从危险废物的特点、危险废物焚烧炉的原理、危险废物焚烧炉的优缺点和应用前景四个方面展开讨论。
危险废物的特点
危险废物是指可能对人体健康或环境造成危害的废弃物质。
其主要特点包括具有毒性、腐蚀性、感染性、放射性等特征,如果不得当处理会对生态环境和人类健康造成重大危害。
危险废物焚烧炉的原理
危险废物焚烧炉是一种利用高温将危险废物燃烧分解的设备。
其原理是通过高温炉膛中的氧化性气氛,将危险废物中的有害物质转化为无害的气体、灰渣和废热的过程,从而达到净化和处理废物的目的。
危险废物焚烧炉的优缺点
危险废物焚烧炉具有高效、无二次污染和处理量大等优点。
然而,也存在着设备投资高、运行成本昂贵、若不操作不当则对环境造成二次污染等一些缺点,需要综合考虑。
应用前景
随着社会对环保意识的增强,危险废物焚烧炉的应用前景广阔。
随着技术的不断进步,危险废物焚烧炉的处理效率和净化效果将进一步提高,为创造清洁美丽的生态环境发挥积极作用。
综上所述,危险废物焚烧炉是一种重要的废物处理方式,其在净化环境、保护人类健康方面具有重要意义。
同时,需要不断改进技术,加强管理,确保其可持续发展,为可持续发展做出积极贡献。
焚烧炉现状评估报告

焚烧炉现状评估报告焚烧炉是一种用于处理垃圾和固体废物的设备,通过高温燃烧来减少废物体积并转化为能源。
对于焚烧炉的现状评估报告,主要包括焚烧炉的基本情况、环境影响、能源转化效率、危废处理能力以及发展前景等方面的内容。
首先,焚烧炉的基本情况包括设备型号、生产厂家、投入使用时间等。
焚烧炉需要具备高温燃烧能力,一般采用多炉融合燃烧的工艺方式,以确保废物完全燃烧。
同时,焚烧炉还需要具备排放处理设备,以确保废气中的污染物得到有效净化。
其次,焚烧炉对环境的影响是评估焚烧炉现状的重要方面。
焚烧炉在燃烧过程中会产生二氧化硫、氮氧化物、重金属等有害气体和固体废物。
为了减少对环境的影响,焚烧炉需要配置废气净化设备,大部分焚烧炉在排放废气前都要经过脱硫、脱硝和除尘等过程,以降低污染物的排放浓度。
然后,对焚烧炉能源转化效率的评估是关键。
焚烧炉通过燃烧废物产生高温烟气,然后利用烟气中的热能生成蒸汽,进而驱动发电机发电。
焚烧炉的能源转化效率主要取决于烟气中热能的利用程度,可以通过蒸汽发电量的测量来评估其效率。
此外,焚烧炉的危废处理能力也是评估焚烧炉现状的重要指标。
危险废物是指被列入危险废物名录的废弃物,焚烧炉应具备处理危废的能力,确保对危险废物进行有效处理。
焚烧炉要能够将危废中有害物质经过高温燃烧转化为无害物质,并通过废气净化系统处理废气中的有害物质。
最后,报告还可以对焚烧炉的发展前景进行分析。
随着环保意识的增强和对可再生能源需求的提高,焚烧炉作为一种能够处理垃圾和废物同时产生能源的设备,在未来将具备广阔的市场前景。
同时,随着焚烧炉技术的不断创新和发展,其能源转化效率和环境净化能力也将进一步提升。
综上所述,焚烧炉现状评估报告需要对焚烧炉的基本情况、环境影响、能源转化效率、危废处理能力以及发展前景等方面进行详细的分析。
报告应该包含焚烧炉的技术参数、运行情况、环境排放指标和废气净化效果等数据,以及对其优势和不足之处的评价。
同时,还可以引用相关研究和实际案例,对焚烧炉的未来发展趋势进行展望。
沸石转轮有机废气处理系统危险有害因素分析

沸石转轮有机废气处理系统危险有害因素分析先在较低的温度条件下,大流量的有机废气通过沸石转轮,VOC分子吸附在沸石表面,经过沸石转轮吸附后的废气直接排放。
吸附有大量VOC的沸石转轮部分进入高温脱附区后,沸石温度升高,对VOC的吸附能力变弱,此时利用小风量的高温废气将沸石转轮上VOC分子脱附出来,形成高浓度废气,送入焚烧炉焚烧(天然气助燃)。
(1)火灾、爆炸1)输送含有机溶剂蒸气的风管,其正压段通过其他房间,如果发生火灾、爆炸事故将会扩大事故影响及伤害。
2)进入废气净化装置的有机废气在系统失控情况下的浓度高于其爆炸极限下限值的25%,形成的爆炸性混合气体,遇到外来的烟火、手机打火、撞击火花等火源时易发生火灾、爆炸事故。
3)在过滤器后、净化装置前,未设置阻火器或阻火器的阻火性能不符合GB13347的规定,如果发生火灾、爆炸事故将会扩大事故影响及伤害。
4)废气净化装置前未设置有机废气直接排空装置,或原始废气送风系统故障,送风系通未与有机废气直接排空装置联锁,当净化装置一旦发生故障或工作结束时,因有机废气无法排空而使有机废气集聚,如果发生火灾、爆炸事故将会扩大事故影响及伤害。
5)净化装置中可能产生静电的管道和设备均未可靠接地,或未设置专用的静电接地体,当静电大量积聚或遇到雷击时,易发生火灾、爆炸事故。
6)净化装置的设备及与其相连接的管道,未设置密封件或密封件不紧密使有机废气泄漏,形成的爆炸性混合气体,遇到外来的烟火、手机打火、撞击火花等火源时易发生火灾、爆炸事故。
7)净化装置前设置风机与电机均未选用防爆型,如果发生火灾、爆炸事故将会扩大事故影响及伤害。
8)净化装置设置场所未设置可燃气体报警器或报警器失效,一旦发生泄漏事故不能及时发现处理,会导致事故扩大。
9)净化装置未设置安全泄放装置或安全泄放装置的设计安装不符合标准要求,如果发生火灾、爆炸事故将会扩大事故影响及伤害。
10)净化装置的隔热、保温层未采用非燃烧体材料制作,可能引发火灾事故。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焚烧炉的危险有害因素
1焚烧炉点火、熄火时爆炸
本项目焚烧炉以柴油为燃料通过高温燃烧来烧掉生产过程中产生的有机废气达到废气处理的目的。
焚烧炉在运行过程中承受高温如果结构不合理、制造质量差、操作使用及管理水平低等均有可能导致焚烧炉发生事故甚至引发炉膛爆炸事故。
(1烟风系统爆炸
焚烧炉发生炉膛爆炸首先发生爆燃才能引起炉膛爆炸。
炉膛爆炸需同时具备以下条件
a 柴油或有机废物必须以气态形式存在于炉膛中
b 柴油蒸气或有机废气与空气的混合物达到了相应的爆炸极限
c 炉内具备将混合气体点燃的温度。
其中柴油蒸气或有机废气与空气有混合比达到了爆炸浓度则是焚烧炉发生爆炸的至关重要的因素。
焚烧炉运行中熄火或启动点火时如果炉膛内的气体混合浓度达到了爆炸浓度遇点火温度形成爆燃。
(2炉膛爆炸的原因
焚烧炉发生炉膛爆炸常见的现象有两种一是在运行中突然熄火时易发生炉膛爆炸二是点火时易发生炉膛爆炸。
a 焚烧炉运行中突然熄火导致炉膛爆炸焚烧炉在运行中如果突然熄火而又未及时切断向炉膛供气、油或有机废气使炉膛中的气体浓度继续增加当油气或有机废气与空气的混合比达到爆炸极限时由于
炉膛刚刚熄火炉膛内的蓄热温度足以达到将爆炸性混合物点燃的温度炉膛爆炸的三个条件均已经具备。
而导致炉膛爆炸。
b 启动点火时的炉膛爆炸事故焚烧炉起动点火前炉膛内已经积蓄了油气或有机废气当油气或有机废气与空气的混合比达到爆炸极限遇到明火而发生爆燃导致炉
膛爆炸。
2焚烧炉运行中发生爆炸
涂胶机和焚烧炉发生失火燃烧、爆炸的主要原因是生产过程中产生的有机废气浓度超过规定指标到达爆炸极限而产生爆炸。
由于涂胶机和焚烧炉是连在一起的所以发生事故时很容易互相波及。
当涂胶、烘干作业过程排往焚烧炉去的溶剂蒸气焚烧炉来不及处理造成烘干通道内累积的溶剂蒸气浓度过高有可能导致爆炸。
焚烧炉发生爆炸的主要原因
(1 焚烧炉的设计不合理
a 焚烧炉的废气处理能力小于涂胶机产生的可燃性物质的量。
上胶机产生的可燃性物质焚烧炉来不及处理。
造成可燃性物质在烘干通道内浓度过高到达可燃性物质的爆炸极限而引发上胶机的燃烧或爆炸。
b 涂胶机通往焚烧炉的溶剂蒸气管道偏小或溶剂蒸气风机能力偏小上胶机产生的可燃性物质来不及往焚烧炉排放造成上胶机烘干通道内可燃性物质浓度过高到
达可燃性物质的爆炸极限而引发涂胶机的燃烧或爆炸。
c 焚烧炉各个风机口径、电机功率设计不合理影响炉膛内气流
合理流动。
它可能使涂胶机的可燃性物质浓度过高也可能使焚烧炉的可燃性物质浓度过高而引发涂胶机或焚烧炉的燃烧或爆炸。
d 涂胶机及焚烧炉缺少安全保护设施或安全保护设施的设计不合理如没有安装可燃性物质浓度检测报警器或报警器失效没有起到安全保护作用、缺少可燃性物质浓度过高时的应急装置和泄压装置等。
(2焚烧炉的使用不合理
a 不完全燃烧当焚烧炉内氧气不足有机废气在焚烧炉中不完全燃烧或者是炉膛内温度偏低造成有机物未完全燃烧就会产生残碳指未完全燃烧而残留的碳是一
些很细的黑色粉末。
这些残碳一部分经烟囱排走一部分吸附在焚烧炉热交换器的
表面和烟囱的内壁上。
这些碳末的吸附力很强当吸附的碳末积累到一定厚度其蓄
聚的热量很容易到达碳末的自燃点碳末就很容易着火燃烧。
这些积累到一定厚度的残碳一旦着火热量很大燃烧时间比较长。
b 焚烧炉的生产工艺设置不合理焚烧炉各段的工艺温度设定不合理造成炉内
有不完全燃烧的有机物沉积。
焚烧炉各风机送风能力设定不合理影响炉膛内气流流动状况。
炉膛内气流流动过快溶剂蒸气在炉膛中停留时间过短会增加燃料消耗。
如果炉膛内气流流动过慢会导致上胶机的溶剂蒸气浓度增加加大上胶机溶剂蒸气浓度超标的危险性。
C 涂胶机、焚烧炉的清理不及时涂胶机在涂胶生产过程中挥发的有机溶剂中含有一
些低分子物。
这些低分子物会沉积在烘箱内壁、涂胶机到焚烧炉的管道内壁、以及沉积在焚烧炉各段管道的内壁上如果不及时清理就会造成溶剂蒸气流动不畅
导致上胶机、焚烧炉的失火燃烧或爆炸。
当这些沉积物吸收热量到一定程度时会发生自燃。
在管道里的燃烧是无法扑灭的燃烧的蔓延导致涂胶机、焚烧炉被焚毁。