低碳钢的激光焊接
浅谈低碳钢的焊接性与焊接缺陷的预防措施

浅谈低碳钢的焊接性与焊接缺陷的预防措施随着低碳钢在工业生产中的广泛应用,对其焊接性能和焊接缺陷的预防措施也越来越受到关注。
低碳钢是一种含碳量较低的钢铁材料,具有良好的可塑性和焊接性能,因此在制造行业中得到了广泛应用。
在实际的焊接过程中,由于操作不当或者材料本身的特性,往往会产生一些焊接缺陷,影响到焊接接头的质量和使用性能。
了解低碳钢的焊接性能和预防焊接缺陷的措施,对保证焊接质量具有重要意义。
一、低碳钢的焊接性能低碳钢具有较好的焊接性能,主要表现在以下几个方面:1. 熔化性能:低碳钢的熔化温度较低,熔池流动性好,易于形成均匀的焊缝。
2. 化学成分:低碳钢的化学成分稳定,含有较少的合金元素,不易在焊接过程中发生气孔、夹杂物等问题。
3. 焊接热影响区(HAZ):低碳钢的焊接热影响区较小,热影响性能好,对基体金属的影响较小。
4. 机械性能:低碳钢的焊接接头强度高,韧性好,易于进行各种焊接工艺。
低碳钢的焊接性能较好,适合进行各种焊接工艺,如电弧焊、气体保护焊、激光焊等。
在实际的焊接过程中,仍然需要注意一些预防措施,以避免焊接缺陷的产生。
二、焊接缺陷的预防措施1. 气孔:气孔是焊接过程中常见的缺陷之一,主要是由于焊接熔池中溶解的气体在凝固时未能完全排出所致。
预防气孔的关键是要提高焊接材料的纯净度,控制焊接电流、电压和焊接速度,加强熔化剂的使用,尽量减少焊接材料和环境中的杂质。
在焊接过程中应注意熔池的稳定性,避免熔池的剧烈波动和飞溅。
2. 夹杂物:夹杂物是由于焊接材料或环境中的杂质被夹入焊缝中而形成的缺陷。
预防夹杂物的关键是要加强焊接材料的清洁处理,控制焊接热源的稳定性和焊接速度,保证焊接过程中焊缝的形成和凝固过程中的连续性和完整性,减少焊接过程中的振动和杂质的混入。
3. 焊接裂纹:焊接裂纹是焊接过程中一种常见的缺陷,主要是由于焊接残余应力、组织性能不佳等因素所引起。
预防焊接裂纹的关键是要控制焊接过程中的分类温度和残余应力,避免焊接接头的急剧冷却和应力集中。
低碳钢焊接技术要点及缺陷分析
低碳钢焊接技术要点及缺陷分析
低碳钢焊接技术是一种常用的金属材料焊接工艺,具有广泛的应用领域。
下面将介绍低碳钢焊接技术的要点及常见的缺陷分析。
1. 选择合适的焊接材料:低碳钢焊接常用的焊材包括焊丝和焊条,选择合适的焊材能够提高焊缝的强度和耐腐蚀性。
2. 控制焊接参数:焊接参数包括焊接电流、电压、焊接速度等,合理控制这些参数能够提高焊接质量和效率。
3. 预热和热输入控制:为了防止焊接时产生裂纹和变形,需要对低碳钢材料进行预热。
热输入也需要进行合理的控制,以避免产生过多的热应力。
4. 选择合适的焊接方法:低碳钢焊接常用的方法有包括电弧焊、气体保护焊、激光焊等,根据实际应用需求选择合适的焊接方法。
1. 焊缝缺陷:低碳钢焊接过程中常见的焊缝缺陷有裂纹、气孔、夹渣、未熔合等。
这些缺陷会影响焊接接头的强度和密封性。
2. 焊接变形:低碳钢焊接容易产生焊接变形,主要是由于焊接时产生的热应力引起的。
焊接变形会影响零件的装配和使用,需要采取相应的措施进行控制。
3. 焊接残留应力:低碳钢焊接后会产生残留应力,长时间的残留应力会导致焊接接头的疲劳断裂。
需要通过热处理或其他方法来消除残留应力。
4. 金属氧化:低碳钢焊接过程中,焊接区域容易产生氧化,影响焊缝的质量。
需要注意保护焊接区域,避免氧气进入焊接区域。
低碳钢焊接技术要点包括选择合适的焊接材料、控制焊接参数、预热和热输入控制、选择合适的焊接方法;常见的缺陷包括焊缝缺陷、焊接变形、焊接残留应力和金属氧化。
通过合理控制焊接过程,可以提高低碳钢焊接接头的质量和性能。
激光焊接两种异常现象的分析
激光焊接两种异常现象的分析提要:研究了在激光焊接中出现的两种异常现象,即焊缝的缩颈和表面凸起现象。
结果表明:焊缝截面的缩颈是因激光束的偏振、小孔壁聚焦、小孔内高压金属蒸气的动态行为引起的;表面凸起是因组织的变化、熔池熔体的流动、热膨胀与热应力引起的。
关键词:激光焊接异常现象焊缝成型1 引言激光焊接采用高能束的激光作为热源,与传统焊接方法相比具有速度快、组织细腻、热影响区小、成型好等特点。
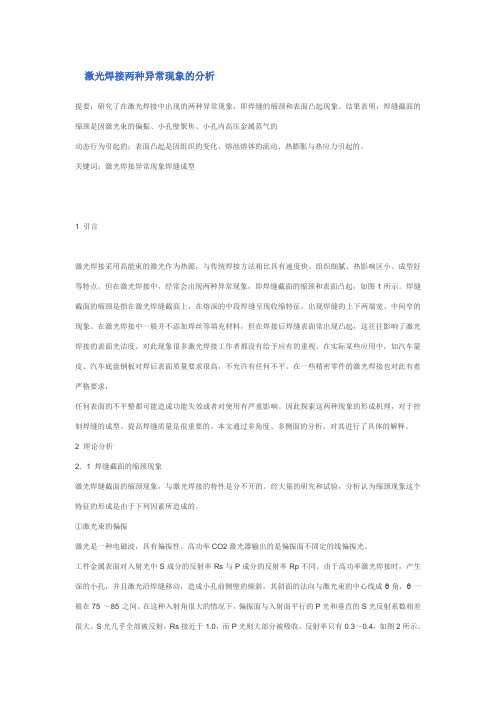
但在激光焊接中,经常会出现两种异常现象,即焊缝截面的缩颈和表面凸起,如图1所示。
焊缝截面的缩颈是指在激光焊缝截面上,在熔深的中段焊缝呈现收缩特征,出现焊缝的上下两端宽、中间窄的现象。
在激光焊接中一般并不添加焊丝等填充材料,但在焊接后焊缝表面常出现凸起,这往往影响了激光焊接的表面光洁度。
对此现象很多激光焊接工作者都没有给予应有的重视。
在实际某些应用中,如汽车蒙皮、汽车底盘钢板对焊后表面质量要求很高,不允许有任何不平。
在一些精密零件的激光焊接也对此有着严格要求,任何表面的不平整都可能造成功能失效或者对使用有严重影响。
因此探索这两种现象的形成机理,对于控制焊缝的成型、提高焊缝质量是很重要的。
本文通过多角度、多侧面的分析,对其进行了具体的解释。
2 理论分析2.1 焊缝截面的缩颈现象激光焊缝截面的缩颈现象,与激光焊接的特性是分不开的。
经大量的研究和试验,分析认为缩颈现象这个特征的形成是由于下列因素所造成的。
①激光束的偏振激光是一种电磁波,具有偏振性。
高功率CO2激光器输出的是偏振面不固定的线偏振光。
工件金属表面对入射光中S成分的反射率Rs与P成分的反射率Rp不同。
由于高功率激光焊接时,产生深的小孔,并且激光沿焊缝移动,造成小孔前侧壁的倾斜,其斜面的法向与激光束的中心线成θ角,θ一般在75°~85°之间。
在这种入射角很大的情况下,偏振面与入射面平行的P光和垂直的S光反射系数相差很大。
S光几乎全部被反射,Rs接近于1.0,而P光则大部分被吸收,反射率只有0.3~0.4,如图2所示。
激光焊接实验报告

激光焊接实验报告一、实验目的1、理解激光焊接的基本原理及特点,熟悉运用激光进行金属焊接的具体过程。
与YAG 两种激光器的焊接过程,理解其焊接方式的条件及形成机理。
2、观察CO23、掌握激光焊接机床及机械手的基本操作步骤和方法,能够进行简单的焊接操作。
4、掌握金相测量方法,观察和记录焊接实验现象,测量熔深、熔宽,并对焊接结果进行合理分析。
5、了解激光焊接的应用。
二、实验原理2.1 激光焊接原理激光焊接采用连续或脉冲激光束实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。
功率密度小于104 ~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。
图1 是CO2 激光器焊接结构图。
激光器焊接结构图图1 CO2在焊接金属的过程中,随着激光功率密度提高,材料表面会发生一系列变化,其包括表面温度升高、熔化、气化、形成小孔并出现光致等离子体。
不同功率密度激光焊接金属材料时的主要过程如图2所示。
当激光功率密度小于104W/cm2数量级时,金属吸收激光能量只引起材料表层温度的升高,并没有发生熔化。
当功率密度在大于104W/cm2小于106W/cm2数量级范围内时,金属料表层发生熔化。
功率密度达到106W/cm2数量级时,材料表面在激光束的作用下发生气化,在气化反冲压力的作用下,液态熔池向下凹陷形成深熔小孔。
同时,伴随有金属蒸汽电离形成光致等离子体的现象。
当功率密度大于107W/cm2时,光致等离子体将逆着激光束的入射方向传输,形成等离子体云团,出现等离子体对激光的屏蔽现象。
图2 不同功率密度激光辐照金属材料的主要物理过程2.2激光焊接模式根据是否产生小孔效应可以把激光焊接分为两种模式,即热导焊模式和深熔焊模式。
2.2.1、激光热传导焊接激光加热加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等激光参数,使工件熔化,形成特定的熔池,如图3(a)所示。
低碳钢激光焊接温度场模拟
低碳钢激光焊接温度场模拟发表时间:2019-08-07T15:48:34.093Z 来源:《防护工程》2019年9期作者:王泽三王振品孟凡鸿[导读] 激光焊接更加稳定和可靠,需要确定何种焊接工艺是合理的。
中车青岛四方机车车辆股份有限公司山东青岛 266000摘要:由于与其他焊接方法相比,激光焊接的能量密度高,而且其热影响范围狭窄,因此其在工业生产中的应用范围越来越广,以便使激光焊接技术在工业中得到更广泛的应用,并使激光焊接工艺在工业中得到更广泛的应用。
激光焊接更加稳定和可靠,需要确定何种焊接工艺是合理的。
关键词:低碳钢;激光焊接;温度场模拟引言随着激光技术的发展,目前激光焊接在汽车制造业、造船业以及桥梁工业的应用越来越多。
尤其是在汽车制造行业,随着环境保护力度的加强,以及可持续发展政策力度的不断提高,本文主要对低碳钢激光焊接温度场模拟进行了有效的探讨。
1激光焊接的影响因素激光焊接的主要影响因素有:第一,能量的密度,能量密度简而言之就是将板片熔化的能力,当能量密度大的时候,板片会迅速达到熔点,对提升激光焊接效率及效果非常有利;第二,焊接速度,如果焊接速度过慢,在板片上停留时间较长,会对板片造成影响,可能会出现高温产生的漏洞,如果焊接速度过快,焊接效果会受到影响,很容易造成焊接不牢的情况;第三,材料的吸收能力,材料吸收能力具体是材料的导热程度、材料的熔点等物理特性,吸收能力指材料对激光的吸收能力,如果板片的材料对激光的吸收能力强,在激光焊接时,板片会迅速达到熔点,继而熔化、焊接,如果板片的材料吸收能力弱,会使激光焊接时间延长,焊接效果不容易控制;第四,焊接的脉冲波形及脉冲的宽度,脉冲的波形不同,激光的功能也是不同的,主要有焊接波形和切割波形两种。
如果使用不当,会对焊接造成影响,并且会导致板片反射一部分激光,影响焊接效果。
脉冲的宽度是指单个脉冲激光的持续时间,适当的脉冲宽度才能达到良好的焊接效果。
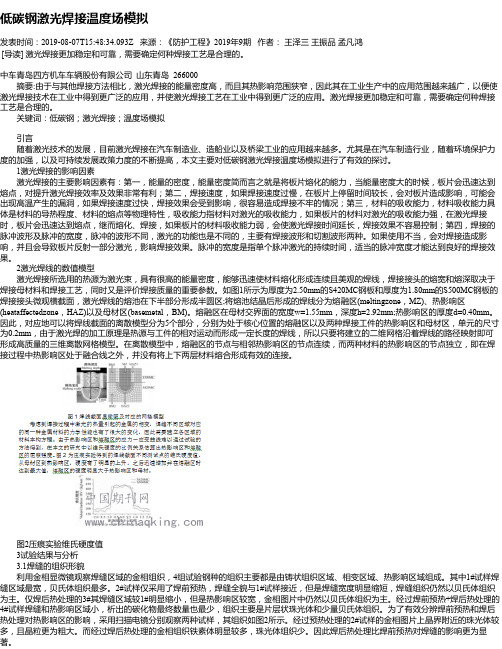
2激光焊线的数值模型激光焊接所选用的热源为激光束,具有很高的能量密度,能够迅速使材料熔化形成连续且美观的焊线,焊接接头的熔宽和熔深取决于焊接母材料和焊接工艺,同时又是评价焊接质量的重要参数。
CO2保护CMT焊接低碳钢工艺探讨
CO2保护CMT焊接低碳钢工艺探讨摘要:对CO2保护CMT焊接工艺进行了分析,探讨了CO2保护CMT焊接工艺参数对焊接接头组织、性能的影响,通过试验分析,总结出了CO2保护CMT焊接低碳钢的适宜工艺参数。
CO2保护CMT焊接是在CO2气体保护焊的基础上发展起来的一种高效、快速、高质量的焊接技术。
该技术可以利用高速气流,对液态金属进行强烈搅拌,将熔化金属形成较高的熔池温度,并形成一定厚度的熔池,避免了焊缝金属和母材金属发生氧化反应,有效地提高了焊接接头强度。
本文对CO2保护CMT焊接低碳钢工艺进行了分析和探讨,为今后在工程上更好地推广应用提供了参考。
关键词:CMT焊接;低碳钢;工艺;对接缝焊接随着我国经济的快速发展,对优质、高效、节能的焊接工艺及装备提出了更高的要求。
CO2气体保护焊作为一种高效、安全的焊接方法,具有工艺性能好、焊材成本低、设备简单等优点,因此,CO2气体保护焊广泛应用于焊接结构中。
但是由于CO2气体保护焊对工件表面清洁度要求较高,对操作者的技能水平要求也比较高,在工程实际中难以广泛推广应用。
为此,本文针对低碳钢CO2保护CMT焊接工艺进行了分析和探讨,在试验的基础上得出了适宜于低碳钢CO2保护CMT焊接工艺的适宜工艺参数。
通过试验研究,以期为低碳钢CO2保护CMT焊接工艺提供一定的理论依据和参考价值,以更好地指导实践。
1.试验方法及结果分析试验采用Q235低碳钢,焊接材料采用GMAW气体保护焊,采用直流反接,电流为70A,送丝速度为0.5m/min。
在试验过程中,试验参数为:焊接电流50A,焊接电压20V,焊接速度100mm/min。
分别采用以上参数对低碳钢Q235进行焊接。
采用X射线探伤对焊缝及热影响区的内部质量进行检测,并对焊缝进行微观组织观察及力学性能测试。
试件尺寸为Φ40mm×3mm×8mm(长×宽×厚)。
焊缝的宏观形貌和微观组织由光学显微镜观察得到。
激光热影响区宽度
激光热影响区宽度摘要:一、激光焊接简介二、304不锈钢的特性三、激光焊与氩弧焊的热影响区比较四、1.0mm 304不锈钢焊接的热影响区宽度五、结论与建议正文:激光热影响区宽度一、激光焊接简介激光焊接是一种高能量密度的焊接方法,通过激光束对焊接区域进行局部加热,使金属熔化并连接在一起。
激光焊接具有焊接速度快、熔接区域小、焊缝质量高等优点。
在众多焊接方法中,激光焊接被认为是最佳的选择,尤其在焊接薄板材料时表现出强大的优势。
二、304不锈钢的特性304不锈钢是一种奥氏体不锈钢,具有良好的耐腐蚀性和焊接性能。
在焊接过程中,304不锈钢的热影响区表现出独特的特性,与低碳钢相似,包括过热区、正火区和部分相变区。
不同的是,304不锈钢没有淬火区,只有过热的粗晶区(也是贫铬的敏化区域)。
三、激光焊与氩弧焊的热影响区比较在焊接304不锈钢时,氩弧焊的热影响区宽度大约为2到3mm。
而激光焊接的热影响区明显较小,尽管具体数值未知,但可以肯定的是,激光焊的热影响区比氩弧焊小得多。
四、1.0mm 304不锈钢焊接的热影响区宽度针对1.0mm的304不锈钢,激光焊接的热影响区宽度会受到多种因素的影响,如激光功率、焊接速度、束径等。
在实际操作中,焊接工程师需要根据具体情况调整参数,以获得最佳焊接效果。
一般来说,激光焊的热影响区宽度在1mm以下。
五、结论与建议综上所述,激光焊接在焊接304不锈钢时,其热影响区宽度明显小于氩弧焊。
对于1.0mm的304不锈钢,激光焊接的热影响区宽度在1mm以下。
在实际应用中,焊接工程师应根据具体需求和实际情况,合理选择焊接方法,并优化焊接参数,以实现高质量的焊接效果。
CO2气体保护的激光焊接12mm厚低碳钢板

53
2试验结果和分析
成分分析可知,氧化物中主要是si、Mn的氧化物。线探伤结果,焊缝总长为150
mm。可以看出,氩气保护条件下的焊缝中心出现大 量气孔,而co:气体保护条件下则几乎无气孔出
现。在表l中同时给出了焊接速度为O.3 rn/min时 两种保护气体条件下得到的焊缝的主要化学成分, 与表中所示的母材成分相比可以看出,Ar气保护下 的焊缝成分与母材相比没有明显变化,而c0,保护 下的焊缝成分中氧的含量明显增高,c.si,Mn等元 素含量降低。这说明由于c0:的氧化作用,c,sj,
围5激光焊缝室温冲击韧性比较
ng.5 Impact ab∞rbed e聃r盯0fl勰er删凼at294 K
对冲击断口的观察表明,在焊接速度为0.3 r∥ m_n时,co:气体保护的焊缝断口全部为韧窝状,是 典型的延性断裂,如图6a所示;而Ar气保护下的焊 缝断口则是韧窝状和解理断口的复合形貌,图6b显 示的是在断口中观察到的解理形貌。还可以观察到 二次裂纹的存在。当焊接速度为0.5 rn/mlm,两种 保护气体下的焊缝断口都是韧窝状和解理断口的复 合形貌.只是在cO:保护的焊缝断口中的解理断口 面积的比例低于Ar气保护。这说明,cO:保护下的 焊缝韧性好于同样条件下Ar气保护得到的焊缝。
小于其它部位,而且侧面缺口有引导裂纹扩展的作 用,因此可以保证断裂发生在焊缝。当然,这种试样 得到的冲击值不能与标准试样相比,论文中主要探 索研究不同保护气体对焊缝性能的影响,因此为了 保证获得焊缝的韧性数据,采用了这种方法。冲击 试验的温度为室温,每个数据作三个试样。
采用TⅢmph公司的Hu006DNd:YAG激光 器,连续输出模式,透镜焦距为200mm,焦点位置光 斑直径为0.6mm。焊接条件如表2所示,激光功率 为4 kw,保护气体流量为20 L,min。
低碳钢的焊接性与焊接缺陷
低碳钢的焊接性与焊接缺陷摘要:低碳钢的可加工性、焊接性好、成本低,广泛应用于工业制造。
焊接是高级制造技术的重要组成部分,焊接接头的质量直接决定了工件的安全和使用寿命。
与传统的焊接方法不同,激光焊接在制造中的应用越来越广泛,包括低热输入、快速焊接速度、小焊后变形、高质量焊接接头,但对对接焊接件的准确位置要求很高。
鉴于此,本文对低碳钢的焊接性与焊接缺陷进行分析,以供参考。
关键词:钢铁;低碳钢;焊接性引言现在我们更好地了解了低碳钢的特点钢铁和焊接业的发展与人们的日常生活息息相关。
因此,我们深化了软钢的研究和应用。
1什么是低碳钢低碳钢,碳钢分类的钢材料,因其含碳量而分为碳钢。
低碳钢的碳含量仅为25%,强度低,纹理脆弱,因此被称为低碳钢。
低碳钢主要由普通碳素钢和部分优质碳素钢组成。
钢可以直接用于未经加工的工程中,加热后容易冷却低碳钢,容易成型,可以通过多种方式形成。
由于低碳钢的碳含量,焊接强度很好,容易加工。
2低碳钢的焊接性2.1低碳钢使用的焊接方法由于低碳钢质量优良,焊接方法大多可用,焊接工作良好,对焊工的要求不太严格。
近年来,随着焊接技术的不断发展,出现了一些比较新的焊接方法和方法。
低碳钢焊接良好,新技术应用良好。
因此,到目前为止,低碳钢的焊接方法各不相同。
2.2低碳钢在焊接过程中需要注意的关键点低碳钢焊接过程中,要密切注意焊接过程中的关键点,才能顺利完成焊接工作。
我们都知道低碳钢冷却迅速,容易成型。
虽然这是延江的优势,但如果运作不当,可能会起到负面作用因此,在焊接过程中,应特别注意焊接接头的环境影响,并采取适当的预防措施,以确保焊接顺利进行。
了解低碳钢的焊接性质后,看看低碳钢焊接中存在的缺陷以及我们可以用来预防的方法。
3低碳钢低碳钢焊接产生的几种典型缺陷与原因分析3.1裂纹(1)热裂纹发生在高温下,其特征是沿原奥地利晶格的裂纹。
c含量高时,Fe中s的溶解度降低,钢和焊接材料中s的含量过高,热裂纹最有可能出现。
低压碳钢管道焊接方法
低压碳钢管道焊接方法【原创版3篇】《低压碳钢管道焊接方法》篇1低压碳钢管道的焊接方法通常包括以下几种:1. 手工电弧焊:手工电弧焊是一种常用的焊接方法,适用于各种厚度和直径的碳钢管道。
该方法使用电弧作为热源,通过焊接条或焊丝将管道与接头连接起来。
手工电弧焊需要有经验的焊工进行操作,以确保焊接质量。
2. 埋弧自动焊:埋弧自动焊是一种高效率的焊接方法,适用于大批量生产的碳钢管道。
该方法使用自动焊接设备,通过预先放置在管道上的焊丝进行焊接。
这种方法可以实现高速、高质量的焊接,并且可以减少人工操作的成本。
3. 气体保护焊:气体保护焊是一种高级焊接方法,适用于对焊接质量要求较高的碳钢管道。
该方法使用气体作为保护层,以防止管道在焊接过程中氧化或腐蚀。
气体保护焊可以提高焊接质量,减少焊接缺陷。
4. 激光焊接:激光焊接是一种高效、高质量的焊接方法,适用于各种厚度和直径的碳钢管道。
该方法使用激光束作为热源,通过激光束对管道和接头进行焊接。
激光焊接可以实现高速、高质量的焊接,并且可以减少人工操作的成本。
在选择焊接方法时,需要考虑管道的直径、厚度、材料和焊接质量要求等因素。
《低压碳钢管道焊接方法》篇2低压碳钢管道的焊接方法通常包括以下几种:1. 手工电弧焊:这是一种常用的焊接方法,适用于各种厚度和管道直径。
使用电弧焊机产生电弧,将焊接材料熔化并连接管道。
这种方法需要有经验的焊工来掌握焊接参数和技巧,以确保焊接质量。
2. 埋弧自动焊:这种方法适用于大批量生产的管道,可以使用自动化设备进行焊接。
埋弧自动焊使用焊丝和焊剂,通过自动焊接设备进行焊接,可以提高生产效率和质量。
3. 气体保护焊:这种方法使用气体保护焊接区域,以防止氧气和水分进入焊接区域,从而减少氧化和腐蚀。
气体保护焊通常用于不锈钢和合金钢的焊接,也可以用于低碳钢的焊接。
4. 激光焊接:这是一种高科技焊接方法,适用于各种材料和管道直径。
激光焊接使用激光束作为热源,可以快速、准确地焊接管道,并且可以减少焊接变形和残余应力。
激光焊接的特点

一、激光焊接的主要特性激光焊接是激光材料加工技术应用的重要方面之一。
20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。
由于其独特的优点,已成功应用于微、小型零件的精密焊接中。
高功率CO2及高功率YAG激光器的出现,开辟了激光焊接的新领域。
获得了以小孔效应为理论基础的深熔焊接,在机械、汽车、钢铁等工业领域获得了日益广泛的应用。
与其它焊接技术相比,激光焊接的主要优点是:1、速度快、深度大、变形小。
2、能在室温或特殊条件下进行焊接,焊接设备装置简单。
例如,激光通过电磁场,光束不会偏移;激光在真空、空气及某种气体环境中均能施焊,并能通过玻璃或对光束透明的材料进行焊接。
3、可焊接难熔材料如钛、石英等,并能对异性材料施焊,效果良好。
4、激光聚焦后,功率密度高,在高功率器件焊接时,深宽比可达5:1,最高可达10:1。
5、可进行微型焊接。
激光束经聚焦后可获得很小的光斑,且能精确定位,可应用于大批量自动化生产的微、小型工件的组焊中。
6、可焊接难以接近的部位,施行非接触远距离焊接,具有很大的灵活性。
尤其是近几年来,在YAG激光加工技术中采用了光纤传输技术,使激光焊接技术获得了更为广泛的推广和应用。
7、激光束易实现光束按时间与空间分光,能进行多光束同时加工及多工位加工,为更精密的焊接提供了条件。
但是,激光焊接也存在着一定的局限性:1、要求焊件装配精度高,且要求光束在工件上的位置不能有显著偏移。
这是因为激光聚焦后光斑尺雨寸小,焊缝窄,为加填充金属材料。
若工件装配精度或光束定位精度达不到要求,很容易造成焊接缺憾。
2、激光器及其相关系统的成本较高,一次性投资较大。
二、激光焊接热传导激光焊接是将高强度的激光束辐射至金属表面,通过激光与金属的相互作用,使金属熔化形成焊接。
在激光与金属的相互作用过程中,金属熔化仅为其中一种物理现象。
激光焊接原理与主要工艺参数
1.激光焊接原理激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。
功率密度小于104~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107 W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。
其中热传导型激光焊接原理为:激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。
用于齿轮焊接和冶金薄板焊接用的激光焊接机主要涉及激光深熔焊接。
下面重点介绍激光深熔焊接的原理。
激光深熔焊接一般采用连续激光光束完成材料的连接,其冶金物理过程与电子束焊接极为相似,即能量转换机制是通过“小孔”(Key-hole)结构来完成的。
在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。
这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500 0C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。
小孔内充满在光束照射下壁体材料连续蒸发产生的高温蒸汽,小孔四壁包围着熔融金属,液态金属四周包围着固体材料(而在大多数常规焊接过程和激光传导焊接中,能量首先沉积于工件表面,然后靠传递输送到内部)。
孔壁外液体流动和壁层表面张力与孔腔内连续产生的蒸汽压力相持并保持着动态平衡。
光束不断进入小孔,小孔外的材料在连续流动,随着光束移动,小孔始终处于流动的稳定状态。
就是说,小孔和围着孔壁的熔融金属随着前导光束前进速度向前移动,熔融金属充填着小孔移开后留下的空隙并随之冷凝,焊缝于是形成。
上述过程的所有这一切发生得如此快,使焊接速度很容易达到每分钟数米。
2. 激光深熔焊接的主要工艺参数1)激光功率。
激光焊接中存在一个激光能量密度阈值,低于此值,熔深很浅,一旦达到或超过此值,熔深会大幅度提高。
只有当工件上的激光功率密度超过阈值(与材料有关),等离子体才会产生,这标志着稳定深熔焊的进行。
激光焊接都能焊接哪些材料【详解】
大家知道激光焊接都能焊接哪些材料吗?下面小编为大家简单介绍一下。
一:金属材料的激光焊接1.铝合金的激光焊接铝及其铝合至激光焊接的主要困难是它对10. 8pon波长的Co2激光束的反射率高。
铝是热和电的良导体,高密度的自由电子使它成为光的良好反射体,起始表面反射率超过90%,也就是说,深熔焊必须在小千10%的输人能量开始,这就要求很高的输入功率以保证焊接开始时必需的功率密度,而一且小孔生成。
它对光束的吸收率迅速提高,甚至可达到90%。
从而使焊接过程顺利进行。
铝及其合金焊接时。
随着温度的升高,氢在铝中的溶解度急剧增大,溶解千其中的氢成为焊缝的缺陷源。
焊缝中多存在气孔,深熔焊时根部可能出现空洞,焊道成形较差。
2.镁合金的激光焊接Mg合金密度比Al小36%,作为高比强材料受到关注。
因此进行了脉冲激光和连续C02激光焊接试验,对于板厚1.8MM的AZ31B-H244合金(3.27%Al, 0.79%Zn)各种缺陷较少的最佳焊接条件为平均功率0.8kW, 5ms, 120Hz, 300mm/s,焦点尺寸0. 42mm,连续C02激光焊接获得了良好的熔透焊缝。
还测定了YAG激光焊接区的硬度分布,发现HAZ组织窄,几乎没有软化。
3.钢的激光焊接(1)低合金高强度钢低合金高强度钢的激光焊接,只要所选择的焊接参数适当,就可以得到与母材力学性能相当的接头。
用常规焊接方法焊,其焊缝和HAZ组织是粗晶、部分细晶及原始组织的棍合体,接头的韧性和扰裂性与母材相比要差得多,而且焊态下焊缝和HAZ金属组织对冷裂纹特别敏感。
激光焊焊接接头不仅具有高的强度,而且其有良好的韧性和良好的抗裂性。
其有以下原因。
①激光焊焊缝细、HAZ姐织窄。
在冲击试验时,裂故并不沿焊缝砌I AZ姐织扩展,常常是扩展进母材。
冲击断口的扫描电镜观察充分说明了这一点,断口上大部分区域是未受热影响的母材,因此整个接头的抗裂性,实际上很大一部分是由母材所提供的。
②从接头的硬度和显微硬度的分布来看,激光焊其有较高的硬度和较陡的硬度梯度,这表明可能有较大的应力集中出现。
低碳钢焊接技术要点及缺陷分析

低碳钢焊接技术要点及缺陷分析低碳钢是一种常用的金属材料,其焊接技术在工业生产中应用广泛。
低碳钢焊接技术的要点和缺陷分析对于保证焊接质量、提高生产效率具有重要意义。
本文将从焊接技术要点和缺陷分析两个方面进行论述。
一、低碳钢焊接技术要点1.选择适当的焊接方法:低碳钢的常见焊接方法包括电弧焊、气体保护焊、激光焊等。
在选择焊接方法时需要考虑工件材料、厚度、焊接位置等因素,以确保焊接质量。
2.清洁焊接表面:在进行低碳钢焊接前,需要对焊接表面进行清洁处理,去除油污、氧化物等杂质,以保证焊接接头质量。
3.控制焊接参数:在进行低碳钢焊接时,需要控制焊接电流、电压、焊接速度等参数,以确保焊接熔池稳定、焊缝均匀。
4.选择合适的焊接材料:低碳钢焊接材料一般为焊丝、焊条等,需要根据焊接要求选择合适的焊接材料,以确保焊接接头质量。
5.进行后续处理:低碳钢焊接完成后,需要进行后续处理,如热处理、表面处理等,以提高焊接接头的性能和强度。
二、低碳钢焊接缺陷分析1.焊缝气孔:焊缝气孔是低碳钢焊接中常见的缺陷,主要是由于焊接熔池中含氧过多或焊接速度过快导致的。
解决方法包括控制焊接熔池环境、调整焊接速度等。
2.焊接裂纹:焊接裂纹是低碳钢焊接中严重的缺陷,会影响焊接接头的强度和密封性。
其主要原因是焊接过程中产生的应力超过了焊接材料的承受能力。
解决方法包括预热焊接材料、控制焊接参数等。
3.焊接变形:焊接变形是低碳钢焊接中常见的缺陷,会导致工件形状不规则或尺寸偏差。
其主要原因是焊接过程中产生的热应力导致的。
解决方法包括控制焊接温度、采用预热焊接等。
4.焊接渗透性差:低碳钢焊接中,焊接渗透性差会导致焊缝不牢固、焊接接头漏气等问题。
其主要原因是焊接材料的成分不均匀或焊接参数设置不当。
解决方法包括选择合适的焊接材料、调整焊接参数等。
综上所述,低碳钢焊接技术的要点包括选择适当的焊接方法、清洁焊接表面、控制焊接参数、选择合适的焊接材料、进行后续处理等;其主要缺陷包括焊缝气孔、焊接裂纹、焊接变形、焊接渗透性差等。
激光焊焊接实验报告(3篇)

第1篇一、实验目的本次实验旨在研究激光焊接技术在金属焊接中的应用,通过对不同金属材料的激光焊接实验,了解激光焊接的原理、工艺参数对焊接质量的影响,并掌握激光焊接的基本操作技能。
二、实验原理激光焊接是利用高功率密度的激光束对金属材料进行局部加热,使材料迅速熔化并形成焊缝的一种焊接方法。
激光焊接具有热影响区小、焊接速度快、变形小、焊缝质量高等优点。
三、实验材料及设备1. 实验材料:低碳钢、不锈钢、铝等金属板材。
2. 实验设备:激光焊接机、焊接电源、焊件夹具、焊件切割机、金相显微镜等。
四、实验步骤1. 根据实验要求,选择合适的激光焊接设备。
2. 根据金属材料的特性,确定激光焊接的工艺参数,如激光功率、扫描速度、光斑直径等。
3. 将金属板材切割成所需尺寸,并进行打磨处理。
4. 将金属板材放置在焊件夹具上,调整好夹具的固定位置。
5. 启动激光焊接机,进行激光焊接实验。
6. 焊接完成后,对焊缝进行外观检查,去除焊缝表面的氧化物和飞溅物。
7. 对焊缝进行力学性能测试,如拉伸试验、冲击试验等。
8. 对焊缝进行金相组织分析,观察焊缝的微观结构。
五、实验结果与分析1. 激光焊接工艺参数对焊接质量的影响实验结果表明,激光功率、扫描速度、光斑直径等工艺参数对焊接质量有显著影响。
(1)激光功率:激光功率越高,焊接速度越快,焊缝宽度越大,但焊接质量越好。
(2)扫描速度:扫描速度越快,焊接速度越快,焊缝宽度越小,但焊接质量较差。
(3)光斑直径:光斑直径越小,焊接质量越好,但焊接速度较慢。
2. 金属材料的激光焊接性能实验结果表明,不同金属材料的激光焊接性能存在差异。
(1)低碳钢:低碳钢具有良好的激光焊接性能,焊接质量较高。
(2)不锈钢:不锈钢的激光焊接性能较好,但需要注意避免氧化。
(3)铝:铝的激光焊接性能较差,容易产生气孔和裂纹。
3. 焊接接头的力学性能实验结果表明,激光焊接接头的力学性能较好,能满足工程应用要求。
(1)拉伸试验:激光焊接接头的抗拉强度较高,能满足工程应用要求。
低碳钢的焊接特点及工艺探究
低碳钢的焊接特点及工艺探究摘要:低碳钢在生产制造中广泛使用,其结构与成分特点为含碳量低,锰和硅的含量少,在进行焊接时不容易发生组织硬化、淬火,具有良好的冲击韧性与塑性。
本文对低碳钢的焊接特点以及焊接工艺进行了分析介绍关键词:低碳钢;焊接特点;焊接工艺引言:低碳钢一般轧成工字钢、钢管以及钢板等制造建筑构件,也用于制造压力容器、锅炉等大型器件,应用范围很大。
低碳钢的焊接需要注意焊接线能量、温度等,并根据低碳钢制造构件不同,选择合适的焊接工艺,以此提高焊接效果,保证低碳钢的性能。
一、低碳钢低碳钢为碳素钢,其含碳量<0.25%,具有硬度低、强度低、塑性及韧性好特点,也称“软钢”[1]。
低碳钢的焊接性良好,便于应用冷塑变形成型工艺。
二、低碳钢焊接特点低碳钢由于含碳量低,同时锰和硅的含量也比较少,因此在焊接时不容易出现硬化组织、淬火组织。
同时,低碳钢接头焊接时通常不需要预热、控制层间温度和后热,焊接完成后也不需要通过热处理对低碳钢组织进行处理,因为低碳钢焊接后接头有良好的冲击韧性与塑性。
低碳钢的焊接过程采用工艺简单、常见,不需要特殊工艺,焊接性非常好[2]。
但是,低碳钢焊接时,少数情况下会影响焊接性。
第一,低碳钢制造选择旧冶炼方式,低碳钢中含氮量高、杂质多,增加了低碳钢的冷脆性,焊接接头质量差、焊接性差。
第二,低碳钢脱氧不完全导致含氧量高,杂质不均匀分布,布局杂质含量超标,时效敏感性、冷脆性加大,有热裂纹倾向。
第三,低碳钢焊接时使用不合格焊条,导致焊缝金属中含碳量、含硫量过高,易产生裂纹。
例如对Q235-A钢进行焊接时,使用酸性焊条焊接,因为焊条药皮中锰铁含碳量过高,容易造成焊缝热裂纹。
三、低碳钢焊接工艺低碳钢焊接工艺多种多样,适用于不同低碳钢生产设备,需根据实际情况与焊接需求选择合适的焊接工艺,保证低碳钢焊接质量。
低碳钢焊接工艺常见的有焊条电弧焊工艺、多头MIG焊工艺、TIG焊封底背面成形工艺[3]。
(一)焊条电弧焊工艺焊条电弧焊工艺在低碳钢焊接中应用十分广泛,是一种基本焊接工艺,焊接工艺应用特点是操作方便、焊接灵活、焊接设备简单。
低碳钢焊接技术要点及缺陷分析

低碳钢焊接技术要点及缺陷分析低碳钢是一种普遍应用于各个领域的重要材料,其加工和加工焊接中的技术要点和缺陷分析非常重要。
本文将探讨低碳钢焊接技术要点及缺陷分析。
1. 预热低碳钢焊接过程中的预热对保证焊缝质量非常重要。
预热可以防止材料受到较大的热应力,减少焊接时产生的裂纹、变形以及其他缺陷等等。
2. 基材清洁清洁基材的表面,如去掉氧化物和油脂等污染物,可以提高焊接质量,减轻缺陷。
3. 制备焊接缝在低碳钢的焊接过程中,预设焊接接头几乎都需要制备好焊接缝。
焊接缝的形状和几何形状对焊缝的强度和可靠性产生直接影响,因此制备的质量也必不能忽视。
4. 选择合适的焊接方法低碳钢的焊接方法越来越多,如气焊,电弧焊,激光焊,电阻焊,激光带喷钴焊等几种。
要根据材料的需求和使用场景、工艺等条件来确定最合适的焊接方法。
5. 控制焊接参数在任何焊接方法中,控制焊接的参数,例如电流,电压和记录温度等是至关重要的。
不同焊接方法具有不同的焊接质量和性能,需要在不同的参数下进行研究和测试。
1. 焊孔,缺陷和裂纹焊缝中的缺陷会影响机械性能和耐腐蚀性能以及美观度和寿命。
2. 气孔和夹渣焊接时,由于材料受到热影响,而且熔化状态中含有大量气体和杂质,这会导致气孔和夹渣产生。
3. 冷裂冷裂是加工完成后发现的倾向性缺陷之一。
冷裂通常发生在焊接结束后,材料温度慢慢降低时。
通常,冷裂会在焊接缝的裂开口处产生。
4. 变形低碳钢焊接后易产生变形,影响零件的尺寸精度和产品重量。
这种变形会导致零件装配尺寸偏差较大,从而导致装配不能或在使用过程中出现错误。
结论总体来看,低碳钢的焊接技术是非常重要的,因此在处理低碳钢时,需要注意焊接的技术要点和缺陷分析。
在技术手段方面,应该选择正确的焊接方法,从而保证焊接质量;在加工过程中,应该避免必要的缺陷产生,否则这可能导致材料确认失败,加工成本高,以及安全问题等问题的发生。
低碳钢焊接特点和焊接缺陷分析

低碳钢焊接特点和焊接缺陷分析摘要:低碳钢焊接是现阶段焊接工艺发展以及应用逐步完善技术形式。
在保证焊接工艺质量的同时方能够更好的促进焊接工艺的发展,从而提高焊接工艺具有应用效果。
因此,本文主要对低碳钢的焊接性与焊接缺陷进行了简要的分析,希望可以为相关人员提供一定的参考。
关键词:低碳钢;焊接性;焊接缺陷1、低碳钢的概述使用的低碳钢属于钢铁材料,为碳素钢的一种。
因为材料含碳量大约为25%,加之强度很低、质地比较软,所以被称作为软钢。
一般来说,低碳钢包括大多数普通碳元素结构的钢铁和某些具有优质碳素结构的钢铁。
上述钢铁不需要加工便能够直接应用,因为加热后冷却便利极易成型,因此可运用多样化方式成型。
低碳钢的焊接性较好,被广泛的应用。
2、低碳钢的焊接性的分析按照厚度划分,低碳钢板大致划分为厚板(厚度大于6mm)、中厚板(厚度范围为3-6mm)、薄板(厚度小于3mm)。
从低碳钢材料的使用来说,其之所以具有较好的焊接性,主要和其采用的焊接方法以及焊接材料,有着紧密的联系。
基于此,分析低碳钢材料的焊接性时,要围绕焊接工艺和材料等入手。
现以范伟等学者的低碳钢薄板焊接性能研究,进行如下分析。
2.1 焊接工艺参数确定从低碳钢焊接作业的角度来说,完成焊接设备以及焊接材料的准备后,要设计焊接工艺方案,为后续作业的开展提供依据。
在确定焊接参数时,要做好认真对待,最大程度上保证焊接作业的质量。
学者研究设定的焊接参数如下(部分参数):1)厚度0.5mm。
电流40A;电压15V;速度25mm/min;气流量5L/min;矫正电压35V。
2)厚度1mm。
电流42A;电压16V;速度38mm/min;气流量5L/min;矫正电压40V。
3)厚度1.5mm。
电流45A;电压18V;速度45mm/min;气流量6L/min;矫正电压55V。
4)厚度为2mm。
电流55A;电压19V;速度55mm/min;气流量6L/min;矫正电压60V。
此研究以常用碳钢板为对比材料,展开相应的分析。
光束摆动法减小激光焊接气孔倾向
光束摆动法减小激光焊接气孔倾向随着大功率激光器的发展,激光深熔焊技术在工业领域越来越得到广泛的使用,激光焊接的熔深也进一步增加,但激光深熔焊尤其是激光焊接厚板易出现气孔问题。
激光焊接气孔问题愈来愈被人们所重视。
焊接气孔是典型的焊接冶金缺陷,而激光焊接气孔主要有两类,氮气孔和氩气孔。
激光焊接氮气孔的产生主要是由于保护不良而引起的。
在焊接过程中,氮从外部侵入熔池,氮在液态铁中的溶解度与氮在固态铁的溶解度有很大的差异,因而在金属的冷却凝固过程中,由于氮的溶解度随温度的下降而降低,当熔池金属冷却到开始结晶时,溶解度将发生大幅度的突然下降,此时气体大量析出形成气泡,如果气泡的上浮速度小于金属结晶速度,则生成气孔。
激光焊接氩气孔与氮气孔的产生机理不同。
日本Matsunawa等学者的研究表明,激光焊接的小孔内部处于一种不稳定振动状态,小孔和熔池的流动非常剧烈,小孔内部的金属蒸汽向外喷发引起小孔开口处的蒸汽涡流,将保护气体(Ar) 卷入小孔底部,随着小孔向前移动,这些保护气体将以气泡形式进入熔池。
因Ar 溶解度极低,再加上激光焊接的冷却速度很快,气泡来不及逸出而被残留在焊缝,形成气孔。
目前,解决激光焊接气孔问题主要有两种方法。
一是利用冶金原理,采用活性气体,使得气体能够溶解于焊缝或与熔池金属发生反应生成化合物。
例如,在低碳钢激光焊接中采用CO2 作保护气体,减小气孔倾向。
但采用CO2 作保护气体可能会出现焊缝含氧量增加从而导致焊缝韧性下降。
二是采用脉冲激光焊接,改变了小孔的行为,减少保护气体被卷入小孔。
这种方法目前还不能完全消除气孔。
作者提出了利用光束摆动的方法来减小或消除激光深熔焊中的气孔倾向。
目前,摆动激光焊接主要应用于有降低焊件装配间隙要求构件上,而光束摆动激光焊接抑制气孔的研究仍未见有报道。
由于在激光焊接中加入摆动,束流对焊缝的往复摆动一方面使部分焊缝发生反复重熔,延长了焊接熔池液态金属停留的时间,同时,束流的偏转也增加了单位面积输入热,减小了焊缝的深宽比,有利于气泡的浮出,从而起到消除气孔的作用。
低碳钢与铝合金异种金属搭接激光滚轮焊接
低碳钢与铝合金异种金属搭接激光滚轮焊接徐国建;张国瑜;李午红;杭争翔;邱晓杰【摘要】为了提高低碳钢与铝合金异种金属的焊接性能,采用激光滚轮焊接工艺对低碳钢和铝合金搭接接头的焊接性能进行了研究,通过试验确定最佳工艺参数.采用激光显微镜和拉伸试验机分别分析了焊接接头组织和拉伸剪切性能.结果表明,随着激光功率的减少或焊接速度的增加,金属间化合物层厚度和接合宽度随之减小.随着滚轮压力的增加,金属间化合物层厚度随之增加.当金属间化合物层厚度为4~6μm,热输入量范围为375~800 J/cm时,拉伸剪切试样断裂位置均位于低碳钢母材侧.【期刊名称】《沈阳工业大学学报》【年(卷),期】2019(041)002【总页数】5页(P154-158)【关键词】激光滚轮焊接;异种金属;搭接接头;拉伸剪切性能;金属间化合物;接合宽度;滚轮压力;热输入量【作者】徐国建;张国瑜;李午红;杭争翔;邱晓杰【作者单位】沈阳工业大学材料科学与工程学院,沈阳110870;沈阳工业大学材料科学与工程学院,沈阳110870;南京中科煜宸激光技术有限公司煜宸研究院,南京210038;沈阳工业大学材料科学与工程学院,沈阳110870;南京中科煜宸激光技术有限公司煜宸研究院,南京210038【正文语种】中文【中图分类】TG457近年来,随着能源短缺和环境污染问题的日益突出,节能减排成为经济社会发展的内在要求[1].对于交通行业而言,尤其是汽车减重要求日益迫切,大量轻量化技术得到了重视和应用.铝合金密度只有钢铁材料的1/3,具有及其突出的减重效果,被世界各国公认为是促进汽车轻量化最有效的材料之一[2-4].但与钢材相比,铝合金焊接性较差,焊接强度较低,且成本接近钢材的10倍.因此,全铝车体结构并未得到广泛应用,在铝合金无法满足性能要求的车体结构中需要采用碳钢弥补,即一般采用铝合金与碳钢复合材料结构,本田里程(LEGENT)等车型已采用此种复合材料结构[5].实现上述车体结构的首要问题是解决铝合金与碳钢的连接.至今,采用熔焊方法进行铝合金与碳钢的异种金属连接仍较为困难[6-7].部分学者研究了铝合金和低碳钢异种金属材料的CO2激光滚轮焊接,并对金属间化合物的形成机理[8]、CO2激光滚轮焊接特性、接合界面中金属间化合物的微观结构和焊接速度对金属间化合物成分及焊接接头性能的影响进行了研究.本文采用光纤激光滚轮焊接工艺方法(半熔化焊接),该方法能够显著提高异种金属铝合金与碳钢焊接接头的力学性能.半熔化焊接方法[9]可分为三个阶段:第一阶段,熔化的铝合金润湿固态碳钢表面;第二阶段,铁原子扩散到液态铝合金表面并被捕捉;第三阶段,铁原子由液态铝合金表面向纵深方向扩散.半熔化焊接方法有助于金属间化合物Fe3Al和FeAl的形成,并抑制FeAl2、Fe2Al5和FeAl3的形成[10].1 试验1.1 试验方法试验材料为SPCC低碳钢和A5052铝合金,SPCC板尺寸为200 mm×40mm×0.5 m m,抗拉强度为168 MPa,化学成分为w(C)=0.04%,w(Mn)=0.19%,w(S)=0.001 3%,w(P)=0.013%,余量为Fe.A5052铝合金尺寸为200 mm×40 mm×1 mm,抗拉强度为260 MPa,化学成分为w(Si)=0.09%,w(Fe)=0.27%,w(Cu)=0.02%,w(Mn)=0.01%,w(Mg)=2.48%,w(Cr)=0.21%,w(Ti)=0.01%,余量为Al.在焊接过程中SPCC低碳钢板在上、A5052铝合金板在下,搭接接头的搭接宽度为3 mm,搭接间隙为0 mm.为了加快焊接区的冷却速度,试验台面采用紫铜材料,激光照射面(低碳钢板表面)涂覆激光吸收涂料.为了防止焊接过程中发生氧化,在接合面的铝板侧涂覆粒度为15~21 μm的KAlF4·K2AlF5·H2O铝钎剂,从而增加熔化金属的润湿性.1.2 试验设备试验设备由光纤激光器、机器人与滚轮装置等组成.激光滚轮焊接原理如图1所示. 图1 激光滚轮焊接原理Fig.1 Schematic principle of laser-roll welding光纤激光器额定输出功率为2 kW、波长均值约为1.07 μm、传输光纤芯径为100 μm,操作光纤芯径为150 μm,准直镜焦距为100 mm,聚焦镜焦距为400 mm.激光束能量呈非高斯分布形态,其焦点直径约为0.29 mm.激光焊接加工头安装在六轴焊接机器人的第六臂上,激光束从前方以60°入射角照射,XY工作台的Y轴由伺服电机驱动.为了满足高温性能需求,加压部分采用SUS304不锈钢,其宽度为3 mm,直径为75 mm.为了增加散热效果,两侧夹持部分采用直径为69 mm的紫铜.保护气体喷嘴管直径为8 mm并与水平面方向夹角为45°,喷嘴末端与焊接区距离为15 mm,从而保证不对激光束产生干涉.1.3 焊接条件激光滚轮焊接工艺参数如表1所示.在表1所示的焊接工艺参数下,研究了焊接接头的外观成形、微观组织及力学性能.焊接过程中选用CW光纤激光器,光斑形状为准椭圆形,光斑长轴为3.9 mm,短轴为2.2 mm.表1 激光滚轮焊接工艺参数Tab.1 Technological parameters for laser-rollwelding激光功率kW焊接速度(mm·s-1)滚轮压力MPa光轮距离mmAr气流量(L·mm-1)1.5~210~6090~18025151.4 焊接接头评定方法利用OLYMPUS型激光显微镜对焊缝外观形貌及显微组织进行观察与分析,采用电子探针显微分析仪分析合金元素的分布状态并推断金属间化合物的组成,利用AG-IS-50 kN拉伸试验机分析焊接接头的拉伸剪切性能.2 结果与分析2.1 焊接接头外观形貌当激光输出功率为2 kW,焊接速度为40 mm/s,滚轮压力为150 MPa,其他参数如表1所示时,焊缝正面和背面的焊缝外观形貌如图2所示.由图2可知,焊接接头外观形貌良好.图2 焊接接头外观形貌Fig.2 Appearance of welded joint2.2 焊接接头横断面显微组织当激光输出功率为2 kW,焊接速度为30 mm/s,滚轮压力为150 MPa,其他参数如表1所示时,焊接接头宏观横断面照片如图3所示.由图3可知,SPCC低碳钢和A5052铝合金的焊接接头在滚轮压力作用下产生了一定变形,导致熔合线稍微弯曲.此外,A5052铝合金在图3虚线右侧结合面附近发生熔化,使得A5052铝合金与SPCC低碳钢紧密结合.但SPCC低碳钢板在结合面附近未发生熔化.图3 焊接接头横断面照片Fig.3 Cross-section image of welded joint激光束照射在两板搭接部分的中心位置,光斑中心位置及两侧的显微组织如图4所示,相关焊接参数与图3相同.由图4可知,在搭接接头接合面处形成了金属间化合物.经测量金属间化合物层厚度后发现,SPCC低碳钢端头侧约为3.7 μm,焊缝中心处约为8.1 μm,A5052铝合金端头侧约为4.2 μm,由此可知,焊缝中心处金属间化合物层最厚.这是由于试验所用光纤激光器的光斑能量分布虽然类似平顶型,但与焊缝边缘金属相比,由于焊缝中心位置的金属散热条件较差,热量易集聚,导致加热温度较高,冷却速度较慢,使得金属间化合物具有较长时间生长. 图4 焊接接头横断面金相照片Fig.4 Metallographic images for cross-sectionsof welded joint2.3 激光功率和焊接速度对IMC层厚度的影响当激光输出功率为1.5~2 kW,焊接速度为20~50 mm/s,滚轮压力为150 MPa,其他参数如表1所示时,焊缝中心位置的金属间化合物层厚度变化规律如图5所示.由图5可知,当焊接速度一定时,随着激光输出功率的减少,金属间化合物层厚度也随之减少.当焊接速度为25 mm/s,激光输出功率从2 kW降至1.5 kW时,金属间化合物层厚度从19.1 μm降至8.6 μm.此外,当激光输出功率一定时,随着焊接速度的增加,金属间化合物层厚度也随之减少.当激光输出功率为2 kW,焊接速度从25 mm/s增至35 mm/s时,金属间化合物层厚度从19.1 μm 降至7.2 μm,这是由于激光输出功率的降低和焊接速度的增加导致焊接热输入量减少的缘故.图5 激光功率与焊接速度对焊接接头IMC层厚度的影响Fig.5 Effect of laser power and welding speed onthickness of IMC layer of welded joint2.4 激光功率和焊接速度对接合宽度的影响接合宽度定义示意图如图6a所示.当激光输出功率为1.5~2 kW,焊接速度为20~50 mm/s,滚轮压力为150 MPa,其他参数如表1所示时,接合宽度的变化规律如图6b所示.由图6b可知,当焊接速度一定时,随着激光输出功率的降低,接合宽度随之缩短.当焊接速度为25 mm/s,激光功率由2 kW降至1.5 kW时,接合宽度由3.5 mm缩短至2.9 mm.此外,当激光功率一定时,随着焊接速度的增加,接合宽度随之缩短.当激光功率为2 kW,焊接速度由25 mm/s增加至35 mm/s时,接合宽度由3.5 mm缩短至2.8 mm.这是由于随着激光功率的降低和焊接速度的加快,都会使得焊接热输入量降低,导致焊接接头接合宽度变小.图6 焊接接头接合宽度Fig.6 Bonding width of welded joint2.5 滚轮压力对IMC层厚度的影响当激光输出功率为2 kW,滚轮压力为104~169 MPa,焊接速度为20~30mm/s,其他参数如表1所示时,焊接接头的金属间化合物层厚度变化规律如图7所示.图7 滚轮压力与焊接速度对焊接接头IMC层厚度的影响Fig.7 Effect of roll pressure and welding speed onthickness of IMC layer of welded joint由图7可知,当焊接速度不变时,随着滚轮压力的增大,金属间化合物层厚度也随之增加.当焊接速度为25 mm/s,滚轮压力从104 MPa增至169 MPa时,金属间化合物层厚度由9.8 μm增至31.1 μm.这是由于随着滚轮压力的增大,SPCC 低碳钢和A5052铝合金产生的弹性变形或塑性变形也随之增大,使得两种材料接触更加紧密,且接触时间增长,原子扩散更加充分,金属间化合物生长时间较长. 2.6 拉伸剪切试验当激光输出功率的变化范围为1.5~2 kW,焊接速度的变化范围为20~50 mm/s,滚轮压力为150 MPa,其他参数如表1所示时,焊接接头的拉伸剪切试验结果如图8所示.图8 焊接接头工艺窗口Fig.8 Technological window for welded joint对图8中满足要求的16组试样进行拉伸剪切试验,试验结果表明其断裂位置均位于低碳钢母材侧.当激光输出功率为2 kW,焊接速度为40 mm/s,滚轮压力为150 MPa,其他参数如表1所示时,其拉伸剪切试样的断裂外观形貌与载荷伸长量曲线分别如图9、10所示.由图10可知,断裂拉伸载荷为1 684 N,断裂位置位于SPCC母材侧.图9 拉伸剪切试验后试样Fig.9 Specimen after tensile and shear test图10 焊接接头拉伸剪切试验载荷伸长量曲线Fig.10 Load-elongation curve in tensileand shear test of welded joint2.7 焊接工艺参数对热输入量的影响通过拉伸剪切试验获得的焊接速度与热输入量之间的关系如图11所示.在最佳工艺参数区域内拉伸剪切试样均断裂在SPCC低碳钢板母材侧,且最佳热输入量范围为375~800 J/cm.当热输入量超过800 J/cm时,由于热输入量过大,使得SPCC低碳钢板过多熔化,金属间化合物层厚度过厚,导致拉伸剪切强度下降甚至造成无法接合.当焊接热输入量小于375 J/cm时,由于热输入量不足,热量无法通过SPCC钢传导至A5052铝合金,从而导致搭接接头未熔合或熔合不良.图11 焊接速度与热输入量的关系Fig.11 Relationship between weldingspeed and heat input当焊接参数在合适的热输入量区域内时,SPCC低碳钢表面熔化,结合面附近不熔化,而A5052铝合金在结合面附近熔化.焊接接头拉伸剪切强度与金属间化合物层厚度之间的关系如图12所示.当金属间化合物层厚度为4~6 μm时,获得的焊接接头具有较高的拉伸剪切强度.当金属间化合物层厚度高于6 μm时,其拉伸剪切强度随之降低.这是由于接合界面处脆性金属间化合物的增加导致接合面处变得较脆,不能承受较大的拉伸剪切载荷.当金属间化合物层厚度低于4 μm时,其拉伸剪切强度也随之降低.这是由于此时热输入量较小,导致接合处未能达到完全接合,因而不能承受较大的拉伸剪切载荷.图12 IMC层厚度对焊接接头拉伸剪切强度的影响Fig.12 Effect of thickness of IMC layer on tensileand shear strength of welded joint3 结论针对SPCC低碳钢与A5052铝合金异种金属进行激光滚轮焊接试验,并对焊接接头的宏观形貌与力学性能进行分析,得到以下结论:1) 搭接接头接合面处形成的金属间化合物层在焊缝中心处厚度最大.随着激光功率的减少或焊接速度的增加,金属间化合物层厚度与接合宽度随之减少,随着滚轮压力的增加,金属间化合物厚度随之增加.2) 焊接接头的断裂拉伸载荷为1 684 N,最佳热输入量范围为375~800 J/cm.【相关文献】[1]丛云云,原毅军,苗颖.政府减排目标、产业结构与污染减排 [J].沈阳工业大学学报,2015,37(2):127-132.(CONG Yun-yun,YUAN Yi-jun,MIAO ern-ment emission reduction targets,industrial structure and pollution reduction [J].Journal of Shenyang University of Technology,2015,37(2):127-132.)[2]Vovk V,Hoffmann R,Yasen A.Method of welding and spinning combination for complex aluminium alloys lightweight components [J].Materials Today Proceedings,2015,2:162-168.[3]Böhm W,Merklein M,Lechner M.Innovative alumi-nium lightweight design by the combination of accumu-lative roll bonding and local intermediate heat treatment[J].Materials Today Proceedings,2015,2(10):4992-4997.[4]郑晖,赵曦雅.汽车轻量化及铝合金在现代汽车生产中的应用 [J].锻压技术,2016(2):1-6. (ZHENG Hui,ZHAO Xi-ya.Lightweight automobile and application of aluminum alloys in modern automobile production [J].Forging & Stamping Technology,2016(2):1-6.)[5]Mueller M G,Fornabaio M,Žagar G,et al.Microscopic strength of silicon particles in an aluminium-silicon alloy [J].Acta Materialia,2016,105:165-175.[6]Sakiyama T,Murayama G,Naito Y,et al.Dissimilar metal joining technologies for steel sheet and aluminum alloy sheet in auto body [J].Nippon Steel Technical Report,2013,103:91-98.[7]Sinha V C,Kundu S,Chatterjee S.Microstructure and mechanical properties of similar and dissimilar joints of aluminium alloy and pure copper by friction stir welding[J].Perspectives in Science,2016,47:543-546.[8]何翠翠.铝/镀锌钢板熔钎焊接头金属间化合物形成机理的研究 [D].兰州:兰州理工大学,2013. (HE Cui-cui.Study on the formation mechanism of intermetallic compound in the interface of aluminium/galvanized steel molten braze welding [D].Lanzhou:Lanzhou University ofTechnology,2013.)[9]王金保.焊缝半熔化区未熔合解剖分析 [J].无损检测,1992(3):79-80.(WANG Jin-bao.Dissection analysis of lack of fusion in the incomplete fusion zone of a weld [J].NDT,1992(3):79-80.)[10]徐国建,麻明章,杭争翔,等.铝合金与低碳钢异种金属材料的激光压轮焊接 [J].焊接学报,2015,36(2):23-26.(XU Guo-jian,MA Ming-zhang,HANG Zheng-xiang,et ser-roll welding of low carbon steel and aluminum alloy dissimilar metals [J].Journal of the China Welding Institution,2015,36(2):23-26.)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4. 作业思考题
1)低碳钢材料的焊接性良好,请说明原因有哪些?
2 )低碳钢激光焊接头与手工电弧焊接头相比强度更高,可
能的原因有哪些?
低碳钢的激光焊接
课程名称:激光加工技术 主讲人:王文权 单位:浙江工贸职业技术学院
低碳钢的激光焊接
1. 教学目标了解低碳钢材的焊接性,掌握低碳钢激光焊接工艺
的特点。
2.低碳钢的激光焊接工艺
2.1 低碳钢的焊接性
1)成分特点
以Q235为例
表1 典型低碳钢的化学成分
2)焊接性 可焊性和焊接接头的使用性
2.3 低碳钢组织转变特点
激光焊接冷却 速度很快,有 可能形成M
图2 低碳钢焊接接头组织转变示意图
2.4 低碳钢激光焊接头特点
焊接热影响区窄,晶粒细小,杂质含量较母材下降,强 度一般高于母材,特别是有M形成时。
3. 小结
低碳钢焊接性良好,常用焊接方法都能获得满意的焊接
接头,激光焊接只需正常选择参数,接头强度一般略高于
图1 影响材料焊接性的因素
综合评价:低碳钢的焊接性良好,一般方法均可,无需特殊工艺 措施
2.2 激光焊接参数
5mm厚低碳钢板对接,建议参数如下: 激光功率: fiber laser 2.5KW 焊接速度:2.2m/min. 离焦量:-1mm
保护气体:100%Ar (20L/min.侧吹,
与板材平面成40度角) 装配间隙:<0.5mm 根据试焊情况微调焊接速度。