几种饮料的生产工艺流程及关键控制点
果汁饮料的生产工艺及生产过程注意事项

果汁饮料的生产工艺及生产过程注意事项一、概念果汁饮料是以果汁、果汁浓缩液为主要原料,加入水、糖、酸味剂、香料、色素等辅料,通过混合、融合、调配、灌装等一系列工艺加工而成的饮品。
二、营养价值果汁饮料是一种含有丰富的营养物质的饮品,比如天然的葡萄糖、果糖、维生素、矿物质等。
其中所含的维生素C、维生素A、钾、镁等都是人体必需的营养物质,在日常生活中饮用果汁饮料可以增强身体免疫力、改善消化、缓解疲劳等。
三、生产工艺流程1. 原料清洗:将水果进行果实清洗去除杂质、化肥残留、农药等。
2. 切割、磨浆:将清洗干净的水果切成小块,并使用榨汁机将其碾磨为果泥。
3. 榨汁、漂白:将果泥送入蒸煮器中进行榨汁,将榨出的果汁放入搅拌罐中,加入漂白剂进行漂白。
4. 混合调味、杀菌:将漂白过的果汁加入糖、水、酸味剂、香料、色素等辅料,进行混合调味,然后进行杀菌处理。
5. 灌装、包装:将杀菌处理过的果汁饮料通过灌装设备进行灌装,然后进行包装,成品制成。
四、需要用到的设备和器具1. 水果清洗机:用于清洗水果。
2. 榨汁机:用于将水果碾磨成果泥。
3. 蒸煮器:用于榨汁。
4. 搅拌罐:用于混合调味。
5. 杀菌机:用于杀菌处理。
6. 灌装设备:用于灌装。
7. 包装设备:用于包装。
五、关键控制点和关键控制措施1. 原料采购:必须选用新鲜、无病虫害、无污染的水果。
2. 原料清洗:要求水果清洗干净,去除杂质和农药残留。
3. 榨汁、漂白:果汁榨出后必须进行漂白处理。
4. 混合调味、杀菌:必须按照比例加入糖、酸味剂、香料、色素等辅料,并进行杀菌处理。
5. 灌装、包装:严格控制产品的卫生安全,确保产品达到卫生标准。
六、现场卫生要求1. 现场必须保持干净整洁。
2. 原料进场前必须进行检验和清洗。
3. 操作人员必须有严格的卫生要求,必须穿戴洁净卫生的工作服、手套、口罩等。
4. 对设备和器具进行定期清洗、消毒。
5. 要采取措施防止害虫和小动物、灰尘等进入生产现场,保证食品安全。
饮料质量控制方案
饮料质量控制方案1. 引言饮料作为一种广泛消费的食品,其质量问题关系到消费者的健康和企业的声誉。
因此,制定一套饮料质量控制方案是非常必要的。
本文将介绍一套饮料质量控制方案,以确保饮料的质量符合相关标准。
2. 质量控制流程2.1 原料采购和检验- 针对每批次的原料,从可靠的供应商采购,并确保其符合相关的质量标准。
- 对每批次的原料进行严格的检验,包括外观检查、感官评价和化验分析等。
只有通过检验的原料才能用于生产。
2.2 生产过程控制- 在生产过程中,严格执行相关的工艺标准,确保每个环节的操作符合要求。
- 设立生产过程中的关键控制点,对关键参数进行实时检测和记录,及时调整和纠正异常情况。
2.3 产品检验- 对每批次的成品进行全面的检验,包括外观、气味、口感、化验等各项指标。
- 对不合格的产品进行记录和处理,以确保不合格产品不会流入市场。
3. 质量控制标准3.1 国家标准- 饮料质量控制应符合国家相关的食品安全标准和质量标准,确保产品的安全和合格。
3.2 内部标准- 企业可以根据自身的特点和需求,制定内部的质量控制标准,要求甚至超过国家标准,以提升产品质量和竞争力。
4. 质量控制记录和信息管理- 对每一批次的原料采购、检验,生产过程控制和产品检验等环节,都应有详细的记录。
- 建立完善的质量控制信息管理系统,确保各项记录可追溯,便于质量问题的溯源和处理。
5. 培训和宣传教育- 为相关员工提供专业培训,加强其对质量控制方案的认识和理解,提升员工的操作技能和质量意识。
- 定期开展质量宣传教育活动,加强员工对饮料质量重要性的认知,形成全员质量管理的氛围。
6. 不断改进- 饮料质量控制方案需要不断改进和优化,适应市场需求和科技进步的要求。
- 建立有效的质量反馈机制,及时采纳和处理消费者的反馈意见,以提升产品质量和顾客满意度。
本饮料质量控制方案为企业确保产品质量的参考框架,具体实施细则应根据企业实际情况进行进一步制定。
固体饮料生产工艺流程

固体饮料生产工艺流程
生产工艺流程
★
★★★
★★★
★ 关键控制点
植物固体饮料提取工艺
★
★
★ 关键控制点
一、原辅料:蔗糖、葡萄糖、麦芽糊精、提取物等
二、生产流程要点:
粉碎配料搅拌制软材制湿颗粒
合格
干燥整粒装袋检验入库
操作过程:(1)启动过程中进行空运转,正常后将蔗糖、葡萄糖送入粉碎机内进行粉碎。
(筛网根据情况面定)蔗糖、葡萄糖的下料需保持均匀,过快
会堵塞筛网,使设备产生故障。
如下料不均匀,也会出现蔗糖、葡萄糖
颗粒不碎,影响制粒效果。
(2)将粉好的蔗糖、葡萄糖粉与其它原辅料倒入混合机内混合,干混5~10
分钟,然后加入质粒液和酒精剂适量进行湿混10~15分钟,(视情况而定,
保证握之成团,触之及散的程度)
(3)混合后的软材倒入容器内,用摇摆式颗粒机将软材制成湿颗粒,(筛
网且数视情况而定)
(4)开启沸腾干燥床,用蒸汽将设备内和蒸汽管道的冷凝水排出干净,
以便沸腾订内和温度受热均匀。
(湿颗粒进入沸腾床前需对沸腾床进行
70~80℃的预热30分钟,防止微生物的产生)然后将湿颗粒送入沸腾干
燥床内进行烘干。
待温度达到80℃时,时间控制3~5分钟后,但根据工
艺的变化而时间也随之变化。
然后将温度冷却50℃后方可放料整粒、装
袋、检验合格后入库。
关键控制:干混时间5~10分钟、湿混时间10~15分钟、粉碎细度100目、干燥温度70~80℃。
生产前的准备:对所有的设备进行清洁,直接接触的料口,容器需进行消毒,防
止微生物的产生。
工艺流程图 饮料生产必备
关键工序
关键设备
关键工艺参数
处理水
水处理设备
处理后水的电导率<20us/cm
原料采购
采购获证企业合格产品,并索要营业执照,生产许可证,组织机构代码证,随批检验报告。半年一次的官方检验报告。白砂糖添加量≥2.0%
调配
不锈钢配料罐
按配方准确配料,添加剂使用符合GB2760要求。
杀菌
超高温瞬时杀菌
温度132-135℃,时间3-4秒
超高温瞬时杀菌
温度132-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
超高温瞬时杀菌
温度132-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
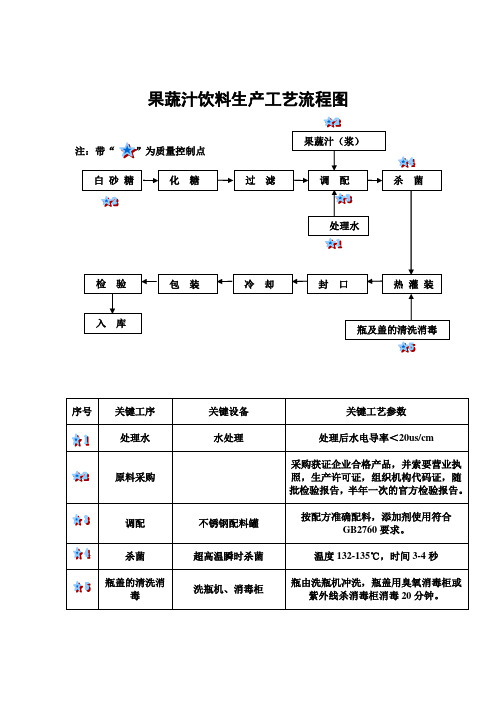
茶饮料生产工艺流程图
注:带“”为质量控制点
序号
关键工序
关键设备
关键工艺参数
处理水
水处理
处理后水的电导率<20us/cm
原料采购
采购获证企业合格产品,并索要营业执照,生产许可证,组织机构代码证,随批检验报告。半年一次的官方检验报告。
调配
不锈钢配料罐
按配方准确配料,添加剂使用符合GB2760要求。
-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
纯净水的生产工艺流程图
注:带“”为质量控制点
质量控制表
序号
工序名称
关键设备
关键工艺参数
水源水
水井
符合GB5749-2006
固体饮料产工艺流程图

固体饮料工艺流程图(干法车间)一、原料验收:控制农药、重金属残留危害在原料验收过程中,必须按《原辅材料验收标准》进行严格检测,审查原料采购合同及供应商提供的合格证书,每批原料由质检科负责抽样按验收标准进行检验,出具进货检验报告,检验达到公司原辅料验收标准后,方可入库,否则予以退货。
二、微波烘干灭酶:微波烘干机温度控制在120℃—160℃之间,并在台班记录上记录,随时观察烘干效果,严格按操作程序操作。
三、配料混合:生产前人员手、设备、工具用72T o酒精进行消毒,按不同的产品进行不同的比例生产,要配料均匀不得多配或少配现象,计量要准确,按生产通知单规定的数量进行配料,此项工作由监测员进行复查,各种原料缺一不可,每桶混合20分钟,严格按《生产通知单》生产。
四、微波杀菌:控制致病、微生物的危害经配料混合的原料,再经微波杀菌进行杀菌,杀菌温度控制在85℃—95℃之间,杀菌时间为3分钟—5分钟,并如实填写在台班记录上,生产时操作工不得离开现场。
生产结束后对微波杀菌机用72T酒精进行清扫消毒,并填写《微波杀菌台班记录》。
五、筛粉、凉粉:控制生物性和物理性的危害每班次检查筛网的完好,每天在生产前后及生产过程中随时检查筛网是否完好,控制筛网断落到营养粉中造成物理性危害。
六、包装每班用72T o酒精对所有工具、设备进行彻底消毒,包装材料要提前进行24小时消毒。
由包装车间控制保证包装材料进入车间24小时后查看进料单无误后使用,并记录使用时间备查。
成品进入包装后,严格按包装程序进行包装,计量要准确每袋误差±2g,并填写《包装台班记录》。
七、人员卫生管理操作人员进入生产岗位前,要换好工作服、工作鞋、戴好工作帽,按照公司的洗手消毒程序对手、脚进行消毒后进入生产岗位作业。
质检科每日进入生产现场检查,对不符合生产卫生操作的人员进行考核,并当场纠正,填写《每日卫生检查记录》。
固体饮料工艺流程图(湿法车间)一、原料验收:控制农药、重金属残留危害在原料验收过程中,必须按《原辅材料验收标准》进行严格检测,审查原料采购合同及供应商提供的合格证书,每批原料由质检科负责抽样按验收标准进行检验,出具进货检验报告,检验达到公司原辅料验收标准后,方可入库,否则予以退货。
茶饮料关键控制点及其处理的研究
茶饮料关键控制点及其处理的研究
茶饮料是一种口感、口味、外观、气味等独特性能综合指标非常
高的饮品,因此消费者对茶饮料质量的要求也很高。
茶饮料的生产过
程中,关键控制点是质量管理的重要组成部分,它们具有重要的意义。
以下是茶饮料关键控制点及其处理的研究。
1、茶叶采摘及处理:要采摘自然茶叶,控制茶叶的水分在8%~10%左右,保存时应注意先用适量新鲜水浸泡5~10分钟,然后速成、
卧式干燥,使其最佳水分值达到6~7%,防止茶叶新鲜水分过多。
2、原料清洗和筛选:采用先进的机器设备,将茶叶按照规格进
行清洗、筛选,以确保茶叶质量。
3、提香:采用机械提香方法,合理地通过提取茶叶的精华,以
提升产品的质量和口感。
4、茶叶烘干:采用自动化烘干机精确控制茶叶的水分,并在循
环烟气中进行烘干,确保茶叶不会因湿润而发臭。
5、工艺流程控制:设置严格的过程控制系统,使用计算机技术,确保生产过程中的恒温、恒湿、恒速等指标的准确性。
6、微生物检验:进行人工及机械全面检验,检测茶饮料是否发
生微生物污染,以确保生产的安全性和卫生性。
为了保证茶饮料的质量,上述关键控制点的处理都非常重要,需
要严格按照操作规程,遵循质量管理规范,保障产品质量。
其他饮料类生产许可证审查细则

其他饮料类生产许可证审查细则一、发证产品范围实施食品生产许可证管理的其他饮料类产品是指乙醇含量不超过质量分数为0.5%的制品,且上述各单元未包括的其他类型软饮料产品。
主要包括特殊用途饮料类、咖啡饮料类、植物饮料类(非果蔬类的)、风味饮料类等。
二、基本生产流程及关键控制点(一)其他饮料类的生产工艺。
水处理→水辅料↓↓植物的水提取物(或其他浓缩液、粉等)→调配(或不调配)→过滤(或不过滤)→杀菌灌装(灌装杀菌)→封盖→检验→成品具体产品按企业实际的工艺流程生产,但其工艺流程必须科学合理。
(二)生产的关键控制点及容易出现的质量安全问题。
1. 生产的关键控制点原辅材料、包装材料的质量控制;生产车间,尤其是配料和灌装车间的卫生管理控制;水处理工序的管理控制;生产设备的清洗消毒;配料计量;杀菌工序的控制;瓶及盖的清洗消毒;操作人员的卫生管理。
2. 容易出现的质量安全问题。
设备、环境、原辅材料、包装材料、水处理工序、人员等环节的管理控制不到位,易造成化学和生物污染,而使产品的卫生指标等不合格;原料质量及配料控制等环节易造成特征性含量指标不达标、食品添加剂超范围和超量使用。
三、必备的生产资源(一)生产场所。
1.对于生产饮料产品的企业,应具备原辅材料及包装材料仓库、成品仓库、配料车间、杀菌及自动灌装封盖车间、包装车间等生产场所。
配料车间、杀菌及自动灌装封盖车间、包装车间进口处须安装手的清洗消毒设施(应采用非手动式开关)以及符合要求的鞋靴消毒池(或其他设施)。
2.生产车间依其清洁度要求应分为:非食品生产处理区(办公室、配电、动力装备等)、一般作业区(品质实验室、原料处理、仓库、外包装等)、准清洁作业区(杀菌及自动灌装封盖车间、配料车间、预包装清洗消毒车间等)、清洁作业区(灌装及封盖车间等)。
各区之间应给予有效隔离,防止交叉污染。
3.准清洁区和清洁作业区应相对密闭,设有空气处理装置和空气消毒设施,入口处应设有人员和物流净化设施。
饮料CCP点

灌装杀菌
HF—IB全自动液体包装机;自制杀菌锅;
灌装时应严格执行《定量包装商品计量监督规定》。二次灭菌温度控制在85—90℃、时间为25—30分钟;
XX食品有限公司
风味饮料生产工艺流程及关键控制点
△1△2△3
备注:标“△”为关健控制点
序号
工序名称
关键设备
工艺说明
△1
原料验收
-------------
必须符合国家相应标准要求
△2
调配
ACS—6型电子秤;BPS—TS03—100型电子台秤
严格执行GB2760《食品添加剂使用卫生标准》;准确使用计量器具,按量添加,不允许超量添加或超范围使用添加剂。
必须符合国家相应标准要求。
△2
水处理工序
RO3000A/H RO膜反渗透水设备;RO-6000反渗透净水设备
电导率≤15us/cm。
△3
调配
ACS—6型电子秤;BPS—TS03—100型电子台秤
严格按配方进行称量,食品添加剂符合GB2760《食品添加剂使用卫生标准》;
△4
杀菌灌装
ZGJZ—1A型智能化超高温瞬时灭菌机组;;CSK—S20R标准无顶型纸盒灌装机。
杀菌温度为137—140℃,杀菌时间为3—7秒.二次灭菌温度控制在85—90℃、时间为25—30分钟;灌装时应严格执行《定量包装商品计量监督规定》。
XX食品有限公司
果、蔬汁饮料生产工艺流程及关键控制点
△2
△1△3△4
备注:标“△”为关健控制点
序号
工序名称
关键设备
工艺说明
△1
原料验收
-------------
△3
杀菌灌装
BTCT-30-SY型UHT管式成套杀菌机;SSY—4W型无菌液体包装机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
杀菌温度为115—130℃,杀菌时间为30秒;采用冷灌装。灌装时应严格执行《定量包装商品计量监督规定》。
△5
清洗设备
RP7E21CIP就地清洗设备;RSG-1热水罐;
QSG-1清水罐
严格按《生产工艺规程》规定的具体操作执行。CIP清洗酸液浓度为1.5%,温度75℃清洗30分钟;碱液浓度为2-4%,温度85℃清洗40分钟;水洗温度为75℃,洗至中性。
必须符合GB/T5410—2008的要求。
△2
调配
ACS—6型电子秤;BPS—TS03—100型电子台秤
严格执行GB2760《食品添加剂使用卫生标准》;准确使用计量器具,按量添加,不允许超量添加或超范围使用添加剂。
△3
杀菌灌装和灌装杀菌
BTCT-30-SY型UHT管式成套杀菌机;SSY—4W型无菌液体包装机.BRO-08-E板式换热巴氏杀菌机;HFBBJ-I全自动饮料灌装机;HF-IB和HF-IA全自动液体包装机;自制杀菌锅;
△3
杀菌灌装
BTCT-30-SY型UHT管式成套杀菌机;SSY—4W型无菌液体包装机。
杀菌温度为137—140℃,杀菌时间为3—7秒,灌装时应严格执行《定量包装商品计量监督规定》。
含乳饮料工艺流程图
Δ1Δ2Δ3
备注:标“Δ”为关键控制点
序号
工序名称
关键设备
工艺说明
△1
原料验收
----பைடு நூலகம்--------
风味饮料生产工艺流程及关键控制点
△1△2 △3
备注:标“△”为关健控制点
序号
工序名称
关键设备
工艺说明
△1
原料验收
-------------
必须符合国家相应标准要求
△2
调配
ACS—6型电子秤;BPS—TS03—100型电子台秤
严格执行GB2760《食品添加剂使用卫生标准》;准确使用计量器具,按量添加,不允许超量添加或超范围使用添加剂。
植物蛋白饮料生产工艺流程及关键控制点
△1 △2 △3
备注:标“△”为关健控制点
序号
工序名称
关键设备
工艺说明
△1
原料验收
-------------
必须符合国家相应标准要求。
△2
调配
ACS—6型电子秤;BPS—TS03—100型电子台秤
严格执行GB2760《食品添加剂使用卫生标准》;准确使用计量器具,按量添加,不允许超量添加或超范围使用添加剂。
△2
水处理工序
RO3000A/H RO膜反渗透水设备;RO-6000反渗透净水设备
电导率≤15us/cm。
△3
调配
ACS—6型电子秤;BPS—TS03—100型电子台秤
严格按配方进行称量,食品添加剂符合GB2760《食品添加剂使用卫生标准》;
△4
杀菌灌装
ZGJZ—1A型智能化超高温瞬时灭菌机组;;CSK—S20R标准无顶型纸盒灌装机。
杀菌温度为137—140℃,杀菌时间为3—7秒.二次灭菌温度控制在85—90℃、时间为25—30分钟;灌装时应严格执行《定量包装商品计量监督规定》。
果、蔬汁饮料生产工艺流程及关键控制点
△2
△1 △3△4
备注:标“△”为关健控制点
序号
工序名称
关键设备
工艺说明
△1
原料验收
-------------
必须符合国家相应标准要求。
△3
灌装杀菌
HF—IB全自动液体包装机;自制杀菌锅;
灌装时应严格执行《定量包装商品计量监督规定》。二次灭菌温度控制在85—90℃、时间为25—30分钟;