FANUC0i_c连接说明书(硬件)
FAUNC-0I-MATE TC简明调试手册

BEIJING-FANUC 0i-C/0i Mate-C简明联机调试手册 (一) BEIJING-FANUC 技术部2005.2BFM-TEHU002C/02内容提要第一节:硬件连接 简要介绍了 0IC/0I Mate C的系统与各外部设备(输入电源,放大器,I/O 等)之间 的总体连接,放大器(αi 系列电源模块,主轴模块,伺服模块,βis 系列放大器, βiSVPM)之间的连接以及和电源,电机等的连接,和 RS232C 设备的连接。
最后介 绍了存储卡的使用方法(数据备份,DNC 加工等)。
第二节:系统参数设定 简单介绍了伺服参数初始化,基本参数的意义和设定方法,各种型号伺服电机及主 轴电机的代码表,有关模拟主轴及串行主轴的注意点,主轴常用的参数说明,常用 的 PMC 信号表,模具加工用(0IMC)机床高速高精度加工参数设定。
第三节:伺服参数调整 详细介绍伺服参数初始化步骤,伺服参数优化调整,全闭环控制的参数设定及调整, 振动抑制调整。
第四节:PMC 调试步骤 简单介绍了由电脑中编辑完成的梯形图和系统中的 PMC 梯形图之间的转换,不同类 型的 PMC(如:SA1 格式的要转换为 SB7 的格式)之间的转换方法,各种 I/O 单元 及模块的地址分配方法。
第五节:刚性攻丝调试步骤 介绍了刚性攻丝的编程格式,所需要的基本配置,相关信号,与刚性攻丝有关的梯 形图,相关参数调整,相关报警说明。
第六节:主轴定向 使用外部开关信号, 编码器, 或者主轴电机内部位置传感器定向的连接说明,参数说 明,调试步骤。
备注:以上几个部分基本都是简单的对系统连接的介绍,如果在实际的调试过程中遇到本说明书中没有涉及的内容,可以参考相应的系统连接说明书(硬件)/(功能)、系统参数说 明书、伺服/主轴规格说明书或参数说明书,如果遇到难以解决的技术问题,可与我公 司 技 术 部 联 系 , 联 系 电 话 : 010-********, 传 真 : 010-******** 。
发那科FANUC硬件接口及连接

CNC 与外围设备的连接
与显示单元/MDI 单元的连接
9″CRT/MDI 7.2″/8.4″和10.4″ LCD/MDI
与标准MDI 单元的连接
MDI单元分T 系列和M系列 9″CRT/MDI 单元 7.2″LCD/MDI 单元 8.4″LCD/MDI 单元 独立式MDI 单元 有英文显示和符号显示 有全键与标准型之分
动力电源的接通、断开
控制单元的信号接地方法
噪音抑制器
强电柜中要用到线圈和继电器。当这些设备 接通/断开时由于线圈自感应会产生很高的脉 冲电压。 导线中的脉冲电压会对电子线路产生干扰 选择由电阻和电容组成的灭弧装置,这种灭 弧装置被称为CR 灭弧装置。(在交流中使用) (电阻在限制脉冲电压的峰值时有用。但不 能限制脉冲电压突然升高的电流,所以推荐 使用CR 灭弧器。) 灭弧器的电容和电阻参考值由静态线圈的直 流阻值和电流来决定。
R: 为每单位长度的导线的电阻[Ω/m] m: 0V 电线的数量(=5V 导线的数量) L: 电线长度[m]
因此, L ≤m/R 一般电缆最长为50m。当使用两个手摇脉冲发 生器时,电缆最长为38.37m;当使用三个手 摇脉冲发生器时,最长为25.58m。
高速跳转信号(HDI)的连接口
与I/O 设备的连接 Nhomakorabea
RS-232-C 串行接口
RS-232-C 接口通常使用如下的信号。
RS-232-C 接口信号的意义
RS-232-C 口和I/O设备之间的连接
18I系统允许的主轴配置
串行主轴接口
模拟主轴接口
位置编码器接口
FANUC_0i-C-0i_Mate-C简明联机调试手册
1.硬件连接
BFM-TEHU002C
等数据进行方便的备份。这些数据可分别备份,同时可以在计算机上直接进行 编辑(梯形图除外,需经 FANUC 的变成软件进行转化)。
1)首先要将 20#参数设定为 4 表示通过 M-CARD 进行数据交换
2)要在编辑方式下选择要传输的相关数据的画面(以参数为例) 按下软健右侧的[OPR](操作),对数据进行操作。
6) 对不带主轴的 Oi-Mate C,由于使用的伺服放大器是βis 系列,放大器是单 轴型,没有电源模块。分 SVM1-4/20 和 SVM40/80 两种规格。主要区别是电 源和电机动力线的连接。连接电缆时一定要看清楚插座边上的标注,如下表 所示。
-4 -
BFM-TEHU002C
放大器型号 SVU1-4/20
接此线)。 6. 串行主轴/编码器的连接,如果使用 FANUC 的主轴放大器,这个接口是连
接放大器的指令线,如果主轴使用的是变频器(指令线由 JA40 模拟主轴接 口连接),则这里连接主轴位置编码器(车床一般都要接编码器,如果是 FANUC 的主轴放大器,则编码器连接到主轴放大器的 JYA3)。 7. 对于 I/O Link[JD1A]是连接到 I/O 模块或机床操作面板的,必须连接。 8. 存储卡插槽(在系统的正面),用于连接存储卡,可对参数,程序,梯形图 等数据进行输入/输出操作,也可以进行 DNC 加工。
第四节:PMC 调试步骤 简单介绍了由电脑中编辑完成的梯形图和系统中的 PMC 梯形图之间的转换,不同类 型的 PMC(如:SA1 格式的要转换为 SB7 的格式)之间的转换方法,各种 I/O 单元 及模块的地址分配方法。
第五节:刚性攻丝调试步骤 介绍了刚性攻丝的编程格式,所需要的基本配置,相关信号,与刚性攻丝有关的梯 形图,相关参数调整,相关报警说明。
FANUC 0i C系统及连接
数控控系统及连接
系统电源及散热风扇
数控系统及连接
0i C系统连接总框图
数控系统及连接
4、FANUC 0i C 数字控 制系统连接口位置
数控系统及连接
5、FANUC 0i C 系统连接口说明
数控系统及连接
6、FANUC 0i C 数字控制系统背面外观图
数控系统及连接
7、电源接通时的LED 状态灯
数控系统及连接
开机自检过程状态(LED)指示灯
数控系统及连接
绿色状态指示灯含义说明
数控机床基本组成
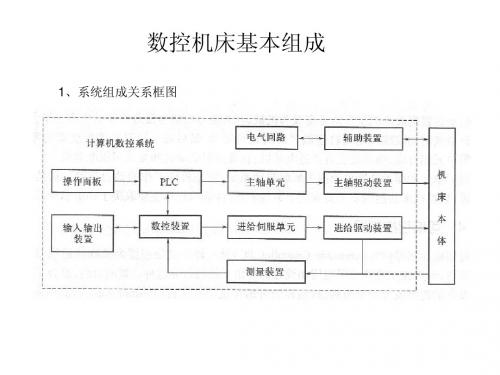
1、系统组成关系框图
数控机床基本组成
2、FANUC 0i C 操作面板
数控系统及连接
3、FANUC 0i C 数字控制系统的结构组成(主板实物照片)
数控系统及连接
3、FANUC 0i C 数字控制系统的结构组成(A)
数控系统及连接
3、FANUC 0i C 数字控制系统的结构组成(B)
FANUC Series 系统OI 0i-C连接说明书(硬件)手册B-64113

B-64115C
0i-MC/0iMate-MC 参数说明书
B-64120C
0i-PC 参数说明书
B-64160C
编程说明书
宏程序编译器和宏程序执行器编程说明书 B-61803E-1
FANUC 宏编译器(IBM-PC)编程说明书 B-66102E
PMC
PMC 梯形图语言编程说明书
B-61863C
PMC C 语言编程说明书
B-64113C/01
警告,注意和注的定义
警告,注意和注的定义
本说明书包含了保护操作者和防止机床损坏相关的安全预防措施。这些预防措施根据安全性质的 不同分为警告,注意。补充信息用注叙述。操作机床之前请仔细地阅读警告,注意和注。
警告
如果误操作,有可能出现伤害操作者或者同时损坏设备时用警告。
注意
如果误操作,有可能出现设备损坏时用注意。
这一章列出了有关以太网(Ethernet)、DeviceNet 网和其它网络连接 有关的手册。 A 各单元的外形尺寸 B 20 芯接口插头和电缆 C 连接电缆(US 提供) D 光缆 E 液晶显示单元(LCD) F 存储卡接口 G 安装存储卡的步骤
p-2
B-64113C/01
前言
0i-C 和 0i Mate-C 系列 相关的说明书
这一章节叙述了如何连接电源。
这一章节叙述了如何连接以下的外围设备: 1) MDI 单元 2) I/O 设备(通过 RS232C 接口) 3) 手摇脉冲发生器
这一章节叙述了如何连接主轴伺服单元和主轴电机。
这一章节叙述了如何连接伺服单元和伺服电机。
这一章节叙述了如何使用 FANUC I/O-Link 来扩展机床的 I/O 接口。
本说明书适用的系统型号和它们的缩写为: 产品名称
(完整版)发那科0I-C系列数控系统数据传输方法
(完整版)发那科0I-C系列数控系统数据传输方法发那科0I-C系列数控系统(有关数据传输)1.发那科系统:(Oi系列)1.1存储卡的操作需要准备的存储卡配件:CF卡:卡不能在电脑里进行格式化;容量一般在1G之内使用。
PCMCIA卡适配件:CF卡转PCMCIA插槽(系统侧使用)。
CF卡读卡器:CF卡转USB接口(电脑侧使用)。
参数设置:20号参数:设为4138号参数:第七位DNM设为1通道转换:按功能键SYSTEM显示系统画面,依次按软键PMC,?,MONIT,ONLINE显示在线监视设定画面。
使用光标键修改第二项为RS-232C = USE(光标反黑为选定)一般要求:使用卡进行机床数据的备份和恢复时,因使用绝对值编码器,首先应对各轴进行回零操作,防止参考零点的丢失。
利用卡进行加工程序的输入和输出1.把卡上的程序输入到系统里:◆按下机床操作面板上的EDIT(编辑)软键。
◆按下功能键(PROG)。
◆按下右边的软键(?).◆按下软键(卡),显示卡的存储情况。
◆按下软键(操作)◆按下软键(F读取)。
◆输入文件号,并按下软键(F设定)。
◆输入程序号,并按下软键(O设定)。
◆按软键(执行)即可。
2.把系统上的程序输出到卡里:◆按下机床操作面板上的EDIT(编辑)软键。
◆按下功能键(PROG)。
◆按下右边的软键(?).◆按下软键(卡),显示卡的存储情况。
◆按下软键(操作)。
◆按下软键(输出)。
◆按下软键(执行)即可。
利用卡进行DNC加工:选择DNC加工方式。
按下功能键(PROG)。
按下右边的软键(?),找到软键(DNC-CD)并选择。
输入要执行DNC加工的文件号。
按下软键(DNC-ST)。
按下循环启动即可。
1.2使用传输线的操作1、通道转换:按功能键SYSTEM显示系统画面,依次按软键PMC,?,MONIT,ONLINE显示在线监视设定画面。
使用光标键修改第二项为RS-232C = NOT-USE(光标反黑为选定)2、须准备传输电缆和传输软件2.1,如果机床侧配的是9孔的232接头,可直接到电脑市场上购买:9针对9孔的串口线即可。
FANUC Series 系统OI 0i-C连接说明书(硬件)手册B-64113
不得以任何形式对本说明书中的任何部分进行复制。 所有规格和设计如有变化,恕不另行通知。
本说明书尽可能地将系统的全部有关内容描述出来,但是,由于篇幅有限,不 可能将全部功能都一一叙述清楚,因此,读者在阅读本说明书时,书中未作特 别说明的内容,即可解释为“不可使用”。
B-64115C
0i-MC/0iMate-MC 参数说明书
B-64120C
0i-PC 参数说明书
B-64160C
编程说明书
宏程序编译器和宏程序执行器编程说明书 B-61803E-1
FANUC 宏编译器(IBM-PC)编程说明书 B-66102E
PMC
PMC 梯形图语言编程说明书
B-61863C
PMC C 语言编程说明书
B-64113C/01
警告,注意和注的定义
警告,注意和注的定义
本说明书包含了保护操作者和防止机床损坏相关的安全预防措施。这些预防措施根据安全性质的 不同分为警告,注意。补充信息用注叙述。操作机床之前请仔细地阅读警告,注意和注。
警告
如果误操作,有可能出现伤害操作者或者同时损坏设备时用警告。
注意
如果误操作,有可能出现设备损坏时用注意。
这一章节叙述了 0i/0i Mate 系统与机床之间信号传输的地址和插头管 脚。 0i 系列 I/O 单元的说明。 这一章节叙述了如何处理急停信号。用户在操作 CNC 之前必须要阅 读这章。 这一章节叙述了 0i/0i Mate 系统使用高速串行总线(HSSB)接口的有 关内容。 这一章叙述的是 FANUC DNC2 的有关连接内容。
0i 系列 0i Mate 系列
p-1
前言
FANUC_0i-C-0i_Mate-C简明联机调试手册
FANUC_0i-C-0i_Mate-C简明联机调试⼿册BEIJING-FANUC 0i-C/0i Mate-CBEIJING-FANUC 2005 2BFM-TEHU002C/020IC/0I Mate C RS232C DNCI/OPMC0IMCPMC PMC PMC SA1 SB7 I/O,,( / 010-******** /doc/d9ef9b254b35eefdc8d3333b.html E-mail:tech@/doc/d9ef9b254b35eefdc8d3333b.htmlhunian@/doc/d9ef9b254b35eefdc8d3333b.html)/010-********2005-2BFM-TEHU002C1.FANUC 0iTC/ 0i-Mate-TC iC 4 0i Mate C 30iC/0i-Mate-C/0IMC/0i-Mate-MCiMC iTC i Mate MC i Mate TC 0i Mate-C, (SVPM) , (SVU),s s s s1 FANUC2 1 I/O 2 CRT/MDI CNC ,I/OI/O LinkI/O 3I/O Link 0IB- 1 -1.BFM-TEHU002CFSSB/RS232:. FSSB 2. 3. 4. 5. RS232 6.MDI [CA69] 24V 1-24V,2-0V,3( ) +24V ( )FANUC JA40 FANUC I/O Link JD1A JYA3 I/O DNC7. 8.- 2 -BFM-TEHU002C1.a./ CNCJYA3 JYA20iC 1 PSM, SPM, SVM() (PSM) CX1A(TB1) (SPM) 1 2 200V300V2 PSM 334PSMMCC CX3 200VCX3 PSM1,3- 3 -1.BFM-TEHU002C200V50i-Mate C, SPVM CXA2C(A1-24V,A2-0V) b)TB3 (SVPM 200V d) CZ2L , CZ2M XX XY YY )a) 24V c) , CZ2N6Oi-Mate C, SVM1-4/20SVM40/80- 4 -BFM-TEHU002C1.SVU1-4/20CZ7-1 CZ7-2 CZ7-3SVU1-40/80CZ4( ) CZ5( ) CZ6( )L2/L1 */L3 DCN/DCP V/U */W * /L3 L1/L2 * /V W/U R1/RC RE/RCSVM1-20/40(A1,B1-24V,A1,B2-0V) ,SVM1-20- 5 -1.BFM-TEHU002Cb. 0-10VCNC-JA40c. I/0 I/O I/OI/O I/OI/O Link PMMI/OJA3(MPG)OiC Oi-mate C d. I/OI/OI/ODC 24V- 6 -BFM-TEHU002C1.NC CX30(1,3 ) CX3 1 3 CX19B 24V isX8.4e.Switch f.I/O, 3 24V, 200V- 7 -( 200V (PSM)200V, 24V( i)24V)1.BFM-TEHU002Ch). i (PSM-SPM-SVM3) -SVPM-SVU SVU-4,20(2,4,8)SVU-40,80U,V,W- 8 -BFM-TEHU002C1.XX,XY,YY 1,2,3 3 3 1 * OiB/Oi-Mate C 232 DNCPC 232 9232,:259NC 232 3 2 M-CARD / PCMCIA CARD- 9 -1.BFM-TEHU002CFANUC120#4M-CARD2 [OPR]( )[? ][READ]M-CARD[PUNCH]M-CARD[ALL][NON-0][EXECUTE]M-CAID3.M-CARD MDI DEVIECE[READ]) [SYSTEM] [M-CARD]M-CARD [PMC][? ] [I/O]- 10 -BFM-TEHU002C1.DEVICE FUNCTION DATAKIND FILE NO. (XX F-ROM 3.3 , M-CARD WRITE( LADDERM-CARD-- CNCREAD) @XXDEVICE@ F-ROM#)DNC I/O CHANNEL [? ] [DNC-ST] RMT DNC CARD ,138#7=1- 11 -BFM-TEHU002C2.1 1) ( 100 506/507 417 5136 , FSSB FSSB 1023 -1 9900-9999 , FANUC 8130, 1010 /4 5136 MDI RESET+DEL) PWE=1 3004#5OTHFSSB 1023 1902 [SETING] [SETING]0=05138 3111#0 SVS11 FSSB5- 1 -2.BFM-TEHU002C1417SERVO ALARM: n–TH AXIS – PARAMETER INCORRECT1 23522 3 3432 433 436 466n AXIS : MOTOR/AMP COMBINATION///2165 926 4 5 5136 5138FSSB : NUMBER OF AMPS IS SMALL FSSB : AXIS SETTING NOT COMPLETE24V / FSSB FSSB 124V FSSB FSSB4133#64019#713741 3742 3743 M03 S100 3701#1 ISI PMC MRDY 1 1 4001#0 0MDI 750/ [ 0IC ] FS-OI MA/MB FS-OI-Mate-MB FS-16/18/21M FS-16I/18I/21IM ISO I/O DNC / 0000#1 103,113 20 138#7 1005#0 1006#0- 2 -FS-OI TA/TB FS-OI-Mate-TB FS-16/18/21T FS-16I/18I/21IT PM-O 0000#1 103,113 20 138 1005#0 1006#01 10 0 232 ,4 1 DNC 1 1BFM-TEHU002C2./ 1006#5 1020 1022 1023 1320 1321 1401#0 1410 1420 1422 1423 1424 1425 1620 1622 1624 1815#1 1815#5 1825 1826 1828 1829 1851 2003#3 2003#4 2009#0 2020 2021 2022 2023 2024 ( )N 2084 2085 3003#0 3003#2 3003#3 3003#5 3004#5 3100#7 3102#3 3105#0 3105#2 3106#5 3108#7- 3 -1006#3 1006#5 1020 1022 1023 1320 1321 1401#0 1410 1420 1422 1423 1424 1425 1620 1622 1624 1815#1 1815#5 1825 1826 1828 1829 1851 2003#3 2003#4 2009#0 2020 2021 2022 2023 2024 2084,2085 3003#0 3003#2 3003#23003#5 3004#5 3100#7 3102#(3190#6 3105#0 3105#2 3106#5 3108#7FLJOGX 0 + 1 88(X) 89(Y) 90(Z) 65(A) 66(B) 67(C) 1,2,3 1,2,3 99999999 -99999999 1 1000 8000 8000 4000 0 1420 300-400 50-200 50-200 50-200 1 1 3000 20-100 10000 200 1 1 1 200 111 -111 8192 12500P-IT*IT(G8.0) *ITX-*IT4(G130) *ITX-*IT4(G132,G134) 0 1 506 507 1 0 1 1 1 1 1 12.BFM-TEHU002CCNC CNC3111#0 3111#1 3111#5 3112#0 3401#0 3620 3621 3622 3623 3624 3701#1 3708#0 3736 3741/2/3 4002#1 4019#7 4133 8130(OI) 1010 8131#0(OI) 3701#13111#0 3111#1 3111#5 3112#0 3401#0 3620 3621 3622 3623 3624 3701#1 3708#0 3741/2/3/4 4002#1 4019#7 4133 8130(OI) 1010 8131#0(OI) 3701#1 1006#31 1 1 1 0 1 00 1 /1 *4095 / 18130-PMC 0 CMR=1(OLD) 35 9 19 36 10 27 33 15 20 34 16 21 7 17 28 8 18 222329 (OLD)30394041105 112106 113107 114108 115109 116110 117i is 156(256) i 176(276) i 173(273) is 158(258) i191(291) 196(296)is172(272) 174(274)is171(271)i i155(255)i201(301)i i197(297) 203(303)i177(277) 193(293)- 4 -iiBFM-TEHU002C2.i207(307)is 165(265) is222(322)is 185(285) is224(324)is188(288) 215(315)is is235(335)is218(318)is225(325)i i332 333i334i335i246ii240 241i242i243ii 244 i i308i245i301 302i304i306i310i312 314i316i318i320i322ii323 324i305i307i309i401ii402 403i404i405i406iip407ip4020 (8000) 4023 (94) 408ipip4020 (8000) 4023 (94)p409iip4020 (8000) 4023 (94)ip410ip4020 (8000) 4023 (94) 411ip412ipp413i414ip1: 1 1 PMC (G30 PMC (G71.1) G30 1 SIND (G29.6) 0) - 5 -。
fanuc数控车床系统0iTC操作说明书
(a)用翻页键或光标移动键,显示需要的参数页面。
(b)从键盘输入想显示的参数号,然后按软键[NO.检索]。可以显 示指定的参数所在页面。光标在指定的参数位臵上闪动。
项目六
FANUC数控系统
项目六 FANUC数控系统
2、MDI方式设定参数
(1)将NC臵于MDI方式下 (2)按下急停按钮,使机床处于急停状态 (3)按以下步骤使参数处于可写状态
(6)系统具有HRV(高速矢量响应)功能,伺服增益设定比0MD系统高一倍, 理论上可使轮廓加工误差减少一半。
项目六
FANUC数控系统
二、FANUC数控系统的系列与特点
(7)机床运动轴的反向间隙,在快速移动或进给移动过程中由不同的间 隙补偿参数自动补偿。 (8)0i系统可预读12个程序段,比0MD系统多。
项目六
FANUC数控系统
二、FANUC数控系统的系列与特点
(1)FANUC 0i系统与FANUCl6/18/21等系统的结构相似,均为模块化结构。 其集成度较FANUC 0系统的集成度更高,因此0i控制单元的体积更小,便 于安装排布。 (2)采用全字符键盘,可用B类宏程序编程,使用方便。 (3)用户程序区容量比0MD系统大一倍,有利于较大程序的加工。 (4)使用编辑卡编写或修改梯形图,携带与操作都很方便。 (5)使用存储卡存储或输入机床参数、PMC程序以及加工程序,操作简单 方便。
四、各模块的LED状态显示
控制单元主板的LED状态显示位于控制单元主板的上方位臵 1、电源模块的LED显示 1)当未接通控制电源或控制电源出现异常时,如图6-16 2)电源模块未准备好。即主回路电源未接通、系统处于急停状态, 如图6-17
图6-16
图6-17
项目六
FANUC 0I系统的连接与调试

FANUC系统的连接与调试第一节硬件连接简要介绍了0IC/0I Mate C的系统与各外部设备(输入电源、放大器,I/O 等)之间的总体连接,放大器(αi系列电源模块,主轴模块,伺服模块,βis系列放大器,βiSVPM)之间的连接以及和电源,电机等的连接,和RS232C 设备的连接。
最后介绍了存储卡的使用方法(数据备份,DNC 加工等)。
目前FANUC 出厂的0iC/0i-Mate-C包括加工中心/铣床用的0IMC/0i-Mate-MC 和车床用的0iTC/ 0i-Mate-TC,各系统一般配置如下:注意:对于0i Mate-C,如果没有主轴电机,伺服放大器是单轴型(SVU);如果包括主轴电机,放大器是一体型(SVPM),下面详细介绍基本调试步骤。
一、硬件安装和连接1、在机床不通电的情况下,按照电气设计图纸将CRT/MDI 单元、CNC 主机箱、伺服放大器、I/O 板、机床操作面板、伺服电机安装到正确位置。
2、基本电缆连接,如图所示3、总体连接介绍:注意:A)FSSB光缆一般接左边插口。
B)风扇、电池、软键、MDI 等一般都已经连接好,不要改动。
C)伺服检测[CA69]不需要连接。
D)电源线可能有两个插头,一个为+24V 输入(左),另一个为+24V 输出(右)。
具体接线为(1-24V、2-0V、3-地线)。
E)RS232 接口是和电脑接口的连接线。
一般接左边(如果不和电脑连接,可不接此线)。
F)串行主轴/编码器的连接,如果使用FANUC 的主轴放大器,这个接口是连接放大器的指令线,如果主轴使用的是变频器(指令线由JA40 模拟主轴接口连接),则这里连接主轴位置编码器(车床一般都要接编码器,如果是FANUC 的主轴放大器,则编码器连接到主轴放大器的JYA3)。
G)对于I/O Link[JD1A]是连接到I/O 模块或机床操作面板的,必须连接。
H)存储卡插槽(在系统的正面),用于连接存储卡,可对参数、程序、梯形图等数据进行输入/输出操作,也可以进行DNC 加工。
FANUC 0I系统的连接与调试

C)伺服电机动力线和反馈线都带有屏蔽,一定要将屏蔽做接地处理,并且信号线和动力线要分开接地,以免由于干扰产生报警。如下所示:
D)对于PSM的MCC(CX3)一定不要接错,CX3的1,3之间只是一个内部触点,如果错接成200V,将会烧坏PSM控制板。如下图所示正确接法。
・按[SETING]软键。(若显示警告信息,请重新设定)。
・在轴设定画面上,指定关于轴的信息,如分离型检测器接口单元的连接器号。
・按[SETING]键(若显示警告信息,重复上述步骤)。此时,应关闭电源,然后开机,如果没有出现5138报警,则设定完成。
・首先把3111#0 SVS设定为1显现伺服设定和伺服调整画面。翻到伺服参数设定画面,如下图示,设定各项(如果是全闭环,先按半闭环设定)。
FANUC系统的连接与调试
第一节硬件连接
简要介绍了0IC/0I Mate C的系统与各外部设备(输入电源、放大器,I/O等)之间的总体连接,放大器(αi系列电源模块,主轴模块,伺服模块,βis系列放大器,βiSVPM)之间的连接以及和电源,电机等的连接,和RS232C设备的连接。最后介绍了存储卡的使用方法(数据备份,DNC加工等)。
G)对于I/O Link[JD1A]是连接到I/O模块或机床操作面板的,必须连接。
H)存储卡插槽(在系统的正面),用于连接存储卡,可对参数、程序、梯形图等数据ቤተ መጻሕፍቲ ባይዱ行输入/输出操作,也可以进行DNC加工。
1)伺服/主轴放大器的连接
以上是以0iC带主轴放大器为例的连接图。
注意:A)PSM、SPM、SVM(伺服模块)之间的短接片(TB1)是连接主回路的直流300V电压用的连接线,一定要拧紧,如果没有拧的足够紧,轻则产生报警,重则烧坏电源模块(PSM)和主轴模块(SPM)。
发那科FANUC硬件接口及连接
与手摇脉冲发生器的连接
使用手摇脉冲发生器时的电缆长度 手摇脉冲发生器和脉冲编码器一样使用5V 直 流电源。电缆电阻引起的电压降不能超过 0.2V(5V 对0 的压降)。 0.2 ≥(0.1 × R ×2L)/M 其中: 0.1:为电源给手动脉冲编码器的电流,等于0.1A。
I/O模块外形图
I/O模块型号规格
I/O模块耗费电流
I/O 模块连接插脚图
DI 信号和接收器
DI 信号基本上是属于漏极型。有些DI 信号既可以被设为漏极型又可以被设为 源极型。 I/O 板为可选接收器提供了一个公共信 号。公共信号连接到0V 还是24V 决定 了DI 信号是漏极型的还是源极型的。 源极型的DI 信号从安全观点来看是不可 取的,因为若输入信号线地,它就会保 持和触点闭合相同的状态,所以推荐所 有的DI 信号都设置为漏极型。 将公共端信号连接在0V 或24V,不能悬 空。
RS-232-C通讯电缆
9芯PC 1 2 3 4 5 6 7 8 9 25NC 1 2SD 3RD 4RS 5CS 6DR 7SG 8CD 20ER 20(0-MC) 9SD 8RD 20RS 19CS 18DR 17SG 16CD 5ER 20(0I) 11SD 1RD 15RS 5CS 3DR 16SG 7CD 13ER
电缆卡紧及屏蔽
CNC 需要进行屏蔽的电缆必须进行卡 紧。 目的是为了支撑电缆和电缆屏蔽。保证 CNC 系统操作的稳定性, 将电缆外层剥掉一块露出屏蔽层。用电 缆卡子夹紧此处,并卡在地线板上。
外部24VDC 电源(稳压电源)指标:
高速跳转信号(HDI)的连接
FANUC Series OI 0iMC系统操作说明书手册B4

FANUC Series OI 0iMC系统操作说明书手册B4一、概述FANUC Series OI 0iMC系统是FANUC公司推出的一款高性能数控系统,专为现代机床控制而设计。
该系统结合了FANUC多年的数控技术积累和先进的计算机控制技术,为机床制造商和用户提供了稳定、高效、便捷的数控解决方案。
本操作说明书手册将详细介绍该系统的操作说明和常见问题解答,希望能为您提供帮助。
二、操作说明1、系统启动与关机按下系统面板上的电源按钮,系统将自动启动。
等待系统自检完成后,进入操作界面。
关机时,选择主菜单中的“关机”选项,按照提示进行操作。
2、手动操作在操作界面上,可以通过手动模式对机床进行点动、连续进给、快速移动等操作。
手动模式下,可以通过按下相应的轴控制按钮和进给倍率调整旋钮来实现机床的运动。
3、自动操作在自动模式下,可以通过编写程序来实现机床的自动加工。
程序编写需遵循FANUC数控编程语言标准,通过M代码来实现各种动作。
程序编写完成后,通过操作界面上的“运行”按钮启动程序。
4、参数设置在自动模式下,可以通过参数设置来调整机床的运动轨迹、加工速度、切削用量等参数。
参数设置在主菜单中的“参数”选项中,可以根据加工需求进行调整。
三、常见问题解答1、系统无法启动可能原因:电源故障、主板故障。
解决方法:检查电源连接是否正常,专业技术人员进行维修。
2、系统死机可能原因:程序运行异常、系统资源占用过多。
解决方法:重启系统,检查程序是否存在异常,优化系统资源。
21、坐标轴运动不准确可能原因:机械故障、控制系统故障。
解决方法:检查机械传动部分是否正常,专业技术人员进行维修。
211、加工表面质量差可能原因:刀具选择不当、切削参数设置不合理。
解决方法:选择合适的刀具和切削参数,提高加工工艺水平。
FANUC Series 系统OI TD用户手册说明书B4标题:FANUC Series系统OI TD用户手册说明书B4一、介绍FANUC Series系统OI TD是一种先进的数控系统,广泛应用于机械加工、汽车制造、航空航天等领域。
FANUC Series OI 0i-MC系统操作说明书手册B-64124

5. 恒表面切削速度的控制 当进行恒表面切削速度控制的坐标轴逼近工件坐标系原点时,主轴的速度可能变得非常高,因此, 有必要指定最大的允许速度。如果指定的最大允许速度不合适,有可能损坏刀具、机床本身、工件 甚至伤及用户。
目录
1. 警告、注意和注的定义………………………………………………………. s-2 2. 一般的警告和注意……………………………………………………………. s-3 3. 与编程相关的警告和注意……………………………………………………. s-5 4. 与机床操作相关的警告和注意………………………………………………. s-7 5. 与日常维护相关的警告………………………………………………………. s-9
4. 当使用刀具补偿功能时,请仔细检查补偿方向和补偿量。 如果指定了不正确的数据操作机床,机床有可能发生误动作,从而引起工件或机床本身的损坏,甚 至伤及用户。
5. CNC 和 PMC 的参数都是机床厂家设置的,通常不需要修改。当必须修改参数的时候,请确保改动 参数之前对参数的功能有深入全面的了解。 如果不能对参数进行正确的设置,机床有可能发生误动作,从而引起工件或机床本身的损坏,甚至 伤及用户。
注意
如果不遵守指定的操作方法或步骤,有可能使设备损坏。
注
注用于指出除警告和注意之外的补充信息。 请仔细阅读这本说明书,并妥善保管。
s-2
B-64124CM/01
2 一般的警告和注意
安全预防措施
警告
FANUC Series OI 0i-MC系统操作说明书手册B-64124

如果不遵守指定的操作方法或步骤,有可能使设备损坏。
注
注用于指出除警告和注意之外的补充信息。 请仔细阅读这本说明书,并妥善保管。
s-2
B-64124CM/01
2 一般的警告和注意
安全预防措施
警告
1. 零件加工前,一定要首先检查机床的正常运行。加工前,一定要通过试车保证机床正确工作,例如 在机床上不装工件和刀具时利用单程序段、进给倍率或机床锁住等检查机床的正确运行。如果未能 确认机床动作的正确性,机床有可能发生误动作,从而引起工件或机床本身的损坏,甚至伤及用户。
s-1
安全预防措施
1 警告、注意和注的定义
B-64124CM/01
本说明书包含保护用户和防止机床损坏的安全预防措施。这些预防措施根据安全性质分为警告和注 意,补充的信息用注来叙述。在操作机床之前请仔细地阅读警告、注意和注。
警告
如果不遵守指定的操作方法或步骤,有可能使用户受到伤害或者同时伤害用户并且损坏设备。
6. 在机床通电后,CNC 单元尚未出现位置显示或报警画面之前,请不要碰 MDI 面板上的任何键。 MDI 面板上的有些键专门用于维护和特殊的操作。按下这其中的任何键,可能使 CNC 装置处于非 正常状态。在这种状态下启动机床,有可能引起机床的误动作。
7. 随 CNC 单元提供的操作说明书和编程说明书对机床的功能进行了完整的叙述,包括各种选择功能。 选择功能随机床而变化。因此,本说明书叙述的某些功能,在一些特殊机床上实际并不适用。如有 疑问,请查阅机床说明书。
4. 英制/公制转换 输入的英制和公制之间转换并不转换例如工件的原点、参数和当前的位置这些数据的测量单位。因 此,在启动机床之前,要确定采用何种测量单位。如果试图采用不正确的数据进行操作会导致刀具、 机床、工件的损坏,甚至伤及用户。
FANUC数控系统的硬件连接介绍(35页)
进给伺服电动机及传动机构
进给伺服电动机
联轴器
滚珠丝杠
进给伺服系统的位置控制形式分类: 半闭环控制
数控机床的半闭环控制时,进给伺服电动机的内装编码器的反 馈信号即为速度反馈信号,同时又作为丝杠的位置反馈信号。 半闭环控制特点:控制系统的稳定性高。 位置控制的精度相对不高,不能消除伺服电动机与丝杠的连接 误差及传动间隙对加工的影响。
厂时与L1、L2短接)。
TH1、TH2:为过热报警输入端子(出厂时,TH1-TH2已短
接),可用于伺服变压器及制动电阻的过热信号的输入。
RC、RI、RE:外接还是内装制动电阻选择端子。 RL2、RL3:MCC动作确认输出端子(MCC的常闭点)。 100A、100B:C型放大器内部交流继电器的线圈外部输入
主电路接触器的控制。
CX4:伺服紧急停止信号输入端,用于机床面板的急停
开关(常闭点)。
SSCK—20数控车床伺服单元连接图
FANUC数控系统的硬件连接介绍(PPT35 页)
(2)βi系列伺服单元
分组练习: βi系列伺服单元接口 并说明用途
FANUC数控系统的硬件连接介绍(PPT35 页)
FANUC数控系统的硬件连接介绍(PPT35 页)
数控车床βi伺服单元连接图
FANUC数控系统的硬件连接介绍(PPT35 页)
FANUC数控系统的硬件连接介绍(PPT35 页)
(3)FANUC 系统αi系列伺服模块端子接口功能
BATTERY:为伺服电动机绝对编码器的电池盒(DC6V)。 STATUS:为伺服模块状态指示窗口。 CX5X:为绝对编码器电池的接口。 CX2A:为DC24V电源、*ESP急停信号、XMIF报警信息输入接 口,与前一个模块的CX2B相连。 CX2B:为DC24V电源、*ESP急停信号、XMIF报警信息输出接 口,与后一个模块的CX2A相连。 C0P10A:伺服高速串行总线(HSSB)输出接口。与下一个伺服 单元的C0P10B连接(光缆)。 C0P10B:伺服高速串行总线(HSSB)输入接口。与CNC系统 的C0P10A连接(光缆)。 JX5:为伺服检测板信号接口。 JF1、JF2:为伺服电动机编码器信号接口。 CZ2L、CZ2M:为伺服电动机动力线连接插口。
FANUC0I系统的连接与调试

FANUC系统的连接与调试第一节硬件连接简要介绍了 0IC/0I Mate C的系统与各外部设备(输入电源、放大器,I/O 等)之间的总体连接,放大器(αi系列电源模块,主轴模块,伺服模块,βis系列放大器,βiSVPM)之间的连接以及和电源,电机等的连接,和RS232C 设备的连接。
最后介绍了存储卡的使用方法(数据备份,DNC 加工等)。
目前FANUC 出厂的0iC/0i-Mate-C包括加工中心/铣床用的0IMC/0i-Mate-MC 和车床用的 0iTC/ 0i-Mate-TC,各系统一般配置如下:注意:对于 0i Mate-C,如果没有主轴电机,伺服放大器是单轴型(SVU);如果包括主轴电机,放大器是一体型(SVPM),下面详细介绍基本调试步骤。
一、硬件安装和连接1、在机床不通电的情况下,按照电气设计图纸将 CRT/MDI 单元、CNC 主机箱、伺服放大器、I/O 板、机床操作面板、伺服电机安装到正确位置。
2、基本电缆连接,如图所示3、总体连接介绍:注意:A)FSSB光缆一般接左边插口。
B)风扇、电池、软键、MDI 等一般都已经连接好,不要改动。
C)伺服检测[CA69]不需要连接。
D)电源线可能有两个插头,一个为+24V 输入(左),另一个为+24V 输出(右)。
具体接线为(1-24V、2-0V、3-地线)。
E)RS232 接口是和电脑接口的连接线。
一般接左边(如果不和电脑连接,可不接此线)。
F)串行主轴/编码器的连接,如果使用 FANUC 的主轴放大器,这个接口是连接放大器的指令线,如果主轴使用的是变频器(指令线由 JA40 模拟主轴接口连接),则这里连接主轴位置编码器(车床一般都要接编码器,如果是FANUC 的主轴放大器,则编码器连接到主轴放大器的 JYA3)。
G)对于 I/O Link[JD1A]是连接到 I/O 模块或机床操作面板的,必须连接。
H)存储卡插槽(在系统的正面),用于连接存储卡,可对参数、程序、梯形图等数据进行输入/输出操作,也可以进行 DNC 加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
………
………
…… s-1
前言…………………………………………………………………………………………… p-1
1. 构成………………………………………………………………………………………… 1
1.1 控制单元各部分名称…………………………………………………………………… 2
有关伺服电机αis/αi/βis系列
的说明书
有关αis/αi/βis 系列伺服电机的说明书
说明书名称规格号
FANUC αis/αi系列交流伺服电机规格说明书
B-65262EN
FANUC βis系列交流伺服电机规格说明书
B-65302EN
FANUC αis/αi/βis系列交流伺服电机参数说明书
5
B-64113C/011. 构成..
说明书的详细内容本说明书包含了从第
1到第
13章和附录
内容
第
1章
构成
这一章节叙述了
0i/0i Mate系列的连接概况并引导读者了解更详细的
信息。
第
2章
综合连接图
这一章节叙述了系统的总体连接图。
第
3章
3.8 电柜和吊挂箱的防尘设计……………………………………………………………… 35
4. 电源的连接………………………………………………………………………………… 36
4.1 概述…………………………………………………………………………………… 37
4.2控制单元电源的接通、断开……………………………………………………………… 38
这一章节叙述了
0i/0i Mate系统使用高速串行总线(
HSSB)接口的有
关内容。
第
12章
FANUC DNC2接口
这一章叙述的是
FANUC DNC2的有关连接内容。
第
13章
与其它网络的连接
这一章列出了有关以太网(
Ethernet)、DeviceNet网和其它网络连接
0i-PC连接说明书(功能)
B-64153C
0i-TC操作说明书(车床)
B-64114C
0i-MC操作说明书(加工中心)
B-64124C
0iMate-TC操作说明书
B-64134C
0iMate-MC操作说明书
B-64144C
0i-PC操作说明书
B-64154C
2) I/O设备(通过
RS232C接口)
3)手摇脉冲发生器
第
6章
主轴单元的连接
这一章节叙述了如何连接主轴伺服单元和主轴电机。
第
7章
伺服接口
这一章节叙述了如何连接伺服单元和伺服电机。
第
8章
FANUC I/O Link的连接
这一章节叙述了如何使用
FANUC I/O-Link来扩展机床的
C
连接说明书(硬件)
2
B-64113C/011. 构成..
B-64113C/01
BEIJING-FANUC,2004/06
不得以任何形式对本说明书中的任何部分进行复制。
所有规格和设计如有变化,恕不另行通知。
本说明书尽可能地将系统的全部有关内容描述出来,但是,由于篇幅有限,不
3.4.3 各单元的发热量………………………………………………………………… 19
3.4.4操作箱的温升设计……………………………………………………………… 20
3.5 防止噪音的方法………………………………………………………………………… 22
3.5.1 信号线的分离…………………………………………………………………… 22
安装
这一章节主要叙述了
0i/0i Mate系列的安装条件。
1)所需要的电源容量
2)发热量
3)控制单元上的插头排列位置
4)防止干扰的措施
第
4章
电源的连接
这一章节叙述了如何连接电源。
第
5章
CNC与外围设备的连接
这一章节叙述了如何连接以下的外围设备:
1) MDI单元
4.2.1 控制单元的电源………………………………………………………………… 38
4.2.2 外部
24VDC输入电源及电路配置……………………………………………… 39
4.2.3 电源接通顺序…………………………………………………………………… 43
4.2.4 电源关断顺序…………………………………………………………………… 44
B-65322EN
FANUC αis/αห้องสมุดไป่ตู้系列交流伺服电机
FANUC αi系列交流主轴电机
FANUC αi系列伺服放大器
维修说明书
B-65285EN
FANUC βis系列交流伺服电机
FANUC βi系列交流主轴电机
FANUC βi系列伺服放大器
维修说明书
B-65325EN
B-63404EN
开放
CNC (OPEN CNC)
FANUC 开放
CNC操作说明书
基本操作软件包(Windows 95/NT)
B-62994EN
FANUC 开放
CNC操作说明书
(DNC 操作管理软件包)
B-63214EN
7
B-64113C/011. 构成..
有关的手册。
附录
A 各单元的外形尺寸
B 20芯接口插头和电缆
C 连接电缆(US提供)
D 光缆
E 液晶显示单元(LCD)
F 存储卡接口
G 安装存储卡的步骤
6
B-64113C/011. 构成..
0i-C和
0i Mate-C系列下表列出了与
0i-C和
3.1 安装环境
……………………………………………………………………………… 14
3.1.1 电柜外部的环境要求…………………………………………………………… 14
3.2 电源容量……………………………………………………………………………… 15
3.2.1 CNC控制单元的电源容量……………………………………………………… 15
4.3 控制单元的电源连接电缆……………………………………………………………… 45
警告
如果误操作,有可能出现伤害操作者或者同时损坏设备时用警告。
注意
如果误操作,有可能出现设备损坏时用注意。
注
注用于指出除警告和注意之外的补充信息。
O请仔细阅读本说明书,并妥善保管。
4
B-64113C/011. 构成..
前言
本说明书详细地叙述了将
B-65270EN
FANUC αi系列交流主轴电机规格说明书
B-65272EN
FANUC βi系列交流主轴电机规格说明书
B-65312EN
FANUC αi/βi系列交流主轴电机参数说明书
B-65280EN
FANUC αi系列伺服放大器规格说明书
B-65282EN
FANUC βi系列伺服放大器规格说明书
0i-MC/0iMate-MC维修说明书
B-64115C
0i-MC/0iMate-MC参数说明书
B-64120C
0i-PC参数说明书
B-64160C
编程说明书
宏程序编译器和宏程序执行器编程说明书
B-61803E-1
FANUC 宏编译器(IBM-PC)编程说明书
B-66102E
3.3 机床强电柜的设计和安装条件………………………………………………………… 16
3.4 电柜的温升设计………………………………………………………………………… 18
3.4.1 电柜内部的温升………………………………………………………………… 18
3.4.2使用热交换器进行散热………………………………………………………… 18
I/O接口。
第
9章
各种
I/O Link从属装置的连接
这一章节叙述了
0i/0i Mate系统与机床之间信号传输的地址和插头管
脚。
0i系列
I/O单元的说明。
第
10章
急停信号
这一章节叙述了如何处理急停信号。用户在操作
CNC之前必须要阅
读这章。
第
11章
高速串行总线(HSSB)
0i Mate-C系列相关的说明书。
相关的说明书
在该表中,标有*的是本说明书。
说明书名称规格
0i-MC/0iMate-MC规格说明书
B-64112C
0i-MC/0iMate-MC连接说明书(硬件)
B-64113C *
0i-MC/0iMate-MC连接说明书(功能)
B-64113C-1
可能将全部功能都一一叙述清楚,因此,读者在阅读本说明书时,书中未作特
别说明的内容,即可解释为“不可使用”。
B-64113C/011. 构成..
警告,注意和注的定义
本说明书包含了保护操作者和防止机床损坏相关的安全预防措施。这些预防措施根据安全性质的
不同分为警告,注意。补充信息用注叙述。操作机床之前请仔细地阅读警告,注意和注。
FANUC 0i/0i Mate系列的
CNC控制单元连
接到机床上所需要的电气和结构的规格。本说明书给出了