圆锥滚子轴承内圈滚道凸度的加工
圆锥滚子轴承滚动体的凸度分析
c na tsr s o e ta o c u r dbewe n r l r n n r o trrn a e a s An lssi are n t e sr s o tc te sc nc n rt n o c re t e ol sa d ine . u e ig r c w y . ay i sc ri d i te s i e h
Eet nc n i e n f hn nvri f o ̄ n e h n4 0 7 ,h a lc o iE g er go C ia ie t o Ge si c. a 3 0 4C i ) r n i U s y e Wu n
Ab 鼬 M o i c t n tc n q e f h p r d r l r e r g s d tec n e l r a v i r e u et e o d r df ai h i u s tet e e l a i s e o v xr l s na o d o d c r e i o e o a o eb n u h o e c r h b
c n i o fd f r n a e e olr o v x t t e ANS . h e u t h w h tt e b r e o t c t s o dt n o i e e ttp r d r l s c n e i wi t i e y h h YST e r s l s o t a h o d r c na ts e s s r
圈接 触 引起 的应 力 效果 主要 发 生在 滚子 和 轴承 圈 接 触 宽度 附近 , 接 触 宽 度通 常很 小 , 而 因此 , 析 分
普通直母线型圆锥滚子轴承在受载后滚动体 两端不可避免地产生边界应力集 中, 即所谓的“ 边 缘效应”滚子或滚道上靠近滚子端部 的区域就会 , 发生早期接触疲劳点蚀 。“ 边缘效应” 的产生使轴 承的疲劳寿命大大降低 ,研究表明轴承的寿命约 与应力的 7至 9次方成反 比l l 1 。目前 , 通过使用特 殊的滚子外廓 曲面已经 可以避免或降低滚动体和 内外 圈接 触引 起 的边 界 应力集 中 。
滚子轴承内圈滚道凸度磨削砂轮的修整

滚子轴承内圈滚道凸度磨削砂轮的修整李海林【摘要】分析轴承失效的原因与轴承滚道凸度的作用,分别介绍数控轴承磨床砂轮三位修整器的调试方法,砂轮凹度修整的工作原理,轴承套圈外圆表面磨削砂轮的修整,砂轮厚度的修整.【期刊名称】《河南科技》【年(卷),期】2016(000)009【总页数】3页(P61-63)【关键词】数控磨床;三位修整器;砂轮凹度;砂轮厚度;砂轮直线【作者】李海林【作者单位】濮阳贝英数控机械设备有限公司,河南濮阳457000【正文语种】中文【中图分类】TG581.2Keyworks:CNC grinding machine;three dresser;wheel concavity;thickness of grinding wheel;grinding wheel straight trim目前,在磨削轴承内圈滚道时,圆柱、圆锥滚子轴承的滚道形状直接影响轴承使用精度、性能和工作寿命。
此类轴承在承载状态下,因为滚子发生弹性变形和塑性变形,在滚子和内外滚道母线的两端会产生较大的变形量而造成应力集中现象,体现为在滚道两端各边缘处沿圆周方向对称位置出现环带剥落[1],造成轴承寿命和旋转精度的下降,从而引发轴承的失效。
为了减小滚道边缘处的接触应力,内圈滚道近似对数曲线的凸度设计可以有效地改善滚道的应力分散,通过试验得知,滚道具有凸度的轴承比平直滚道的轴承平均寿命提高了5倍之多。
一般滚道凸出值为0.003~0.008mm[1]。
轴承滚道的凸度量,取决于轴承载荷及滚道的长度。
当凸度量过大时,滚子与滚道接触长度小;而凸度量过小时,又会在滚子两端出现应力峰值,形成应力集中现象。
为使滚道获得具有凸度的滚道表面,砂轮圆弧磨削表面的修整就是一个关键的环节,必须把砂轮圆弧表面修整成具有凹度的近似对数曲线形状的工作面,才能实现轴承内圈滚道的凸度,轴承内圈滚道凸度的加工通常采用成形切入式磨削[2,3]。
在设计内圈滚道磨床时,支撑定位内圈的工件箱、上下料机构及机械手机构在同一回转板上,位于机床的左部,砂轮机构在机床中间部位,砂轮轴线与工件轴线平行,凸度修整器在机床的右部,修整金刚笔上拖板运动方向与砂轮轴线平行。
滚子轴承凸度加工技术的研究进展
= 2
轴承
2 1年 l期 01 O
CN41 — 1 48 1 /TH Bea n 01 No 0 i r g 2 1, .1
6 l一6 3
滚 子 轴 承 凸度 加 工 技 术 的 研 究 进 展
高作 斌 马 伟 邓 效 忠 一, ,
(. 1 西北 工 业 大 学 机 电学 院 , 安 西 7 0 7 ;. 南 科 技 大 学 10 2 2 河 机 电 工 程 学 院 , 南 洛 阳 河 4 10 ) 7 0 3
n e e o b t d e u t e . e r l rmo e n t b l y i olr c n e i c i ig i a s e d d t e e rh i e d d t e su id f r r Th ol v me tsa i t n r l o v xt ma h n n s lo n e e o r s a c n h e i e y
摘 要 : 凸度磨 削和超 精研方面论述 了滚子 轴承凸度加工 技术 的研究进 展 , 从 认为 : 凸度磨 削加 工 的成 形方法 和 机理 已基本清楚 , 技术关键 在于修整器 的运 动精 度控制 ; 凸度超 精研 加工 的成形机 理和规 律 尚不完全清 楚 , 特
别是 滚子的凸度超精研过程 中 , 石与滚子之 间的接触状态 、 度成形机理和磨削原理 , 要 进一步深 入研究 ; 油 凸 需 滚 子 凸 度 加 工 中滚 子 运 动 的稳 定 性 也 需 要 深 入 研 究 。 关 键 词 : 子 轴 承 ; 度 加 工 ; 究 进 展 滚 凸 研 中 图 分 类 号 :H13 3 2 T 3 .3 文 献 标 志 码 : B 文 章 编 号 :00— 7 2 2 1 )O一 0 1 0 10 3 6 (0 1 1 0 6 — 3
圆锥滚子轴承凸度设计方法

圆锥滚子轴承凸度设计方法
圆锥滚子轴承的凸度设计是非常重要的,它直接影响着轴承的性能和使用寿命。
在设计圆锥滚子轴承的凸度时,需要考虑以下几个方面:
1. 载荷分布,首先需要分析轴承在实际工作条件下承受的载荷情况,包括径向载荷和轴向载荷。
根据不同的工况,需要确定合适的凸度设计方案。
2. 润滑情况,凸度设计也需要考虑润滑情况,包括润滑膜厚度和润滑方式。
不同的润滑条件对凸度设计有不同的要求。
3. 轴承材料和热处理,凸度设计还需要考虑轴承材料的选择以及热处理工艺,这些因素会影响到轴承的硬度和强度,进而影响凸度设计。
4. 热膨胀和热变形,在高速、高温工况下,热膨胀和热变形会对轴承的凸度设计产生影响,需要进行相关的热力学计算和分析。
5. 制造工艺,最后,凸度设计也需要考虑到制造工艺,确保轴
承能够在制造过程中保持设计凸度。
总的来说,圆锥滚子轴承的凸度设计需要综合考虑载荷分布、润滑情况、材料和热处理、热膨胀和热变形以及制造工艺等多个因素,通过理论计算和实际验证相结合的方法来确定最佳的凸度设计方案。
这样才能确保轴承在实际工作中具有良好的性能和可靠的使用寿命。
滚子轴承套圈滚道凸度超精加工方法介绍
滚子轴承套圈滚道凸度超精加工方法介绍曹新建 高向红石家庄轴承设备股份有限公司 (050051)摘 要 提出了一种针对滚子轴承套圈滚道必须带凸度的要求。
根据套圈滚道凸度的特点,结合多年来轴承套圈超精技术设计的实践,开发设计滚子轴承套圈滚道超精研机,采用窄油石、大往复结合小振荡的方法,提高了轴承套圈滚道凸度的精度,适应了市场发展的需要。
关键词 滚道凸度 窄油石 油石往复长度滚子轴承套圈滚道超精研机目前是使用窄于滚道宽度的宽油石以一定振荡频率及固定的振幅进行超精研磨加工,该方法对套圈前道工序经过磨削加工的滚道凸度形状不但得不到改善而且还可能造成一定的破坏,也不利于套圈滚道精度的提高。
所以需要开发一种新的滚子轴承套圈滚道超精研机。
在新机型设计中我们采用的是油石的大往复小振荡技术,即采用窄油石在滚道宽度内的不同位置改变油石振荡频率,以伺服电机驱动油石进行大往复运动来实现超精研改善滚道凸度及精度的目的。
1 设计指导思想采用油石在滚道往复长度上分段以及变化油石在各段的振荡频率和速度方法以实现滚道凸度的超精研磨。
这里着重介绍油石往复运动的设计及设置。
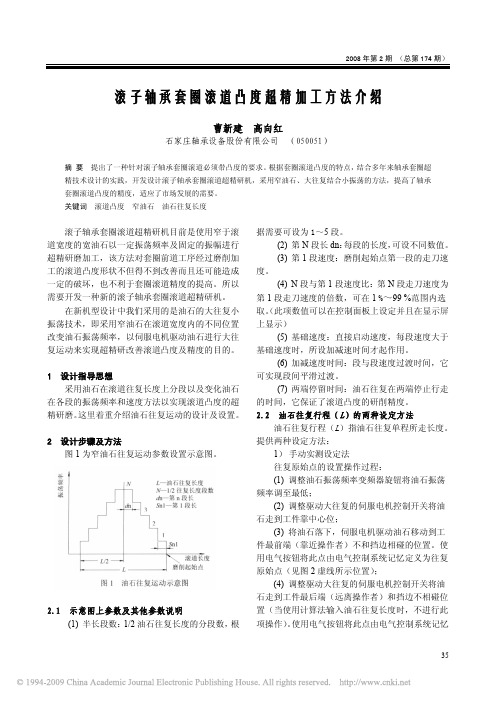
2 设计步骤及方法图1为窄油石往复运动参数设置示意图。
图1 油石往复运动示意图2.1 示意图上参数及其他参数说明(1) 半长段数:1/2油石往复长度的分段数,根据需要可设为1~5段。
(2) 第段长dn :每段的长度,可设不同数值。
(3)N 第1段速度:磨削起始点第一段的走刀速度。
段与第1段速度比:第N 段走刀速度为第1速度:直接启动速度,每段速度大于基础,它可实平石往复在两端停止行走的时保长度。
提供法程:钮将油石振荡频率大往复的伺服电机控制开关将油石走服电机驱动油石移动到工件最控制开关将油石走(4) N 段走刀度的倍数,可在1 %~99 %范围内选取。
(此项数值可以在控制面板上设定并且在显示屏上显示)(5) 基础速速度时所设加减速时间才起作用。
(6) 加减速度时间:段与段速度过渡时间,现段间滑过渡。
圆锥滚子轴承滚道凸度测量方法的改进

《轴承》 &$$& * 0 * !司 (辽宁瓦房店 现行工艺 规 定, 圆锥轴 承 内、 外圈滚 道只 许 凸 不 许 凹, 滚道的凸 度用 标 准 滚 子 涂 色 检 查,但 凸起 的 准 确 数 值无法知道。 我厂为美 国铁 道 协 会 生 产 的 ! 轴、" 轴 散 件 产 品, 均为 圆 锥 滚 子 轴承, 对 内、 外 圈滚 道 的 凸 度 要求很高, 在$ ) $ * $$’ ++ 范 围 内, 且凸度 最高 点 应 在 滚 量方法 (图 !) 及装置 (图 &) 。 现仅以 " 轴为例进行分析。在加工 " 轴轴 承内、 外圈时, 首先在专用仪器上测出 ! ) & 件凸 度的数值, 合格后, 再由设备自身保证进行加工。 在加工过程中, 由于设备自身及修整器、 磨料等原 因的影响, 很难保证该批产品滚道凸起的数值在 用涂色滚子监控, 不仅效 $ ) $ * $$’ ++ 的范围内, 率低, 而且准确性差。 根据滚道的宽窄调整两支点间的距离, 同时 保证测点位于两支点的中间。用标准件校表, 然 后将该装置置于滚道上, 沿工件径向微微摆动, 使 其 # 点在同一条素线上。外圈找出最高点, 内圈 找出最低点, 即为滚道凸度的数值。 在磨削过程中, 随机抽出几件外圈, 该装置与 专用仪器测量数据对比见表 !。 从表中可以看出, 该装置的测量误差在 $ * ( + 以内。 !
・ #’ ・万方数据
!!"#$$) 刘永涛
连
涛
图!
设计了专用的凸度测 道中部 &$, 范围内。为此,
! % 千分表; & % 紧固装置; # % 支架; ’ % 支点; ( % 测头; "%支 点
滚子凸度对轴承使用的影响

浅析滚动体凸度对轴承使用的影响
轧机轴承中,圆柱滚子轴承和圆锥滚子轴承应用是比较广泛的,尤其是多列式的,它们能够承受较大的径向载荷。
而且,当轧辊出现较小的弯曲或其他不同轴现象引起轻微的力矩载荷,它们也有一定的承受与适应能力。
图一圆柱滚子轴承内圈的倾斜
由于轴上力矩载荷的存在,轴承的套圈会出现倾斜,这样轴承滚子两端部存在较大的集中应力。
为了减少这种边缘集中应力,从而避免滚子出现过早疲劳失效,滚子和滚道通过采用凸度设计来加以解决。
滚子凸度可以是最简单的完全圆弧(如图二),也可以是部分凸度(如图三)。
大多数圆柱滚子轴承滚子轮廓一部分带凸度,其余还是圆柱面。
为了尽可能地降低应力集中,在圆柱面与凸起部分用相切曲线来取代圆弧。
图二完全圆弧的圆柱滚子
图三局部凸度的圆柱滚子
滚道中凸度的应用主要是完全凸形式,如下图四所示无凸度圆柱滚子在完全凸形的滚道中。
在圆锥滚子中,内外滚道通常都有凸度,而滚子则没有凸度。
图四凸形滚道与圆柱滚子接触
在实际的应用中,滚子需不需要采用凸度应根据具体工况来确定。
如工作中设备或安装后不同轴现象很少出现,那么为降低成本,滚子也没必要凸度加工;否则,为了轴承的使用寿命还是选用具有凸度滚子或凸度滚道的轴承。
圆锥滚子轴承凸度的有限元分析

滚动轴承虽然是一种外形简单的基本零件,但是它的设计原理和 性能分析却十分复杂,尤其是随着电子计算机的发展和应用,计算机 辅助设计,计算机模拟被广泛的应用在轴承的设计和分析中以后,情 况更是如此【2】【”。
轴承的传统设计原理和分析方法是指对轴承的几何关系、应力与 应变、载荷分布、运动学关系、额定静载荷、额定动载荷和寿命的分 析、计算等,这些内容主要是运用材料力学和弹性力学的方法来分析 设计轴承,其依据是经典的赫兹(Hertz.H)弹性接触理论和帕姆格 林(Palmgren.A.)的轴承的轴承额定理论,再加以适当的实践修正, 从而形成一套实用的设计和分析公式。到五十年代,这种传统的设计 和分析理论已经相当的成熟和完善了。
我国的工业发展较为落盾,这和我国的工业起步较晚有关,在轴 承行业尤为如此。现如今,在中低档类型轴承方面,我国的轴承设计 制造水平和国外差距已经不是太大。但是在高档轴承的设计制造方 面,差距是极其明显的,有资料显示,比较国内外相同类型的轿车用 圆锥滚子轴承,仅从使用寿命上来看,相差就在10倍左右,这还不 说在使用性能上的差距【4】。
随着轿车工业的发展,对圆锥滚予轴承要求越来越高。目前,轿 车工业已经成熟期。各种高新技术的应用使新产品的开发能力进一步 加强,开发周期逐步缩短,世界上大的汽车公司预研一代,生产一 代,淘汰一代的科学生产体系,轿车行业出现了向低价格、安全性、 环保型、节能型发展的新动向。作为轿车上广泛应用的圆锥滚子轴 承,其设计和制造水平更是发展迅猛。
圆锥滚子轴承的凸度加工

有部 分 套 圈 在 滚 道 中 间断 产 生 内 凹现 象 。 采 用 伺 服 电机 拖 动超 精 头 , 意 识 地 控 制 超 精 油 石 在 滚 有
象。
4 ×4 Q 8 8 T滚子 、2×4 Q 4 2 T滚 子 进 行 了类 似 的 工 艺 试 验 , 仅 各 项 检 查 项 目都 符 合 规 定 , 且 杜 绝 了 不 而
回火 试 样 仍 采 用 测 定 淬 火 硬 度 所 用 的 4粒 滚
子 , 回火 后 硬 度 为 6 ~6 R 件 差 ≤1 C。 1 3H C, HR
承 的 使 用 寿 命 , 足 了用 户 的要 求 , 且 提 高 厂经 满 而
多 , 在 两 端 停 留 时 间 短 , 削 次 数 少 , 样 就 会 而 切 这
缘 一 带 有 很 大 的 接 触 应 力 集 中 现 象 , 是 导 致 圆 它 锥 滚 子 轴 承 早 期 疲 劳 剥 落 的一 个 主 要 因 素 。产 生
边 缘 接 触 应 力 集 中 的 原 因 , 是 轴 承 套 圈 与 滚 子 一
综 上 所 述 , 过 对 淬 火 摇 筐 的 改 进 , 处 理 工 通 热 艺 的 完 善 , 大 了 G r5钢 制 滚 子 在 轴 承 零 件 中 扩 Cl 的使 用 范 围 。 G r5钢 的 合 理 应 用 不 仅 提 高 了轴 Cl
5 3 回 火 试 验 .
回火 温 度 :8 c, 火 时 间 : 。 10 q 回 4h
维普资讯
I SSN 0 0 1 0 -3 6 轴 承 72 C 1— 1 4 / H B ai g N4 18T e rn
— —
20 0 2年 第 1 期 1
2 0 No. 1 0 2. 1
圆锥滚子轴承凸度程序构建

(1 .Te c l mi c al Cen t e l ‘ , Ha r bi n Be a r i ng Gr oup Cor por a t i on, Har bi n 1 5 00 36, Chi na: 2. Ki ne t i c En er g y Com p an y ,t t ar bi n Be a r i ng
小 ,消 除或减 小 边缘 应 力的效 应
锥外 组成的 ,i , f 以分开安装 . 网锥滚子轴承主 以承受 径 向 为主的 径 、轴 向联 合载 茼 埘 丁 锥 滚子 轴 承 的 , } 乏 载f i  ̄ . h,主要 取 决 于 接 触角 ,接 触 角越 大 则轴 承载 能 力就 越 大 ,反 之 则 向依 载 能 力越 大 对 丁接 触 角相 同 的情 下 ,滚 子 与套 阍的 接 触心 力 则往 往 决定 了轴 承 的 承载能 力 ,尤 为重 的便 是边缘 应 力集 巾 、 边缘 心 力集 巾主 要是 f { I 于 A 母线滚 子 接 触 的 边缘 效 应 币 ¨ 应 川 巾的 轴线 偏 斜 引起 的 ,一 般边 缘
Ke y wo r ds : t a pe r e d r o l l e r b e a r i n g; co nv e xi t y; pr o gr a m
1 前言
锥 滚 子轴 承 属 于可 分离 型 轴 承 ,足 巾带 滚 子t - j 保持 架 f l  ̄ f t : f ( ' J 内 组 成 的 锥 内 圈组 件 与
( I . 哈 尔滨轴 承集 公司 技术 t
50 03 6)
川
,黑 龙江 哈尔滨 1 5 0 0 3 6 2 . 1 I A 尔滨轴承集Ⅲ公 ・ 动能 公 川,
圆锥滚子轴承内圈滚道磨削和质量控制
I n rrn a e y g i d n n u l y c n r l f a e e o lrb a i g n e i gr c wa rn i g a d q ai o to p r d r l e rn t o t e
Li ng h n Li oy ng Yo s e g , u Ha a
(. r e D p r n ,VI ab nB a igC . t. abn 5 0 6 h n ; . e a me t f ai s rn e V C H r i 1 Mak t e at t me A C H r i e r o, d H r i 1 0 3 , ia2D p r n l yAsua c , 1 abn n L , C t o Qu t A
Bern . t . r i 0 3 , ia ai gCo, d, bn1 0 6Chn ) L Ha 5
Ab t a t T p r d r l rb a i g i n r a e y e it ቤተ መጻሕፍቲ ባይዱ id fg i d n y fc n e c wa n tag t a e y, n r s r c : a e e o l e rn e c wa x ss wo k n so r i g wa so v x r e y a d sr i h c wa i e e n r t n o a r n
第 2期
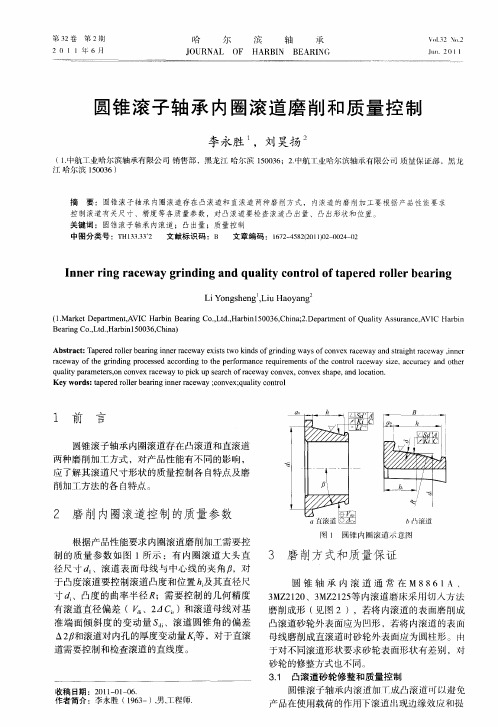
李永胜 ,等 :圆锥滚 子轴 承内圈滚道磨削和质量控制
金刚笔尖通过砂轮中心时的点也是砂轮宽度 的中 点 ,以保证滚道凸度 的位置合格 ,若滚道凸度的 位 置不 合格 需 调砂 轮修 整器 座 的位置 。 32 直 滚道 砂轮 修整 和质 量控 制 . 直 内滚道加工 , 要将砂轮修整器 的拨角调为 0 ,然后根据产 品滚道角度 的要求调主轴床头 , 直到使滚道磨削的角度合格为止 ,内滚道加工成 直滚 道 要检 查 滚道 表 面 的直线 性 ,不 允许 有 凹 心
滚子轴承套圈滚道凸度超精加工方法介绍
滚子轴承套圈滚道凸度超精加工方法介绍曹新建 高向红石家庄轴承设备股份有限公司 (050051)摘 要 提出了一种针对滚子轴承套圈滚道必须带凸度的要求。
根据套圈滚道凸度的特点,结合多年来轴承套圈超精技术设计的实践,开发设计滚子轴承套圈滚道超精研机,采用窄油石、大往复结合小振荡的方法,提高了轴承套圈滚道凸度的精度,适应了市场发展的需要。
关键词 滚道凸度 窄油石 油石往复长度滚子轴承套圈滚道超精研机目前是使用窄于滚道宽度的宽油石以一定振荡频率及固定的振幅进行超精研磨加工,该方法对套圈前道工序经过磨削加工的滚道凸度形状不但得不到改善而且还可能造成一定的破坏,也不利于套圈滚道精度的提高。
所以需要开发一种新的滚子轴承套圈滚道超精研机。
在新机型设计中我们采用的是油石的大往复小振荡技术,即采用窄油石在滚道宽度内的不同位置改变油石振荡频率,以伺服电机驱动油石进行大往复运动来实现超精研改善滚道凸度及精度的目的。
1 设计指导思想采用油石在滚道往复长度上分段以及变化油石在各段的振荡频率和速度方法以实现滚道凸度的超精研磨。
这里着重介绍油石往复运动的设计及设置。
2 设计步骤及方法图1为窄油石往复运动参数设置示意图。
图1 油石往复运动示意图2.1 示意图上参数及其他参数说明(1) 半长段数:1/2油石往复长度的分段数,根据需要可设为1~5段。
(2) 第段长dn :每段的长度,可设不同数值。
(3)N 第1段速度:磨削起始点第一段的走刀速度。
段与第1段速度比:第N 段走刀速度为第1速度:直接启动速度,每段速度大于基础,它可实平石往复在两端停止行走的时保长度。
提供法程:钮将油石振荡频率大往复的伺服电机控制开关将油石走服电机驱动油石移动到工件最控制开关将油石走(4) N 段走刀度的倍数,可在1 %~99 %范围内选取。
(此项数值可以在控制面板上设定并且在显示屏上显示)(5) 基础速速度时所设加减速时间才起作用。
(6) 加减速度时间:段与段速度过渡时间,现段间滑过渡。
三菱QPLC实现圆锥滚子轴承套圈滚道凸度的磨削加工
三菱QPLC实现圆锥滚子轴承套圈滚道凸度的磨削加工李太林;李海祥
【期刊名称】《金属加工:冷加工》
【年(卷),期】2016(000)007
【摘要】运用三菱QPLC、定位模块QD75以及人机界面GOT控制伺服电动机两轴插补,将砂轮的外形修出类似对数曲线的形状,满足圆锥轴承套圈的凸度磨削要求.
【总页数】2页(P57-58)
【作者】李太林;李海祥
【作者单位】新乡日升数控轴承装备股份有限公司河南 453700;新乡日升数控轴承装备股份有限公司河南 453700
【正文语种】中文
【相关文献】
1.滚子轴承套圈滚道凸度超精加工方法介绍 [J], 曹新建;高向红
2.滚子轴承套圈滚道凸度的磨削加工 [J], 董晖;王雪珍
3.推力圆锥滚子轴承套圈滚道及挡边工序间尺寸的确定 [J], 李东如;谢星昊;高明远
4.圆锥滚子轴承套圈外滚道凸度的测值分析 [J], 栾金伟;王敏
5.轴承套圈滚道凸度磨削的砂轮修整器 [J], 殷明正
因版权原因,仅展示原文概要,查看原文内容请购买。