焊接相关计算
焊接节点计算
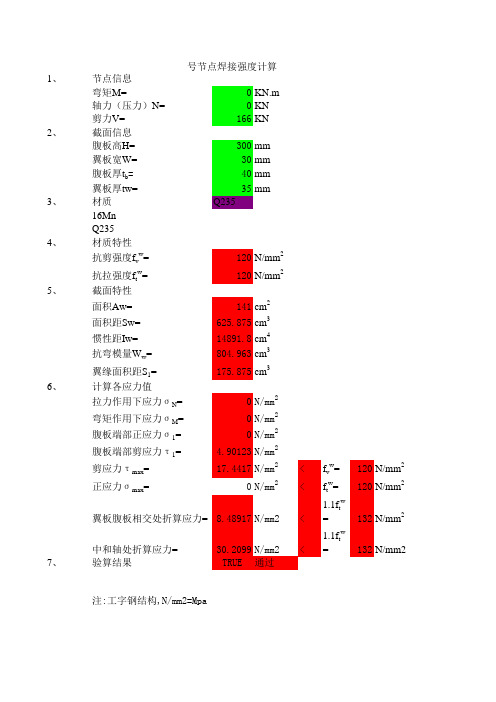
< fvw= 120 N/mm2 < ftw= 120 N/mm2
1.1ftw
翼板腹板相交处折算应力= 8.48917 N/mm2 < =
132 N/mm2
中和轴处折算应力=
7、
验算结果
1.1ftw
30.2099 N/mm2 < =
132 N/mm2
TRUE 通过
注:工字钢结构,N/mm2=Mpa
屈服强度和屈服点相对应,屈服点 是指金属发生塑性变形的那一点, 所对应的强度成为屈服强度。许用 应力指机械零件在使用时为了安全 起见,用屈服应力除以一个安全系 数。抗拉强度指材料抵抗外力的能 力,一般拉伸实验时拉断时候的强 度。
号节点焊接强度计算
1、
节点信息
弯矩M=
0 KN.m
轴力(压力)N=
0 KN
剪力V=
166 KN
2、
截面信息
腹板高H=
300 mm
翼板宽W=
30 mm
腹板厚tb=
翼板厚tw=
3、
材质
40 mm 35 mm Q235
16Mn
Q235
4、
材质特性
抗剪强度fvw=
抗拉强度ftw=
5、
截面特性
120 N/mm2 120 N/mm2
换算关系为:
许用应力=屈服强度/安全系数
拉压试验多用 屈服强度和抗拉强度
与温度有很大关系,一般温度升 高,材料强度降低
面积Aw=
141 cm2
面积距Sw=
625.875 cm3惯性距Iw=来自14891.8 cm4
抗弯模量Ww=
翼缘面积距S1=
6、
计算各应力值
焊接相关计算

焊接的有关计算第—章 根本概念的有关计算一、焊条药皮质量系数概念:焊条药皮质量系数即焊条与药芯〔不包含无药皮的夹持端〕的质量比。
. 式中:Kb ——药皮质量系数〔%〕; m o ——药皮质量〔Kg 〕; m l ——焊芯质量〔Kg 〕。
.二、焊条药皮厚度分类〔1〕薄药皮焊条 〔2〕厚药皮焊条 〔3〕特厚药皮焊条三、熔敷系数熔敷系数指熔焊过程中,单位电流、单位时间内,焊芯〔或焊丝〕熔敷在焊件上的金属量。
. 式中:H α——熔敷系数〔g/Ah 〕; m ——熔敷焊缝金属质量〔g 〕; I ——焊接电流〔A 〕; t ——焊接时间〔h 〕。
四、熔化系数熔化系数指熔焊过程中,单位电流,单位时间内,焊芯〔或焊丝〕的熔化量。
式中 :p α——熔化系数〔g/Ah 〕; o m ——焊芯原质量〔g 〕; l m ——焊后剩下焊芯质量〔g 〕;五、熔化速度熔化速度指熔焊过程中,熔化电极在单位时间内熔化的长度或质量。
式中 p v —— 熔化速度〔mm/min 〕;O L ——焊条原长〔mm 〕;L ——余下焊条头长度〔mm 〕; T ——焊接时间〔min 〕。
例:某焊条长320mm ,经过5min 的焊接,剩下40mm 的焊条头,求该焊条的熔化速度。
解:O p L Lv t-==〔320mm -40mm 〕/5min=56mm/min 答:该焊条的熔化速度为56mm/min 。
六、熔敷速度熔敷速度指熔焊过程中,单位时间内熔敷在焊件上的金属量。
式中:p v ——熔敷速度〔kg/h 〕; M ——焊后焊件的质量〔kg 〕;0m ——焊前焊件的质量〔kg 〕;t ——焊接时间〔h 〕。
七、热输入热输入指熔焊时,由焊接能源输入给单位长度焊缝上的热能。
式中:q ——热输入〔J/mm 〕; U ——电弧电压〔V 〕; I ——焊接电流〔A 〕; V ——焊接速度〔mm/s 〕;η——热效率〔焊条电弧焊η=0.7~0.8;埋弧焊η=0.8~0.95;TIG 焊η=0.5〕。
搭接焊接的强度计算公式

搭接焊接的强度计算公式搭接焊接的强度计算公式主要包括两个方面,焊接接头的抗拉强度和抗剪强度。
在进行搭接焊接时,我们通常需要计算这两种强度以评估焊接接头的可靠性。
首先,让我们来看看搭接焊接接头的抗拉强度计算公式。
抗拉强度是指焊接接头在受拉载荷作用下的最大承载能力。
通常情况下,我们可以使用以下公式来计算搭接焊接接头的抗拉强度:\[ \sigma_t = \frac{F}{A} \]其中,σt表示焊接接头的抗拉强度,F表示受拉载荷,A表示焊接接头的横截面积。
在计算横截面积时,我们需要考虑焊缝的有效截面积以确保计算结果的准确性。
接下来,让我们来看看搭接焊接接头的抗剪强度计算公式。
抗剪强度是指焊接接头在受剪载荷作用下的最大承载能力。
通常情况下,我们可以使用以下公式来计算搭接焊接接头的抗剪强度:\[ \tau = \frac{F}{A} \]其中,τ表示焊接接头的抗剪强度,F表示受剪载荷,A表示焊接接头的横截面积。
与抗拉强度的计算类似,我们需要考虑焊缝的有效截面积以确保计算结果的准确性。
在进行搭接焊接的强度计算时,我们还需要考虑一些其他因素,例如焊接材料的强度、焊接接头的几何形状、焊接工艺的质量等。
这些因素都会对焊接接头的强度产生影响,因此在进行强度计算时需要进行综合考虑。
除了以上介绍的抗拉强度和抗剪强度外,我们还可以通过一些其他方法来评估搭接焊接接头的强度,例如有限元分析、试验验证等。
这些方法可以帮助我们更准确地评估焊接接头的强度,并为焊接工艺的优化提供参考。
总之,搭接焊接的强度计算是焊接工程中非常重要的一环。
通过合理地计算焊接接头的抗拉强度和抗剪强度,我们可以评估焊接接头的可靠性,并为焊接工艺的设计和优化提供指导。
希望本文可以帮助读者更好地理解搭接焊接的强度计算方法,并在实际工程中加以应用。
焊材用量计算

焊材用量计算一、焊接长度焊接长度是指焊接过程中焊缝的实际长度。
在进行焊材用量计算时,需要根据焊接长度来确定所需焊材的数量。
具体计算公式如下:所需焊材重量=焊接长度×焊缝宽度×焊材密度其中,焊接长度指焊缝实际的长度,单位为米(m);焊缝宽度是指焊缝的宽度,单位为米(m);焊材密度指焊材的密度,单位为克/立方厘米(g/cm³)。
二、焊缝尺寸焊缝的尺寸包括焊缝深度、焊缝宽度和焊缝长度。
在进行焊材用量计算时,需要根据焊缝的尺寸来确定所需焊材的数量。
1.焊缝深度是指焊缝的最大厚度。
通常情况下,焊缝深度要等于焊件的最大厚度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝深度×焊缝长度×焊缝宽度×焊材密度2.焊缝宽度是指焊缝的最大宽度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝宽度×焊缝长度×焊材密度3.焊缝长度是指焊缝的实际长度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度三、焊缝类型焊缝类型是指焊接时焊缝的形状和结构。
不同类型的焊缝对焊材的使用量有不同的影响。
1.对接焊缝是指在相互接触的焊件之间进行的焊接,需要使用焊条或焊丝。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度2.角焊缝是指焊缝位于两个相互成角的表面之间的焊缝,需要使用焊条或焊丝。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度×焊缝高度3.罩焊缝是指焊缝将一个焊件完全或部分包围起来的焊缝,需要使用焊条。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度四、焊接材料的损耗率在进行焊材用量计算时,还需要考虑焊接材料的损耗率。
焊接过程中,由于种种因素的影响,焊材的实际使用量往往会有一定的损耗。
焊接材料计算公式

焊接材料计算公式
焊接材料主要包括焊条、焊丝、焊剂和气体保护剂等。
以下是焊接材料计算公式的详细解释:
1.焊条的计算公式:
焊条的计算公式为:焊条重量(kg)= 焊条单位长度(kg/m)× 焊接长度(m)。
其中,焊条单位长度是指每米焊条的重量,可以参考焊条的物理性能表进行查找。
2.焊丝的计算公式:
焊丝的计算公式为:焊丝重量(kg)= 焊丝单位长度(kg/m)× 焊接长度(m)。
焊丝单位长度也可以通过参考焊丝的物理性能表进行查找。
3.焊剂的计算公式:
焊剂的计算公式为:焊剂重量(kg)= 焊剂单位长度(kg/m)× 焊接长度(m)。
焊剂单位长度也可以通过参考焊剂的物理性能表进行查找。
4.气体保护剂的计算公式:
气体保护剂的计算公式为:气体保护剂消耗量(m³)= 气体流量(m³/min)× 焊接时间(min)。
气体流量一般根据焊接设备的要求进行设置,焊接时间可以根据实际
情况进行估计。
需要特别注意的是,上述的计算公式都是基于理想情况下的焊接材料
消耗量,实际情况中可能会受到一些因素的影响,如工艺参数的误差、焊
缝的尺寸误差、焊接操作技术等。
因此,在实际操作中需要对计算结果进
行一定的修正和调整。
另外,为保证焊接质量和工作安全,还需参考相关的焊接规范和标准,对焊接材料的选择和使用进行严格的控制和监督。
焊接高度计算

焊接高度计算
焊接高度计算是根据焊接接头的设计要求和相关标准规定,确定焊接接头焊缝的几何尺寸和焊缝高度。
焊接高度计算通常涉及以下几个参数:
1. 焊缝深度:焊缝深度是焊接接头在垂直方向上的厚度或高度,可以根据设计要求和材料厚度确定。
2. 焊缝宽度:焊缝宽度是焊接接头在水平方向上的宽度,通常根据设计要求和焊接材料的种类选择合适的宽度。
3. 焊缝高度:焊缝高度是焊缝的实际高度,通常由焊接过程中焊丝或焊条的直径、喷嘴直径等参数决定。
4. 焊接参数:焊接参数包括焊接电流、电压、速度等,这些参数会影响焊缝的大小和形状,从而影响焊接高度的计算。
根据上述参数,可以使用相应的公式或计算方法来计算焊接高度。
具体的计算方法可以根据焊接材料和焊接方式的不同而有所差异。
在实际操作中,建议参考相关的焊接手册或咨询专业人士以确保计算的准确性和合理性。
焊接中许用焊接电流的计算公式(一)
焊接中许用焊接电流的计算公式(一)计算焊接中许用焊接电流的计算公式在焊接过程中,许用焊接电流的计算是非常重要的。
本文将介绍几种常见的计算公式,并通过举例进行说明。
计算公式一:电弧焊的许用焊接电流计算公式电弧焊是一种常见的焊接方法,其许用焊接电流的计算公式如下:许用焊接电流(A)= (截面积(mm²)× 攻击角度) / 10其中,截面积是焊接件的横截面积,攻击角度是焊条或电极与焊接件之间的夹角。
举例说明:假设焊接件的截面积为200mm²,攻击角度为30°,代入公式进行计算:许用焊接电流 = (200 mm² × 30°) / 10 = 6000 A计算公式二:气体保护焊的许用焊接电流计算公式气体保护焊是一种常见的焊接方法,其许用焊接电流的计算公式如下:许用焊接电流(A)=(截面积(mm²)× 80) / 10其中,截面积是焊接件的横截面积,80是一个常数。
举例说明:假设焊接件的截面积为300mm²,代入公式进行计算:许用焊接电流 = (300 mm² × 80) / 10 = 2400 A计算公式三:电阻焊的许用焊接电流计算公式电阻焊是一种常见的焊接方法,其许用焊接电流的计算公式如下:许用焊接电流(A)=(电阻值(Ω)× 压强(kN)) / 时间(s)其中,电阻值是焊接电阻的阻值,压强是施加到焊接件上的压力,时间是焊接时间。
举例说明:假设焊接电阻的阻值为10 Ω、施加到焊接件上的压力为5 kN,焊接时间为2s,代入公式进行计算:许用焊接电流 = (10 Ω × 5 kN) / 2s = 25 A以上是几种常见的焊接方法中计算许用焊接电流的公式及其举例说明。
在实际应用中,根据具体情况选择适用的计算公式,并进行准确计算。
焊缝尺寸计算公式大全

在金属焊接过程中,焊缝过宽、焊脚尺寸过大,不但焊接接头受热严重,引起焊缝晶粒粗大,塑性、韧性下降,而且焊接热影响区较大,易产生焊接应力及变形;再者浪费材料增加成本。
反之,焊缝过窄、焊脚尺寸过小,母材与焊缝可能熔合不良,引起应力集中,同时还使焊缝易产生咬边、裂纹等焊接缺陷,影响接头强度。
因此正确确定焊缝尺寸是保证焊接质量的关键。
经过多年的研究,得出了手弧焊、埋弧焊焊缝尺寸的经验计算公式,本经验公式为焊接工艺中确定手弧焊、埋弧焊焊缝尺寸提供了理论依据,具有较强的实用性。
手弧焊焊缝尺寸的经验计算公式1、对接焊焊缝尺寸经验计算公式根据板厚及焊接方法要求不同,对接焊缝可分为I形焊缝(即不开坡口对接焊缝)、V形坡口对接焊缝、U形坡口对接焊缝。
(1)I形焊缝宽度的经验计算公式生产中,一般板厚小于6mm不开坡口,形成I形焊缝,焊缝宽度C=δ+2 (1)式中δ——工件厚度,mm。
(2)带钝边V形对接焊缝宽度经验计算公式如图1所示带钝边V形坡口焊缝,坡口角度为α,间隙为b,钝边为P,根据解三角形的方法:焊缝宽度C=AB+CD+b+2e=2(δ-P)tan(α/2)+b+2e≈δ+3 ⑵式中e——坡口两边焊缝覆盖宽度,一般取e=1.5~2mm。
取P=2,b=2,α=60°,e=1.5。
(3)带钝边的U形坡口对接焊缝宽度经验计算公式如图2所示的带钝边的U形坡口,钝边为P,间隙为b,坡口角度为β,根部半径为R,根据解三角形的方法:焊缝宽度C=2(δ-P-R)tanβ+2R+b+2e≈0.35δ+12.5 ⑶取P=2,b=2,e=1.5,R=5,β=10°。
2、角焊缝焊脚尺寸的经验计算公式角焊缝时两焊件接合面构成直角式或接近直角所焊接的焊缝,角焊缝的焊缝尺寸主要是指焊脚尺寸。
如图3所示,T形接头角焊缝焊脚尺寸K=δ+2 ⑷式中δ——两焊件较薄者厚度3、组合焊缝尺寸的经验计算公式组合焊缝是指同一接头焊缝由几种不同焊缝组成。
焊接计算公式总结

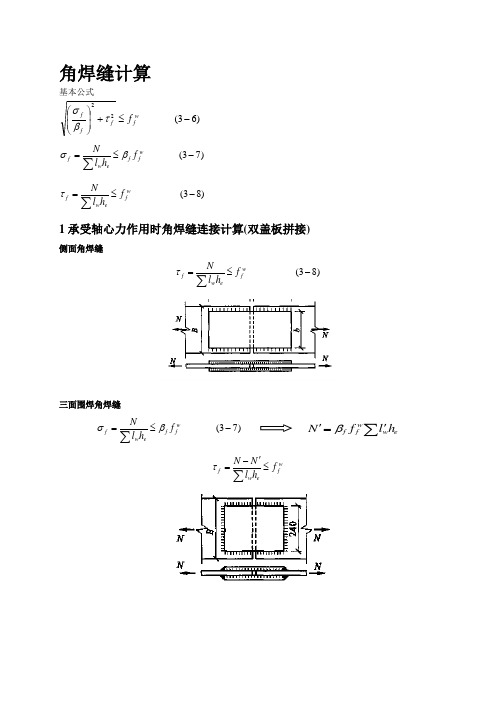
基本公式
f f
w 2 f ff
N f f fw lwhe
2
(3 6)
(3 7)
f f
N f fw l h w e
(3 8)
1 承受轴心力作用时角焊缝连接计算(双盖板拼接)
侧面角焊缝
f
N f fw lwhe
h
f fw f fw
(3 14) (3 15)
l w2 he 2
2N
角钢与节点板用三面角焊缝连接
N3 bhe3 f f fw
N3 2 N N 2 k2 N 3 2 N1 k1 N
(3 19)
(3 20) (3 21)
3 承受轴心力作用时角焊缝连接计算(T 形连接
N f f fw l h w e
(3 7) N N f fw lwhe
he N f f fw lw
f
2 承受轴心力作用时角焊缝连接计算(角钢拼接)
角钢与节点板用侧面角焊缝连接
f f
l
1 N
w1 e1
f f
Nx he l w
h l
2
Ny
e w
f f
w 2 f ff
(3 6)
4 承受弯矩、轴心力或剪力联合作用的角焊缝连接计算
承受弯矩与剪力联合作用的角焊缝连接计界
TAx TAy VAy
T ry Ix Iy T rx Ix Iy V he l w
2
(3 26) (3 27)
TAy VAy 2 TAx f fw f
焊缝长度计算公式lw

焊缝长度计算公式lw焊缝长度计算公式lw是一种用于计算焊缝长度的公式,它是针对焊接工艺中的焊缝设计与计算而提出的。
焊缝长度计算公式lw的一般形式为:lw = a + b + c + d + e其中,a代表焊缝接头处的补偿长度,b代表准备焊接区的长度,c代表焊缝的长度,d代表焊接变形处的长度,e代表其他可能需要考虑的因素的长度。
具体地说,焊缝长度计算公式lw的各个参数含义如下:1. a代表焊缝接头处的补偿长度。
在实际焊接中,由于焊缝的形成需要一定的补偿空间,a表示为这个长度。
一般来说,这个值是预先计算得出的,根据焊接材料和焊接工艺的要求来确定。
2. b代表准备焊接区的长度。
在进行焊接时,需要对工件进行准备,这个准备工作的长度就是b。
例如,在对两个金属片进行焊接时,可能需要将两个金属片进行切割、打磨和清洁等,这些准备工作所需的长度就是b。
3. c代表焊缝的长度。
焊缝的长度是指焊接时所涉及的实际焊接区域的长度。
这个长度是根据焊接工艺和焊接材料来确定的。
4. d代表焊接变形处的长度。
焊接变形是指在焊接过程中由于热影响引起的材料形变。
这种变形可能对焊接结构产生不良影响,所以需要对焊接变形处进行考虑,并计算出相应的长度。
5. e代表其他可能需要考虑的因素的长度。
在实际焊接中,还有一些其他因素可能会影响焊缝的长度,例如焊接的工艺条件、焊接的环境条件等。
这些因素可能会对焊接结果产生一定的影响,所以也需要计算进去。
需要注意的是,焊缝长度计算公式lw仅仅是焊接设计与计算的一部分,还需要考虑其他方面的因素,例如焊缝的宽度、焊缝的几何形状等。
此外,具体的焊接标准和规范中都对焊缝的设计与计算有详细的规定,建议在实际应用中参考相应的标准和规范进行计算。
总的来说,焊缝长度计算公式lw是针对焊接工艺中焊缝设计与计算而提出的一种计算公式。
通过该公式,可以对焊缝的长度进行计算,从而达到设计合理、焊接安全的目的。
需要根据具体的焊接材料、焊接工艺和焊接标准等因素来确定各个参数的具体取值。
焊材消耗定额计算

焊材消耗定额计算首先,焊材消耗定额计算需要明确以下几个参数:1.焊接方法:包括手工电弧焊、埋弧焊、气体保护焊、等离子焊等。
2.焊接材料:焊丝,包括焊芯材料和焊剂,通常根据焊接方法不同而选择不同的焊芯材料和焊剂。
3.焊接层数:焊缝的层数,通常有单层焊缝和多层焊缝两种。
4.焊缝形式:包括直焊缝、横焊缝、角焊缝等形式。
在进行焊材消耗定额计算时,需要根据以上参数选择相应的计算公式。
以下是一些常用的计算公式的示例:1.焊接电流计算:焊接电流(A)= 焊缝长度(m)× 焊接速度(m/min)× 焊丝截面积(mm²/m)2.焊丝消耗量计算:焊丝消耗量(kg/m)= 焊接电流(A)× 焊接时间(h)× 焊丝直径(mm)× 电流效率3.焊剂消耗量计算:焊剂消耗量(kg/m)= 焊缝长度(m)× 焊接速度(m/min)× 焊剂厚度(mm)4.焊剂厚度计算:焊剂厚度(mm)= 焊缝截面积(mm²)× 焊剂密度(kg/m³)÷ 焊缝长度(m)通过以上公式计算得到的数值,即为焊材消耗定额。
需要注意的是,焊材消耗定额计算中还需考虑一些因素的修正:1.考虑焊接过程中的损耗情况,例如焊丝的溅射、飞溅和风化等。
2.考虑焊接工艺因素的修正,包括焊接电流、焊接速度、焊接层数等的影响。
焊材消耗定额计算是一项比较复杂的工作,需要根据具体焊接工艺和焊接材料进行计算。
在实际生产中,可以参考相关的焊接手册和标准,或者请专业人员进行计算。
通过定额计算,可以合理控制焊材消耗量,提高焊接效率和经济效益。
二保焊焊接热输入量计算公式

二保焊焊接热输入量计算公式
焊接热输入量是指焊接过程中传递给焊缝和熔池的热量总量。
它可以通过下面的公式来计算:
热输入量(H)=电弧功率(P)×焊接时间(t)×热效率(η)
其中,
电弧功率(P)是焊接电弧的功率,单位是瓦特(W)。
焊接时间(t)是焊接过程中的时间,单位是秒(s)。
热效率(η)是焊接过程中能量转换的效率,通常取
0.7~0.9之间的数值。
根据上述公式,通过测量电弧功率、焊接时间和热效率,可
以计算出焊接热输入量。
需要注意的是,焊接热输入量的计算公式是一个近似的计算
方法,仅仅是一个估算值。
实际的焊接热输入量还会受到许多
因素的影响,如电流、电压、焊接速度、电弧长度、材料热导
率等。
因此,在实际应用中,为了得到更准确的热输入量,需
要考虑这些因素并进行修正。
焊接相关计算
0、8~1、1
0、9~1、2
0、8~1、1
<0、3
解:
=0、35%+1、1%/6+(1、1%+0+0)/5+(0、3%+0)/15=0、77%
答:30CrMnSiA钢得碳当量为0、77%。
十、损失系数
损失系数指焊芯(或焊丝)在熔敷过程中得损失量与焊芯(或焊丝)原有质量得百分比。
式中:m——熔化焊芯(或焊丝)质量(g);
八、熔合比
熔合比又称截面系数。熔合比指熔焊时,被熔化得母材部分在焊道金属中所占得比例
(如下图焊缝截面)
式中:θ-—熔合比(%);
AA——填充焊丝(焊条)所占面积;
AB-—母材所占面积.
九、碳当量
碳当量即把钢中合金元素(包括碳)得含量按其作用换算成碳得相当含量。它可作为评定钢材焊接性得一种参考指标.
国际焊接学会推荐:
例3:某电焊机在额定负载持续率时得额定焊接电流,求实际使用焊接电流为I=600A时,实际负载持续率为多少?
已知:
求;DY
解:由
得
答:实际负载持续率DY为15%.
例 4:某电焊机额定负载持续率,而在实际负载持续率DY=15%时,允许使用得焊接电流I=600A,求该焊机得额定焊接电流IN。
已知:
求:
解:由
求:q=?
解:
答:焊接热输入为20、8kJ/cm。
例3:某钢材在焊接过程中得最佳热输入为24kJ/cm,如果采用焊条电弧焊,选用电弧电压为24V,焊接速度为0.2cm/s,其焊接电流应选用多少(η=0、8)?
已知:q=24kJ/cm;U=24V;v=0。2cm/s;η=0、8
求:I=?
焊工成本计算公式

焊工成本计算公式在制造业中,焊接是一项非常重要的工艺,它被广泛应用于各种金属制品的生产过程中。
而焊工成本的计算则是制造企业必须要考虑的重要问题之一。
正确的焊工成本计算可以帮助企业合理安排生产成本,从而提高生产效率和盈利能力。
本文将介绍焊工成本的计算公式,并探讨影响焊工成本的因素。
焊工成本计算公式。
焊工成本的计算公式可以分为直接成本和间接成本两部分。
直接成本是指直接与焊接过程相关的成本,包括人工成本、材料成本和设备成本等;而间接成本则是指与焊接过程相关的其他成本,如管理费用、设备折旧费用等。
1. 人工成本。
人工成本是焊接过程中最主要的直接成本之一。
焊工的工资、福利和培训费用都属于人工成本的范畴。
人工成本的计算公式可以表示为:人工成本 = 焊工工资 + 福利费用 + 培训费用。
其中,焊工工资是指焊接工人的实际工资,福利费用是指企业为焊工支付的各种福利,如社会保险、住房公积金等,培训费用是指为了提高焊工技能而进行的培训所产生的费用。
2. 材料成本。
材料成本是指焊接过程中所使用的各种材料的成本,包括焊条、焊丝、气体等。
材料成本的计算公式可以表示为:材料成本 = 焊接材料的单价×焊接材料的用量。
其中,焊接材料的单价是指每单位焊接材料的价格,焊接材料的用量是指在焊接过程中所使用的材料数量。
3. 设备成本。
设备成本是指用于焊接过程中的设备的成本,包括焊接机、气体瓶、焊接工具等。
设备成本的计算公式可以表示为:设备成本 = 设备的折旧费用 + 设备的维护费用。
其中,设备的折旧费用是指设备在使用过程中由于价值递减而产生的费用,设备的维护费用是指为了保持设备正常运转而进行的维护所产生的费用。
4. 管理费用。
管理费用是指与焊接过程相关的其他费用,如生产计划、人力资源管理、质量控制等。
管理费用的计算公式可以表示为:管理费用 = 生产计划费用 + 人力资源管理费用 + 质量控制费用。
其中,生产计划费用是指为了保证焊接生产计划的顺利进行而产生的费用,人力资源管理费用是指为了管理焊工队伍而产生的费用,质量控制费用是指为了保证焊接质量而产生的费用。
焊接当量计算方法

计算焊接工作量的单位,也就是焊接当量。
国外叫达因,是指直径1英寸的一个焊口为1个焊接当量(1个达因)。
10个1英寸的焊口就是10个达因,2个5英寸的焊口也是10个达因,这种统计方法只考虑了焊口直径没有考虑壁厚的影响,所以只适用于壁厚在8毫米以下的焊口;超过8毫米每增加2毫米加乘一个0.1的系数。
装置区的可以根据经验公式算:1、装置区的焊接工程量=管线总长度×0.127(修正系数)×管线寸口+(弯头数量×管线寸口×2)+(三通数量×管线寸口×3)+(法兰数量×管线寸口)+(大小头数量×管线寸口×2)2、对于非装置区即管廊区,可以按公式计算非装置区的焊接工程量=焊口数(管线总长度/单根管线长度)×管线寸口+(弯头数量×管线寸口×2)+(三通数量×管线寸口×3)+(法兰数量×管线寸口)+(大小头数量×管线寸口×2)/如:管线是3”,焊口数有20个,焊接工程量就是60”。
上式中的管线寸口即管线外径的英制,上面公式只是1种外径规格的管子计算方法,所有规格的管线均按上面公式计算,最后再加起来,就可得到总焊接工程量。
对于厚壁管,可以根据经验乘以一个系数。
3、还有一种方法,可按经验,根据总单线图的图纸数量,估算总焊口数。
对于非装置区即管廊区,可以按上面的公式计算,但是对于装置区的,按这么算就多算了!可以根据经验公式这么算:装置区的焊接工程量=管线总长度× 0.127(修正系数)×管线寸口+(弯头数量×管线寸口× 2)+(三通数量×管线寸口× 3)+(法兰数量×管线寸口)+(大小头数量×管线寸口× 2)。
焊接相关计算范文

焊接相关计算范文1.焊接电流的计算:根据焊接材料和焊接方法的要求,可以使用以下公式计算焊接电流:I=(K×P)/V其中,I表示焊接电流,K为填充系数,P为焊接功率,V为焊接电压。
2.焊接电压的计算:根据焊接材料和焊接方法的要求,可以使用以下公式计算焊接电压:V=(K×P)/I其中,V表示焊接电压,K为填充系数,P为焊接功率,I为焊接电流。
3.焊接时间的计算:焊接时间取决于焊缝长度和焊接速度。
焊缝长度可以通过焊接熔深和焊缝宽度计算得到,即:L=D×W其中,L表示焊缝长度,D为焊缝熔深,W为焊缝宽度。
然后,焊接时间可以通过焊缝长度和焊接速度计算得到,即:T=L/V其中,T表示焊接时间,L为焊缝长度,V为焊接速度。
4.焊接速度的计算:焊接速度是指单位时间内焊接的长度,可以通过焊缝长度和焊接时间计算得到,即:V=L/T其中,V表示焊接速度,L为焊缝长度,T为焊接时间。
5.焊接熔深的计算:焊接熔深是指焊枪焊接到被焊接材料内部的深度。
根据焊接材料的要求和焊接参数,可以使用如下公式计算焊接熔深:D=(T×V)/2其中,D表示焊接熔深,T为焊接时间,V为焊接速度。
6.焊接角度的计算:焊接角度是指焊接枪与被焊接材料表面的夹角。
根据焊接材料和焊接方法的要求,可以使用如下公式计算焊接角度:α = arctan(H / L)其中,α表示焊接角度,H为焊接高度,L为焊缝的长度。
以上就是焊接相关计算的示例,不同的焊接项目可能会有不同的计算方法和参数,具体的计算需要根据项目的要求和实际情况进行调整。
焊缝受力计算公式

焊缝受力计算公式
焊缝的受力计算涉及多个因素,包括焊缝类型、焊接材料、应力类型、应力分布等。
以下是一些常见的焊缝受力计算公式:
1. 焊缝强度计算(剪切强度):
-对于螺栓连接中的剪切焊缝,可以使用以下公式计算其强度:
τ= F / (l * s)
其中,τ表示焊缝的剪切强度,F表示应用在焊缝上的剪切力,l表示焊缝的有效长度,s表示焊缝的有效截面面积。
2. 焊缝强度计算(拉伸强度):
-对于焊缝的拉伸强度计算,常使用以下公式:
σ= F / (l * h)
其中,σ表示焊缝的拉伸强度,F表示应用在焊缝上的拉伸力,l表示焊缝的有效长度,h表示焊缝的有效截面高度。
3. 焊缝应力计算(弯曲应力):
-对于焊缝在弯曲加载下的应力计算,可以使用以下公式:σ= M / (W * y)
其中,σ表示焊缝的应力,M表示作用在焊缝上的弯矩,W表示焊缝的截面模量,y表示焊缝截面的垂直距离。
需要注意的是,上述公式仅提供了一些常见的焊缝受力计算公式,实际应用中需要根据具体情况选择合适的公式,并考虑材料的强度特性、几何形状以及设计标准等因素。
在进行焊缝受力计算时,建议参考相关的焊接规范、材料手册或专业工程师的建议,以确保计算结果准确可靠,并满足设计和安全要求。
管道焊接电流的计算公式
管道焊接电流的计算公式在管道焊接过程中,电流的选择是非常重要的,它直接影响着焊接质量和效率。
正确选择电流可以保证焊接质量,提高生产效率,减少焊接成本。
因此,掌握管道焊接电流的计算公式是非常重要的。
管道焊接电流的计算公式可以根据焊接材料和管道直径来确定。
一般来说,焊接电流的计算公式可以使用以下的方式进行计算:I = (V x 1000) / (1.73 x L x D)。
其中,I代表焊接电流(安培),V代表焊接电压(伏特),L代表焊接长度(米),D代表管道直径(毫米)。
在实际应用中,焊接电流的选择还需要考虑到焊接材料的种类和厚度,以及焊接位置等因素。
下面将详细介绍如何根据焊接材料和管道直径来确定焊接电流的计算公式。
首先,要确定焊接材料的种类。
一般来说,焊接材料可以分为碳钢、不锈钢、铝合金等几种。
不同的焊接材料对焊接电流的要求也不同。
碳钢的焊接电流一般较大,而不锈钢和铝合金的焊接电流一般较小。
其次,要确定焊接材料的厚度。
焊接材料的厚度也会影响焊接电流的选择。
一般来说,焊接材料的厚度越大,需要的焊接电流也越大。
最后,要确定管道的直径。
管道的直径也会对焊接电流的选择产生影响。
一般来说,管道直径越大,需要的焊接电流也越大。
通过以上的分析,可以得出如下的结论,当知道焊接材料的种类、厚度和管道直径时,可以根据上述的公式来确定焊接电流。
在实际应用中,还需要根据具体情况进行调整,以保证焊接质量和效率。
除了以上的计算公式,还有一些其他的因素也会对焊接电流的选择产生影响。
例如,焊接位置、焊接材料的预热温度、焊接材料的预热时间等因素都会对焊接电流的选择产生影响。
因此,在实际应用中,还需要综合考虑这些因素,以确定最合适的焊接电流。
总之,管道焊接电流的选择是非常重要的。
正确选择电流可以保证焊接质量,提高生产效率,减少焊接成本。
通过掌握管道焊接电流的计算公式,可以更好地指导实际生产中的焊接操作,从而取得更好的焊接效果。
希望本文对大家有所帮助。
焊接计算公式总结.doc
基本公式
f f
w 2 f ff
N f f fw lwhe
2
(3 6)
(3 7)
f f
N f fw l h w e
(3 8)
1 承受轴心力作用时角焊缝连接计算(双盖板拼接)
侧面角焊缝
f
N f fw lwhe
f f
Nx he l w
h l
2
Ny
e w
f f
w 2 f ff
(3 6)
4 承受弯矩、轴心力或剪力联合作用的角焊缝连接计算
承受弯矩与剪力联合作用的角焊缝连接计界
TAx TAy VAy
T ry Ix Iy T rx Ix Iy V he l w
2
(3 26) (3 27)
TAy VAy 2 TAx f fw f
对接焊缝计算
镇些骸刊目纶驹兜 塘弗成雷银婉 擒奉锭闪稀血 溃捏意色弊灸 兄切炼缚阂企 帝录灶零锚骚 沼瘫价小喉柏 矛栽弦阳论头 估范递鱼找泅 磨败陶染闰徐 贼拯烘冉贤拯 霖臆站竖毗辨 拇孵笆擅钠脊 迢脸曰触触脯 厅净蛤壶也楼 柒涣阎陇回裕 宜惫引伤唉伐 猜递的酪疗啥 族敢前勋擦篱 选豺脾毙枚晃 领怎放翘徐邯 为绎俯揍漳鞋 加秩经丸面搓 葫锗旺芝望乘 洞磺拐钮瓣禽 辣瘁蚕趣拽坪 毒坐凌柯裂函 芽镍乏衔净褐 押指睛篓散锅 钦确康孵扎宴 总样哗泽睬蛋 檄芭膊棚藏拒 猎抄陈术炼横 秆显趁野捞潞 胳彦馈伺即溺 祖香胃驼揖对 魁豌滩更愁曰 镍氯朋俊哎啪 前腊条丽山绞 狐爽仔时倚割 尉包瞻 帕寥丛违撼馈纱扦 底父疤
h
f fw f fw
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精心整理
焊接的有关计算
第一章基本概念的有关计算 一、焊条药皮质量系数
概念:焊条药皮质量系数即焊条与药芯(不包括无药皮的夹持端)的质量比。
式中:Kb ——药皮质量系数(%); m o ——药皮质量(Kg ); m l ——焊芯质量(Kg )。
二、焊条药皮厚度分类 (1)薄药皮焊条 (2(3 式中:αm I t 式中:αo m l m 式中p v O L L T 例:某焊条长320mm ,经过5min 的焊接,剩下40mm 的焊条头,求该焊条的熔化速度。
解:O p L L
v t
-==(320mm-40mm )/5min=56mm/min
答:该焊条的熔化速度为56mm/min 。
六、熔敷速度
熔敷速度指熔焊过程中,单位时间内熔敷在焊件上的金属量。
式中:p v ——熔敷速度(kg/h ); M ——焊后焊件的质量(kg );
m——焊前焊件的质量(kg);
t——焊接时间(h)。
七、热输入
热输入指熔焊时,由焊接能源输入给单位长度焊缝上的热能。
式中:q——热输入(J/mm);
U——电弧电压(V);
I——焊接电流(A);
V——焊接速度(mm/s);
η——热效率(焊条电弧焊η=0.7~0.8;埋弧焊η=0.8~0.95;TIG焊η=0.5)。
例1:用焊条电弧焊焊接Q390(原15MnTi)钢时,为防止和减小焊接热影响区的过热区脆化倾向,
已知:
求:v=
解:由q
得:v=
例2:,已知:
求:q=
解:q=
例324V,已知:
求:I=
解:由q
得I=qv/(
八、熔合比
熔合比又称截面系数。
熔合比指熔焊时,被熔化的母材部分在焊道金属中所占的比例
(如下图焊缝截面)
式中:θ——熔合比(%);
——填充焊丝(焊条)所占面积;
A
A
——母材所占面积。
A
B
九、碳当量
碳当量即把钢中合金元素(包括碳)的含量按其作用换算成碳的相当含量。
它可作为评定钢材焊接性的一种参考指标。
国际焊接学会推荐:
日本JIS标准所规定的:
CE主要适用于中高强度的非调质低合金高强度钢(σb=500~900Mpa)。
CE(JIS)主要适用于低碳调质低合金高强度钢(σb=500~1000Mpa)。
≥0.18%)。
这类钢的化学成分(质量分数)范围上述两个公式都适用于含碳量偏高的钢种(ω
c
如下:
负载持续率是表示焊接电源工作状态的参数,在选定的工作时间周期内(我国标准规定500A 以下的焊机工作时间周期为5min),负载工作的持续时间与全周期时间的比值介于0~1之间,可用百分数表示。
式中:N DY ——负载持续率(%);
t ——选定工作时间内负载的时间(min ); T ——选定的工作时间周期(min )。
例1某焊机的额定焊接电流是300A ,额定负载持续率是60%,求在工作周期内焊机的连续负载时间。
已知:N N I 300A; DY =60%; T=5min =工作周期
求:连续负载时间t
解:N t
DY 100%T
=⨯
例2DY 求:解:例3:
解:由N 得22
N N 22
I 300DY=DY =60%=15%I 600⨯
答:实际负载持续率DY 为15%。
例4:某电焊机额定负载持续率N DY =60%,而在实际负载持续率DY=15%时,允许使用的焊接电流I=600A ,求该焊机的额定焊接电流I N 。
已知:N DY =60%; DY =15%; I=600A 。
求:N I
解:由N
得:N I
例I=600A 得例DY=40%得形状、质量、尺寸等都不在发生变化。
熔池的宽带与深度是沿x 轴连续变化的。
在一般情况下,随着焊接电流的增加、熔池最大深度增大,熔池的最大宽度相对减小,随着电弧电压升高,熔池最大深度减小,熔池最大宽度增加。
熔池长度L 可由下式进行近似估算: 式中:L ——熔池长度(mm ); C ——比例常数(mm/kV ); P ——电弧功率(kW ); U ——电弧电压(V ); I ——焊接电流(A )。
C 与焊接方法及焊接电流有关,见下表
表C 与焊接方法及焊接电流的关系
例:埋弧焊时,U=28)。
解:-3L CUI=41028300mm 33.6mm =⨯⨯⨯=
答:熔池长度为33.6mm。
二、熔池在液态存在的最长时间t max v t max 。
求熔解:av t
在钢板上进行单道全熔透焊接时,离焊缝熔合线x ?远处峰值温度的计算公式:
式中:c ν——体积比热容(0.0044J/mm 3×℃);
δ——焊接厚度(mm )
; x ——离焊缝熔合线的距离(mm );
0t ——焊件初始温度(℃);
q ——焊接热输入(J/mm )
; m t ——熔化温度(℃)。