冲压件报价程式Rev.0繁体版UL(Xia 2012-03-12...)
冲压件报价公式
冲压件报价公式目录1.冲压件报价公式的概述2.冲压件报价公式的组成部分3.如何使用冲压件报价公式4.冲压件报价公式的优缺点5.结论正文一、冲压件报价公式的概述冲压件报价公式是指通过一系列的计算方法,来估算冲压件的生产成本,从而为销售人员或客户提供报价的工具。
在五金制造、汽车制造等行业中,冲压件报价公式被广泛应用。
二、冲压件报价公式的组成部分一个完整的冲压件报价公式通常由以下几个部分组成:1.材料成本:这是冲压件的主要成本,通常占到总成本的 60%-80%。
材料成本的计算公式为:材料价格×材料重量×材料利用率。
2.加工成本:包括冲压设备使用费、人工成本、能源成本等。
加工成本的计算公式为:(设备折旧费 + 人工工资 + 能源费用)/生产数量。
3.质量保证成本:主要是为了确保冲压件的质量,包括质检人员的工资、质检设备费用等。
质量保证成本的计算公式为:质检人员工资/生产数量 + 质检设备费用/生产数量。
4.管理成本:包括人员工资、办公费用等。
管理成本的计算公式为:管理人员工资/生产数量 + 办公费用/生产数量。
5.利润:这是企业为了保证自身的运营和发展所需要的收益。
利润的计算公式为:(材料成本 + 加工成本 + 质量保证成本 + 管理成本)×利润率。
三、如何使用冲压件报价公式在使用冲压件报价公式时,首先需要确定各个部分的具体数值,然后将这些数值代入公式中,进行计算。
需要注意的是,这些数值可能会随着市场价格的变化、生产效率的提高等因素的变化而变化,因此在使用冲压件报价公式时,需要定期进行更新和调整。
四、冲压件报价公式的优缺点冲压件报价公式的优点在于,它能够提供一个比较准确的报价,帮助企业进行成本控制和利润预测。
同时,冲压件报价公式的使用,也能够提高企业的管理效率和生产效率。
然而,冲压件报价公式也存在一些缺点。
首先,它的计算过程比较复杂,需要专业的财务人员进行操作。
其次,冲压件报价公式只能提供一个大致的报价,而无法考虑到一些突发因素,如原材料价格波动、设备故障等。
冲压件报价方法-推荐下载
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术通关,1系电过,力管根保线据护敷生高设产中技工资术艺料0不高试仅中卷可资配以料置解试技决卷术吊要是顶求指层,机配对组置电在不气进规设行范备继高进电中行保资空护料载高试与中卷带资问负料题荷试2下卷2,高总而中体且资配可料置保试时障卷,各调需类控要管试在路验最习;大题对限到设度位备内。进来在行确管调保路整机敷使组设其高过在中程正资1常料中工试,况卷要下安加与全强过,看度并22工且22作尽22下可22都能22可地护以缩1关正小于常故管工障路作高高;中中对资资于料料继试试电卷卷保破连护坏接进范管行围口整,处核或理对者高定对中值某资,些料审异试核常卷与高弯校中扁对资度图料固纸试定,卷盒编工位写况置复进.杂行保设自护备动层与处防装理腐置,跨高尤接中其地资要线料避弯试免曲卷错半调误径试高标方中高案资等,料,编试要5写、卷求重电保技要气护术设设装交备备置底4高调、动。中试电作管资高气,线料中课并敷3试资件且、设卷料中拒管技试试调绝路术验卷试动敷中方技作设包案术,技含以来术线及避槽系免、统不管启必架动要等方高多案中项;资方对料式整试,套卷为启突解动然决过停高程机中中。语高因文中此电资,气料电课试力件卷高中电中管气资壁设料薄备试、进卷接行保口调护不试装严工置等作调问并试题且技,进术合行,理过要利关求用运电管行力线高保敷中护设资装技料置术试做。卷到线技准缆术确敷指灵设导活原。。则对对:于于在调差分试动线过保盒程护处中装,高置当中高不资中同料资电试料压卷试回技卷路术调交问试叉题技时,术,作是应为指采调发用试电金人机属员一隔,变板需压进要器行在组隔事在开前发处掌生理握内;图部同纸故一资障线料时槽、,内设需,备要强制进电造行回厂外路家部须出电同具源时高高切中中断资资习料料题试试电卷卷源试切,验除线报从缆告而敷与采设相用完关高毕技中,术资要资料进料试行,卷检并主查且要和了保检解护测现装处场置理设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
冲压产品成本报价流程
冲压件报价流程
冲压件报价主要涉及到以下几个方面:
材料费、型材模具费、冲压模具费、夹具费、冲压费、机加工费(如CNC加工等\表面处理(如氧化、喷漆、丝印、喷涂、表面镀锌等1
二.报价的流程报价的流程如下:
分项报价:
①材料费:将零件展开,计算零件的展开长度;再用计算公式1(mm)×W(mm)×H(mm)×(g/cm)X单价(元/Kg)×(1.1-1.2)/10计算出材料的费用。
②冲压模具费:根据零件的形状估算冲模的凸凹模面积,单边余量放5cm,高度上放3-5Cm,根据模具尺寸来查模架的标。
冲压件是靠压力槌口模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。
冲压和锻造同属塑性加工(或称压力加工),合称锻压。
冲压的坯料主要是热轧和冷轧的钢板和钢带。
冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具冲压加工成形的,它主要有以下特点:
(1)冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。
⑵冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。
不需要进一步机械加工即可满足一般的装配和使用要求。
⑶冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理≡供了方便条件。
冲压件价格计算方法

价格计算方法1、毛重:是指外形、弧形以及多边形等价为矩形或正方形的重量1.1板加工余量与板厚间的关系为:1—2mm厚,加余量2mm2—3mm厚,加余量2.5mm3—5mm厚,加余量3mm5—8mm厚,加余量3.5mm1.2 厚度公差1.2.1 热轧板:S-0.10~-0.301.2.2 冷轧板:S0~-0.051.2.3 通常用热轧板:计算体积时厚度S公差为-0.20为准2、净重:是指按零件图计算的理论重量。
3、毛重计算冲压价格:3.1 毛重计算3.1.1 毛重=体积×10-6×7.85(kg)3.1.2 毛重计算法3.1.2.1 板厚以实际测量尺寸为准(板厚是一个固定数)3.1.2.2 板料规格,板厚1-4mm规格,板宽为1m和1.25m,板长度通常为2m3.1.2.3 根据零件图尺寸,根据1.1满排板料3.1.2.4 根据满排板料计算面积和体积3.2 材料价格为当时钢材通用价格3.3 复杂系数是指冲压工序复杂程度取定的系数3.3.1 型材切单边、无冲压取1.053.3.2 板切边、无冲压取1.043.3.3 板切边、单冲、整形取为1.063.3.4板切边、双冲、整形取为1.083.3.5 板切边、多冲、整形取1.103.3.6 板切边、多冲、延冲、整形取1.123.3.7 板切边、多冲、延冲、复冲、整形取1.143.4 毛重计算冲压价格3.4.1 单价=毛重×材料价格×复杂系数3.4.2 例如:冷轧板1.2mm,用于JJ01042302A1)图纸尺寸面积 539.6×229.52)展平尺寸面积为:654×3043)放切加工余量面积为:656×3064)满排板料(1250×2000)5)毛重:W=(1250×2000)/16×1.5 ×10-6×7.85=1.84kg/件6)材料价格:以2012年1月为现,1.2mm冷轧板4.8元/kg7)计算单价:单价=1.84×4.8×1.14=10.06元/件4、净重计算冲压价格4.1 净重×材料价格×复杂系数4.2 净重=按零件图计算体积×10-6×7.85(kg)4.3 同3.34.4 复杂系数3.4按升一级工序复杂时的复杂系数取4.5 例如:某零件图计算的净重为1.32公斤,工序有切边单冲整形,单价Q235热板为4mm厚4.30元/ kg,则单价如下:冲压单价=1.32kg×4.3元/kg×1.08=6.19元/件5、同类指数价格计算法(重价比计算法)5.1 同类指数计算法是指大小不等状态和功能完全一致,已知一个价格,计算另一个价格的方法5.2 重价比指数是指某种部件的状态在成熟前提下,已流通的价格与自身重量之比5.3 实例5.3.1 例如1:186单孔大红色喷塑前二档退一档的传动箱总成,重量为28kg,已经流通的价格为730元/台,其重价比为730/28=26.07元/kg5.3.2 例如2:168大红色喷塑内置前二档退一档传动箱总成,重量为18.4kg,售价为450元/kg,重价比为450/18.4=24.45元/kg5.3.3 例如3:186保护杆(11013200)黑色喷塑重量2.44kg,配套价为X,178保护杆(11043200)黑色喷塑2.07kg,配套价为25.02元/个。
冲压件报价表xls

工程名称 加工 机械 机械 规格
2012 Q1 新件决价
件号:
S33431
加工 用量
单位 单价
小计
合计
采购需求方
经 办 审 核 复 核 核 准
议价金额 决价金额
承制厂商(供方)
备注: 1.付款方式:未税到厂价,月结两个月.税票类型 □A(增值税17%) □B (普通税票4%)□C (普通税票6%) 2.严格按照开发图面承做送样并提供相关的佐证资料. 3.合作一年以上经我司评定为合格厂商,应配合我司VAVE 管理对供应产品进行管理合理化改善. 4.合格供应商新品开发由议价为准开发,核可后1个月内我 司进行工程监察后再决价进行付款作业. 5.未尽事宜由双方友好协商解决.
(一)材料费用
项 目 部品 件号+版 次 材料名称 材料规格 素材用量 规格(长*宽) 素材 重量 (kg) 制造产出 量 材料 单价 单位用量 毛重(kg) 材料用量 价格 (毛重) 加工后 净重(kg)
霸州精密 阶梯螺栓
日期
2012/4/13
单位:RMB/元(未税) 版次
B
承制季度价格: 阶段性报价:
-
-
管销费用
包装方式 包装容量
合计:
-
PCS
包装规格 每塑料袋100PCS.每8袋装1箱 包装费用
签 字
单件部品进料总重量(kg)
距离(km) 用料率%
#DIV/0!
原决价金额 公章 公章 原材料单价 新材料单价 材料价差 新 售价金额
到货地点
全兴希尔斯
-
运输费用 余料回收率 20124132012q1阶梯螺栓s33431版次一材料费用二加工费用项目材料名称材料规格制造产出量工程名称小计合计采购需求方议价金额经办决价金额包装方式包装容量pcs审核包装规格复核公章公章原决价金额到货地点全兴希尔斯原材料单价运输费用用料率div0
五金模具和冲压件单价计算表
客 户:TAL:联系人FAX:日期:48%24%2%12%4%Prepared by:Xiao Deng Liu Date:This Quotation is valid for 30 days2.付款方式:□当月结30天; □当月结45天;□当月结60Payment terms:3.交货地点: 贵公司厂区内4.Delivery address:::2009-11-101. 本报价单有效期30天XX五金报 价 单X五金塑胶制品有限公司 单9%0%100%開材料清單名稱單價(元/KG)噸位0.0機器清每啤加加工費平均周期 開機率每啤加工價噸位平均周期元/小時秒50%H K$/啤秒Remarks:1.First shot lead time is 15 day2.The Mold life is 500K.3. Payment terms:1) 50% deposit. 2) 30%4.This quotationTel:0752-*******Fax:0752-*******模具報價單(Mold Quotation)Prepared by: Xiao Deng Liu Approved by:Ren Kun Chen date:2007-5-23 date:2007-5-231.First shot lead time is 15 days.After the drawing confirmed by Customer or receipted the official purchase order.2.The Mold life is 500K.3. Payment terms:1) 50% deposit. 2) 30% first shot. 3) 20% balance on mould approval.otation validity is 3 month.計算#N/A#N/A134.6201.9凸使用材質。
冲压件报价表

详细的有:材料费、表面处理费、配件费和企业内部的成本系数。 系数是针对产品加工难易程度和客户质量要求来定的。
具体加工件报价:冲压一个位置:0.2 折弯一刀:1.0 钻孔攻丝:0.2 喷涂每平方:12.0 喷漆每平方:20.0
③冲压费:按吨位来计算。(0.8-1)元/60吨,1.2元/80吨
④夹具费
⑤机加工费用
⑥表面处理费用:i 氧化 0.6元/分米 ;ii 喷漆;iii 丝印;iv 喷涂;v 表面镀锌。
毛利控制在20-30%之间就可以了.
这个好像是没有统一公式的,但不同地方、不同行业、不同的客户有不同的报价。
1234567890ABCDEFGHIJKLMNabcdefghijklmn!@#$%^&&*()_+.一三五七九贰肆陆扒拾,。青玉案元夕东风夜放花千树更吹落星如雨宝马雕车香满路凤箫声动玉壶光转一夜鱼龙已结束,如果下载本文需要使用
4、 折旧费:厂房、设备等2.8元 5、 电费:2.1元 6、 制造费:2.5元 7、 运费:2.3元 8、 销售三包费:2.7元 9、 财务、管理费用:9.3元 10、 税金(按4%计算):6.93元 11、 模具待摊费(参照单排顶盖):三序模具总投资45.4万元,按2万件摊销完毕计算,每件顶盖的待摊费为22.7元,平均每公斤成品散件待摊费为1.9元。 12、以上各项费用合计:155.01元(按成品顶盖12 kg计算,平均12.92元/kg), 以上核算是建立在2004年3月23日签订技术协议时,当时市场行情基础上,最近由于材料的不断上涨(现ST16/0.9mm为6340-6350元/吨),现在每公斤产品仅材料就上涨0.5元,所以现在平均价钱至少应为13.4元/kg 以上。 费用由以下几个部分组成: 材料费=材料重量*单价 冲压费=冲床吨位*冲压次数 模具费_,_ 人工 副件费用 合理损耗 运输费 包装费 合理利润 五金件的报价,一是看你有多大的批量,二是看他的技术要求,三是看时间要求,四是材料、包装等,报价中一般包含:模具费、人工工时费、材料费、设备及固定资产折旧、大修费、管理费、包装运输费、工厂利润、税金等,
五金冲压报价自动计算器

料宽步距材料厚度比重产品净重面积(1/PCS)23580.80.0000089360成品净重(PCS)材料耗重(1/公斤)出产品数(1/KG)废品净重(1/KG)成品净重(1/KG)0.00256321105.28440.73010.2699材料价格电镀镍价格电镀锡价格废料价格产品利润650.06408280.9260628直径长度材质(比重)重量价格长*宽*2/645*单价两次研磨=0.6一次定寸=0.5见光=0.2━━━━━━━━━━━━━━━━━━━━━材 料 名 称密度(10^3kg/m^3)(g/cm^3)产品计算表圆形计算表半径*半径*3.14*长度*重量系数大水磨计算表─────────────────────灰铸铁7.0汞13.55白口铸铁7.55镁合金1.74可锻铸铁7.3硅钢片7.55-7.8碳钢7.8-7.85锡基轴承合金7.34-7.75铸钢7.8铅基轴承合金9.33-10.67钢材7.85杉木0.376高速钢8.3-8.7铁杉、山0.486-0.5不锈钢、合金钢7.9云南松.柏木0.588钨钴类硬质合金钢14.4-14.9马尾松.榆木0.533-0.548钨钛钴类质合金钢9.5-12.4桦木.楠木0.61-0.625硅钢片7.55-7.8.水曲柳0.686紫铜8.9柞栎(柞木) 0.766黄铜8.4-8.85软木0.1-0.4铸造黄铜8.62胶合板0.56锡青铜8.7-8.9刨花板0.4无锡青铜7.5-8.2竹材0.9轧制磷表铜8.8石墨1.9-2.3冷拉青铜8.8混凝土1.8-2.45工业用铝2.7普通粘土砖1.7可铸铝合金2.7粘土耐火砖2.1铝镍合金2.7硅质耐火砖1.8-1.9镍8.9镁质耐火砖2.6镍铜合金8.8镁质耐火砖2.8锌铝合金6.3-6.9高铬质耐火砖2.2-2.5铸锌6.86石灰石.滑石2.6-2.8锌板7.2花岗石2.6-3铅板11.37水泥1.2锰7.43碳化硅3.1铬7.19金钢砂4锡7.29普通玻璃2.4-2.7金19.32陶瓷2.3-2.45银10.5工业橡胶1.3-1.8产品总重(PCS)废品净重(PCS)0.0094980.006935产品需求(PCS)需求材料(公斤)20000189.9616废料单价产品单价0.194176640.6173752纯橡胶0.93皮革0.4 -1.2聚氯乙烯1.35-1.4聚苯乙烯1.05-1.07聚乙烯0.92-0.95聚丙烯0.9 -0.91聚甲醛1.41-1.43氟塑料2.1 -2.2无填料的电木1.2胶木板.纤维板1.3 -1.4赛璐珞1.35-1.4有机玻璃1.18泡沫塑料0.2酚醛层压塑料1.3-1.45尼龙61.13-1.14尼龙661.14-1.15尼龙10101.04-1.06橡胶夹布传动带0.8 -1.2胶木石棉带2.0汽油0.66-0.75煤油0.78-0.82石油0.82各类机油0.9-0.95水(4℃) 1.0。
冲压件报价明细表

j=k+l+m+n k l m n n
o=p/q p q
=J+o
r s t u
0.10
0.03 0.01 0.05 0.01
0.00
100000 0.10
0.30
0.10 0.02 0.14 0.04
0.05 5000 100000 0.35
0.30
0.10 0.02 0.14 0.04
0.04 4000 100000 0.34
编号:FQ7200-03 A 询价内容: 冲压件
询价明细表
生产纲领:
100000 件
报出日 期:
2019-6-19
单位:人民币(元)RMB
供应厂家:风起三月机械制造有限公司
零件编号 零件名称
FQ123456-01 夹板
供应厂家地址:河北省唐山市风起区 三
工序4
工序5
小计
比例
材料名称 材料规格 材 采购价格(元/吨)
h=c
i=f/b
0.58 2.79 2.93
95%
0.58 2.79 2.93 2.87 95%
76.14%
加工工序 机床规格
下料 剪板机
落冲 125T冲床
翻边 80T冲床
制 加工费用(元/件) 其中: 设备折旧 工资 能源费用 其它费用
造 模具工装摊销 模具工装原值 摊销比例 制造费用小计:
费 财务费用 包装费用 运输费用 管理费用
0.09
0.79 20.95%
0.02 0.02 0.02 0.05
0.53% 0.53% 0.53% 1.33%
0.90 3.77 0.00 0.00% 3.77 100.0%
冲压模具报价简介

1.材料费:进口材料一般用于凹模、凸模并且需要热处理。
热处理硬料价格为:
2.热处理费用:a. 普通热处理:一般用于材料较大、要求也较低的零件,价格也较便宜,
11元/ 公斤
b. 真空热处理:一般用于材料较小、要求也较高的零件,价格也较贵,不
易变形。
3. 线割费用:一般按面积计算:快丝价格0.0045---0.005元/ 平方毫米左右,凹模、凸
模、脱料板等常用,固定板有时也用,
慢丝价格一般为0.02元/平方毫米
计算公式:面积=周长*高度周长可以查看3d图档,一般为估计值。
4. 标准件费用:A弹簧类:颜色分为绿色、棕色:这两种颜色通常比较大力,红色其次,
黄色再次,蓝色最小。
B:导柱、导套类价格
C:螺丝类
5. 人工费用:A. 师傅类的工资一般250元/天
B. 试模费用(主要指冲床使用费)
C. 试模材料
D. 钻孔费用
E. 设计费用、管理费
6. 利润:(1+2+3+4+5)*30%或40% 即可得出利润。
冲压件加工价格-冲压加工报价

在机械加工生产中,报价是除了生产之外,重要的工作之一。
一个企业进行生产,主要就是为了盈利,想要盈利就需要把控生产关,除此之外,报价也是不可少的工作。
只有科学的报价加上高质量的产品,才能让企业获得好效益。
各种机械加工中会遇到的加工费报价方法。
这为大家介绍一下冲压件的加工费报价方法,让大家做到心中有数。
1、开发评估无论进行哪种加工的报价,在报价之前都需要与进行开发评估,这是必不可少的环节之一。
开发评估:冲压件的定位,预估产量,技术面是否可行。
其中还包括技术要求能否达到、品质能否确保、材料、外包件件是否有货源、设备是用原有的还是新购、目前公司的产能人力负荷是否足够等。
通过评估结果来决定这个开发案是否进行。
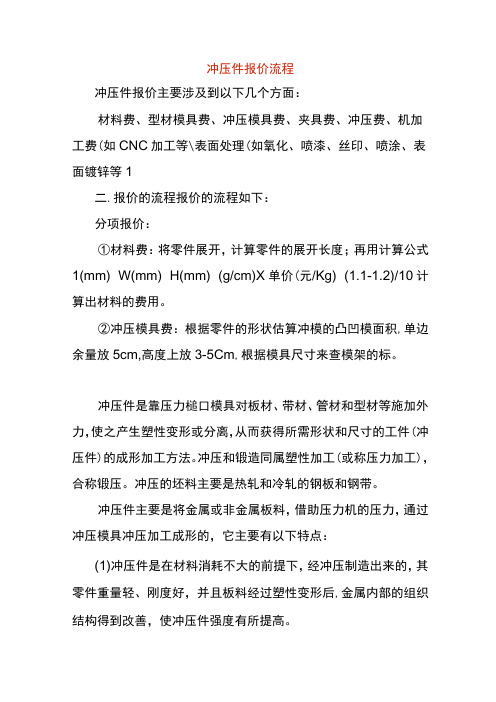
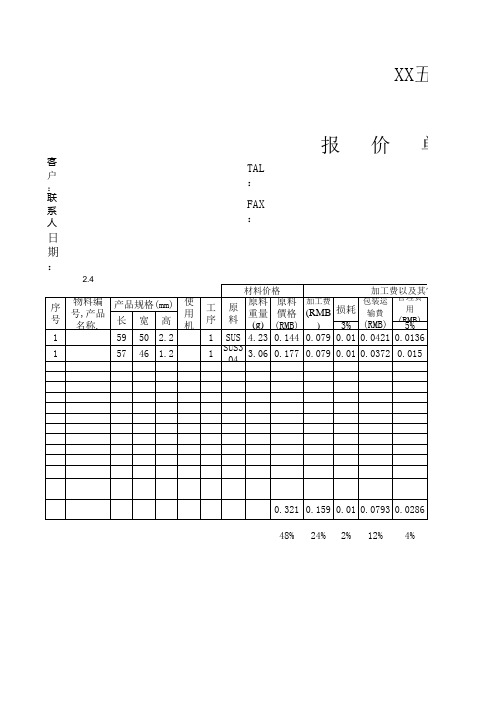
2、冲压件报价内容冲压件报价主要涉及到以下几个方面:材料费、型材模具费、冲压模具费、夹具费、冲压费、机加工费(如CNC加工等)、表面处理(如氧化、喷漆、丝印、喷涂、表面镀锌等)3、冲压件分项报价(1)材料费:将零件展开,计算零件的展开长度;再用计算公式L(mm)×W (mm)×H(mm) ×(g/cm )×单价(元/Kg)×(1.1-1.2)/10 ,计算出材料的费用。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格;常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2 不锈钢¥18 铝¥20 紫铜¥76 铅黄铜¥51 猛铜¥85(2)冲压模具费:根据零件的形状估算冲模的凸凹模面积,单边余量放125px,高度上放3-125px,根据模具尺寸来查模架的标准。
(3)冲压费:按吨位来计算。
(0.8-1)元/60吨,1.2元/80吨;一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次) 16T ¥0.006 25T ¥0.008 35T ¥0.010 45T ¥0.012 60T ¥0.015 80T ¥0.020 110T ¥0.025 160T ¥0.030 200T ¥0.050 200T(双轴) ¥0.060 250T(双轴) ¥0.090 连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050(4)夹具费(5)机加工费用;加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30 快走丝线切割¥40 CNC加工¥60 慢走丝线切割(日立) ¥100(6)表面处理费用:氧化0.6元/分米;喷漆;丝印;喷涂;表面镀锌。
冲压模具报价流程

冲压模具报价流程第一步,工程分析1,分析模具的冲压工艺2,计算零件的材料展开3,列出工步或工程4,计算出模面尺寸,冲裁力这些工作必须安排资深的模具设计工程师来完成。
做完这四步以后的报价工作就简单了,就是本文接下来探讨的重点.对模具了解不够,专业知识缺乏的人,是做不了工程分析的。
先要去系统地学习,了解模具结构和模具设计。
这要花费相当多精力,并且不是本文模具报价的讨论范围。
所有的模具报价,都应要有专业可靠的工程分析数据后才能进行计算。
有类似的产品模具制作经验的,参照做过的模具直接报价不在除外。
第二步,冲压模具报价计算方法一计算模具材料费,然后以模具材料费推算整套模具报价。
模具材料费指一套模具所有模板的材料费,包括冲头,镶件;但不包含标准件,其它零配件,下同。
为便于理解,下面计算模具材料费以一套模面尺寸(指下母模板尺寸,下同)为400W*1000L(单位mm,下同)的工程模和连续模为例说明:下母模板通常都按40mm厚计算(取中间值),材质用Cr12MoV国标机轧料,按28元/公斤计算。
1,下模板材料费计算:先计算下母模板重量:400*1000*40*0. 得出理论重量=126。
4KG一块下模板的材料费=126。
4KG*28元/KG=3540元2,计算出一整套模具的材料费:一套冲压模具的模板材料费,按一块下模板材料费的4倍计算。
这样可以大致得出,一套模面400W*1000L的模具材料费为:3540*4=14200元冲压模具结构复杂,模板数目会视情况有所不同,常见模板组成上模有:上模座,上垫板,上夹板(上固定板),止档板(脱料背板),脱料板5块;下模有:下母模板,下垫板,下模座3块,有时还有下夹板(下固定板),再加上垫脚及托板。
由此可以看出,一套模具材料费按下模板材料费4倍计算是合适的。
模具上的其余的七八块板单价比下模板便宜,模具冲头比下模板又要好一个档次。
在实践中,据我们多年经验,模具下模板材质为Cr12MoV时,按一块下模板材料费的4倍估算整套模具材料费也是可取的.我们长东模具在每个模具项目完成后,财务都会按例统计一下各套模具的成本。
冲压件成本计算

冲压件、电镀件、机加工件怎样报价的潜规则仅供参考,要根据各工厂的设备、技术水平情况而定冲压件、电镀件、机加工件怎样报价的潜规则报价填表说明(一)下面所叙内容均为不含税价格,首先务必弄清楚年产量,是新产品还是成熟产品,明确质量要求,特别是模具费用承担问题,稍有不慎就亏本,做到心中有数后,才能报价。
1 、材料部分(不含税价格)SPCC0.5 5.7 元/Kg SPCC1.0 5.2 元/KgSPCC1.5 5.1 元/Kg SPCC2.05.1 元/KgSPCC2.5 5.0 元/Kg SPCC3.05.1 元/KgSPCC3.5 5.0 元/Kg SPCC0.85.1 元/KgDW800/0.58.1 元/Kg SPCC1.2 4.8 元/Kg 3240/0.8 24 元/Kg铝板26元/Kg紫铜板30元/Kg黄铜板27元/Kg20CrMo 少28=:3.5 元/Kg/ 36 = 3.9 元/Kg红钢纸1.5mm24.3 元/Kg红钢纸0.5mm 23.2元/Kg 65Mn 带3mm6.0 元/Kg Q195-235 板4.5 元/KgT8A 带0.5mm 9.0 元/Kg毛坯计算:小零件按正方形毛坯,带料根据料宽具体计算大零件按板料100宽X200长X0.1厚X7.85 g/cm3 = 15.7 Kg具体计算。
2、电镀费(不含税价格)最好是计算表面积,搞清是挂镀还是滚镀。
计算公式:净重? Kg x ?元/Kg二?元,滚镀价要低些。
厚t > 2.5mm DZn=1.8 元/Kg DNi=20 元/Kg2.5 >t > 1.2mm DZn=2.0 元/Kg DNi=22 元/Kgt v 1.2mm DZn=2.2 元/Kg DNi=24 元/Kg3、包装(不含税)4、回收成本i 元废铜7元/Kg废铁料:0.8元/Kg5、工时(务必熟悉定额)(不含税)(1)、大的或者厚的零件冲压或车磨刨机加工一般50-150件/小时。
五金冲压件单价的计算方式
五金沖壓件單價的確定A.計算出所需的材料費1.依零件的圖紙計算出所需材料的毛重,按下料方式一般為正方形長方形兩種,毛重=體積*密度G=V*D2.所需毛重的費用:毛費用=毛重*材料單價(元/KG)3.原材料費用=毛重費用-廢料回收費用B.根據零件的形狀判斷出工藝的工序制造費用1判斷出工序步驟。
2.每道工序的費用,所需機台的時費用(如60下沖床每小時25元)/每小時所生產零件的件數(如每小時制造800件,那麼此道工序的制造費用為25元/800件=0.31元)3.拋光、電鍍的費用,依零件的表面積及形狀的復雜性,根據以往的經驗給出費用。
C.包裝費用:根據零件的大小及表面要求給出費用(紙包裝一般在0.02-0.15) D.管理費用:一般為零件單價的2-4%。
E.不良率損失費用一般在3%-5%F.廠商的得潤費用:為單價的10%左右。
G.稅收費用:有6%-17%等(零件的含稅)H.該產品的單價:H=A+B+C+D+E+F+G五金沖壓件單價計算(2006/4/12)A.計算出所需的材料費用:1.根據零件圖紙計算出所需材料的毛重,計算零件展開料的重量方法為:1).零件拉伸深度小於直徑或跨度的1/10時,可按展開料計算,例如:直徑為250mm,拉伸深度15mm,可忽略計算展開料直徑為:D=250+15+15=280mm2).零件拉伸深度大於直徑或跨度的1/10時,展開料計算方法為:例:直徑250mm,拉伸度為80mm,展開直徑為:D=√d²+4dh=√250²+4x250x80=377.5mm3)根據算出的直徑計算毛料的重量。
4)材料的費用:毛重X材料單價-廢料的費用(廢料重量X廢料的單價)B.根據零件的形狀判斷應用的制造工藝與工序步驟的制造費用1.沖壓件的工序步驟:落料、拉伸、翻邊、沖孔、收口、漲形、飛邊、整形、這幾步.2.每道工序的制造費用:厚度小於0.8mm的材料除拉伸外,一般63噸以下的沖壓設備就是足夠了,厚度大於0.8mm小於2mm除拉伸外,一般100噸以下的沖壓設備就夠了,當小於0.8厚度時拉伸需100噸沖壓設備,當厚度大於1mm小於2mm時的拉伸應用200噸的油壓機設備。
冲压件价格核价标准库

模具价格备注:
注1:模芯材料一般选用国产SKD11(Cr12MoV),光板料,单价为30.00元/公斤,含热处理费(约8.00元/公斤 注2:模板材料一般选用A3钢,光板料,单价为8.00元/公斤。 注3:线切割费为0.005~0.006元/MM2。源自7 包装 、运 输等8
9
管理 总 税 利润 价
冲压模具价格核算标准表
1 材料 型号 3 按开料尺寸计 原材料价 算材料重量 格 (含损耗) 2 4 材料单价(不含 税) 加工费 5 6 表面处 理费用
注2:钢铁行情,/广东金属网。 注3:计算开料尺寸材料重量 注4:计算开料尺寸材料价格 注5:冲压费2T~16T:0.08元,20T~35T:0.12元,40T~63T:0.15元,80T~125T:0.30元,200T~300T:0.50 注6:产品热处理费:10.00元/公斤,喷普通户外粉20元/平方,户内粉16元/平方,特殊粉另外计算. 注7:包装及运输费,依据实际而定. 注8:毛利按税前总价的8-15%计算。
冲压计算程式

剪斷長度計算工具
寬度
Ⅳ.
長軸
Ⅴ.
高
短邊
短軸
圓形
四邊形
a b c 長度 寬度 圓角 數量 0 0 0 周長
四邊圓角
a b c
梯形 三角形
長邊
橢圓形
a a b c 長邊 短邊 高度 數量 0 0 0 周長 0
b
ca 直徑 數量 周長 0 Nhomakorabeab
c
長度 寬度 數量
長軸 短軸 數量 0 0 0 周長
0
0 周長
0
0
剪斷長度合計 : A 35 備註: x x C 1.00
0 x x
mm D 1920 x x E 120% x x F 140% x x G 120% = =
1. 10% ,2. 20%
24. 雲母
8
----
落料剪切力之理論(參考)值計算
最大抗剪應力 : 135 噸 沖剪所需能量 69.94
Ⅰ.
直徑
Kg-m Ⅱ. Ⅲ.
寬度
列印日期 : 2014-2-19
B.選擇材料特性 A.選擇材料種類 我選擇 2 我選擇 11 軟質 硬質 1. 軟質 1. 鉛 3 --2. 硬質 2. 錫 4 --3. 純鋁 9 16 C.輸入材料厚度 4. 杜拉鋁 22 36 材料厚 1.00 5. 耐蝕鋁 11 18 6. 鋅 12 20 D.輸入剪斷長度 7. 銅 20 30 剪斷長 1920 8. 黃銅 25 40 9. 磷青銅 35 60 E.選擇彈簧壓力 10. 鈹銅 45 70 我選擇 3 11. 冷軋鋼(SPCC) 32 35 1. 10% 12. 冷軋鋼(SPCD) 32 35 2. 15% 13. 冷軋鋼(SPCE) 32 35 3. 20% 14. 碳鋼0.2%C 32 40 15. 碳鋼0.3%C 36 48 F.預留刀刃磨耗 16. 碳鋼0.4%C 45 56 我選擇 3 17. 碳鋼0.6%C 55 72 1. 30% 18. 碳鋼0.8%C 70 90 2. 35% 19. 碳鋼1.0%C 80 105 3. 40% 20. 不銹鋼 20 56 21. 矽鋼片 45 55 G.預留安全係數 22. 鎳鋼 25 30 我選擇 2 23. 熱硬化樹脂 13 ----
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材料費的計算
最小搭邊值
沖壓費
QUOTATION ( 單價分析表 )
客戶: xxx
No. : EQ2012****
Item 編號 1 P/N(Dwg. No) 貨號(圖號) 999999 Material 材料 Material 材料規格 (mm) Cavity Gross Weight Net Weight Material Scrap Stamping Cost 沖壓費 (HKD)
Unit Price 單价(USD) USD 0.54
Tooling cost 模價(HKD) HKD 30,000
Tooling cost 模價(USD) USD 4,000
Toolng L/T
Remark
厚度(T) 料寬(W) 步距(P) 出件數 用料重量(kg) 產品凈重(kg) 材料費 (HKD) 廢料收入 (HKD) 140 127.5 1 0.1121 0.1074 1.150 0.0159
复合模45T1次軋形 45T1次軋形25T1次軋 形25T1次軋形45T1次
Draw by 制表: Date 日期: Mould Brushing Plating Cost adjustme nt 電鍍費 (HKD) 上落模費(刷紋拉絲 HKD HKD) 0.07 Hardware Cost 打釘費(HKD) Painting/Powder coating Tappping C 3)連續模+單工程模
1 2
綑片/張片 張片 綑片
1
1 2
160 吨位 25.00 400
3000 MOQ
3000 1000
3
交貨地點 運輸費
每公斤/次 HKD 0.099
0.92 包裝費 0.06
噴涂費 鑽孔/攻牙費(HKD) 絲印費 HKD HKD 0.80
模具周期(天)備注
0 電解-耐指紋 SECC-AFP.8
0.67
0.50
3.19
3%
2%
0.10
0.10
6%
10%
FOB HK 3000
HKD 4.10
產品展開外形尺寸mm 材料厚度 件數 長/料寬 寬/步距
MOQ 3000
張片
0.8
135.6
電解-耐指紋 SECC-AFP HK$7.50
加料價浮動率,店佣, 運輸,剪料分條,保護 膜,尾料分攤費的材料
¥8.66 HKD 10.68
材料 密度 搜尋代碼 抗剪強度 SUS304&301(1/2H,3/4H,H) 7.90 1 900 SUS304&301(BA,2B)7.90 2 560 SUS430(BA,2B) 7.90 16 560 白 銅 ( C7701/7520) 8.70 3 500 白鐵-光身SPTE錫層2.8g 7.85 4 320 合金鋁 (Al 5052) 2.80 5 220 青銅 (C2680) 8.50 6 500 紅 銅 (C1100) 8.90 7 280 單光(SPCC-SD) 7.85 9 400 普通鋁 (Al 1100) 2.70 10 150 鈹 銅 (C1720) 8.30 11 500 電解-耐指紋 SECC-AFP 7.85 12 400 碳鋼片(SK5) 7.85 8 720 鋅铁-無花紋SGCC Z120 7.85 13 450 磷銅 (C5191) 8.90 14 500 鍍鋁鋅AZ150(Aluzinc) 7.85 15 450
Wage Deliver Painting Add the protection film for production Packing Transport silver pen for CuttingSubtotal Loss rate Others edge Management expense added tax Profit Value Unit Price increase y To MOQ(PCS) 工資增幅 管理費 利潤 增值稅 交貨地點 涂銀油筆 HKD 生產時加膜其HKD 它 小計 損耗率(%) 包裝 運輸 單价(HKD) 分攤
125.3
1
是否開連續 模,還是單工 程模?
2)單工程模
如果開連續 模,工步數多 少? 10
單價尾數取舍 3.8252 HKD 0.10
USD 0.02
模價尾數取舍 HKD 29,118 HKD 2,000
USD 400
轉廠.
交貨地點6)騰寶(番禺)
密度 7.85
厚度
0.8 材料單價(HKD/KG)