中日文图纸对照表
中日粗糙度对照
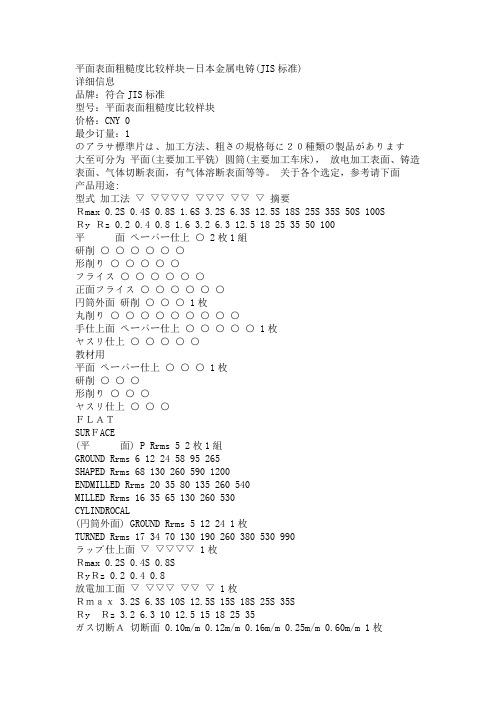
平面表面粗糙度比较样块-日本金属电铸(JIS标准)详细信息品牌:符合JIS标准型号:平面表面粗糙度比较样块价格:CNY 0最少订量:1のアラサ標準片は、加工方法、粗さの規格毎に20種類の製品があります大至可分为平面(主要加工平铣) 圆筒(主要加工车床),放电加工表面、铸造表面、气体切断表面,有气体溶断表面等等。
关于各个选定,参考请下面产品用途:型式加工法▽ ▽▽▽▽ ▽▽▽ ▽▽ ▽ 摘要Rmax 0.2S 0.4S 0.8S 1.6S 3.2S 6.3S 12.5S 18S 25S 35S 50S 100SRy Rz 0.2 0.4 0.8 1.6 3.2 6.3 12.5 18 25 35 50 100平面ペーパー仕上○ 2枚1組研削○ ○ ○ ○ ○ ○形削り○ ○ ○ ○ ○フライス○ ○ ○ ○ ○ ○正面フライス○ ○ ○ ○ ○ ○円筒外面研削○ ○ ○ 1枚丸削り○ ○ ○ ○ ○ ○ ○ ○ ○手仕上面ペーパー仕上○ ○ ○ ○ ○ 1枚ヤスリ仕上○ ○ ○ ○ ○教材用平面ペーパー仕上○ ○ ○ 1枚研削○ ○ ○形削り○ ○ ○ヤスリ仕上○ ○ ○FLATSURFACE(平面) P Rrms 5 2枚1組GROUND Rrms 6 12 24 58 95 265SHAPED Rrms 68 130 260 590 1200ENDMILLED Rrms 20 35 80 135 260 540MILLED Rrms 16 35 65 130 260 530CYLINDROCAL(円筒外面) GROUND Rrms 5 12 24 1枚TURNED Rrms 17 34 70 130 190 260 380 530 990ラップ仕上面▽ ▽▽▽▽ 1枚Rmax 0.2S 0.4S 0.8SRyRz 0.2 0.4 0.8放電加工面▽ ▽▽▽ ▽▽ ▽ 1枚Rmax 3.2S 6.3S 10S 12.5S 15S 18S 25S 35SRy Rz 3.2 6.3 10 12.5 15 18 25 35ガス切断A切断面 0.10m/m 0.12m/m 0.16m/m 0.25m/m 0.60m/m 1枚ガス切断B切断面 0.04m/m 0.05m/m 0.10m/m 0.12m/m 0.18m/m 1枚ガス溶断面A、B 溶断面 A 粗さ(R)スラグ(S) 2枚1組1級50S 2級100S 3級200S 1級 2級 3級 4級B平坦性(F)上縁の溶け(M)15m/m≦板厚≦25m/m 板厚>25m/m1級 2級 1級 2級 1級 2級 3級鋼板仕上面(塗装下)グラインダーRmax 25S 35S 70S 100S 2枚1組サンダー 12μ 16μ 26μ 36μ型式加工法▽ ▽▽▽▽ ▽▽▽ ▽▽ ▽ 摘要Ra 0.1a 0.2a 0.4a 0.8a 1.6a 3.2a 6.3a 12.5a番号 N3 N4 N5 N6 N7 N8 N9 N10平面研削Ra○ ○ ○ ○ 1枚平面形削りRa○ ○ ○ ○ 1枚平面フライスRa○ ○ ○ ○ 1枚平面正面フライスRa○ ○ ○ ○ 1枚円筒外面研削Ra○ ○ ○ 1枚円筒外面丸削りRa○ ○ ○ ○ 1枚日本原装进口,符合国际标准2. 回答人: 时间: 2008-08-01 13:12:19图纸上△、△△及△△△代表表面粗糙度是多少对应关系:△:Ra25~12.5;△△:Ra6.3~3.2;△△△:Ra1.6~0.4;△△△△:Ra0.2~0.0013。
中日模具对照
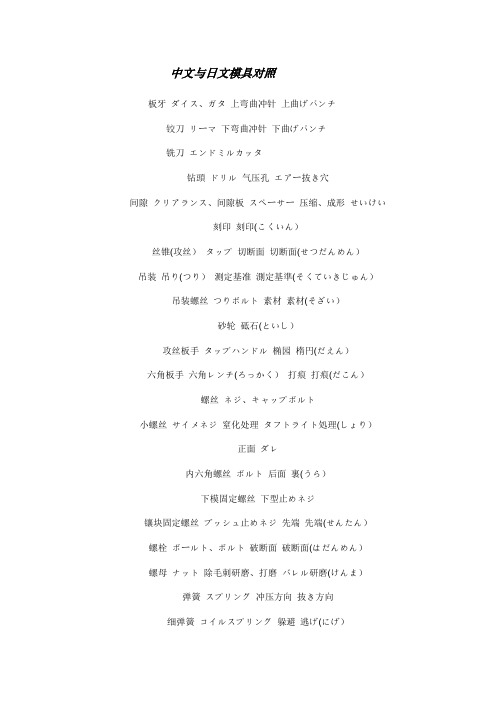
中文与日文模具对照板牙ダイス、ガタ上弯曲冲针上曲げパンチ铰刀リーマ下弯曲冲针下曲げパンチ铣刀エンドミルカッタ钻頭ドリル气压孔エアー抜き穴间隙クリアランス、间隙板スペーサー压缩、成形せいけい刻印刻印(こくいん)丝锥(攻丝)タップ切断面切断面(せつだんめん)吊装吊り(つり)测定基准測定基準(そくていきじゅん)吊装螺丝つりボルト素材素材(そざい)砂轮砥石(といし)攻丝板手タップハンドル椭园楕円(だえん)六角板手六角レンチ(ろっかく)打痕打痕(だこん)螺丝ネジ、キャップボルト小螺丝サイメネジ窒化处理タフトライト処理(しょり)正面ダレ内六角螺丝ボルト后面裏(うら)下模固定螺丝下型止めネジ镶块固定螺丝ブッシュ止めネジ先端先端(せんたん)螺栓ボールト、ボルト破断面破断面(はだんめん)螺母ナット除毛刺研磨、打磨バレル研磨(けんま)弹簧スプリング冲压方向抜き方向细弹簧コイルスプリング躲避逃げ(にげ)研磨研磨(けんま)躲避孔逃げ穴光学研磨プロファイル波线部分波線部(はせんぶ)线切割ワイヤ-カット冲压加工プレス加工(かこう)锯床コンターマシン平行性平行性(へいこうせい)车床旋盤(せんばん)平面性平面性(へいめんせい)铣床フライス凹凹み(へこみ)摇臂钻床ボール盤(ばん)变形変形(へんけい)油石オイルストーン变更変更(へんこう)定位销(固定销)ノックピン材料转送机ホイスト冲针パンチ千分尺マイクロメ-タ-放电机放電機(ほうでんき)千分尺マイクロ顶针、(顶料销)キッカピン、(押しピン) 弯曲角度曲げ角度(まげかくど)顶针、(顶料销)バタツキ防止ピン内角曲げコーナー上模座上型ダイセット平フラット冲针垫板パンチバッキングプレート半打半打ち(はんうち)冲针固定板パンチプレート面打面打ち冲针固定板植え込み(うえこみ)平打平打ち(ひらうち)上模垫板ストリッパーバッキングプレート重打重ね打ち上模导板ストリッパ-プレート毛刺バリ、カエリ磨床グラインダー磨床研削盤(けんさくばん) 金刚石锉刀ダイヤモンドャスリ承认承認(しょうにん)正面图正面図(しょうめんず)多轴玫丝多軸(だじく)撬棒梃(てこ) 绘图机ドラフター叉车パワーリフタ-带台肩的固定销段付き(だんつ)ノックピン紧急緊急(きんきゅう)图纸号码図番(ずばん)务必接触密着の事(みっちゃく)纳期納期(のうき)材质材質(ざいしつ)不可形成园角R付け不可(ふか)最小值最小値(さいしょうち)孔径穴径(あなけい)最大值最大値(さいだいち)油付在上面油付着(あぶらふちゃく)材料放置处材料置き場(ざいりょうおきば)不规则园孔異形穴(いけいあな)作业区作業区(さぎょうく)板厚板厚(いたあつ)作业要领书作業要領書(ようりょうしょ)受入检查受入検査(うけいれけんさ)作成年月日作成年月日(さくせいねんがっぴ)后面裏面(うらめん)左右对称左右対称(さゆうたいしょう)搬运撸馨?うんぱん)治具治具(じぐ)A部详细A部詳細(しょうさい) 贴纸表示シール表示外观外観(がいかん)重要尺寸重用寸法(じゅうようすんぽう)外形外径(がいけい)出货出荷(しゅっか)改订理由改定理由(かいていりゆう)出库出庫(しゅっこ)频度确认確認頻度(かくにんひんど)主任主任(しゅにん)科长課長(かちょう)模具金型(かながた)参照右图右図参照(ゆうずさんしょう)平时常時(じょうじ)抛光、研磨、ラッピング排样图レイアウト冲针弯曲セリ成形冲针成形パンチ(せいけい)驱动カム鼠标マウス环保材クロムフーリ冲针弯曲时引起的伤セリキズ一模两取共取り(ともどり)抛光磨き(みがき)送料架アンコイラ-批量ロット(LOT) 料架アンコイラーレベラ圧延方向冲针弯曲时引起的毛刺セリバリ接刀口マッチング(切り込み)闭模高度ダイハイト防止旋转回り止めTAPE(型)タイプ单发単発(たんぱつ)顺送順送(じゅんそう)反弹スプリングバック塑胶モールド下孔下穴(したあな)淬火焼き入れ(やきいれ)拉深絞り(しぼり)<br/> 回火焼きもどし垫片シム(シックネス)锉ヤスリ平行、直线ストレート回火后,韧性加强焼きなまし冲程ストローク突起(比平打抵)ヒットホーム锐角エッジ压筋セレーション角コーナー导正销パイロット膨胀ぼぅちゅぅ导正销、定位针パイロットピン、ガイド螺丝帽的躲避座ぐり(ざ)第一个最长的导正销ファーストパイロット头、帽(冲针) カサ短导正销パイロットショート下死点下死点(かしてん)长导正销パイロットロング铆接カシメ导正孔パイロット穴压缩、凸打コイニング翻边孔、BR孔バーリング矫正矯正(きょうせい)刃口刃先(はさき)活动块シェッター弯曲顶料块ハライ镶块角为R1 ブッシュコーナーR1零散、散乱バラツキ型腔深度为10mm 掘り込みブッシュ10mm 末成形冲针ブランクパンチ校平机レベラ程序プログラム销定杆ロックレベー加强层補強リブ(ほきょう)滑块スライド型腔掘り込み(ほりこみ)滑板スライド板冲压机的定盤ボルスター不成形工程アイドルステージ板中心プレートセンター组装品アッセンブル(ASSY品)制品製品防止上浮浮き上がり防止样品サンプル伸展率伸び纳品納品(のうひん)胶棒ウレタン整理号码整理番号(せいりばんごう)送料高度送り線高さ两枚组合二枚合せ(にまいあわせ)参数、设定值オフセット扭矩トルク小缺口チッピング手册マニュアル压、砸潰し(つぶし)断开、切断スチッチオフ砂纸サンドペーパー弹块ノックアウト磨砂机サンドミル装饰飾る(かざる)砂箱サンドボックス铁锤ハンマ升降机ホイスト钻石粒、(用开研磨)ボルト起重机、吊车クレーン休止ホールト钢缆、钢丝绳ワイヤロープ用铣石笔修砂轮砥石(といし) ドレッシング升降机、电梯、吊车リフト工具、刀具ツール升降机、小型起重机リフター挡块板つきあて(车床上的)卡盘、夹盘チャック转换、转变スチッチオーバー料把ランナ包装、包皮ラッピング包装者、包装纸ラッパ目标目標(もくひょう)挂钩、钩子フッワ电磁盘電磁(でんじ)チャック突起ヒットホーム磨光机打磨机サンダー麻布ぅエステ研磨机、磨床ラッピングマシン研磨、磨擦、研磨机ラッビング擦伤かじる检查チェック扣除差し引く(さしひく)扣除天引きする(てんびき) 糊胶水ロックタイト试作試作(しさく)V形折弯薬研曲げ(やげんまげ)吊车ホークリフト斜面テーパ加强层補強リブ(ほきょう)取货单和发货票伝票(でんぴょう)QC工程表QC工程表(こうていひょう)同时切断同時抜き(どうじぬき)同轴棒通しピン有无裂纹,损坏亀裂、破損、無き事(きれつ、はそん) 通过通り形状形状(けいじょう)停止止まり限度样本限度サンプル(げんど)取数取り数包装梱包(こんぽう)担当担当(たんとう)日常检查日常検査(にちじょうけんさ)标准书チェックシート表面表面(ひょうめん)备注チャート記号(きごう)品质管理课品質管理課注意事项注記(ちゅうき)初品检查初品検査(しょひんけんさ)测定值的书写格データ様式(ようしき)品名品名(ひんめい)数量数量(すりょう)对称尺寸振り分け寸法(ふりわけすんぽう)管理项目管理項目(かんりこうもく)保管保管(ほかん)关连尺寸関連寸法(かんれんすんぽう)主要设备重要設備机种名称機種名(きしゅめい)伤痕傷(キズ)。
图纸常用句中日文对照表
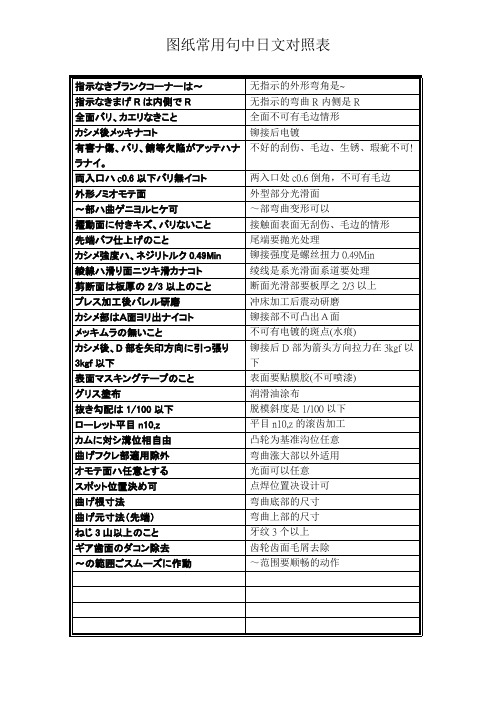
抜き勾配は1/100以下
脱模斜度是1/100以下
ローレット平目n10,z
平目n10,z的滚齿加工
カムに対シ溝位相自由
凸轮为基准沟位任意
曲げフクレ部適用除外
弯曲涨大部以外适用
オモテ面ハ任意とする
光面可以任意
スポット位置決め可
点焊位置决设计可
曲げ根寸法
弯曲底部的尺寸
曲げ元寸法(先端)
弯曲上部的尺寸
断面光滑部要板厚之2/3以上
プレス加工後バレルイコト
铆接部不可凸出A面
メッキムラの無いこと
不可有电镀的斑点(水痕)
カシメ後、D部を矢印方向に引っ張り3kgf以下
铆接后D部为箭头方向拉力在3kgf以下
表面マスキングテープのこと
表面要贴膜胶(不可喷漆)
グリス塗布
ねじ3山以上のこと
牙纹3个以上
ギア歯面のダコン除去
齿轮齿面毛屑去除
~の範囲ごスムーズに作動
~范围要顺畅的动作
外形ノミオモテ面
外型部分光滑面
~部ハ曲ゲニヨルヒケ可
~部弯曲变形可以
擢動面に付きキズ、バリないこと
接触面表面无刮伤、毛边的情形
先端バフ仕上げのこと
尾端要抛光处理
カシメ強度ハ、ネジリトルク0.49Min
铆接强度是螺丝扭力0.49Min
綾線ハ滑り面ニツキ滑カナコト
绫线是系光滑面系道要处理
剪断面は板厚の2/3以上のこと
指示なきブランクコーナーは~
无指示的外形弯角是~
指示なきまげRは内側でR
无指示的弯曲R内侧是R
全面バリ、カエリなきこと
全面不可有毛边情形
カシメ後メッキナコト
铆接后电镀
中日表面粗糙度对照表
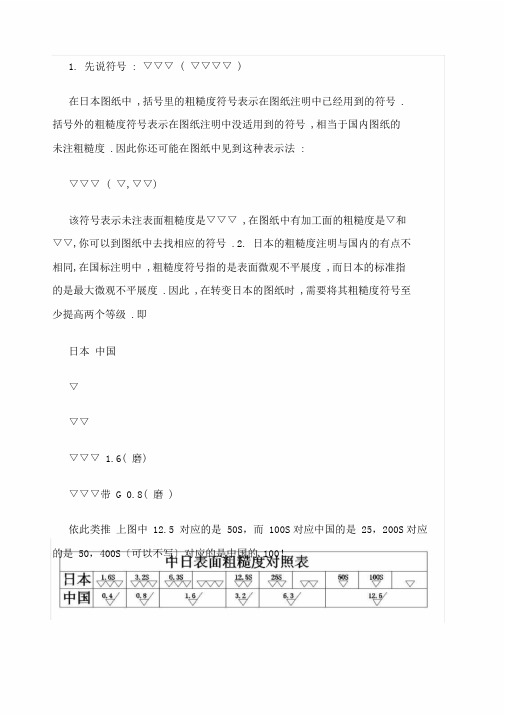
中日表面粗糙度比较表
1. 先说符号 : ▽▽▽ ( ▽▽▽▽ )
在日本图纸中 ,括号里的粗糙度符号表示在图纸注明中已经用到的符号 .
括号外的粗糙度符号表示在图纸注明中没适用到的符号 ,相当于国内图纸的
未注粗糙度 .因此你还可能在图纸中见到这种表示法 :
▽▽▽ ( ▽,▽▽)
该符号表示未注表面粗糙度是▽▽▽ ,在图纸中有加工面的粗糙度是▽和
▽▽,你可以到图纸中去找相应的符号 .2. 日本的粗糙度注明与国内的有点不
相同,在国标注明中 ,粗糙度符号指的是表面微观不平展度 ,而日本的标准指
的是最大微观不平展度 .因此 ,在转变日本的图纸时 ,需要将其粗糙度符号至
少提高两个等级 .即
日本中国
▽
▽▽
▽▽▽ 1.6( 磨)
▽▽▽带 G 0.8( 磨 )
依此类推上图中 12.5 对应的是 50S,而 100S对应中国的是 25,200S对应的是 50,400S〔可以不写〕对应的是中国的 100!。
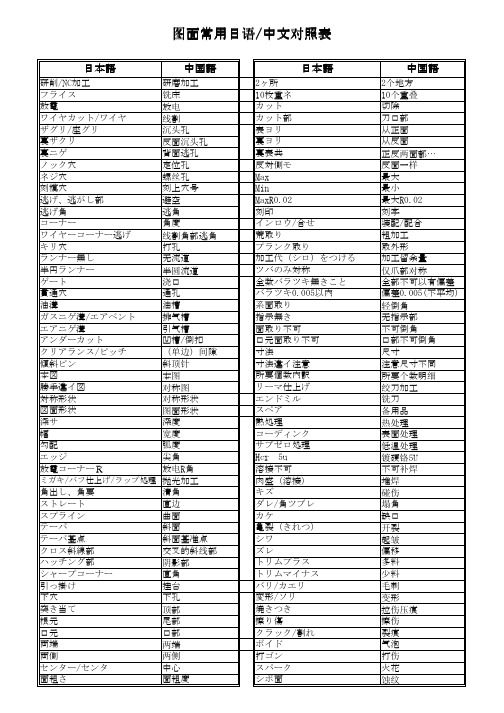
图面日常中日文对照表
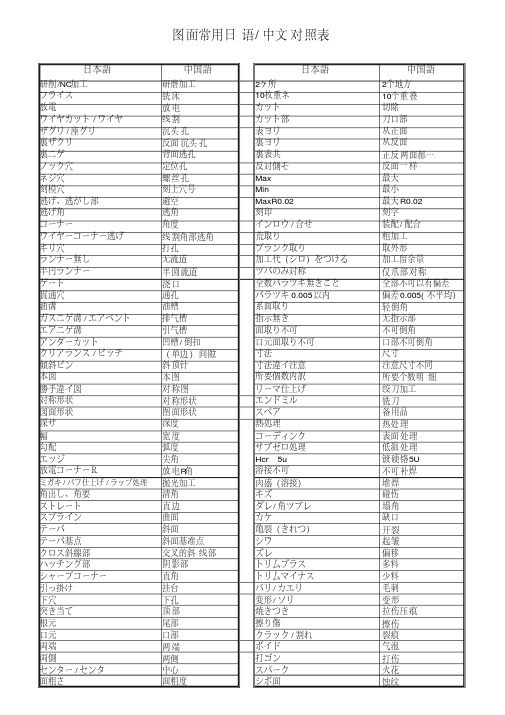
图面常用日语/中文对照表日本語中国語日本語中国語研削/NC加工研磨加工2ヶ所2个地方フライス铣床10枚重ネ10个重叠放電放电カット切除ワイヤカット/ワイヤ线割カット部刀口部ザグリ/座グリ沉头孔表ヨリ从正面裏ザクリ反面沉头孔裏ヨリ从反面裏ニゲ背面逃孔裏表共正反两面都…ノック穴定位孔反対側モ反面一样ネジ穴螺丝孔Max最大刻模穴刻上穴号Min最小逃げ、逃がし部避空MaxR0.02最大R0.02逃げ角逃角刻印刻字コーナー角度インロウ/合せ装配/配合ワイヤーコーナー逃げ线割角部逃角荒取り粗加工キリ穴打孔プランク取り取外形ランナー無し无流道加工代(シロ)をつける加工留余量半円ランナー半圆流道ツバのみ対称仅爪部对称ゲート浇口全数バラツキ無きこと全部不可以有偏差貫通穴通孔バラツキ0.005以内偏差0.005(不平均)油溝油槽系面取り轻倒角ガスニゲ溝/エアベント排气槽指示無き无指示部エアニゲ溝引气槽面取り不可不可倒角アンダーカット凹槽/倒扣口元面取り不可口部不可倒角クリアランス/ピッチ(单边)间隙寸法尺寸傾斜ピン斜顶针寸法違イ注意注意尺寸不同本図本图所要個数内訳所要个数明细勝手違イ図对称图リーマ仕上げ绞刀加工対称形状对称形状エンドミル铣刀図面形状图面形状スペア备用品深サ深度熱処理热处理幅宽度コーディンク表面处理勾配弧度サブゼロ処理低温处理エッジ尖角Hcr 5u镀硬铬5U放電コーナーR放电R角溶接不可不可补焊ミガキ/バフ仕上げ/ラップ処理抛光加工肉盛(溶接)堆焊角出し、角要清角キズ碰伤ストレート直边ダレ/角ツブレ塌角スプライン曲面カケ缺口テーパ斜面亀裂(きれつ)开裂テーパ基点斜面基准点シワ起皱クロス斜線部交叉的斜线部ズレ偏移ハッチング部阴影部トリムプラス多料シャープコーナー直角トリムマイナス少料引っ掛け挂台バリ/カエリ毛刺下穴下孔変形/ソリ变形突き当て顶部焼きつき拉伤压痕根元尾部擦り傷擦伤口元口部クラック/割れ裂痕両端两端ボイド气泡両側两侧打ゴン打伤センター/センタ中心スパーク火花面粗さ面粗度シボ面蚀纹。
各种管件中日文对照表
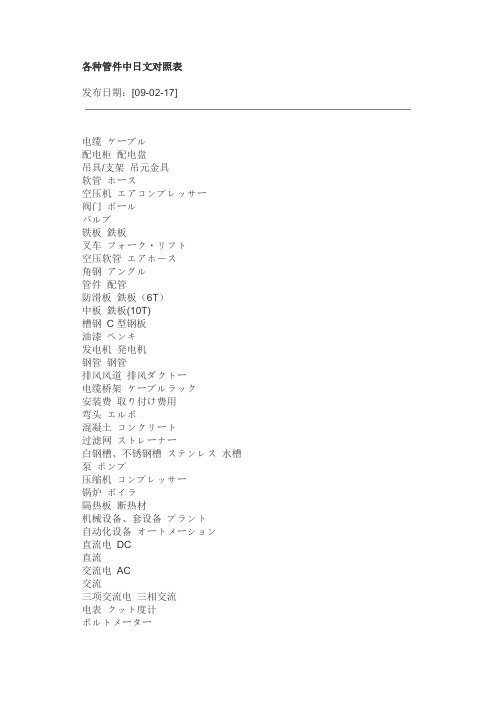
各种管件中日文对照表发布日期:[09-02-17]电缆ケーブル配电柜配电盘吊具/支架吊元金具软管ホース空压机エアコンプレッサー阀门ボールバルブ铁板鉄板叉车フォーク・リフト空压软管エアホ-ス角钢アングル管件配管防滑板鉄板(6T)中板鉄板(10T)槽钢C型钢板油漆ペンキ发电机発电机钢管钢管排风风道排风ダクトー电缆桥架ケーブルラック安装费取り付け费用弯头エルボ混凝土コンクリート过滤网ストレーナー白钢槽、不锈钢槽ステンレス水槽泵ポンプ压缩机コンプレッサー锅炉ボイラ隔热板断热材机械设备、套设备プラント自动化设备オートメーション直流电DC直流交流电AC交流三项交流电三相交流电表クット度计ボルトメーターボルトアンペや万能电表ユニバーサルメーター电容器ボルトタムメーターコンデンサーカパシター电阻电気抵抗多项插头コンセント配电盘パネル电源ソケット继电变压器リレートランス电功率电気パクー最大功率ビークパクー变压器トランスフォーマ安培アンペア集成电路IC集积回路可变电容器バリコン电机モーター部件ユニット元件エレメント模具金型卡具チヤック刀カッター齿轮ギャ轴承ベアリング螺母ねじ铸件鋳物压铸ダイーキヤスト抗张力ひぱっり挠度たわみ扭变ねじれ规表ゲージ冷却装置冷却装置クリーンぐ装置粒度、网度メッシュ电焊机电気溶接机钢索クイヤロープ负载运转オーバーロード扳子スパナーレンチ钳子すぱナーレンチ锤ハンス锉ヤスリ卷尺巻尺卡尺ナギス砂纸サンドペーパーカミヤスリ环氧树脂エピーコート活扳子モンキレンチ风机排気ファン缓冲装置风量ダンパー主机メーンエンジン·メーンマシン副机ドンキマシン·エンジン钢索ワイヤロープ螺丝刀ドライバー千斤顶ジャッキ钢卷尺スケール圆规コンパス轴承ベアリング钻头ドリル·バイト绝缘板吸音板胶合板ベニヤ板有机玻璃オーガニックガラス无缝钢管つぎ目なし钢管极限开关リシットスイッチ继电器リレー线圈コイル天线アンテナ地线アース传感器センサー雷达レーダー脉冲パルス电镀メッキ。
工程名中日文对照

1係り
2係り
C/C治理 枚叶印刷 油墨加热干燥 枚叶露光 长尺露光 感光膜层压 镀金 防锈 C/L分割 补强板裁断 补强胶片冲切 C/L加工 裁断(B/S) C/L贴合 真空多段层压 分割(B/S) 单层层压 真空加压 补强板干燥 补强板贴合 热辊压合 连续裁断 PIN组装 六轴NC冲孔 导通 冲1、冲2 外8係り
检查
9係り
新人教育/其他
新人教育/その他
係り
工程(中) 激光加工 SPV贴合 NC连续冲孔 长尺整面 PTH加工 BH前处理 高锰酸钾处理 切割(基材) 半蚀刻 长尺蚀刻 长尺显像 枚叶显像 枚叶整面 滚刷 UV洗净
工程(日) レーザ加工 SPV貼り 長尺ガイド穴あけ 長尺整面 長尺PTH 長尺BH 過マンガン酸処理 スリット B/S ハーフエッチング 長尺エッチング 長尺現像 枚葉現像(印刷後) 枚葉整面 ブラシ UV洗浄 キュアー(UV後)(枚葉 現像後) 印刷 インク加熱乾燥 枚葉露光 長尺露光 長尺レジストラミ メッキ エンテック タフエース スリット(C/L) オートカット シーリング C./L打抜き 裁断(パターン有) プリセット ラミネーション トムソン 単層プレス 真空加圧 キュアー(補強板) タック貼り ロール通し 裁断(補強板) NC組立 NC穴あけ チェッカー プレス トリム プレス 外形 検査
电器中日文

ABS樹脂ABS树脂W取り数分割数アース線地线アセンブリ组装アプリケータ模具アルファベット罗马字母インターロック连锁インピーダンス阻抗ウエルドライン熔接线エアーガン空气枪エアースプレー气枪エアー圧力气压エアキャプ气泡袋エッジワイズ边缘宽度カールコ-ド弹弓导线ガイドロール导向滚筒カウンター计数器カバ- 盖子,外壳カミソリ刀片,剃刀ギア/歯車(はぐるま)齿轮キャビティ模槽くもり光泽不良クラック裂纹,裂缝クラッチ离合器,联轴器クラフト紙牛皮纸クランプ夹紧部位クリンプハイト压着高度クレージング龟裂,网状裂纹クレーム投诉ゲート注入口ケーブル电线,电缆けがき針划针ケトン酮类コード导线コードカジリ压线コードバック退线コスト成本コテ先烙铁嘴コネクタ连接器,插座ゴム橡胶コンタクト触点,端子コンパウンド胶料,化合物シース外皮シール封压,密封シールド屏蔽线シェル外壳シャフト轴ジョイナ扁平电缆ジョイント连接,垫片ショート短路シリコン硅シリンダー液压缸シワ皱纹スイッチ开关スクリュー螺杆スケール比例尺,直尺スコッチテープ荧光胶纸スタンプ印章,印花ストック存货ストッパー制动器ストリッパー剥线机ストローク行程スパーク火花スパークテスト试火花スペーサー垫片スリーブ套管スリッタ(-) 分割机,圆盘式纵剪グランドシート密封,铝箔胶带スリット裂缝,切屑,切口パターン式样, 模式,图案ズレ歪斜センサー传感器ソリ翘曲タイーマ计时器タイプ类型ダクト导管ダミー線辅助线ダンさロール升降滚筒チェクシート检查表チューブ套管ツイスト拧线ツマミ旋钮データ出力输出数据データ入力输入数据トータルピッチ总宽度トラブル问题ドラム绕线盘ナイフ小刀ナット螺帽ニッパー剪钳ネジ螺丝ハーネス装配ハウジング插座ハゲレ線散线ハサミ剪刀パトロール巡查バブル气泡はみ出す溢出バラつき偏差偏差バリ毛刺,毛边バルブ闸门パレート托板パレート図柏拉图ハンガー线架パンチ冲压,打孔机パンチ数冲压次数ヒータ电热器ヒケ收缩,缩水ピッチ导线距离ピッチロール导线滚筒ピッチ乱れ导线紊乱ビニール袋塑料袋ビニタイ扎带フイート英尺フィルム薄膜フォロー跟踪ボタン按钮プッシェプルスケール拉力计ブッシュ尾扣ブッシュ強度尾扣吊重プラグ碑头,插销,插头プラスチック塑料プラン方案ブリッジ电桥プリント基板印刷电路板プレス冲压ブローァ吹气管プロジェクト计划プロセス工艺流程ブロックゲージ块规ボール芯卷芯ボビン卷筒ポリエステル聚脂ポリエチレン聚乙烯ポリスチレン聚笨乙烯ポリ袋塑料袋ポリ塩化ビニル聚碌乙烯ボルト螺栓マーク记号マイクロゲージ千分表マイクロメーター千分尺マスキング覆盖マット无光泽,垫子マンドレル铁心ミステム系统ムラ斑点モーター电机,马达モード模式より線绞线ラベル标签ラミネータ层压机ラミネート层压ランス卡口ランプ灯リール饶线阻リボン電線带状电线リミットスイッチ限位开关リン青銅線磷青铜线ルーペ放大镜ルール规格,规则レビュ复审ロス损耗ロット批量フロントカットオフタブ前小尾巴リヤカットオフタブ后小尾巴オフレコ不记录的,非官方的,非正式的ベルマウス喇叭口ワイヤーバレル芯线包角インシュレッションバレル外皮包角抜かす遗漏抜き取り検査抽检半田焊锡半田ペースト焊油半田槽沾锡槽棒グラフ条形图報告書报告书本付け实贴本付け機实贴机編組编织変形变形標準化标准化表面温度表面温度表示ランプ指示灯補強版铺强板歩留まり材料利用率擦り傷擦伤操作盤操作盘挿抜力検査插拔力试验超音波融着機超声波融接机成形机碑机弛み松弛歯車齿轮赤マ-ク红色记号出荷出厂出荷検査出厂检查出荷手配表出厂安排表出庫伝票出仓通知书打ち抜き穿孔導体导线導体抵抗导线电阻導体錆び导线锈斑点検表检查表調整えじ调整螺丝定期点検定期检查定期校正定期校正端末処理端末处理段ボルト箱纸箱段取り准备工作断面截面断線断线発泡气泡仮付け予贴返却退回非常停止紧急停止廃却作废複写复写縛る捆扎光沢ムラ光泽不均荷造り包装荷札标签桁位回転旋转混入混装混線混线極性极性計測器计测器接着粘接接着剤粘接剂接着剤ムラ粘接剂不均匀結束(けっそく)绑带解雇(かいこ)辞退巾ガイド导向板金物五金金型(かながた)模具圧着机(あっちゃくき)压着机据付(すえつけ)/取付(とりつけ)安装絶縁体ズレ绝缘体歪斜絶縁体はみ出す粘接剂溢出絶縁体バレル绝缘体桶空きピン空号潰れ压坏梱包(こんぽう)捆包拡大鏡(かくだいきょう)放大镜離型紙(りけいし)离型纸利益(りえき)利润乱れ(みだれ)紊乱乱れ防止紊乱防止片内装品(ないそうひん)内装物品内装箱内装箱耐圧試験耐压试验難燃性ビニル阻燃性塑料難燃性ポリエステル阻燃性聚酯配電盤配电盘品名品名品質质量品質保証质量保证品質管理质量管理品種品种平角リン銅線扁平磷青铜线平角軟銅線扁平软铜线切り替え切换切断切断屈曲試験弯曲试验取り消す取消巻き取り卷取巻き取りロール卷取滚筒熱プレス热压熱ロール热滚筒刃物刀具刃型刀片日常点検日常检查容器容器溶剤溶剂溶接熔接軟質(なんしつ)软质潤滑油(じゅんかつゆう)润滑油色むら色泽不均焼鈍し退火設備设备設定温度设定温度伸線,図面图纸仕入先メーカー供应商仕上げ精加工仕様规格仕様欄规格栏仕様書规格书是正措置纠正措施試運転试运行収縮收缩収縮シワ收缩皱纹受注订货受注数订货数量書き直し改写速度計速度表酸化氧化炭化烧焦貼り付け粘贴透明透明透視検査透视检查塗料涂料外注外协外装箱外装箱丸刃圆形刀温度計温度计汚れ污垢汚れ落とし去污無地空白錫メッキ镀锡現物现货線間ピッチ导线间距線間絶縁抵抗线间绝缘阻抗箱詰め装箱屑屑信頼度可信度型番型号許容値许可值押さえロール止动滚筒押しボダン按钮押出し押出押出し成形押出模具押出し机押出机一巻一捆引き取りロール引取滚筒印刷面印刷面余剰品剩余品運転运行再検査翻查再生作業翻工張力张力帳票帐票照合对照折り目折痕折り曲げ折叠折り曲げ机折叠机正味重量净重値打ち价值職印职务印治具夹具置き場放置处中間検査中间检查注文订货自動カッター自动切断机自主監査自我检查作番作业番号作業カード作业说明书作業標準作业标准作業日報作业日报インストラクター讲师,(企业的)技术指导セミナー(ゼミナール)研究会,研究室トピック话题,题目,论题リニューアル更新,革新,重复フォアマン领班, 工头, 陪审团主席アウトソーシング外部采办,外购アプローチ方法,途径,研究方法,,接近(目标、对象),近似。
技术图纸中日文翻译对照汇总

5页 共6页 65 (1) 物品名称: (2) 材质:AISI 1514 (相当于SMn438) (3) 制造商:HUCK (株) (4) 采购方:日本ドライブイット(株) (5) 表面处理: 66 线材标号用黑色油漆或者是黑色印章。 67 (1) 名称: (2) 材质:AISI 1010 (相当于S10C) (3) 制造商:HUCK (株) (4) 采购方:日本ドライブイット(株) (5) 表面处理: 68 EMC对策用金属 密封套(A型) 69 AB D C1CF A固定螺母(防松螺母)B垫片 D封条C1封条圈环C本体F密封螺母 70 作业 商品号 封条 形状 螺钉名称 商品号 电线尺寸 螺栓 外径 安装 洞径 螺钉长度C2mm 扳手尺寸 A部/F部 包装单位(个) 参考紧 固扭矩 N·m 参考 尺寸 Lmm 71 作业 编号 大小 t 内螺纹 72 没有 73 表面粗糙度对应表(ISO.JIS) 74 盾牌类型的铆钉 75 圆形头,和盘子头
版本/版次 A/0
1页 共6页 技术图纸中日文翻译对照 序号 日文 中文 1 硬度(アスカc)32°±5(JIS A约20°) 2 周围覆盖被膜,被膜厚度0.2mm 3 颜色:砖块颜色 4 耐热温度:180°C 5 供应商:西山 6 图示内弯曲半径见下表 7 适用材质SPCC,SS400,SUS 8 材质及名称 9 原材料尺寸及其它 10 质量MS(kg) 11 开,关文字的大小为7×7 12 外表使用布料即可 13 开,关文字及框制成凹下去,用粗黑字体,黑色油漆烧接 14 箭形符号制成凹下去,黑色油漆烧接 15 编号1和编号2要对称(但是,文字参照图示) 16 追加编号2 17 海绵(硅氧橡胶,挤出)
版本/版次 A/0
4页 共6页 57 1.机器性质如下: (1)张驰力度:(如左示) (2)耐力:(如左示) (3)伸展:8%以上 2.根据断面AA所示形状,挤出后加弯。 58 款式:KE-4890G 制造商:信越シリコーン(硅酮) 类别:1液型RVT橡胶 包装外形:能装140g的软管 特征: (1)降低低分子 (2)UL认定品(UL94V-0)难燃性 性能 (1) 绝缘性:25kv(1mm) (2) 指触干燥时间:6分钟 (3) 黏性:1.2~1.4mpa (张力速度50mm/min) 59 材质: 压缩力:长10cm的25%压缩力为650~850g 橡胶硬度:20°± 5° 颜色:黑色 长度:指定长度以上 其它:周围覆盖被膜 60 预计长度为10cm 61 铆钉图纸编号3E803057 62 弯曲R指板厚 63 商品号 编号 数目 名称 材料 1 1 1式 框架 A5052P-0.08T 2 2 滤波器 聚酰胺PS/150 3 8 普通铆钉 (AD-43) 4 2 打褶 铁纱 SUS 2.5筛孔¢1.5 64 1. 编号2~5,根据附属螺帽固定在商品号1。 2. 编号2和编号5的安装洞径相同,安装时需注意。 3. A作业时,编号2~5另做安排。
建筑中日文对照

日中対訳表
日文中文
■アーバン用語公共交通公共交通
バス公交车
バスサービス公交车线
モノレール单轨
地下鉄地铁
自動車交通汽车交通
地上動線地上交通行人流线
地下動線地下交通行人流线
地下鉄駅地铁站
地下街地下街
施設アクセス设施进接口
縦動線垂直流线
地下通路地下通道
地下通路(施設内)地下通道(建筑物内)
コンコース连通要道
イベント広場活动广场
ホール大庁
商業施設商业设施
サービス道路辅线
サービスアクセス辅线进接口
主たる歩行者動線主要行人流线
敷地内緑地占地内绿地
計画緑地规划绿地
初期開発区域早期开发区域
区域内幹線区域内干线
湖水湖水
街路断面街道断面
壁面墙面
壁面後退建筑物退线■市政府施設執務办公
実験实验
カフェ咖啡厅
レクチャーホール报告厅
飲食餐厅
宿泊住宿
展示展览
会議会议
劇場剧院
リハーサル排练
撮影/録音スタジオ撮影/録音棚
機械室机房
駐車場车库
ゾーン区
A案 平面ダイアグラムA方案概念布局
A案 パース(機能色分け)
A方案鸟瞰透视图
A案 パースA方案鸟瞰透视图
企画院事務棟规划院办公楼
測量院事務棟勘测院办公楼
局事務局棟局办公楼
広場广场
共用ゾーン共用区域
執務ゾーン办公区域
■一般建築用語図面图纸
緑地帯绿地带
庭庭院
生態系生态系
ネットワーク统网络
動線动线
システム系统
計画计划
鳥瞰パース全景鸟瞰透视全景
ランドスケープデザイン景观设计。
图纸日文

加工术语
假名
汉字
中文
ワレ
割れ
裂纹
ソリ/そり
翘曲
キズ/きず
傷
伤
ダコン
打痕
碰伤
ひずみ
歪み
歪斜
サビ
錆
锈
芯ズレ
芯ずれ
偏心
ダレ/だれ
塌边
ローラーめ
ローラー目
压痕
いちぎめ
位置決め
定位
ぜんちょうぎめ
全長決め
决全长
リューターコクイン
リューター刻印
手动电笔刻字
レーザーマーカー
激光刻字
ちょうこく
彫刻
矢印部にエッジのないこと
箭头标记部尖角不可
φ9.5までかんつう
φ9.5まで貫通
贯通至孔
じきぬきこと
磁気抜きこと
去磁
M6ふかさ12(うらより)
M6×12(从北侧算起)
M6ふかさ12(うらより)
○しるしぶC0.5ノコト
○印部C0.5ノコト
标记处倒角C0.5
2こなか1このみかこう
2コ中1コノミ加工
2本之中仅加工一本
右ねじれ
右螺旋
材料及表面处理
クロームめっき
镀铬
こうしつクロームめっき
硬質クロームメッキ
镀硬铬
クロクロームめっき
黒クロームメッキ
镀黑铬
あつめっき
厚めっき
厚电镀
フラッシュメッキ
薄镀、薄镀层
ニッケルめっき
镀镍
カニゼンメッキ
无电解镍
ユニクロメッキ
光泽镀锌
クロゾメ
黒染め
发兰
白アルマイト
中日文对照表

序项目号中文日文1直线度真直度2平面度平面度3真圆度真円度4圆度真円度5同柱度円筒度6圆筒度円筒度7线轮廓度線の輸郭度8面轮廓度面の輸郭度9平行度平行度10直角度直角度11倾斜度倾斜度12位置度位置度13同心度同心度14同轴度同軸度15对称度对称度16圆跳动度円周振れ17跳动度円周振れ18全跳动度全振れ19厚度厚さ20长度長さ21槽宽溝幅22槽径溝径23外径外径24倒角面取り25内径内径26角度面取り27螺纹精度ネジ精度28有效螺纹长有効ネジ長さ29硬度硬さ30表面硬度表面硬さ31心部硬度心部硬さ32渗碳层深度渗碳層深さ33深度深さ34螺纹深度ねじの深さ35孔深孔深36首下长度呼び長さ37十字穴十字穴38总长总長さ39Q值Q値40圆部厚度円部厚さ41球弧球面42垂直度直角度43头厚頭厚さ44头径頭径45螺纹长度ネジ長さ46外观外観47对角宽对角距離48六角厚度六角高さ49六角高度六角高さ50对边宽二面幅51表面处理表面処理52压花外径ローレット外径53压花规格平目ローレットP 54材质材質55RoHS确认RoHS確認56平垫厚度平座金厚さ57平垫外径平座金外径58弹垫外径バネ座金外径59弹垫厚度バネ座金厚さ60电镀膜厚メッキ膜厚61十字穴番号十字穴番号62对角距离对角距離63表面粗度表面粗さ64粗糙度表面粗さ65电镀膜厚鍍金膜厚卡尺ノギスN千分尺マイクロメータM槽卡ブレードマイCC径千分尺Cマイクロメータ投影仪投影機T环规環規针规ピンゲージPG 多功能千分尺多功能千分尺螺纹环规ネジ山ゲージZ螺纹塞规ネジ山ゲージZ螺纹牙规ネジ山ゲージZ塞规塞規硬度仪硬度儀真圆度仪真圓度儀粗度仪粗度儀高度计高度計高度规高度規。
图面日常中日文对照表
图面常用日语/中文对照表日本語中国語日本語中国語研削/NC加工研磨加工2ヶ所2个地方フライス铣床10枚重ネ10个重叠放電放电カット切除ワイヤカット/ワイヤ线割カット部刀口部ザグリ/座グリ沉头孔表ヨリ从正面裏ザクリ反面沉头孔裏ヨリ从反面裏ニゲ背面逃孔裏表共正反两面都…ノック穴定位孔反対側モ反面一样ネジ穴螺丝孔Max最大刻模穴刻上穴号Min最小逃げ、逃がし部避空MaxR0.02最大R0.02逃げ角逃角刻印刻字コーナー角度インロウ/合せ装配/配合ワイヤーコーナー逃げ线割角部逃角荒取り粗加工キリ穴打孔プランク取り取外形ランナー無し无流道加工代(シロ)をつける加工留余量半円ランナー半圆流道ツバのみ対称仅爪部对称ゲート浇口全数バラツキ無きこと全部不可以有偏差貫通穴通孔バラツキ0.005以内偏差0.005(不平均)油溝油槽系面取り轻倒角ガスニゲ溝/エアベント排气槽指示無き无指示部エアニゲ溝引气槽面取り不可不可倒角アンダーカット凹槽/倒扣口元面取り不可口部不可倒角クリアランス/ピッチ(单边)间隙寸法尺寸傾斜ピン斜顶针寸法違イ注意注意尺寸不同本図本图所要個数内訳所要个数明细勝手違イ図对称图リーマ仕上げ绞刀加工対称形状对称形状エンドミル铣刀図面形状图面形状スペア备用品深サ深度熱処理热处理幅宽度コーディンク表面处理勾配弧度サブゼロ処理低温处理エッジ尖角Hcr 5u镀硬铬5U放電コーナーR放电R角溶接不可不可补焊ミガキ/バフ仕上げ/ラップ処理抛光加工肉盛(溶接)堆焊角出し、角要清角キズ碰伤ストレート直边ダレ/角ツブレ塌角スプライン曲面カケ缺口テーパ斜面亀裂(きれつ)开裂テーパ基点斜面基准点シワ起皱クロス斜線部交叉的斜线部ズレ偏移ハッチング部阴影部トリムプラス多料シャープコーナー直角トリムマイナス少料引っ掛け挂台バリ/カエリ毛刺下穴下孔変形/ソリ变形突き当て顶部焼きつき拉伤压痕根元尾部擦り傷擦伤口元口部クラック/割れ裂痕両端两端ボイド气泡両側两侧打ゴン打伤センター/センタ中心スパーク火花面粗さ面粗度シボ面蚀纹。
中日文图纸对照表

*.**** *.*** *.** *.* *.
螺纹孔
ቤተ መጻሕፍቲ ባይዱ
±0.002 ±0.005 ±0.02 ±0.1 ±0.2 ±0.2 LM/WIM/4.2.3-2/02 版本A
加工常用参数对照表
日文 ニゲ、カドニゲ 逃ガレ、ニガシ キリ 穴グリ ザグリ、座グリ マテ ョリ ゥラ ゥラョリ オモテ ゥラモアリ ゥラモアル ストレ一ト フカサ テ一パ一 リ一マ 下穴 及ビ サブゼロ ブル一インゲ ンリ、反り 曲げ 烧キバメ ノックピン滑合 ノックピン打入ミ ロックタイト止メ センタ一 P.C.D 现物合せ 面取、CH 系面取り CH不可 クリアランス バフ ミガキ、LAP 让位 钻孔 沉孔 深度有公差的沉孔 90°沉头螺丝孔 到……为止 起始 后面、反面 反面开始 表面 两面、两边 直线部、有效长 深度 斜度 铰孔 螺纹底孔、EW穿丝孔 和、与 冰冷处理 发蓝处理 挠曲、挠度 弯曲 热套配合 小间隙配合 小过盈配合 胶水固定 中心 圆的中心直径 实物配合 倒角 0.1以下的倒角 倒角不可以 间隙 研磨 研磨、抛光 指定外加工公差 ∽ 、▽ JIS面粗度参考 Ra≥12.5um 3.2um≤Ra≤12.5um ▽▽ ▽▽▽、▽▽▽EW 0.8um≤Ra≤3.2um ▽▽▽G ▽▽▽▽ ▽▽▽▽LAP 0.4um≤Ra≤1.6um Ra≤0.8um Ra≤0.2um(镜面) 中文 日文 ロ一ルット パラッキ ダレ HCr、Zn(白) 无电解Ni 硬质クロ一ム5u タフトラィド トソゥ バ一ク デルリン ガラエポ アルミ アクリル トウメイアクリル ロ一付 タップ カンッウ、トオツ 胜手达イ R0.1 MAX R0.1 MIN 滚花 尺寸一致、等高 塌角 电镀,现一律只镀无电 解镍,厚度3~5um 渗氮 喷漆 绝缘材料、电木 白色聚脂 玻璃环氧树脂 铝、铝板 有机玻璃 焊接 螺纹孔 贯通 对称件 R0.1mm以下 R0.1mm以上 中文
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹孔
±0.002 ±0.005 ±0.02 ±0.1 ±0.2 ±0.2 LM/WIM/4.2.3-2/02 版本A
加工常用参数对照表
日文 ニゲ、カドニゲ 逃ガレ、ニガシ キリ 穴グリ ザグリ、座グリ マテ ョリ ゥラ ゥラョリ オモテ ゥラモアリ ゥラモアル ストレ一ト フカサ テ一パ一 リ一マ 下穴 及ビ サブゼロ ブル一インゲ ンリ、反り 曲げ 烧キバメ ノックピン滑合 ノックピン打入ミ ロックタイト止メ センタ一 P.C.D 现物合せ 面取、CH 系面取り CH不可 クリアランス バフ ミガキ、LAP 让位 钻孔 沉孔 深度有公差的沉孔 90° 沉头螺丝孔 到……为止 起始 后面、反面 反面开始 表面 两面、两边 直线部、有效长 深度 斜度 铰孔 螺纹底孔、EW穿丝孔 和、与 冰冷处理 发蓝处理 挠曲、挠度 弯曲 热套配合 小间隙配合 小过盈配合 胶水固定 中心 圆的中心直径 实物配合 倒角 0.1以下的倒角 倒角不可以 间隙 研磨 研磨、抛光 指定外加工公差 ∽ 、▽ JIS面粗度参考 Ra≥12.5um 3.2um≤Ra≤12.5um ▽▽ ▽▽▽、▽▽▽EW 0.8um≤Ra≤3.2um ▽▽▽G ▽▽▽▽ ▽▽▽▽LAP 0.4um≤Ra≤1.6um Ra≤0.8um Ra≤0.2um(镜面) 中文 日文 ロ一ルット パラッキ ダレ HCr、Zn(白) 无电解Ni 硬质クロ一ム5u タフトラィド トソゥ バ一ク デルリン ガラエポ アルミ アクリル トウメイアクリル ロ一付 タップ カンッウ、トオツ 胜手达イ R0.1 MAX R0.1 MIN 滚花 尺寸一致、等高 塌角 电镀,现一律只镀无 电解镍,厚度3~5um 渗氮 喷漆 绝缘材料、电木 白色聚脂 玻璃环氧树脂 铝、铝板 有机玻璃 焊接 螺纹孔 贯通 对称件 R0.1mm以下 R0.1mm以上 中文