常用数控冲床冲头一览表
数控转塔冲床学习资料

一: 基准点调整:编程:G06 A3;(A3代表3MM板)G81 X1000 Y500 A 150 B500 C 1200 ; (x1000代表板长Y500代表板宽)/(A、B、C第一个夹钳B第二夹钳、C第三个夹钳、在机床上的坐标位置) G90 X100 Y100 T2 ; (在X100冲个孔Y100冲个孔在2号模位冲)M45; (冲头回到上死点)G28; (冲床回到零点)M30; (程序结束)测量 X=99 Y=100.5.误差△X=99-100=-1mm.△Y=100.5-100=0.5mm.调整方法:MDI→OFFSET/ SETTING →按一次"+"→宏变量→移光标找530(X基准调整)→写入原值+误差值→ INPUT530(x基准调整)531(Y基准调整)509(冲头下死点+抬高-降低调整)520 (机床预压点调整)二 : 夹钳钳口调整:编程:G06 A3;G81 X1000 Y500 A 150 B500 C 1200 ;G90 X100 Y120 T2 ; (T2为10X10的方模)X1000;M45;G28M30;冲孔后测量Y1、Y2,△Y=Y1-Y2 误差0.12 mm为正常。
如果△Y>0.12 mm,则调整夹钳口位置。
方法:夹钳调整定位块,使之前或后移。
三: 夹钳检测时夹钳后感应片与感应开关是否感应到. SYSTEM→PMC→PMCDGN→STAUS→写入X6→SEARCH(搜索)夹钳检测时,当夹钳移动到感应开关(横梁中部)时,X6.5(X6地址,从左向右第3位) 信号是否变化.如无变化,调节感应片与感应开关之间间距,调节感应片与横梁平面距离2-3毫米左右.四: 如何看检测到的夹钳位置.GRAPH(图形模拟)→参数→PAGE(下箭头)可见到X1,X2,X3分别为三个夹钳位置.注意:定期用尺测量夹钳位置,如误差在6mm 內正常,调整夹钳后感应片,保证感应片平面与感应开关间距在2~3mm之间。
AMADA数控冲床常用G代码

AMADA数控冲床常用G代码AMADA天田数控冲床以下适合AMADA数控冲床参考NCT指令介绍NCT程序是由差不多指令以一定的格式组成的数码信息文件.程序写作固定格式,NCT程序的一行(一个BLOCK)如下所示:N___ G___ G___ X___Y___ T___ C___ M其中针对单个命令不要的指令不必记入.现对NCT程序中常见的指令的差不多格式及基应用介绍如下.1.G92坐标设定(原点设定)格式G92X___ Y___材料自原点到冲头位置的距离,经历于NC装置内,原点依据NCT机种不同而有差异.现场使用的机床是VIP357,其原点坐标为X 1830,Y1270.2.G90绝对坐标指令格式G90X___ Y___G90绝对坐标指令使用时,必须在坐标值前记上G90.在绝对坐标指令读取时,若开头记入G90,则以后的BLOCK,直到G91之前可省略不写.程序上若无G90或G91时,一律视为与G90相同.3.G91相对坐标指令G91指令指定的坐标不是从原点算起,而是自前一个孔位算起的增加值,使用此指令时必须在坐标值前记入G91.相对坐标指令读取时,最初以G91记入,以后的BLOCK一直到G90显现之前, G91均可省略不写.4.G50回来原点指令使用G50指令,材料依G92指定的位置回来的同时,回复到NC初期状态,程序最后必须作G50单一行之输入.5.G70不冲孔指令格式G70X___ Y___材料仅位移,不冲孔.G70与G90或G91能够同时使用,且位置先后不阻碍其指定.G70的指令只在所属BLOCK内有效.例:G90X100.00Y100.00(有冲孔)G70G91X200.00(无冲孔)G90Y300.00(有冲孔)6.G27?G25自动移爪格式G27(或G25)X___(移动量)G27?G25指令是用来换板及加工范畴不够宽时所使用的换板功能.通常使用G27,当材料在夹爪夹住的边上有突出不平等的情形时,则使用G25.7.G04暂停(滞留状态)格式G04X___(时刻)在轴移动时,作预定时刻内暂停的机能.8. G72模式基准点指令格式G72X___ Y___欲使用模式基准点时,坐标值之前要加上G72.l G72与G90或G91同时使用,且那一个先写都相同l G72仅有指示坐标的作用,而无决定位置或实行冲孔的动作.l G72的下一行必需是实行冲孔的指令.l 与G72在同一行内不可存在M?T等功能的指令.9. T指令定义刀具T为三位数字所组成,用来指令所使用模具的STATION,位于X?Y的位置之后.若为相同之模具连续使用时,一直到另一模具使用前,不须再另行指定模具.10. C指令设置刀具角度C指令位于X?Y(位置)与T(使用模具)之指令之后.自动转角可于±360°的范畴内指定,同角度的加工时,C指令为必重复指定.11. G26BLOT HOLE CIRCLE(BHC)以现在的位置或G72指定的位置为中心,在半径为r的圆周上,与X轴夹θ角的点开始,将圆周分成n等分,作n个点的冲孔指令.格式G26I r J±θK n T___(C___ )I=圆的半径r.输入正值J=冲孔起始点与X轴之夹±θ.反时针方向为正(+),顺时针方向为负(-)K=冲孔个数,反时针方向加工为正(+),顺时针方向为负(-)12. G28LINE AT ANGLE(LAA)以现在的位置或G72指令的位置算起,与X轴夹θ角的方向,间隔d的距离,冲n个孔的指令.格式G28I d J±θK n T___(C___ )I=间隔±d.d为负时,以模式基准点作为中心,于对称方向冲孔J=角度±θ,反时针方向为正(+),顺时针方向为负(-)K=冲孔个数n.不包括模式基准点13. G29圆弧(ARC)以现在的位置或G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ的开始点,角度间隔Δθ,排列n个点的冲孔指令.格式G28I r J±θP±ΔθK n T___(C___ )I=圆的半径r,为正数J=最初冲孔起始点,角度±θ,反时针方向为正(+),顺时针方向为负(-)P=角度间隔为±Δθ,为正时,以反时针方向冲孔,为负时,以顺时针方向冲孔K=冲孔的个数14. G36?G37格状孔此模式从G72指定的位置开始,X轴方向以d1为间隔.做n个,Y轴方向以d 2为间隔,做n2个格子状冲孔的指令.G36是以X轴方向为优先加工指令,G3 7是以Y轴方向为优先加工指令,考虑到板料在运动中的稳固性,一样选用G 36.格式G36I±d1P n1J±d2K n2T___(C___ )G36I±d1P n1J±d2K n2T___(C___ )I=间隔±d1,正(+)时为X轴方向,负(-)时为-X方向取间隔P=X轴方向的冲孔数n1(不含基准点)J=间隔±d2,正(+)时为Y轴方向,负(-)时为-Y方向取间隔K=Y轴方向的冲孔数n2(不含基准点)15. G66切边(SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W 1×W2之模具,作长度为±d的连续冲孔指令.格式G66I e J±θP±W1Q±W2D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D. l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式G67I±e1J±e2P W1Q W2T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式G68I r J±θ1K±θ2P±ψQ d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之.l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69I e J±θP±ψQ d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式G69I e J±θP±ψQ d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78冲孔圆弧(PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式G78I r J±θ1K±θ2P±ψQ d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式G79I e J±θ1P±ψQ d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98多数取的基准点与排列间隔之设定多数取加工时,制品关于材料作何种排列的指令格式G98Xx0Yy0Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO 对应WOO,按照G98所设定之排列,令材料全部执行的指令.格式G75W___Q___ ……以X方向为优先级执行G76W___Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO经历机能,UOO与VOO为程序中数个BLOCK之经历OO则为不限次数之经历呼出时使用,这时U所对应读取之数值,需为相同格式UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13加工终止指令加工终止之后单一行输入25. M510~M559冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模具前不能使用同一M指令.注:在实际运用中,为配合NCT现场的操作,使NCT程序转换与NCT现场对M指令的添加达到共识,对常用的专门刀具指定了固定的M指令,具体运用参考第三章.风轻云淡05.29 17:1815. G66切边(SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W 1×W2之模具,作长度为±d的连续冲孔指令.格式G66I e J±θP±W1Q±W2D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D. l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式G67I±e1J±e2P W1Q W2T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式G68I r J±θ1K±θ2P±ψQ d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之.l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69I e J±θP±ψQ d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式G69I e J±θP±ψQ d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78冲孔圆弧(PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式G78I r J±θ1K±θ2P±ψQ d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式G79I e J±θ1P±ψQ d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98多数取的基准点与排列间隔之设定多数取加工时,制品关于材料作何种排列的指令格式G98Xx0Yy0Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO 对应WOO,按照G98所设定之排列,令材料全部执行的指令.格式G75W___Q___ ……以X方向为优先级执行G76W___Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO经历机能,UOO与VOO为程序中数个BLOCK之经历OO则为不限次数之经历呼出时使用,这时U所对应读取之数值,需为相同格式UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13加工终止指令加工终止之后单一行输入25. M510~M559冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模数控冲床操作保养之范例数控冲床操作保养之范例VIPROS 2510C 數控沖床的維護爱护保养1﹑清潔A﹔上面和下面的X軸導軌B﹔工作台面各部位及閑置的軸承C﹔前面和后面的Y軸導軌D﹔刀盤定位銷及定位孔E﹔上刀盤及沖頭F﹔下刀盤(務必清除碎片)2﹑潤滑油詳情查閱”潤滑油”部分的潤滑部分和举荐使用的油。
数控转塔冲床验收标准一览表
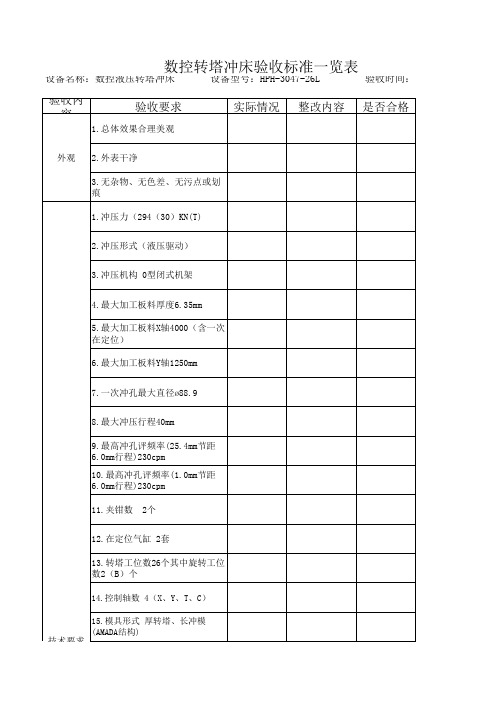
设备名称:数控液压转塔冲床 设备型号:HPH-3047-26L 验收时间:
验收内 容
外观
验收要求
1.总体效果合理美观 2.外表干净 3.无杂物、无色差、无污点或划 痕 1.冲压力(294(30)KN(T) 2.冲压形式(液压驱动) 3.冲压机构 0型闭式机架 4.最大加工板料厚度6.35mm 5.最大加工板料X轴4000(含一次 在定位) 6.最大加工板料Y轴1250mm 7.一次冲孔最大直径ø88.9 8.最大冲压行程40mm 9.最高冲孔评频率(25.4mm节距 6.0mm行程)230cpm 10.最高冲孔评频率(1.0mm节距 6.0mm行程)230cpm 11.夹钳数 2个
24.气源0.6Mpa 25.耗气量150 26.夹钳死区检测 CL/ min 27.板材翘曲检测装置 28.夹钳夹板松动报警装置 29.夹钳移动检测装置 30.四轴联动功能(X、Y、T、C 、) 31. 数 控 系 统 802DSL 德 国 SIEMENS 德国
32. 伺 服 电 机 、 放 大 器 SIEMENS 33.伺服系统 德国SIEMENS
51.接近开关 瑞士科瑞 52. 接近开关(夹钳死区感应)日 本BAULLUF 1.使用说明书各2 套 2.合格证明书1 份
设备资料
3.装箱单1份
设备资料
4.西门子操作手册2 份
验收结论
签字
验收时间:
实物照片
协议指定
42.轴承、轴承座 日本NSK 43.直线导轨 44. 滚珠丝杠 本THK 45.气源处理四联件 46.二位五通电磁阀 47.标准件 48.断路器 49.接触器 50.按 钮 日本NSK 台湾 HIWIN/ 日
日本SMC 日本SMC
冲床规格参数一览表
制表﹕劉小波
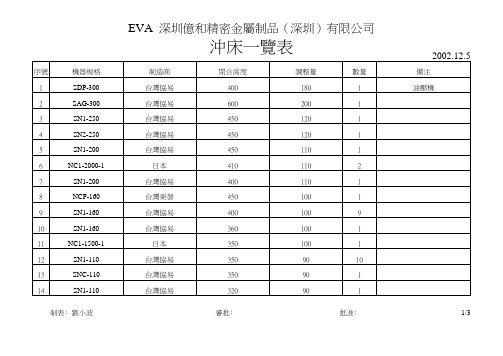
EVA 深圳億和精密金屬制品(深圳)有限公司
沖床一覽表
制造商 台灣協易 台灣協易 台灣協易 台灣協易 台灣協易
日本 台灣協易 台灣東發 台灣協易 台灣協易
日本 台灣協易 台灣協易 台灣協易
閉合高度 400 600 450 450 450 410 400 450 400 360 350 350 350 320
閉合高度 320 360 330 300 300
300 300 270 305 270 270 250
調整量 90 80 80 80 80
70 70 70 70 60 60 60
數量 2 2 12 1 1 5 7 10 1 2 1 7 1 3
2002.12.5
備注
審批﹕______________
批准﹕_______________
2/3
序號 29 30 31 32 33 34 35 36 37 38 39 40 41 42
機器規格 SAP-H-40 JB23-40 OBS35-3
SN1-35 PUX25-KRC
J23-25 SAP-H-20
16T 16T
制表﹕劉小波
EVA 深圳億和精密金屬制品(深圳)有限公司
沖床一覽表
制造商 台灣協易 上海二鍛 日本小松 台灣協易
機器規格 NC1-1100-1
NCP-110 SN1-80 SN1-80 NC1-800-1 JB23-63A JB23-63 SN1-60 SNC-60 SN1-60 DOBBY-60 SN1-45 SNC-45 OBS45-3
制表﹕劉小波
EVA 深圳億和精密金屬制品(深圳)有限公司
沖床一覽表
制造商 日本 台灣東發 台灣協易 台灣協易 日本 上海二鍛 上海二鍛 台灣協易 台灣協易 台灣協易 日本 台灣協易 台灣協易 日本
数控冲床操作说明书
数控冲床操作说明书一、简介数控冲床是一种高精度的金属加工设备,通过数控系统控制冲床模具的动作,实现对工件的冲孔、剪切、下料等工艺操作。
本操作说明书旨在提供详细的使用指导,帮助操作人员正确使用数控冲床,确保操作的安全性和效率。
二、安全注意事项1. 在操作数控冲床之前,请确保已经熟悉并理解冲床的安全操作规程,遵循相关的安全操作流程。
2. 操作前应检查数控冲床的电源线是否正常连接,并确保周围环境干燥通风,避免发生意外事故。
3. 操作人员必须配备个人防护装备,包括耐切割手套、护目镜、防护面具等,以降低操作过程中的伤害风险。
4. 确保工件和冲床模具的质量符合要求,避免因为工件不良而导致的操作故障。
三、操作步骤1. 启动冲床:按下冲床上的启动按钮,冲床模具将开始动作。
确保操作过程中不要将手或其他物品伸进冲床的工作区域。
2. 加载工件:将待加工的工件放置在冲床上,并确保固定牢固。
根据实际需要,使用合适的夹具固定工件,确保加工的准确性和稳定性。
3. 设置工艺参数:根据工件的要求,设置数控冲床的工艺参数,包括行程、速度、冲头压力等,以确保加工质量和效率。
4. 调试冲床程序:通过数控系统,输入冲床的加工程序,并进行调试,确保程序的正确性。
调试时应注意冲床机械部件的运动轨迹,避免碰撞或其他意外情况的发生。
5. 开始加工:确认操作无误后,按下开始按钮,数控冲床将自动执行加工程序,完成对工件的冲孔、剪切等操作。
6. 监控加工过程:在加工过程中,及时观察冲床的工作状态,确保加工稳定进行。
如有异常情况,应立即停止冲床,并检查故障原因。
7. 完成加工:加工完成后,停止冲床的运行,并待冲床完全停止后,取出已加工好的工件。
注意在取出工件时,避免触碰冲床模具的尖锐部位,以免造成伤害。
四、设备维护1. 定期保养:根据数控冲床的使用频率和规定要求,定期进行设备的保养和维护工作。
清洁设备的外部和内部部件,检查设备各部分的磨损程度,及时更换易损件。
工厂冲床知识点总结图表
工厂冲床知识点总结图表一、冲床的概念冲床是一种用于金属冲压加工的专用设备,通过冲头和工件之间的相对运动来使金属材料发生塑性变形,从而加工成所需的形状和尺寸。
冲床通常由机架、滑块机构、螺杆传动、减速器、离合器、制动器、曲轴机构和床身组成。
二、冲床的分类1. 按动力类型分类(1)机械冲床:由电动机驱动传动机构,通过离合器进行工作循环的冲床。
(2)液压冲床:利用液压作为动力传递介质的冲床,其优点是加工冲力均匀、运行平稳。
(3)气动冲床:通过气压作为动力传递介质的冲床,常用于小型冲床。
(4)气液冲床:利用液压驱动机械传动机构,并通过气压控制冲床动作的冲床。
2. 按结构形式分类(1)连续冲床:能够进行连续冲压的冲床。
(2)单冲冲床:每次冲压完成一次加工动作的冲床。
(3)数控冲床:通过数控技术控制冲床运行的冲床。
(4)飞行冲床:通过惯性传动使滑块实现快速返程,并能保持较高的工作循环速度的冲床。
3. 按用途分类(1)普通冲床:用于对金属材料进行简单的冲压加工。
(2)精冲床:能够进行精密冲压加工的冲床,用于对加工精度要求高的工件。
(3)自动冲床:通过自动上下料装置、输送带等自动化设备实现连续加工的冲床。
(4)特种冲床:根据特定工件的加工需要而设计和制造的冲床。
三、冲床的工作原理冲床的工作原理是通过电动机、减速器和曲轴机构驱动滑块做往复运动,完成冲头对工件的冲压加工。
冲床的工作循环包括上冲、停留和回程三个过程。
其中上冲过程是冲头向下运动冲击工件,停留过程是冲头在下死点位置停留一段时间,回程过程是冲头向上运动返回原位。
四、冲床的主要部件和功能1. 机架:冲床的主要支撑结构,用于支撑和固定其他部件。
2. 滑块机构:用于连接冲头和传动机构,实现冲床的上下运动。
3. 螺杆传动:通过传动螺杆和蜗轮蜗杆传动装置实现滑块的上下运动。
4. 减速器:将电动机的高速旋转转换成滑块所需的低速旋转。
5. 离合器:用于连接或断开动力源和传动链条,控制冲床的工作循环。
VT-300数控转塔冲床(FANUC 0I-PC)

VT-300数控转塔冲床(FANUC 0I-PC)电气培训系统的工作方式主要有手动(JOG),回参(REF),半自动(MDI),编辑(EDIT),自动(AUTO)。
手动--指令各个轴的运行、销入、销出等。
回参--各个轴开机后回参考点。
半自动--可以执行单个程序段或其它一些功能,如手冲等。
编辑--可以修正,插入,删除,传输程序。
自动--执行程序冲压工件。
1.开机顺序(1) 合上总电源,使机床母线有电。
(2) 按操作面板上的POWER ON(电源开),等待30秒显示器显示,出现以下报警:1000 参考点未回。
(3) 按油泵电机启动按钮,启动电机,且指示灯亮。
(4) 选择JOG(手动)方式。
(5) 按下手动轴运动按钮–X,–Y,使X,Y轴均离开原点200MM以上。
(6) 把方式选到REF(回参)方式。
(7) 按下手动轴运动按钮+X,+Y,+T,使X,Y,T轴回参考点,指示灯亮,回参完成。
(8) 按下手动轴运动按钮+C,使C轴回参考点,指示灯亮,回参完成。
(9) 用脚踩下脚踏开关,合上夹钳。
(10)在REF(回参)方式下,按夹钳检测键,检测夹钳。
注意:回参的时候只需要按一下方向键即可,机床会连续执行回参动作,在轴到达参考点前,不可按RESET(复位)来停止。
机床检测夹钳时,X轴必须在参考点的坐标位置上,且检测的中途不可按RESET(复位)来停止,机床每次开机的时候都需要检测夹钳。
每次移动后也要检测夹钳,还有紧急停止后也需要检测夹钳.切记!!!2.程序的构造及执行一个程序的顺序一个完整的程序如下格式:O____; 程序名,用户使用程序0---9000G06A__; 输入板厚以确定液压冲头位置G81X__Y__A__B__C__;建立坐标系并根据板长和板宽确定预定位,A,B,C夹钳编程位置G90----------;程序内容* * * M45 冲头抬起到上死点T2; 最后转到2号工位G28; 返回参考点M30; 程序结束执行一个程序的顺序机床无任何报警编辑方式EDIT 输入字母O和相应的数字,然后按O搜索调出程序方式选到"AUTO"上好板材,再启动。
国内金方圆数控冲床操作说明书
数控冲模回转头压力机是一种由计算机控制的高效、精密的板材加工设备,它广泛应用于电器开关、电子、仪器仪表、计算机、纺织机械、办公机械等行业,是数控锻压机械中发展最快的产品。
1932年美国的威德曼公司研制出世界上第一台冲模回转头压力机,由此揭开了冲模回转头压力机发展的新篇章。
由于CNC数控冲模回转头压力机这种设备,占地面积小,生产效率高,倍受全国板材加工行业的青睐,各国都在争相发展自己的数控冲模回转头压力机,从七十年代至今,CNC冲模回转头压力机的使用性能和加工范围取得惊人的进步,自动化和人工智能水平越来越高,通过配置自动上下料,成品分选等外围设施,由计算机集中控制,便构成柔性制造单元,最终与剪切单元、折弯单元连接便组成了板材加工柔性制造系统FMS。
目前在数控冲模回转头压力机方面较为著名的生产厂家和公司有:日本的Amada, Murata-Wiedemann,德国的Trumpf,Behrens,瑞士的Raskin,美国的Strippit,芬兰的Finn —Power等。
84年我国研制出的第一台CNC冲模回转头压力机,90年我厂试制成功第一台CNC冲模回转头压力机J92K —25型,接着开发了J92K—40、J92K—30C等产品并投入批量生产,目前已形成了两个系列的产品,第一系列为机械主传动,共六个产品;第二系列为液压主传动,液压主传动的系列产品是与瑞士RASKIN公司合作生产的,它在世界数控冲模回转头压力机中具有代表性,就国内而言,我厂生产的CNC回转头压力机产量最多,销售第一,面对如潮而来的国际机床,我们倍感肩上的重担,我们坚信,在我厂全体员工的努力,我们一定能够站稳脚跟、担负起振兴中国锻压机床行业的使命。
我们为了使用户对数控冲模回转头压力机有一个总的认识,下面就它的工艺性能,组成结构作一概述。
一.在工艺用途方面由于直线圆弧插补及步冲功能的发展,使冲模回转头压力机突破了仪表行业的工艺界限,可用于加工具有各种复杂形状的平板,再定机构的引入,使得加工板材的范围扩大了一倍。
闭式数控转塔冲床D-T30BO型数控转塔冲床——D-T30B工位分布32工位

闭式数控转塔冲床D-T30BO型数控转塔冲床——D-T30B・设备具有多项自动保护功能,避免损坏设备、防止损伤操作人员;・控制系统采用先进伺服数控系统,操作灵活方便;可实现AutoCAD图形自动转换加工程序,自带模具库管理,实现板材自动重定位,可实现一键式操作、断点加工、计件显示、模拟显示加工轨迹、设备空运行诊断等功能;・转塔材质为40Cr;采用德国镶嵌式轮盘,长导向Amada模具,定位精确;・伺服电机、直线导轨、气动离合器、滚珠丝杠、联轴器、气动元件、电器件等全部采用进□品牌;・系统可以自动搜集、选择最合适的模具去加工,并显示冲压时间、加工量、模具寿命(冲压次数)等;闭式数控转塔冲床D-T30AO型数控转塔冲床——D-T30A功能特点:・设备具有多项自动保护功能,避免损坏设备、防止损伤操作人员;・控制系统采用先进伺服数控系统,操作灵活方便;可实现AutoCAD图形自动转换加工程序,自带模具库管理,实现板材自动重定位,可实现一键式操作、断点加工、计件显示、模拟显示加工轨迹、设备空运行诊断等功能;・转塔材质为40Cr;采用德国镶嵌式轮盘,长导向Amada模具,定位精确;・伺服电机、直线导轨、气动离合器、滚珠丝杠、联轴器、气动元件、电器件等全部采用进口品牌;・系统可以自动搜集、选择最合适的模具去加工,并显示冲压时间、加工量、模具寿命(冲压次数)等;自动八工位D-Z258八工位自动数控冲床——D-Z258性能特点・为我公司专利技术,塔盘不转,打击头旋转,上下模对中为O公差,增加模具的使用寿命;需要几号模具工作时,打击头会自动旋转到几号模位进行工作,稳定性极高・设备具有多项自动保护功能,避免损坏设备、防止损伤操作人员・转塔材质为40Cr;采用德国镶嵌式轮盘,长导向模具,定位精确・机身经2次回火处理,使得应力彻底消除・系统可以自动搜集、选择最合适的模具去加工,并显示冲压时间、加工量、模具寿命(冲压次数)等半自动六工位D-S6半自动六工位数控转塔冲床——D-S6性能特点・通过快速的人工旋转模具轮盘,达到可以自动编程、自动定位、自动冲压、自动送料、自动回位等多工位转塔数控冲床的冲压功能及效果;・设备具有多项自动保护功能,避免损坏设备、防止损伤操作人员;・转塔材质为40Cr;采用德国镶嵌式轮盘,定位精确,大大提高模具使用寿命;・机身经2次回火处理,使得应力彻底消除;・系统可以自动搜集、选择最合适的模具去加工,并显示冲压时间、加工量、模具寿命(冲压次数)等;规格参数送料机D-PA数控送料机——D-PA性能特点・与普通冲床相配套使用,主要应用于孔的种类不多的皈金冲压、网孔板、落料等产品,可实现自动编程、自动定位、自动冲压、自动送料、自动回位等数控冲床的冲压功能及效果;・控制系统采用先进伺服数控系统,操作灵活方便;可实现AUtOCAD图形自动转换加工程序,自带模具库管理,实现板材自动重定位,可实现一键式操作、断点加工、计件显示、模拟显示加工轨迹、设备空运行诊断等功能;・设备具有多项自动保护功能,避免损坏设备、防止损伤操作人员;・系统具有自动搜索模具功能,并显示冲压时间、加工量、模具寿命(冲压次数)等,可配合转塔模具使用;•控制电缆采用屏蔽电缆,可有效防止干扰,有拖链、护线套保护,防油、防水、防污染;厚板数控送料机D-PB数控送料机D-PB性能特点・与普通冲床相配套使用,主要应用于厚板的板材冲压,可实现自动编程、自动定位、自动冲压、自动送料、自动回位等数控冲床的冲压功能及效果;・控制系统采用先进伺服数控系统,操作灵活方便;可实现AUtOCAD图形自动转换加工程序,自带模具库管理,实现板材自动重定位,可实现一键式操作、断点加工、计件显示、模拟显示加工轨迹、设备空运行诊断等功能;・设备具有多项自动保护功能,避免损坏设备、防止损伤操作人员;・系统具有自动搜索模具功能,并显示冲压时间、加工量、模具寿命(冲压次数)等,可配合转塔模具使用;送料机数控送料机——D-PC性能特点・与普通冲床相配套使用,主要应用于孔的种类不多的钺金冲压、网孔板、落料等产品,可实现自动编程、自动定位、自动冲压、自动送料、自动回位等数控冲床的冲压功能及效果;・控制系统采用先进伺服数控系统,操作灵活方便;可实现AUtOCAD图形自动转换加工程序,自带模具库管理,实现板材自动重定位,可实现一键式操作、断点加工、计件显示、模拟显示加工轨迹、设备空运行诊断等功能;・设备具有多项自动保护功能,避免损坏设备、防止损伤操作人员;・系统具有自动搜索模具功能,并显示冲压时间、加工量、模具寿命(冲压次数)等,可配合转塔模具使用;;・控制电缆采用屏蔽电缆,可有效防止干扰,有拖链、护线套保护,防油、防水、防污染;大型送料机D-PD数控送料机——D-PD性能特点・与普通冲床相配套使用,主要应用于5米长度以上的板材冲压,实现自动编程、自动定位、自动冲压、自动送料、自动回位等数控冲床的冲压功能及效果;・控制系统采用先进伺服数控系统,操作灵活方便;可实现AUtOCAD图形自动转换加工程序,自带模具库管理,实现板材自动重定位,可实现一键式操作、断点加工、计件显示、模拟显示加工轨迹、设备空运行诊断等功能;・采用进口齿条传动,保证了长距离的送料过程中所需要的位置精度;・设备具有多项自动保护功能,避免损坏设备、防止损伤操作人员;太阳能冲孔D-T30T0型数控转塔冲床——D-T30T性能特点•D-T30T系列太阳能专用数控转塔冲床是我公司针对太阳能行业的生产需要,结合太阳能加工工艺,专门开发的一款新型太阳能专用设备;・设备具有多项自动保护功能,可避免损坏设备、防止损伤操作人员;・控制系统采用先进伺服数控系统,操作灵活方便;可实现AUtOCAD图形自动转换加工程序,可实现一键式操作、断点加工、模拟显示加工轨迹、设备空运行诊断等功能;・采用闭式O型床身、转塔模具原理,把内胆或外皮所需要的冲孔、翻边、压平等冲压工艺,一次完成,降低工人劳动强度,提高工作效率及生产的安全性;・配置转塔轮盘,使模具结构更加优化,板材的冲翻、压平等工艺要求更容易实现,并角度可调、合理控制扩平高度;・伺服电机、直线导轨、气动离合器、滚珠丝杠、联轴器、气动元件、电器件等全部采用进口品牌;・系统可以自动搜集、选择最合适的模具去加工,并显示冲压时间、加工量、模具寿命(冲压次数)等;・控制电缆采用屏蔽电缆,可有效防止干扰,有拖链、护线套保护,防油、防水、防污染;・硬质毛刷工作平台,防止板材划伤;数控冲割一体机DYG数控冲割一体机——D-CG性能特点・本公司开发专用数控冲、割一体系统;・配备等离子切割一套,可切割最大板厚为12mm,等离子割炬带自动调高系统,以适用于不同厚度,变形量不同板材的切割,可自动调整与板材之间的距离,保证切割质量,可先冲孔再切割,一次出成品,方便快捷;・冲孔与切割之间的转换由软件自动控制,自动补偿;・夹钳采用气动摆动式厚板夹钳,保护板材,避免拉伤板材,损坏设备;・美国进口逆变等离子电源;・配置冲厚板的专用精密模具;规格参数厚板专用数控冲床厚板数控冲床D-HB厚板专用数控冲床——D-HB该设备室专用厚板数控冲床,适应于加工各种中厚板(6≡-20ιm)的上的多种孔型的数控冲孔,比如:汽车横梁,汽车板金,电力设备,粮仓设备等。
板材冲压吨位计算,正确的下模间隙

数控冲床1. 计算数控冲床、数控转塔冲床冲压吨位:(无斜刃口冲芯)公式:冲床冲压力计算公式P=k*l*t*Г◆冲芯周长(mm)◆K为系数,一般取1.3◆板材厚度(mm)◆材料的剪切强度{抗剪强度Г(一般取400Mpa)}◆冲切力(mm)◆如果换算成公吨:用KN / 9.81◆冲芯周长----任何形状的各个边长总长◆材料厚度----指冲芯要冲孔穿透的板材的厚度◆材料的剪切强度----板材的物理性质,由板材的材质所决定,可在材料手册中查到。
在3mm厚的低碳钢板材上冲孔,形状方形,边长20mm充芯周长=80mm材料厚度=3mm剪切强度=0.3447KN/mm2计算:p=80*3*0.3447=82.73 KN82.73KN / 9.81=8.43吨2.数控冲床、数控转塔冲床下模间隙数控冲床、数控转塔冲床下模间隙是指当充芯进入下模时,冲芯和下模之间的距离,通常是指的总间隙数控冲床、数控转塔冲床使用正确的下模间隙的必要性◆延长模具寿命◆退料效果好◆产生的毛刺小◆可得到更干净整齐的孔◆减小粘料的可能◆工件平整◆孔的位置更准确◆冲孔所需要的冲切力最小3、数控冲床、数控转塔冲床模具最佳间隙可使剪切裂缝接合,冲切力均衡,冲切质量好,模具寿命长推荐的下模间隙表(见后附表1)4、数控冲床、数控转塔冲床间隙太小的危害出现二次剪切,冲切力增大,缩短模具寿命。
5、我们推荐的数控冲床、数控转塔冲床下模间隙◆下模间隙同材料厚度的百分比:◆最小间隙寿命15%◆最佳间隙20—25%◆长寿命间隙30%◆重载型模具间隙30%数控冲床、数控转塔冲床推荐的下模间隙表断裂面面积:A=πdt(冲圆)=边长1*边长2*t(冲方形)冲剪应力F≥AГu数控转塔冲床模具的使用和维护一、保证最佳的模具间隙模具间隙与板厚、材质以及冲压工艺有关,选用合适的模具间隙,能够保证良好的冲孔质量,减少毛刺和塌陷,保持板料平整,有效防止带料,延长模具寿命。
通过检查冲压废料的情况,可以判定模具间隙是否合适。
AMADA数控冲床常用G、M代码
AMADA数控冲床常用G代码、M指令介绍、操作及保养(2009-07-17 00:49:15)AMADA天田数控冲床以下适合AMADA数控冲床参考NCT指令介绍NCT程序是由基本指令以一定的格式组成的数码信息文件.程序写作固定格式,NCT 程序的一行(一个BLOCK)如下所示:N___ G___ G___ X___Y___ T___ C___ M其中针对单个命令不要的指令不必记入.现对NCT程序中常见的指令的基本格式及基应用介绍如下.1. G92 坐标设定(原点设定)格式 G92 X___ Y___材料自原点到冲头位置的距离,记忆于NC装置内,原点依据NCT机种不同而有差异.现场使用的机床是VIP357,其原点坐标为X 1830,Y1270.2. G90 绝对坐标指令格式 G90 X___ Y___G90绝对坐标指令使用时,必须在坐标值前记上G90.在绝对坐标指令读取时,若开头记入G90,则以后的BLOCK,直到G91之前可省略不写.程序上若无G90或G91时,一律视为与G90相同.3. G91 相对坐标指令G91指令指定的坐标不是从原点算起,而是自前一个孔位算起的增加值,使用此指令时必须在坐标值前记入G91.相对坐标指令读取时,最初以G91记入,以后的BLOCK一直到G90出现之前,G91均可省略不写.4. G50 回归原点指令使用G50指令,材料依G92指定的位置回归的同时,回复到NC初期状态,程序最后必须作G50单一行之输入.5. G70 不冲孔指令格式 G70 X___ Y___材料仅位移,不冲孔.G70与G90或G91可以同时使用,且位置先后不影响其指定.G70的指令只在所属BLOCK内有效.例:G90 X100.00 Y100.00 (有冲孔)G70 G91 X200.00 (无冲孔)G90 Y300.00 (有冲孔)6. G27?G25 自动移爪格式 G27(或G25) X___(移动量)G27?G25指令是用来换板及加工范围不够宽时所使用的换板功能.通常使用G27,当材料在夹爪夹住的边上有突出不平等的情形时,则使用G25.7. G04 暂停(滞留状态)格式 G04 X___ (时间)在轴移动时,作预定时间内暂停的机能.8. G72 模式基准点指令格式 G72 X___ Y___欲使用模式基准点时,坐标值之前要加上G72.l G72与G90或G91同时使用,且那一个先写都相同l G72仅有指示坐标的作用,而无决定位置或实行冲孔的动作.l G72的下一行必需是实行冲孔的指令.l 与G72在同一行内不可存在M?T等功能的指令.9. T指令定义刀具T为三位数字所组成,用来指令所使用模具的STATION,位于X?Y的位置之后.若为相同之模具继续使用时,一直到另一模具使用前,不须再另行指定模具.10. C指令设置刀具角度C指令位于X?Y(位置)与T(使用模具)之指令之后.自动转角可于±360°的范围内指定,同角度的加工时,C指令为必重复指定.11. G26 BLOT HOLE CIRCLE (BHC)以现在的位置或G72指定的位置为中心,在半径为r的圆周上,与X轴夹θ角的点开始,将圆周分成n等分,作n个点的冲孔指令.格式 G26 I r J±θ K n T___ (C___ )I=圆的半径r.输入正值J=冲孔起始点与X轴之夹±θ.反时针方向为正(+),顺时针方向为负(-)K=冲孔个数,反时针方向加工为正(+),顺时针方向为负(-)12. G28 LINE AT ANGLE (LAA)以现在的位置或G72指令的位置算起,与X轴夹θ角的方向,间隔d的距离,冲n个孔的指令.格式 G28 I d J±θ K n T___ (C___ )I=间隔±d.d为负时,以模式基准点作为中心,于对称方向冲孔J=角度±θ,反时针方向为正(+),顺时针方向为负(-)K=冲孔个数n.不包括模式基准点13. G29 圆弧 (ARC)以现在的位置或G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ的开始点,角度间隔Δθ,排列n个点的冲孔指令.格式 G28 I r J±θ P±Δθ K n T___ (C___ )I=圆的半径r,为正数J=最初冲孔起始点,角度±θ,反时针方向为正(+),顺时针方向为负(-)P=角度间隔为±Δθ,为正时,以反时针方向冲孔,为负时,以顺时针方向冲孔K=冲孔的个数14. G36?G37 格状孔此模式从G72指定的位置开始,X轴方向以d1为间隔.做n个,Y轴方向以d2为间隔,做n2个格子状冲孔的指令.G36是以X轴方向为优先加工指令,G37是以Y轴方向为优先加工指令,考虑到板料在运动中的稳定性,一般选用G36.格式 G36 I±d1 P n1 J±d2 K n2 T___ (C___ )G36 I±d1 P n1 J±d2 K n2 T___ (C___ )I=间隔±d1,正(+)时为X轴方向,负(-)时为-X方向取间隔P=X轴方向的冲孔数n1(不含基准点)J=间隔±d2,正(+)时为Y轴方向,负(-)时为-Y方向取间隔K=Y轴方向的冲孔数n2(不含基准点)15. G66 切边 (SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W1×W2之模具,作长度为±d的连续冲孔指令.格式 G66 I e J±θ P±W1 Q±W2 D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形 (SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式 G67 I±e1 J±e2 P W1 Q W2 T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68 蚕食圆弧 (NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式 G68 I r J±θ1 K±θ2 P±ψ Q d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之.l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J±θ P±ψ Q d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式 G69 I e J±θ P±ψ Q d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧 (PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式 G78 I r J±θ1 K±θ2 P±ψ Q d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79 冲孔长圆 (PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式 G79 I e J±θ1 P±ψ Q d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品对于材料作何种排列的指令格式 G98 Xx0 Yy0 Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,根据G98所设定之排列,令材料全部执行的指令.格式 G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO记忆机能,UOO与VOO为程序中数个BLOCK之记忆OO则为不限次数之记忆呼出时使用,这时U所对应读取之数值,需为相同格式 UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工结束指令加工结束之后单一行输入25. M510~M559 冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记色拉孔前之指令在打标记色拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模具前不能使用同一M指令.注:在实际运用中,为配合NCT现场的操作,使NCT程序转换与NCT现场对M指令的添加达到共识,对常用的特殊刀具指定了固定的M指令,具体运用参考第三章.风轻云淡05.29 17:1815. G66 切边 (SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W1×W2之模具,作长度为±d的连续冲孔指令.格式 G66 I e J±θ P±W1 Q±W2 D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形 (SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式 G67 I±e1 J±e2 P W1 Q W2 T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68 蚕食圆弧 (NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式 G68 I r J±θ1 K±θ2 P±ψ Q d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之.l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J±θ P±ψ Q d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式 G69 I e J±θ P±ψ Q d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧 (PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式 G78 I r J±θ1 K±θ2 P±ψ Q d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79 冲孔长圆 (PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式 G79 I e J±θ1 P±ψ Q d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品对于材料作何种排列的指令格式 G98 Xx0 Yy0 Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,根据G98所设定之排列,令材料全部执行的指令.格式 G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO记忆机能,UOO与VOO为程序中数个BLOCK之记忆OO则为不限次数之记忆呼出时使用,这时U所对应读取之数值,需为相同格式 UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工结束指令加工结束之后单一行输入25. M510~M559 冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记色拉孔前之指令在打标记色拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模数控冲床操作保养之范例数控冲床操作保养之范例VIPROS 2510C 数控冲床的维护维护保养1﹑清洁A﹔上面和下面的X轴导轨B﹔工作台面各部位及闲置的轴承C﹔前面和后面的Y轴导轨D﹔刀盘定位销及定位孔E﹔上刀盘及冲头F﹔下刀盘(务必清除碎片)2﹑润滑油详情查阅”润滑油”部分的润滑部分和推荐使用的油。
数控冲床说明书.pdf
前言请仔细阅读本操作说明书,可对机床的结构、性能、操作方法、保养等知识有一个系统、全面的认识。
只有经过专业培训并对此操作说明书完全理解的人员才可操作此机床,以防造成人员的伤害和机床的损坏。
请将此说明书放在机床附近,以便操作人员查阅。
安全警告为防止发生意外事故,请遵守以下的规则。
1.当机床安装完毕后,请及时在机床周围安装安全护栏,如果加工板材的尺寸较大,建议加装一个辅助工作台。
2.机床的操作者,必须是受过专业培训的专业人员,要读过本操作手册,熟悉机床的基本知识。
如果是多人操作机床,必须互相协助,以确保安全。
3.在操作机床期间,不能穿宽松的衣服,打领带或围围巾,确保安全。
4.在冲切板材时,不要冲切超过机床压力允许范围的板材。
不要冲切超过最大允许厚度的板材,不要冲切板金之外的如玻璃,石块或其他的易碎材料。
5.当机床出现危机状况的时候,请按下急停开关。
6.在开机之前,请确认危险区域内没有人和障碍物。
7.在机床操作期间,不要接触液压元件和管道,以防止烫伤。
8.在进行机床维护时,请关闭机床电源和气源。
如果需要电源时,请按下急停开关。
9.每天开机的之前,请检查机床,按照每日保养和定期保养的事项去保养机床。
确保机床的正常运行。
10.千万不要未经许可修改和更换机床的部件和电气元件。
警告牌请保持警告牌在醒目处,并永远不要移动它们。
1.在横梁上的的警告牌如下所示:2.在电柜上面的警告牌如下所示:目录安全警告第一章 --------------------------------------------- 机床简介6-10第二章 --------------------------------------------- 机床操作说明11-34第三章 --------------------------------------------- 编程说明36-55第四章 --------------------------------------------- 机床保养57-63第五章 --------------------------------------------- 模具知识简介65-82第六章 --------------------------------------------- 报警与处理77-101第一章机床简介1.1 O型冲床外形尺寸图------------------------------------------------6 1.2 O型冲床外形结构图------------------------------------------------7 1.3 冲床主要技术参数---------------------------------------------------8 1.4 机床吊装---------------------------------------------------------------9 1.5 转塔结构图------------------------------------------------------------101.1 O型冲床外形尺寸图型号 A B C D E T3 500021002800181034501.2 O型冲床外形结构图1.控制面板 6. 平移板11 废料箱2.电控箱7. 横梁12. 液压站3.防护罩8. 毛刷架13. 原点定位组件4.机架9. 防震垫14. 夹钳组件5.毛刷板10. 毛刷架立柱1.3 T3数控液压转塔冲床的主要技术参数(1):机床在静态时的参数。
数控冲床操作

所加的 垫片
24
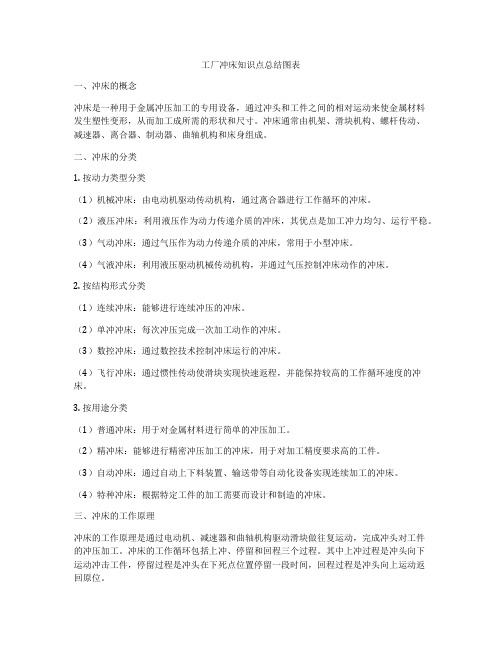
3、模具及装卸
3、下模的尺寸及调整:
下模具的总高度在30.0±0.5mm之间,如尺寸 超出此范围,则可通过加垫片来进行调整。
30.0±0.5mm
25
3、模具及装卸
4、上模的装配:
如右图,将刀杆有 螺纹的一头依次穿入弹 簧挡块(打击头)、弹 簧,旋入调节螺母(如 上模总长不够,则需在 弹簧垫块与刀杆相合间 加适当厚度的垫片。
上转盘
下转盘
6
1、结构及特点
目前我部使用的冲床 其转塔为36工位,分别分A、 B、C、D工位及旋转工位。 如右图,A工位有20个, 可装模具尺寸为Ø12.7mm。 B工位有10个,可装模 具尺寸最大为Ø31.7mm C工位有2个,可装模 具尺寸最大为Ø50.8mm D工位有2个,可装模 具尺寸最大为Ø88.9mm 旋转工位2个,可模 具尺寸最大为Ø31.7mm
20
3、模具及装卸
1、模具的结构
冲孔模具的结构可分为: 1. 调节螺母(打击头)﹕起打击作用并起紧固弹簧 和调整模具长度的作用。 2. 退料弹簧﹕冲针被压下的自动复位作用,有冲压极 限, 属易损件。 3. 冲针﹕参与剪切动作,属于易损件。 4. 下模﹕与冲针共同完成剪切的动作,有落废屑的作 用。 5. 导套退料板﹕分开冲针与板料及压料作用,还可 起冲针冲压动作的导向作用。
10
2、加工工艺
1、数控冲床的加工方式:
数控冲床的冲裁方式主要有: 1)、单冲:单次完成冲孔,包括直线分布、圆弧分 布、圆周分布栅格孔的冲压等。 2)、同方向的连续冲裁:使用长方形模具部分重叠 加工的方法,可加工长方孔、切边等。 3)、多方向的连续冲裁:使用小模具加工大孔的加 工方式 。
11
数控冲床主要结构介绍及调整(1)

数控冲床主要结构介绍及调整本数控冲床是以曲柄连杆作为工作机构,电机通过皮带带动飞轮、离合器使曲轴旋转,滑枕在偏心曲轴的作用下通过滚动导轨块导向在机架内作上下往复运动,完成冲压工作(见图1)。
图1.冲床曲柄连杆机构曲柄连杆机构是刚性的因此滑块的运动是强制性的,滑块的行程距离和运动曲线都是固定不变的,行程次数可以通过变频调节,曲轴上装有旋转编码器,经过数字程序编程,精确控制冲床其它相关动作的可靠性。
曲轴与滑枕的连接载体球头由滑枕上侧的8个M24×2的螺钉(见图2)与滑枕连接,尽管螺钉不承受冲载力,但滑枕在上升时M24×2螺钉的受力仍然比较大,故这8个M24×2螺钉拧紧时,用力矩为600N·m定力矩扳手拧紧,用力一致,使8个螺钉均匀受力。
同时,为了保险起见,防止这8个螺钉断裂时滑枕下滑损坏模具,又加了两个M16的保险螺钉(见图2),这两个螺钉拧紧后和上平面还有3-5mm的间隙(见图3),也就是说在正常工作时这两个M16的螺钉不受力,而在8个M24×2的螺钉断裂后滑枕下滑时才起作用,阻止滑枕下滑,从而保护模具。
图2.滑枕球头紧固图3.保险螺钉安装间隙数控冲床的滑枕和模具自身重量比较大,在冲床高速运动过程中惯量很大,为了改善曲轴的受力情况,在滑枕上侧装了一对平衡气缸(见图4),抵消曲轴下侧运动件的重量。
即在滑枕在90°或270°时,手工用盘车杆扳动飞轮,使滑枕向上和向下的力手感一致。
若向下盘车时手感轻,调节平衡气缸减压阀,加大气压压力,反之若向下时手感重,减小气压压力。
我们所用的平衡气缸都是FESTO公司特别定制的,在装配时在缸体内部加注了气缸专用润滑脂,这样在使用过程中不用加油了,如果加了油,就破坏了缸体内的油膜保护层,那么就必须定期加油。
但是,对于自己拆装过的气缸,由于没有气缸专用润滑脂,就必须每周定期加油。
气缸下侧的两个接口与储气罐连接(见图4),上侧的两个接口通大气,为防止灰尘进入装有消音器,但必须经常清洗,防止排气不畅。
数控冲床中旋转冲头的设计与分析

数控冲床中旋转冲头的设计与分析*梁凤喜1,钟佩思2,丁淑辉3,刘梅4,赵洁5(山东科技大学先进制造技术研究中心,青岛 266590)摘要:介绍了一种数控冲床中旋转冲头装置的结构与工作原理,并且对旋转装置的定位提出了一套简单可行的方案。
采用ANSYS软件对数控冲床的旋转冲头装置进行有限元分析与计算。
由静力学分析可知,极限条件下的变形量为0.013728mm,对系统的影响可忽略不计。
根据模态分析的前4阶固有频率振型图可确定振动变形主要发生在下模座安装凹模的凹槽位置处,提高此处的材料性能和增加此处的半径,可有效提高旋转冲头的性能。
关键字:数控冲床;旋转冲头;定位;有限元分析;模态分析中图分类号:TH122 文献标识码:The Design and Analysis of CNC Revolving PunchLiang Fengxi1, Zhong Peisi2, Ding Shuhui3, Liu Mei4,Zhao Jie5(Advanced Manufacturing Technology Center, Shandong University of Science and Technology, Qingdao 266590)Abstract: The structure and working principle of revolving punch has been introduced. And the method of positioning accuracy has been suggested. The revolving punch is analyzed and calculation based on ANSYS software of finite element analysis. The statics analysis shows that the limit condition of deformation is 0.013728mm, can be neglected. Based on the modal analysis of the first four order natural frequency vibration mode diagram can determine the vibration deformation occurred in groove position place of the concave die. Improve the material performance and increase the radius, which can effectively improve the performance of the rotating punch.Key words: CNC punch; revolving punch; positioning; finite element analysis, modal analysis随着市场趋向于满足快速要求的短期生产,对钣金加工行业提出了加工精度高、成型复杂、加工过程简单等要求[1],虽然我国许多机床厂家已具备数控冲床的生产能力,但功能相对单一,难于满足日益复杂的冲压加工要求。
AMADA数控冲床G、M代码

D=使用板厚t。(d≧t)。
G50 回归原点指令。使用G50指令,材料依G92指定的位置回归的同时,回复到NC初期状态,程序最后必须作G50单一行之输入。
G04 X_(时间)暂停(滞留状态)。在轴移动时,作预定时间内暂停的机能。
G97 循环指令。
K=冲孔个数。不包括模式基准点。
G29 I__ J__ P__ K__ T__ (C__) 圆弧。 以现在的位置或G72所指定的基准点为中心,半径为I的圆周上,与X轴夹角为J的开始点,角度间隔P,排列K个点的冲孔指令。
I=圆的半径。为正数。
J=最初冲孔起始点的角度。反时针方向为正(+),顺时针方向为负(-)。
C__ 设置刀具角度。C指令只能指定旋转工位的角度。自动转角可于±360的范围内指定,同角度继续加工时,C指令不必重复指定。
D=对加工长度作补正之值。D=0时可省略,D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2倍D。
G27/G25 X__ 自动移爪。G27/G25指令是用来换板及加工范围不够宽时所使用的换板功能.通常使用G27,当材料在夹爪夹住的边上有突出不平等的情形时,则使用G25.
I=蚕食执行的长度。为模式起点至模式终点的长度。
J=角度。反时针为正,顺时针为负。
P=模具直径。正时加工方向在直线之左侧,负时加工于直线右侧。
Q=蚕食间隔。正值输入,最大值为8mm 。
G78 I__ J__ K__ P__ Q__ D__ T__ 冲孔圆弧。此模式是以G72所指定之基准点为中心,半径为I的圆周上,与X轴夹角为J的点开始,增加K之角度,以直径P的模具,间隔为Q来作蚕食加工之指令。
F 轴速度设置。