内径千分尺使用说明【详解】
如何使用千分尺
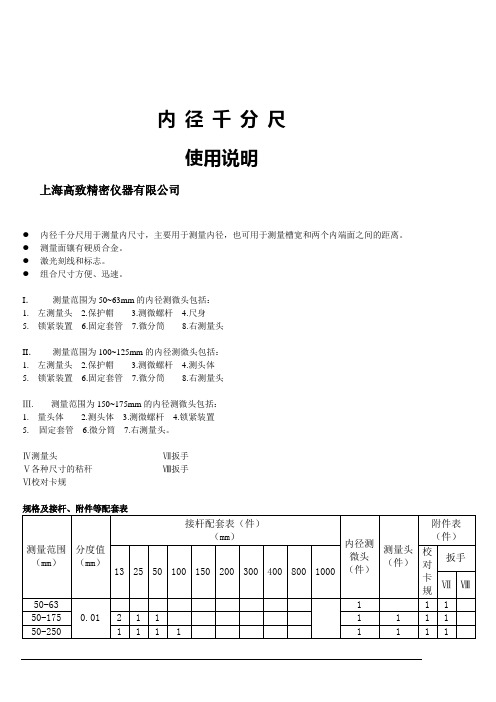
内径千分尺使用说明上海高致精密仪器有限公司●内径千分尺用于测量内尺寸,主要用于测量内径,也可用于测量槽宽和两个内端面之间的距离。
●测量面镶有硬质合金。
●激光刻线和标志。
●组合尺寸方便、迅速。
I.测量范围为50~63mm的内径测微头包括:1.左测量头2.保护帽3.测微螺杆4.尺身5. 锁紧装置6.固定套管7.微分筒8.右测量头II.测量范围为100~125mm的内径测微头包括:1.左测量头2.保护帽3.测微螺杆4.测头体5. 锁紧装置6.固定套管7.微分筒8.右测量头Ⅲ. 测量范围为150~175mm的内径测微头包括:1.量头体2.测头体3.测微螺杆4.锁紧装置5.固定套管6.微分筒7.右测量头。
Ⅳ测量头Ⅶ扳手Ⅴ各种尺寸的秸秆Ⅷ扳手Ⅵ校对卡规注:其中50-63mm;100-125mm;150-175mm为内径测微头可单独使用。
使用其余规格时,应分别配上述三种内径测微头的一种。
使用方法●使用前应将内径测微头、接杆结合面及其他各件仔细擦净。
●用校对卡规校对内径测微头的零位,若不正确则应调整。
●按产品盒中的接杆顺序表选取相应的接杆组合成相应的测量尺寸。
应尽可能选取数量最少的接杆来组成所需的尺寸,连接时应将最大尺寸的接杆与内径测微头连接,然后按接杆的大小依次连接,以减少累计误差。
(1)使用50-63mm,100-125mm的内径测微头组合时,先将内径测微头的保护帽取下,然后按产品盒中的接杆顺序表中规定的接杆长度选取相应的接杆V,依次装上后拧紧,最后装上测量头Ⅳ即可使用。
(2)使用150-175mm的内径测微头组合时,将量头体取下,然后按产品盒中的接杆顺序表规定的接杆长度选取相应的接杆V,依次接上后拧紧,最后装上量头体即可使用。
●使用时测量位置及方法应正确。
测量孔径时,为保证测量的准确度,要求内径千分尺位于垂直被测工件轴的截面上。
使内径千分尺一端(即左测量头或量头体)接触并支承在被测工件内表面,调整、旋转微分筒使“右测量头”充分接触于被测工件另一内表面,并在空的径向截面内轻轻摆动并找出最大尺寸;同时在孔的轴向截面内轻轻摆动并找出最小尺寸(即俗称寻找“转折点”)。
内径千分尺使用说明【详解】
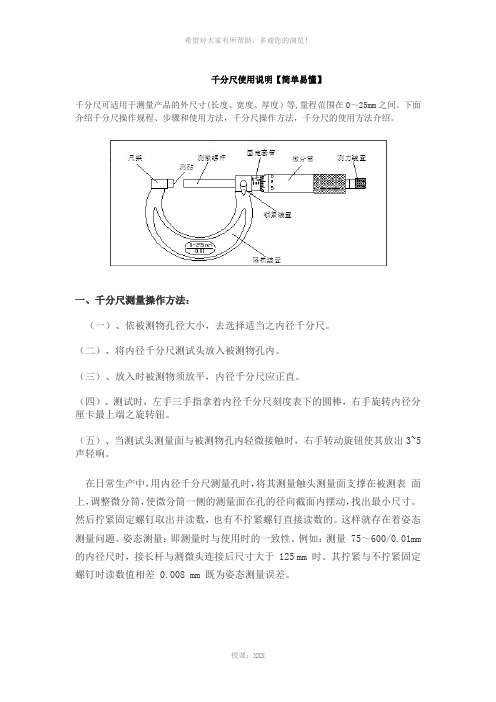
千分尺使用说明【简单易懂】千分尺可适用于测量产品的外尺寸(长度、宽度、厚度)等,量程范围在0~25mm之间。
下面介绍千分尺操作规程、步骤和使用方法,千分尺操作方法,千分尺的使用方法介绍。
一、千分尺测量操作方法:(一)、依被测物孔径大小,去选择适当之内径千分尺。
(二)、将内径千分尺测试头放入被测物孔内。
(三)、放入时被测物须放平,内径千分尺应正直。
(四)、测试时,左手三手指拿着内径千分尺刻度表下的圆棒,右手旋转内径分厘卡最上端之旋转钮。
(五)、当测试头测量面与被测物孔内轻微接触时,右手转动旋钮使其放出3~5声轻响。
在日常生产中,用内径千分尺测量孔时,将其测量触头测量面支撑在被测表面上,调整微分筒,使微分筒一侧的测量面在孔的径向截面内摆动,找出最小尺寸。
然后拧紧固定螺钉取出并读数,也有不拧紧螺钉直接读数的。
这样就存在着姿态测量问题。
姿态测量:即测量时与使用时的一致性。
例如:测量 75~600/0.01mm 的内径尺时,接长杆与测微头连接后尺寸大于 125 mm 时。
其拧紧与不拧紧固定螺钉时读数值相差 0.008 mm 既为姿态测量误差。
内径千分尺测量时支承位置要正确。
接长后的大尺寸内径尺重力变形,涉及到直线度、平行度、垂直度等形位误差。
其刚度的大小,具体可反映在“自然挠度”上。
理论和实验结果表明由工件截面形状所决定的刚度对支承后的重力变形影响很大。
如不同截面形状的内径尺其长度 L 虽相同,当支承在(2/9)L 处时,都能使内径尺的实测值误差符合要求。
但支承点稍有不同,其直线度变化值就较大。
所以在国家标准中将支承位置移到最大支承距离位置时的直线度变化值称为“自然挠度”。
为保证刚性,在我国国家标准中规定了内径尺的支承点要在(2/9)L 处和在离端面 200 mm 处,即测量时变化量最小。
并将内径尺每转 90°检测一次,其示值误差均不应超过要求。
二、校验方法:(一)、首先将千分尺擦拭干净。
(二)、依各种规格之内径千分尺选择合适之校正环规,其校验方式与操作方法相同。
内径千分尺

内径千分尺科技名词定义中文名称:内径千分尺英文名称:internal micrometer定义:利用螺旋副原理对主体两端球形测量面间分隔的距离,进行读数的通用内尺寸测量工具。
所属学科:机械工程(一级学科);量具与量仪(二级学科);量具(三级学科)本内容由全国科学技术名词审定委员会审定公布目录内径千分尺2误差分析内径千分尺内径千分尺用于内尺寸精密测量(分单体式和接杆1 正确测量方法1)内径千分尺在测量及其使用时,必需用尺寸最大的接杆与其测微头连接,依次顺接到测量触头,以减少连接后的轴线弯曲。
2)测量时应看测微头固定和松开时的变化量。
3)在日常生产中,用内径尺测量孔时,将其测量触头测量面支撑在被测表面上,调整微分筒,使微分筒一侧的测量面在孔的径向截面内摆动,找出最小尺寸。
然后拧紧固定螺钉取出并读数,也有不拧紧螺钉直接读数的。
这样就存在着姿态测量问题。
姿态测量:即测量时与使用时的一致性。
例如:测量 75~600/0.01mm的内径尺时,接长杆与测微头连接后尺寸大于125 mm 时。
其拧紧与不拧紧固定螺钉时读数值相差 0.008 mm 既为姿态测量误差。
4)内径千分尺测量时支承位置要正确。
接长后的大尺寸内径尺重力变形,涉及到直线度、平行度、垂直度等形位误差。
其刚度的大小,具体可反映在“自然挠度”上。
理论和实验结果表明由工件截面形状所决定的刚度对支承后的重力变形影响很大。
如不同截面形状的内径尺其长度 L 虽相同,当支承在(2/9)L 处时,都能使内径尺的实测值误差符合要求。
但支承点稍有不同,其直线度变化值就较大。
所以在国家标准中将支承位置移到最大支承距离位置时的直线度变化值称为“自然挠度”。
为保证刚性,在我国国家标准中规定了内径尺的支承点要在(2/9)L 处和在离端面 200 mm 处,即测量时变化量最小。
并将内径尺每转90°检测一次,其示值误差均不应超过要求。
2误差分析内径尺直接测量误差包括受力变形误差、温度误差和一般测量所具有的示值误差,读数瞄准误差、接触误差和测长机的对零误差。
内径千分尺使用操作方法

内径千分尺使用操作方法一、内径千分尺的定义利用螺旋副原理对主体两端球形测量面间分隔的距离,进行读数的通用内尺寸测量工具。
二、结构及原理内径千分尺是根据螺旋付传动原理进行读数的通用内尺寸测量工具。
主要由微分头、测量触头和各种接长杆组成。
成套的内径千分尺配有调整量具,用于校对微分头零位。
微分头结构:主要有测头、锁紧螺钉、固定套管、微分筒、测微螺杆等组成,示值范围一般有:13mm, 25mm,50mm,测量下限50mm,75mm,100mm,150mm等,分度值为0.01毫米。
接长杆结构:测量头、芯杆等。
测量触头:调整量具(卡板)三、内径千分尺用途适用于机械加工中测量IT10或低于IT10级工件的孔径、槽宽及两端面距离等内尺寸。
一般会结合数据采集软件一起进行测量,采集软件会自动采集内径千分尺里的数据并进行数据分析,可以减少由于人工读数所造成的误差,可以大大提高测量效率。
四、内径千分尺的使用方法1、正确测量方法:1)内径千分尺在测量及其使用时,必需用尺寸最大的接杆与其测微头连接,依次顺接到测量触头,以减少连接后的轴线弯曲。
2)测量时应看测微头固定和松开时的变化量。
3)在日常生产中,用内径千分尺测量孔时,将其测量触头测量面支撑在被测表面上,调整微分筒,使微分筒一侧的测量面在孔的径向截面内摆动,找出最小尺寸。
然后拧紧固定螺钉取出并读数,也有不拧紧螺钉直接读数的。
这样就存在着姿态测量问题。
姿态测量:即测量时与使用时的一致性。
例如:测量 75~600/0.01mm的内径尺时,接长杆与测微头连接后尺寸大于 125 mm 时。
其拧紧与不拧紧固定螺钉时读数值相差 0.008 mm 既为姿态测量误差。
4)内径千分尺测量时支承位置要正确。
接长后的大尺寸内径尺重力变形,涉及到直线度、平行度、垂直度等形位误差。
其刚度的大小,具体可反映在“自然挠度”上。
理论和实验结果表明由工件截面形状所决定的刚度对支承后的重力变形影响很大。
如不同截面形状的内径尺其长度 L 虽相同,当支承在(2/9)L 处时,都能使内径尺的实测值误差符合要求。
内径千分尺使用说明

内径千分尺使用说明
第一步:准备工作
1.清洁:使用前应先检查内径千分尺是否有尘土和杂质。
如果有,应
使用清洁布擦拭测量面,确保其干净。
2.配置:将内径千分尺的夹爪安装在测量范围内并锁紧。
确保夹爪与
测量面正对,并牢固固定。
第二步:测量内径
1.放置:将内径千分尺插入待测量的管道或圆柱内部。
插入时需确保
夹爪与测量面紧密贴合,并且千分尺已完全进入测量范围。
2.测量:轻轻旋转内径千分尺,直到两个测量面紧贴待测量的内径表面。
确保测量面能均匀接触待测量表面。
切忌用力扭转,以免损坏千分尺
或被测物体。
3.读取:通过指示器读取内径尺寸。
内径千分尺上通常有一个指示器,可以直接读取内径的尺寸。
指示器通常是千分尺单位,比如0.001毫米。
记录下读数。
第三步:注意事项
1.使用规定:内径千分尺主要用于测量精密孔的内径尺寸,因此仅用
于相对精密的测量工作。
2.轻操作:在插入和旋转内径千分尺时,要轻拿轻放,以防止损坏或
变形测量面。
3.清洁保养:使用后应将内径千分尺清洁干净并妥善保管。
在不使用时,可将其放置在尺寸合适的防尘盒中,避免灰尘和污物进入。
总结:内径千分尺是一种高精度的测量工具,用于测量管道、圆柱及其内部孔径的尺寸。
正确使用它需要进行准备工作,插入测量物体,读取测量尺寸,并要注意轻拿轻放及及时清洁保养。
内径千分尺的读数方法

内径千分尺的读数方法内径千分尺是一种精密测量工具,广泛应用于机械加工、仪器制造、汽车制造等领域。
正确使用内径千分尺并准确读取测量数值对于保证工件加工质量至关重要。
下面将介绍内径千分尺的读数方法,希望能帮助大家更好地使用这一测量工具。
首先,使用内径千分尺进行测量之前,需要确保测量工件表面和内径千分尺的测量面都是清洁的,以免影响测量结果。
接下来,将内径千分尺的测量臂放入被测孔内,轻轻转动千分尺的刻度轮,直到测量臂与被测孔壁完全接触。
在确保测量臂与孔壁接触的情况下,我们可以开始读取内径千分尺的测量数值。
内径千分尺通常由主刻度盘和刻度螺旋杆两部分组成。
主刻度盘上的刻度值表示整个测量范围的毫米数,而刻度螺旋杆上的刻度则表示毫米的分之一,即千分之一。
因此,要准确读取内径千分尺的测量数值,需要将主刻度盘上的刻度值与刻度螺旋杆上的刻度值相加。
在读取内径千分尺的测量数值时,需要注意以下几点。
首先,要确保主刻度盘上的刻度值和刻度螺旋杆上的刻度值都是清晰可见的。
其次,要注意刻度螺旋杆上的零刻度线与主刻度盘上的刻度线对齐,以确保测量的准确性。
最后,读取测量数值时,要注意刻度螺旋杆上的刻度值所指示的是千分之一,需要加到主刻度盘上的刻度值上,得出最终的测量结果。
在实际使用内径千分尺进行测量时,可能会遇到一些特殊情况,例如测量范围跨越了主刻度盘和刻度螺旋杆的分界线,这时需要进行特殊的处理。
在这种情况下,需要先读取主刻度盘上的刻度值,然后再加上刻度螺旋杆上的刻度值,得出最终的测量结果。
总之,正确使用内径千分尺并准确读取测量数值对于保证工件加工质量至关重要。
通过本文介绍的内径千分尺的读数方法,希望能帮助大家更好地使用这一测量工具,提高测量的准确性和可靠性。
希望大家在工作中能够认真学习和掌握内径千分尺的使用方法,做好测量工作,保证工件加工质量,为生产和制造贡献自己的力量。
内径千分尺的读数方法
内径千分尺的读数方法内径千分尺是一种精密测量工具,常用于测量小孔、凹槽等内径尺寸。
正确的读数方法对于保证测量结果的准确性至关重要。
本文将介绍内径千分尺的读数方法,帮助您正确、准确地使用此工具进行内径测量。
首先,确保内径千分尺的测量面和测量对象的表面都是清洁的。
任何杂质或污垢都可能影响测量结果,因此在测量之前务必进行清洁。
接下来,将内径千分尺的两只测量臂轻轻地放入被测内径中,然后用螺旋拨轮将测量臂轻轻地推开,直至两只测量臂与被测内径的壁面紧密接触。
在此过程中,要确保测量臂的位置是平行的,以避免测量误差。
一旦测量臂与被测内径的壁面紧密接触,就可以开始读数了。
内径千分尺通常有一个主刻度盘和一个螺旋刻度盘。
首先,读取主刻度盘上与刻度线对齐的数值,这是内径的整数部分。
然后,再读取螺旋刻度盘上指针所指的数值,这是内径的小数部分。
将这两个数值相加,就是被测内径的测量结果了。
在读数时,需要注意一些细节。
首先,要确保读取刻度盘上的数值时,视线要垂直于刻度线,以避免视觉误差。
其次,要确保读数的时候,没有发生刻度盘的错位或者滑动,以免造成读数的错误。
最后,要确保读数的时候,不要因为光线的折射或者其他因素造成读数的偏差。
除了上述的基本读数方法外,还有一些特殊情况需要注意。
例如,当内径千分尺的测量范围超过了被测内径的时候,需要使用延长杆来进行测量。
在这种情况下,需要将延长杆与内径千分尺连接,并在读数时将延长杆的长度考虑在内。
总的来说,正确的内径千分尺的读数方法包括了测量前的准备、测量过程中的注意事项以及读数时的细节。
只有严格按照正确的方法进行操作,才能保证内径测量的准确性和可靠性。
希望本文介绍的内径千分尺的读数方法能够帮助到您,让您在使用内径千分尺进行测量时,能够得到准确的测量结果。
同时,也希望您在使用内径千分尺的过程中,能够严格按照操作规程进行操作,确保测量结果的准确性和可靠性。
三爪内径千分尺的测量方法
三爪内径千分尺的测量方法
三爪内径千分尺是一种常用的测量工具,用于测量孔的直径或孔的内部尺寸。
它由一个测量头和三个爪组成,爪的末端可以调节以便适应不同孔径的测量。
使用三爪内径千分尺进行测量的方法如下:
1. 首先,确定要测量的孔的直径范围,并选择合适的三爪内径千分尺。
通常,选择的千分尺应比实际孔径稍微大一些。
2. 将三爪内径千分尺的爪打开,使其能够轻松地插入孔中。
确保爪的末端在测量位置上是垂直的。
3. 将千分尺的爪插入孔内,然后轻轻旋转千分尺,使三个爪均匀地接触到孔的内壁。
确保爪与孔壁之间没有间隙。
4. 读取千分尺上的刻度。
三爪内径千分尺上通常有一个游标刻度和一个固定刻度。
游标刻度上通常有10个主刻度和4个副刻度,每个主刻度代表0.1毫米,每个副刻度代表0.025毫米。
固定刻度上标有一个刻度值,用于与游标刻度进行配合读数。
5. 读数时,首先确定游标刻度与固定刻度之间的对齐情况。
然后,
将游标刻度值与固定刻度值相加,得到最终的测量结果。
如果固定刻度的刻度值为0.2毫米,游标刻度所在位置为第3个主刻度和2个副刻度,则测量结果为0.2毫米 + 0.3毫米 + 0.05毫米 = 0.55毫米。
需要注意的是,在使用三爪内径千分尺进行测量时,要保持稳定的握持和操作。
还应该定期校准千分尺,以确保测量的准确性。
总之,三爪内径千分尺是一种方便且准确的测量工具,可以广泛应用于机械加工、制造和维修领域。
使用正确的测量方法和操作技巧,可以获得可靠的测量结果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
千分尺使用说明【简单易懂】
千分尺可适用于测量产品的外尺寸(长度、宽度、厚度)等,量程范围在0~25mm之间。
下面介绍千分尺操作规程、步骤和使用方法,千分尺操作方法,千分尺的使用方法介绍。
一、千分尺测量操作方法:
(一)、依被测物孔径大小,去选择适当之内径千分尺。
(二)、将内径千分尺测试头放入被测物孔内。
(三)、放入时被测物须放平,内径千分尺应正直。
(四)、测试时,左手三手指拿着内径千分尺刻度表下的圆棒,右手旋转内径分厘卡最上端之旋转钮。
(五)、当测试头测量面与被测物孔内轻微接触时,右手转动旋钮使其放出3~5声轻响。
在日常生产中,用内径千分尺测量孔时,将其测量触头测量面支撑在被测表面上,调整微分筒,使微分筒一侧的测量面在孔的径向截面内摆动,找出最小尺寸。
然后拧紧固定螺钉取出并读数,也有不拧紧螺钉直接读数的。
这样就存在着姿态测量问题。
姿态测量:即测量时与使用时的一致性。
例如:测量 75~600/的内径尺时,接长杆与测微头连接后尺寸大于 125 mm 时。
其拧紧与不拧紧固定螺钉时读数值相差 mm 既为姿态测量误差。
内径千分尺测量时支承位置要正确。
接长后的大尺寸内径尺重力变形,涉及到直线度、平行度、垂直度等形位误差。
其刚度的大小,具体可反映在“自然挠度”上。
理论和实验结果表明由工件截面形状所决定的刚度对支承后的重力变形影响很大。
如不同截面形状的内径尺其长度 L 虽相同,当支承在(2/9)L 处时,都能使内径尺的实测值误差符合要求。
但支承点稍有不同,其直线度变化值就较大。
所以在国家标准中将支承位置移到最大支承距离位置时的直线度变化值称为
“自然挠度”。
为保证刚性,在我国国家标准中规定了内径尺的支承点要在(2/9)L 处和在离端面 200 mm 处,即测量时变化量最小。
并将内径尺每转90°检测一次,其示值误差均不应超过要求。
二、校验方法:
(一)、首先将千分尺擦拭干净。
(二)、依各种规格之内径千分尺选择合适之校正环规,其校验方式与操作方法相同。
(三)、内径千分尺精度之允收标准为±。
精度之允收标准为±。
(四)、内径千分尺精度之校验标准为±。
精度之校验标准为±。
(五)、内径千分尺校验周期一年。
(六)、若无法内校之千分尺则进行外校。
(七)、调整方法:
1、先将测试头转入校验块孔内固定。
2、将刻度表上六角孔内螺丝放松。
3、取所本身配件扳手放入内千分尺较小圆棒有沟槽部份进行调整。
4、调整完毕将六角孔内螺丝锁紧。
(八)、校验环规每五年得委外校验。
读数方法
被测值的整数部分要在主刻度上读(以微分筒(辅刻度)端面所处在主刻度的上刻线位置来确定),小数部分在微分筒和固定套管(主刻度)的下刻线上读。
(当下刻线出现时,小数值=+ 微分筒上读数,当下刻线未出现时,小数值=微分筒上读数。
则整个被测值=整数值+小数值:微分筒数(下刻线出现)B.微分筒上读数(下刻线未出现)如下图所示:读套筒上侧刻度为3,下度在3之后,也就是说3+=,然后读套管刻度与25对齐,就是25×=,全部加起来就是。
三、清洁保养:
(一)、清洁方法:
1、清洁周期在每次使用完毕后,不作记录。
2、以干净之拭布擦拭内径千分尺之外表,并擦拭干净。
(二)、保养方法:
1、保养周期在每次清洁完毕后,不作记录。
2、必要时以防锈油擦拭外表,以防止生锈。
四、注意事项:
(一)、在每次使用前应先归零,以确保量测正确。
(二)、内径千分尺应防止碰撞,以确保精度。
内容来源网络,由深圳机械展收集整理!
更多千分尺等工具展览展示,就在深圳机械展!。