带钢厚度公差
板材厚度标准公差

板材厚度标准公差
板材厚度的标准公差可以根据使用的不同行业和标准规范而有所不同。
以下是一些常见的板材厚度标准公差范围:
1. 普通板材:一般的板材厚度公差范围为±0.2mm至±0.5mm。
2. 钢板厚度:一般的钢板厚度公差范围为±0.05mm至±0.1mm。
3. 塑料板材:一般的塑料板材厚度公差范围为±0.1mm至
±0.3mm。
4. 铝板厚度:一般的铝板厚度公差范围为±0.05mm至±0.2mm。
需要注意的是,不同材质、尺寸和用途的板材可能会有不同的标准公差要求。
因此,在选择和使用板材时,应当参考相关的行业标准和规范,以确保其满足特定要求。
钢板厚度公差标准
钢板厚度公差标准钢板是一种常见的金属材料,广泛应用于建筑、机械制造、汽车制造等领域。
在生产和加工过程中,钢板的厚度公差标准是非常重要的,它直接影响着产品的质量和性能。
本文将就钢板厚度公差标准进行详细介绍,以便相关行业从业人员能够更好地理解和应用这一标准。
首先,钢板厚度公差是指钢板在生产过程中允许的厚度偏差范围。
在国家标准中,钢板的厚度公差一般以正负公差值表示,例如,±0.05mm。
这意味着在生产钢板时,其实际厚度可以在标准规定的厚度范围内有所偏差,但不能超出正负公差值的范围。
其次,钢板厚度公差标准的制定是为了保证钢板的质量稳定和加工精度。
通过严格控制钢板的厚度公差,可以确保在生产和加工过程中不会出现因厚度偏差过大而引起的质量问题,同时也能够提高产品的加工精度和一致性,满足不同行业对钢板厚度精度的要求。
另外,钢板厚度公差标准的应用也对产品的性能和用途有着重要影响。
在一些对厚度精度要求较高的行业,如航空航天、汽车制造等,钢板的厚度公差标准更为严格,以确保产品能够满足复杂工艺和高要求的使用环境。
而在一些一般要求的行业,如建筑、家电制造等,钢板的厚度公差标准相对宽松一些,以满足基本的使用需求即可。
最后,钢板厚度公差标准的执行需要严格按照国家标准和行业规范进行。
生产和加工企业应当建立健全的质量管理体系,加强对钢板厚度公差的监控和控制,确保产品的质量稳定和可靠。
同时,相关行业协会和监管部门也应加强对钢板厚度公差标准的宣传和指导,推动行业内企业共同遵守和执行这一标准,提升整个行业的产品质量和竞争力。
综上所述,钢板厚度公差标准是钢板生产和加工过程中的重要标准之一,对产品质量、加工精度和行业发展都具有重要意义。
各相关行业从业人员应当充分理解和应用这一标准,确保钢板产品能够满足不同领域的使用需求,推动行业的健康发展和提升。
钢板厚度公差标准
钢板厚度公差标准钢板是一种常见的金属材料,在工业生产和建筑领域都有着广泛的应用。
而钢板的厚度公差标准则是一个十分重要的技术指标,直接关系到钢板的质量和使用效果。
本文将就钢板厚度公差标准进行详细介绍,以便读者更好地了解和应用。
一、厚度公差的定义。
钢板的厚度公差是指在生产过程中,钢板实际厚度与标准厚度之间允许的偏差范围。
通常用正负公差值表示,即钢板的实际厚度允许在标准厚度的上下浮动。
公差值的大小直接影响着钢板的质量和成本。
二、厚度公差的分类。
根据国家标准,钢板的厚度公差可分为一般公差和特殊公差两种类型。
一般公差适用于一般要求不太严格的场合,而特殊公差则适用于对厚度精度要求较高的场合。
在实际生产中,需要根据具体情况选择合适的公差类型。
三、厚度公差的影响。
钢板的厚度公差直接影响着其在使用过程中的稳定性和可靠性。
过大的公差值会导致钢板在使用过程中出现尺寸不匹配、安装困难等问题,影响整体工程质量。
因此,在生产过程中,需要严格控制厚度公差,确保产品质量。
四、厚度公差的控制。
为了有效控制钢板的厚度公差,生产过程中需要采取一系列措施。
首先是加强原材料的质量检验,确保原材料的厚度稳定。
其次是优化生产工艺,提高生产设备的精度和稳定性。
同时,还需要建立严格的质量管理体系,对生产过程进行全程监控和检测。
五、厚度公差的应用。
在实际应用中,钢板的厚度公差标准需要根据具体工程的要求进行合理选择。
对于一般要求不太严格的场合,可以选择一般公差标准;而对于对厚度精度要求较高的场合,则需要选择特殊公差标准。
合理选择和应用厚度公差标准,有利于提高工程质量,降低成本,提高经济效益。
六、结语。
钢板厚度公差标准是钢板生产和应用过程中的重要技术指标,对于保证产品质量、提高工程效益具有重要意义。
只有加强对厚度公差标准的研究和应用,才能更好地满足市场需求,推动钢板产业的发展。
希望本文对读者对钢板厚度公差标准有所帮助,谢谢阅读!。
热轧带钢及板坯标准要求及不同厚度精度范围
热轧带钢及板坯标准要求及不同厚度精度范围文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-1、板坯尺寸要求板坯采用100%的连铸坯板坯厚度:210、230mm板坯宽度:950~1650mm板坯长度:长尺:9000~11000mm短尺:4500~5300mm最大坯重:32.5t厚度公差:±5mm宽度公差:±10mm长度公差:±30mm镰刀弯:长尺:≤50mm 短尺:≤25mm上下弯:长尺:≤50mm 短尺:≤25mm板坯表面不允许有裂纹、角裂、拉裂和结疤板坯端面不允许有肉眼可见的内裂板坯表面允许有深度不大于3mm的气孔、划痕、凹坑,以及深度不大于2mm的水纹2、产品的质量要求2.1 产品的尺寸、外形质量应符合GB709-88的规定①厚度偏差如表1-6所示②宽度偏差带宽≤1000mm+20mm带宽>1000mm +30mm③带钢的镰刀弯每米不大于3mm④塔形高度产品厚度<2.5mm 产品厚度≥2.5mm带宽≤1000mm60 50(60*)带宽>1000mm 80 70(80*)* 塔形的高宽比≤1.0时适用2.2 表面质量要求产品表面质量的保证条件一般参照碳素钢和低合金钢的GB912—89(适用于厚度≤4.0mm的产品)与GB3274—88(适用于厚度>4.0mm的产品)的现行国标。
(1)GB/912—89①钢板表面不允许有裂纹、结疤、折迭、气泡和夹杂,钢板不得有分层。
②钢板和钢带的表面允许有深度和高度不大于厚度公差之半的折印、麻点、划伤、小拉痕、压痕以及氧化铁皮脱落所造成的表面粗糙等局部缺陷。
对表面的薄层氧化铁皮,轻微铁锈和残余涂料、污迹等不影响表面检查的局部缺陷允许存在。
③钢板和钢带表面的局部缺陷,允许用修磨方法清除,但清除深度不得大于钢板和钢带厚度公差之半。
④钢带允许带缺陷交货,但缺陷部分,不得超过每卷总长度的8%。
冷轧钢带的尺寸、外形及允许偏差的内控标准
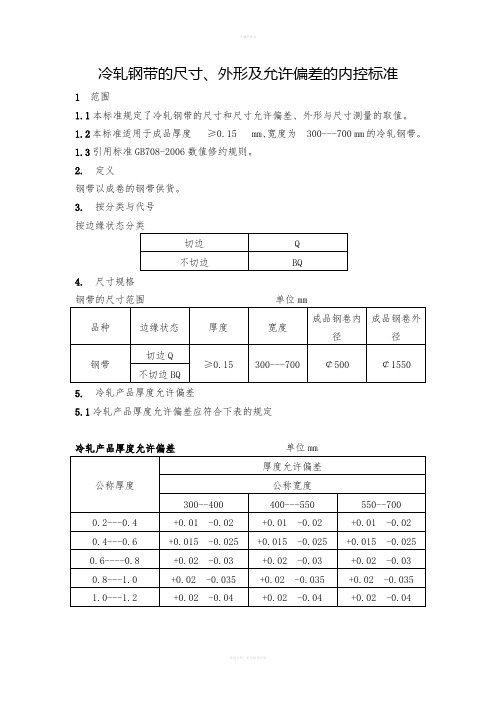
冷轧钢带的尺寸、外形及允许偏差的内控标准1范围1.1本标准规定了冷轧钢带的尺寸和尺寸允许偏差、外形与尺寸测量的取值。
1.2本标准适用于成品厚度≥0.15 mm、宽度为 300---700 mm的冷轧钢带。
1.3引用标准GB708-2006数值修约规则。
2. 定义钢带以成卷的钢带供货。
3. 按分类与代号按边缘状态分类4. 尺寸规格钢带的尺寸范围单位mm5. 冷轧产品厚度允许偏差5.1冷轧产品厚度允许偏差应符合下表的规定冷轧产品厚度允许偏差单位mm5.2钢带两端总长度30m 内的厚度允许偏差:1.8*表列值 接头处两侧各4m 内钢带超厚部分允许偏差:1.8*表列值 搪瓷及0.15以下轧硬产品板厚公差应控制在±0.01 5.3客户特殊要求以其相应订货的厚度允许偏差交货。
6. 冷轧产品宽度允许偏差6.1冷轧产品宽度允许偏差 单位mm6.2切边余量不小于 5 mm ,不大于40mm 。
7.外形 7.1镰刀弯7.1.1钢带的镰刀弯是指呈凹形的侧边与连接测量两端点的直线之间的最大距离。
在产品呈凹形的一侧测量。
7.1.2钢带镰刀弯的测量部位是在距钢带头部或尾部不小于5000mm 处。
7.1.3镰刀弯的允许偏差应符合下表的规定镰刀弯允许偏差 单位mm7.2不平度7.2.1钢带的不平度应符合下表的规定钢带不平度 单位mm7.3钢卷起筋7.3.1钢卷的取样样板在起筋部位测量浪形。
7.3.2起筋部位浪形的检测结果不得超过下表的规定。
钢卷起筋部位浪形允许偏差7.4钢卷塔形7.4.1钢卷应整齐牢固地卷曲成形。
7.4.2钢卷一侧的塔形高度不得超过下表的规定。
钢卷允许塔形高度单位 mm7.5钢卷溢出边7.5.1钢卷溢出边是指钢卷侧面内圈和外圈部位的溢出。
7.5.2钢卷一侧的溢出高度不得超过下表的规定。
钢卷允许溢出边高度单位mm7.6毛刺7.6.1钢带的毛刺是指经过剪切之后切口部位的厚度与钢带的厚度之差。
7.6.2钢带的毛刺高度不得超过下表的规定。
不锈钢板厚度偏差

3.15~4.00
± 025
± 0.30
4.00~5.00
± 0.35
± 0.40
5.00~6.00
± 0.40
± 0.45
± 0.21 ± 0.24 ± 0.25
2000~2500 — — —
± 0.60 ± 0.70 ± 0.75 ± 0.80 ± 0.85 ± 0.95 ± 1.10 ± 1.20 ± 1.30 ± 1.40 ± 1.70
>6.0~≤8.0
± 0.40
± 0.36
>8.0~≤10.0
± 0.44
± 0.40
>10.0~≤13.0
± 0.48
± 0.44
>13.0~≤25.0
± 0.53
± 0.48
>25.0~≤30.0
± 0.56
± 0.51
>30.0~≤34.0
± 0.60
± 0.55
>34.0~≤40.0
± 0.70
± 0.65
>40.0~≤50.0
± 0.80
± 0.75
>50.0~≤60.0
± 0.95
± 0.90
>60.0~≤80.0
± 0.95
± 0.90
>80.0~≤100.0
± 1.0
± 0.95
>100.0~≤150.0
± 1.10
± 1.05
>150.0~≤200.0
± 1.2
± 1.15
2. 卷切钢板和钢带厚度允许偏差
± 0.08
± 0.10
± 0.09
± 0.12
± 0.11
± 0.13
± 0.12
± 0.14
± 0.12
带钢厚度公差

+0.40 -0.75
±0.50
等级
化学成分(%)
脱氧方法
C
Mn
Si②
S
P
≤
Q195
-
0.06-0.28
0.25-0.50
0.30
0.050
0.045
F、b、z
Q215
A
B
0.09-0.15
0.25-0.55
0.30
0.050
0.045
0.045
F、b、z
Q235
A
B
0.14-0.22
0.12-0.20
0.30-0.65①
0.30-0.70①
~1800
较高精度PT.B
>1800
普通精度PT.A
>1800
较高精度PT.B
≤1.50
±0.15
±0.13
±0.17
±0.14
-
-
―
-
>1.50~2.00
±0.17
±0.14
±0.19
±0.15
±0.20
±0.17
-
-
>2.00~2.50
±0.18
±0.15
±0.20
±0.17
±0.21
±0.18
±0.37
+0.30 -0.75
±0.43
>12.50~15.00
+0.20 -0.65
±0.37
+0.20 -0.70
±0.38
+0.30 -0.75
±0.40
+0.35 -0.75
±0.46
>15.00~25.40
钢结构材料尺寸允许偏差

尺寸允许偏差热轧钢板和钢带尺寸允许偏差(GB/T709-1988)钢板的厚度允许偏差(一)mm钢板的厚度允许偏差(二)mm钢板的厚度允许偏差(三)mm切边钢板的宽度允许偏差mm切边钢带的宽度允许偏差不得超过下列规定钢带宽度600∽1000m………………………………………+5mm>1000m………………………………………+10mm不切边钢带的宽度允许偏差不得超过下列规定钢带宽度≤1000m………………………………………+20mm>1000m………………………………………+30mm纵剪钢带的宽度允许偏差mm钢板的长度允许偏差mm注:剪切后平整的热轧钢板,其长度偏差允许增加20mm.冷轧钢板和钢带尺寸允许偏差(GB/T708-1988)钢板和钢带的宽度允许偏差mm钢板和钢带的宽度允许偏差mm纵切钢带分宽度允许偏差mm钢板的长度允许偏差mm锅炉用钢板允许偏差(GB/T713-1997)厚度允许偏差mm计算重量的厚度附加值mm注:钢板按理论重量交货时,以钢板的公称厚度加上上表的附加值作为计算重量的理论厚度.压力容器用钢板允许偏差(GB6654-1996)厚度允许偏差mm计算重量的厚度附加值mm热轧圆钢直径和方钢边长的允许偏差(GB/T702-1986)mm热轧工字钢尺寸允许偏差(GB/T706-1988)工字钢的高度h、腿宽度b、腰厚度d允许偏差mm注:工字钢平均腿厚度的允许偏差为±0.06t.工字钢的弯腰挠度不应超过0.15d.工字钢腿的外缘斜度单腿不大于1.5%b,双腿不大于2.5%b.工字钢腿端外缘钝化不得使直径等于0.18t的圆棒通过.工字钢按定尺或倍尺长度交货时,其长度允许偏差mm热轧槽钢尺寸允许偏差(GB/T707-1988)槽钢的高度h、腿宽度b、腰厚度d允许偏差mm注:槽钢平均腿厚度的允许偏差为±0.06t。
槽钢的弯腰挠度不应超过0.15d。
槽钢腿的外缘斜度,单腿不大于1.5%b,双腿不大于2.5%b。
镀锌带钢质量误差表
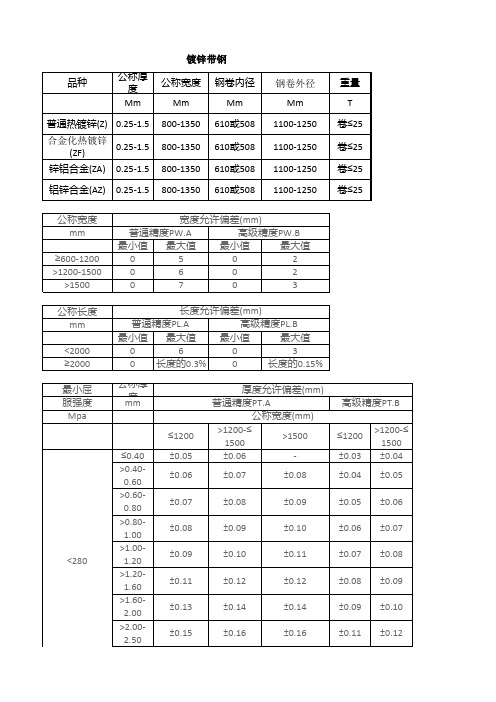
普通热镀锌(Z) 0.25-1.5 合金化热镀锌 0.25-1.5 (ZF) 锌铝合金(ZA) 铝锌合金(AZ) 公称宽度 mm ≥600-1200 >1200-1500 >1500 公称长度 mm <2000 ≥2000 最小屈 服强度 Mpa 0.25-1.5 0.25-1.5
宽度允许偏差(mm) 普通精度PW.A 高级精度PW.B 最小值 最大值 最小值 最大值 0 5 0 2 0 6 0 2 0 7 0 3 长度允许偏差(mm) 普通精度PL.A 高级精度PL.B 最小值 最大值 最小值 最大值 0 6 0 3 0 长度的0.3% 0 长度的0.15% 公称厚 度 mm ≤1200 ≤0.40 >0.400.60 >0.600.80 >0.801.00 >1.001.20 >1.201.60 >1.602.00 >2.002.50 ±0.05 ±0.06 ±0.07 ±0.08 ±0.09 ±0.11 ±0.13 ±0.15 厚度允许偏差(mm) 普通精度PT.A 公称宽度(mm) >1200-≤ >1500 1500 ±0.06 ±0.07 ±0.08 ±0.09 ±0.10 ±0.12 ±0.14 ±0.16 ±0.08 ±0.09 ±0.10 ±0.11 ±0.12 ±0.14 ±0.16
高级精度PT.B ≤1200 ±0.03 ±0.04 ±0.05 ±0.06 ±0.07 ±0.08 ±0.09 ±0.11 >1200-≤ 1500 ±0.04 ±0.05 ±0.06 ±0.07 ±0.08 ±0.09 ±0.10 ±0.12
<280
≥280
>2.503.00 ≤0.40 >0.400.60 >0.600.80 >0.801.00 >1.001.20 >1.201.60 >1.602.00 >2.002.50 >2.503.00
热轧带钢及板坯标准要求及不同厚度精度范围
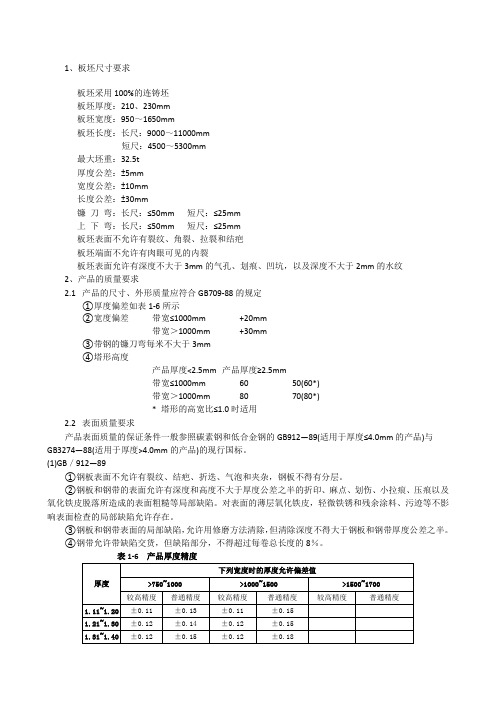
1、板坯尺寸要求板坯采用100%的连铸坯板坯厚度:210、230mm板坯宽度:950~1650mm板坯长度:长尺:9000~11000mm短尺:4500~5300mm最大坯重:32.5t厚度公差:±5mm宽度公差:±10mm长度公差:±30mm镰刀弯:长尺:≤50mm 短尺:≤25mm上下弯:长尺:≤50mm 短尺:≤25mm板坯表面不允许有裂纹、角裂、拉裂和结疤板坯端面不允许有肉眼可见的内裂板坯表面允许有深度不大于3mm的气孔、划痕、凹坑,以及深度不大于2mm的水纹2、产品的质量要求2.1 产品的尺寸、外形质量应符合GB709-88的规定①厚度偏差如表1-6所示②宽度偏差带宽≤1000mm+20mm带宽>1000mm +30mm③带钢的镰刀弯每米不大于3mm④塔形高度产品厚度<2.5mm 产品厚度≥2.5mm带宽≤1000mm60 50(60*)带宽>1000mm 80 70(80*)* 塔形的高宽比≤1.0时适用2.2 表面质量要求产品表面质量的保证条件一般参照碳素钢和低合金钢的GB912—89(适用于厚度≤4.0mm的产品)与GB3274—88(适用于厚度>4.0mm的产品)的现行国标。
(1)GB/912—89①钢板表面不允许有裂纹、结疤、折迭、气泡和夹杂,钢板不得有分层。
②钢板和钢带的表面允许有深度和高度不大于厚度公差之半的折印、麻点、划伤、小拉痕、压痕以及氧化铁皮脱落所造成的表面粗糙等局部缺陷。
对表面的薄层氧化铁皮,轻微铁锈和残余涂料、污迹等不影响表面检查的局部缺陷允许存在。
③钢板和钢带表面的局部缺陷,允许用修磨方法清除,但清除深度不得大于钢板和钢带厚度公差之半。
④钢带允许带缺陷交货,但缺陷部分,不得超过每卷总长度的8%。
表1-6 产品厚度精度注:带钢两端不考核的总长度<90/公称厚度,且最大不超过20m(2)GB/3274—88①钢板表面不得有气泡、结疤、拉裂、裂纹、折迭、夹杂和压入氧化铁皮,钢板不得有分层。
带钢厚度公差
毛边
50~600mm
+3/ -2mm
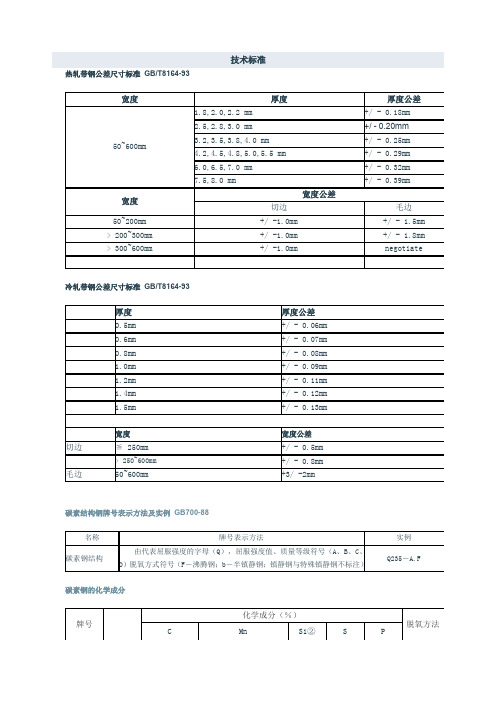
碳素结构钢牌号表示方法及实例GB700-88
名称
牌号表示方法
实例
碳素钢结构
由代表屈服强度的字母(Q),屈服强度值、质量等级符号(A、B、C、D)脱氧方式符号(F-沸腾钢;b-半镇静钢;镇静钢与特殊镇静钢不标注)
Q235-A.F
碳素钢的化学成分
牌号
~1800
较高精度PT.B
>1800
普通精度PT.A
>1800
较高精度PT.B
≤1.50
±0.15
±0.13
±0.17
±0.14
-
-
―
-
>1.50~2.00
±0.17
±0.14
±0.19
±0.15
±0.20
±0.17
-
-
>2.00~2.50
±0.18
±0.15
±0.20
±0.17
±0.21
±0.18
2.沸腾钢Si含量不大于0.07%,半镇静钢Si含量不大于0.17%,镇静钢Si行量下限为0.12%.
注:1.钢中残余元素Cr、Ni、Cu含量应各不大于0.30%,如供方能保证,可不作分析。
2.氧气转炉钢的氮含量应不大于0.008%.
碳素结构钢的力学性能指标
牌
号
等
级
拉伸试验
冲击试验
屈服点σ b (Mpa)
6.0,6.5,7.0 mm
+/ - 0.32mm
7.5,8.0 mm
+/ - 0.39mm
宽度
宽度公差
切边
毛边
50~200mm
钢板厚度偏差
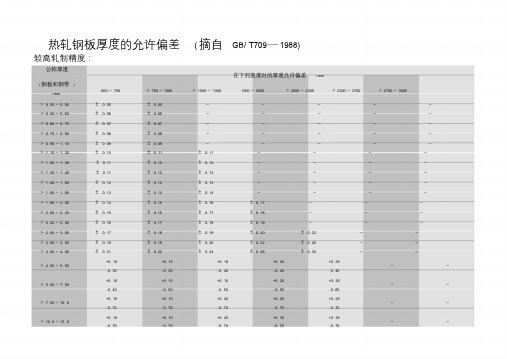
热轧钢板厚度的允许偏差( 摘自GB/ T709—1988)较高轧制精度:公称厚度在下列宽度时的厚度允许偏差/ mm( 钢板和钢带)/ mm600~750 >750~1000 >1000~1500 1500~2000 >2000~2300 >2300~2700 >2700~3000 >0. 35~0. 50 ±0. 05 ±0. 05 ----->0. 50~0. 60 ±0. 06 ±0. 06 ----->0. 60~0. 75 ±0. 07 ±0. 07 ----->0. 75~0. 90 ±0. 08 ±0. 08 ----->0. 90~1. 10 ±0. 09 ±0. 09 ----->1. 10~1. 20 ±0. 10 ±0. 11 ±0. 11 ---->1. 20~1. 30 ±0. 11 ±0. 12 ±0. 12 ---->1. 30~1. 40 ±0. 11 ±0. 12 ±0. 12 ---->1. 40~1. 60 ±0. 12 ±0. 13 ±0. 13 ---->1. 60~1. 80 ±0. 13 ±0. 14 ±0. 14 ---->1. 80~2. 00 ±0. 14 ±0. 15 ±0. 16 ±0. 17 --->2. 00~2. 20 ±0. 15 ±0. 16 ±0. 17 ±0. 18 --->2. 20~2. 50 ±0. 16 ±0. 17 ±0. 18 ±0. 19 --->2. 50~3. 00 ±0. 17 ±0. 18 ±0. 19 ±0. 20 ±0. 23 -->3. 00~3. 50 ±0. 18 ±0. 19 ±0. 20 ±0. 22 ±0. 26 -->3. 50~4. 00 ±0. 21 ±0. 22 ±0. 24 ±0. 26 ±0. 30 -->4. 00~5. 50 +0. 10- 0. 30+0. 15- 0. 30+0. 10- 0. 40+0. 20- 0. 40+0. 25- 0. 40-->5. 50~7. 50 +0. 10- 0. 40+0. 10- 0. 50+0. 10- 0. 50+0. 20- 0. 50+0. 25- 0. 60-->7. 50~10. 0 +0. 10- 0. 70+0. 10- 0. 70+0. 20- 0. 70+0. 20- 0. 70+0. 25- 0. 70-->10. 0~13. 0 +0. 10- 0. 70+0. 10- 0. 70+0. 20- 0. 70+0. 30- 0. 70+0. 35- 0. 70--普通轧制精度:公称厚度在下列宽度时的厚度允许偏差/ mm( 钢板和钢带)/ mm600~750 >750~1000 >1000~1500 1500~2000 >2000~2300 >2300~2700 >2700~3000 >0. 35~0. 50 ±0. 07 ±0. 07 ----->0. 50~0. 60 ±0. 08 ±0. 08 ----->0. 60~0. 75 ±0. 09 ±0. 09 ----->0. 75~0. 90 ±0. 10 ±0. 10 ----->0. 90~1. 10 ±0. 11 ±0. 12 ----->1. 10~1. 20 ±0. 12 ±0. 13 ±0. 15 ---->1. 20~1. 30 ±0. 13 ±0. 14 ±0. 15 ---->1. 30~1. 40 ±0. 14 ±0. 15 ±0. 18 ---->1. 40~1. 60 ±0. 15 ±0. 15 ±0. 18 ---->1. 60~1. 80 ±0. 15 ±0. 17 ±0. 18 ---->1. 80~2. 00 ±0. 16 ±0. 17 ±0. 18 ±0. 20 --->2. 00~2. 20 ±0. 17 ±0. 18 ±0. 19 ±0. 20 --->2. 20~2. 50 ±0. 18 ±0. 19 ±0. 20 ±0. 21 --->2. 50~3. 00 ±0. 19 ±0. 20 ±0. 21 ±0. 22 ±0. 25 -->3. 00~3. 50 ±0. 20 ±0. 21 ±0. 22 ±0. 24 ±0. 29 -->3. 50~4. 00 ±0. 23 ±0. 26 ±0. 28 ±0. 28 ±0. 33 -->4. 00~5. 50 +0. 20- 0. 40+0. 30- 0. 40+0. 30- 0. 50+0. 40- 0. 50+0. 45- 0. 5-->5. 50~7. 50 +0. 20- 0. 50+0. 20- 0. 60+0. 25- 0. 60+0. 40- 0. 60+0. 45- 0. 60-->7. 50~10. 0 +0. 20- 0. 80+0. 20- 0. 80+0. 30- 0. 80+0. 35- 0. 80+0. 45- 0. 80+0. 60- 0. 80->10. 0~13. 0 +0. 20- 0. 80+0. 20- 0. 80+0. 30- 0. 80+0. 40- 0. 80+0. 50- 0. 80+0. 70- 0. 80+1. 00- 0. 80不锈钢复合钢板钢带尺寸规格及允许偏差(摘自GB/ T8165—1997) 尺寸规格复合钢板厚度不小于8mm,复合钢带厚度4mm~8mm复合钢板宽度1450mm~3000mm,复合钢带的宽度1000mm~1400mm尺寸规格复合钢板和钢带长度4000mm~10000mm复层厚度0. 5mm~14mm,通常为2mm~3mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
技术标准热轧带钢公差尺寸标准GB/T8164-93
冷轧带钢公差尺寸标准GB/T8164-93
碳素结构钢牌号表示方法及实例GB700-88
名称牌号表示方法实例、质量等级符号(A,由代表屈服强度的字母(Q)屈服强度值、A.F -bFDC碳素钢结构B、、)脱氧方式符号(-沸腾钢;-半镇静钢;镇静钢与特Q235殊镇静钢不标注).
?热连轧钢板及钢带的尺寸、外形、重量及允许偏差
?(Q/BQB 301-2003 代替Q/BQB 301-1999)
?...
?钢板及钢带的厚度允许偏差mm
下列宽度时的厚度允许偏差
?
>1200 >1200 >1500 >1500 ≤1200 ≤1200 >1800 >1800 1800 ~~~1500 ~1500 1800 公称厚度普通精度较高精度普通精度较高精度较高精度普通精度普通精度较高精度PT.B PT.A PT.A PT.B PT.B PT.A PT.A PT.B
-≤1.50 ±0.14 ―±-0.13 ±0.15 -±0.17
~1.50>-±±0.15 ±0.17 0.14 0.17 ±0.20 ±-±0.19 2.00
~>2.00±0.18 ±0.15 ±0.20 ±0.17 ±0.21 ±0.18 ±0.23 ±0.19 2.50
~2.50>±0.20 ±0.17 ±0.21 ±0.18 ±0.22 ±0.19 ±0.24 ±0.20 3.00
~3.00>±0.22 ±0.19 ±0.24 ±0.20 ±0.26 ±0.21 ±0.28 ±0.22 4.00
+0.30 +0.25 +0.20 4.00>~+0.20 ±0.21 ±0.23 ±0.24 ±0.25 -0.45 -0.40 5.00 -0.50 -0.45 +0.30 ~>5.00+0.25 +0.20 +0.20 ±0.24 ±0.25 ±0.26 ±0.30 -0.55 -0.55 -0.45 -0.50 6.00 +0.30 +0.25 +0.20 6.00>~+0.20 ±0.28 ±0.30 ±0.31 ±0.35 8.00 -0.50 -0.60 -0.60 -0.55
+0.30 +0.20 +0.20 +0.25 ~>8.00±0.32 ±0.33 ±0.34 ±0.40 10.00 -0.60 -0.65 -0.65 -0.55 +0.30 10.00>+0.25 +0.20 +0.20 ~±0.35 ±0.36 ±0.37 ±0.43 12.50 -0.70 -0.60 -0.75 -0.65 +0.35 >+0.30 +0.20 ~12.50+0.20 ±0.37 ±0.38 ±0.40 ±0.46 15.00 -0.65 -0.70 -0.75 -0.75 0.50 ±0.44 ±0.42 ±0.40 ±+0.40
+0.35
+0.20
+0.20
~15.00>
25.40 -0.70 -0.70 -0.75 -0.75。