840D系统补偿功能汇总
simense840D热误差补偿
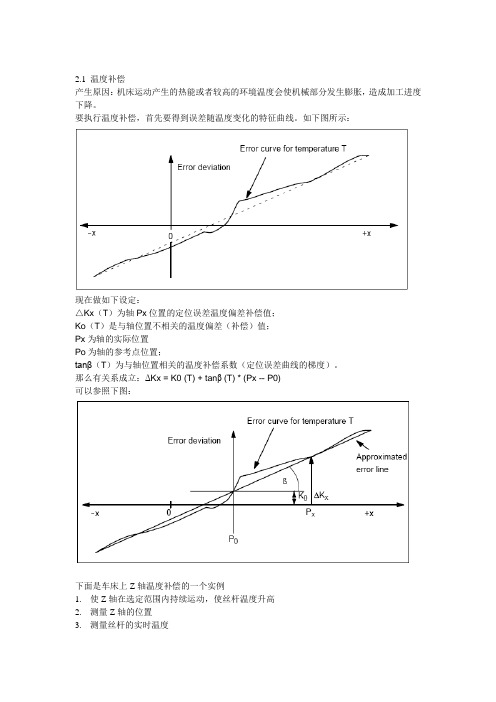
2.1 温度补偿产生原因:机床运动产生的热能或者较高的环境温度会使机械部分发生膨胀,造成加工进度下降。
要执行温度补偿,首先要得到误差随温度变化的特征曲线。
如下图所示:现在做如下设定:△Kx(T)为轴Px位置的定位误差温度偏差补偿值;Ko(T)是与轴位置不相关的温度偏差(补偿)值;Px为轴的实际位置Po为轴的参考点位置;tanβ(T)为与轴位置相关的温度补偿系数(定位误差曲线的梯度)。
那么有关系成立:ΔKx = K0 (T) + tanβ (T) * (Px -- P0)可以参照下图:下面是车床上Z轴温度补偿的一个实例1.使Z轴在选定范围内持续运动,使丝杆温度升高2.测量Z轴的位置3.测量丝杆的实时温度4.每20分钟进行一次测量循环下图显示了tanβ (T)和T之间存在近似的线性关系:可以得到tanβ (T) = (T -- T0) * Tkmax / (Tmax -- T0)T0 使Ko(T)=0的T值Tmax是机床所能达到的最高温度TCmax 是Tmax的温度系数如果取T0 = 23 degreesTmax = 42 degreesTCmax = 270μm/1000mm那么tanβ(T) = (T -- 23 degrees) * 14.21 [μm/1000mm]例如: T = 32.3 degrees ----> tanβ = 132μm/1000mm840D系统温度补偿功能的工作过程:将测量得到的温度偏差(补偿)值送至NC插补单元参与插补运算修正轴的运动。
若温度补偿值△Kx(T)为正值就控制轴负向移动,否则就正向移动。
由于温度影响的滞后性,PLC程序采取定时间隔采样温度(T)的方法,周期性的修改NC中相关补偿参数,并利用上面公式计算温度偏差△Kx(T),从而补偿掉温度变化产生的位置偏差。
西门子温度补偿有三种类型供选择:1、位置不相关型:△Kx(T)=Ko(T)2、位置相关性:△Kx(T)= tanβ(T)*(Px-Po)3、位置不相关和位置相关型:△Kx(T)=Ko(T)+tanβ(T)*(Px-Po)其中:△Kx(T)为轴Px位置的定位误差温度偏差补偿值;Ko(T)是与轴位置不相关的温度偏差(补偿)值;Px为轴的实际位置Po为轴的参考点位置;tanβ(T)为与轴位置相关的温度补偿系数(定位误差曲线的梯度)。
Sinumerik840D的误差补偿技术

y哪
: S n i u me r  ̄8 4 0 D; b a c k l a s h c o mp e n s a t i o n ; l e a d s c r e w p h c o mp en s a t on i ;s a g c o mp en s a t o i n
Er r o r Co mp e n s a t i o n Te c h n o l o g y o f S i n mn e r i k 8 4
( S c h o o l o f Me c h a n i c a l a n dE l e c t r i c a l E n g i n e e r i n g , C an h gZ h o uC o l l e g e o f I n f o r ma t i o nT e c h n o l o g y , C an h  ̄ o u 2 1 3 1 4, 6 C h n i a )
C N C s st y e m. T h i s ap p er i s r e f e r e n c e f o r e x t e n d i n g e r r r o c o r r f  ̄ e ma t i o nt e c no h o l g i e s a d n i m p r o v i n g t h e ma c l l i 啦 a c c u r a c y o f t h e
S i n u me r i k 8 4 0 D 的 误 差 补 偿 技 术
唐 静 朱 俊
( 常州信息 职业技术 学院机电工程学 院 江苏 常州 2 1 3 1 6 4 )
摘
要: 利用数控 系统 的误差 补偿 技术可以在成本投入不大 的情况 下提高机床的加工精度 。西 门子 S i n u me r  ̄8 4 0 D数控 系统 提供 了多种误差补偿功能 , 用来弥补 因机床 的机械 部件 制造 、 装配 工艺和 环境变 化等 因素引起 的误 差。通过 说明多 种误差产生 的原 因 , 阐述 S i n u m e r  ̄8 4 0 D数 控系统 中反 向间隙 、 螺距误差 和垂度 误差 的补偿 原理 和补偿方 法 , 这对推
840D系统补偿功能汇总
840D系统补偿功能汇总数控机床的的几何精度,定位精度一方面受到机械加工母机的精度限制,另一方面更受到机床的材料与机械安装工艺的限制,往往不能够达到设计精度要求。
而要在以上诸多方面来提高数控机床的几何精度,定位精度需要投入大量的人力物力。
在机械很难提高精度的情况下,通过数控电气补偿能够使数控机床达到设计精度。
一、反向间隙补偿机床反向间隙误差就是指由于机床传动链中机械间隙的存在,机床执行件在运动过程中,从正向运动变为反向运动时,执行件的运动量与目标值存在的误差,最后反映为叠加至工件上的加工精度。
机床反向间隙就是机床传动链中各传动单元的间隙综合,如电机与联轴器的间隙,齿轮箱中齿轮间隙,齿轮与齿条间隙,滚珠丝杠螺母副与机床运动部件贴合面的间隙等等。
反向间隙直接影响到数控机床的定位精度与重复定位精度。
在半闭环下,由伺服电机编码器作为位置环反馈信号。
机械间隙无法由编码器检测到,在机械调整到最佳状态下需要进行反向间隙补偿。
在全闭环下,直线轴一般采用光栅尺作为位置环反馈信号,旋转轴一般采用外接编码器或圆光栅作为位置环反馈信号。
由于就是直接检测运动部件的实际位移,理论上讲全闭环下无反向间隙。
但就是由于光栅尺或圆光栅本身精度的限制与安装工艺的限制等等,使得全闭环下也具有“反向间隙”,这在激光干涉仪下能很明显瞧出来,一般在0、01mm左右。
西门子840D数控系统反向间隙补偿的方法如下:测得反向间隙值后在轴机床数据输入反向差值,单位为mm。
MD32450 BACKLASH [0]MD32450 BACKLASH [1]其中[0]为半闭环,[1]为全闭环。
输入后按下Reset键,回参考点后补偿生效。
可以在诊断→服务显示→轴调整→绝对补偿值测量系统中瞧到补偿效果。
反向间隙补偿能够在较大程度上提高数控机床的定位精度、重复定位精度,但就是它的值就是固定的,不能适用于机床的整个行程,这就需要另一种电气补偿手段,螺距误差补偿。
两者结合能使数控机床达到较高的定位精度与重复定位精度。
840D螺距补偿

840D螺距补偿1.修改轴参数,设定各轴补偿点数量。
a)设定坐标轴补偿点数量依次按“Menu Select”—〉“启动”—〉“机床数据”—〉“轴MD”,找到MD38000(用于差补补偿的中间点数量),设置补偿点的数量,本例中为:50。
然后按“Input”键,此时出现4400报警“机床数据修改将导致缓冲存储器的重新组织(数据丢失)”。
请勿NCK重启,作下一步备份NC数据。
b)备份NC数据依次按“Menu Select”—〉“服务”—〉“”—〉“连续启动”,出现下图。
在文档内容中选择“NC”和“带补偿数据”;输入文件名称,一定要按“Input”键,否则文件名无效。
本例中为:NC_COMP01;按“文档”键,开始创建连续启动文档,如下图所示。
c)恢复数据待连续启动文档创建好后,按“读入调试文档”键。
选择刚才创建的连续启动文档NC_COMP01,按“启动”键,并点击“是”加以确认。
此后系统会重启几次。
2.导出补偿数据,生成ARC文件或MPF程序(参见补充说明)因为补偿文件不能直接修改,只能输出成ARC文件。
下面以给轴1添加螺补为例说明。
依次按“Menu Select”—〉“服务”—〉“数据选择”,选择“NC-生效-数据”,按“确认”键。
在数据输出窗口的树形图中选择“NC-生效-数据”—〉“测量系统误差补偿”—〉“测量系统错误补偿—轴1”,按“文档”键。
出现下图。
输入文档名,本例中为:AX1_EEC。
选择文档格式,必须为:带CR+LF穿孔带,否则无法编辑。
按启动键。
3.输入补偿数据,编辑ARC文件。
PCU50可直接编辑ARC文件。
PCU20可将ARC文件通过RS232传出,使用文本编辑器编辑。
也可制作补偿程序,见第7条的补偿说明。
PCU50操作如下:在树形图中选择“文档”—〉“AX1_EEC”,按“Input”键打开文件。
补偿文件结构如下:$AA_ENC_COMP[0, 0, AX1]=0.5 对应于最小位置上的误差值$AA_ENC_COMP[0, 1, AX1]=0.2 对应于最小位置+1个间隔位置上的误差值$AA_ENC_COMP[0, 2, AX1]=-0.5 对应于最小位置+2个间隔位置上的误差值… …$AA_ENC_COMP[0, 48, AX1]=0 对应于最小位置+48个间隔位置上的误差值$AA_ENC_COMP[0, 49, AX1]=0 对应于最小位置+49个间隔位置上的误差值$AA_ENC_COMP_STEP[0, AX1]=10 测量间隔(毫米)$AA_ENC_COMP_MIN[0, AX1]=0 最小位置(绝对)$AA_ENC_COMP_MAX[0, AX1]=100 最大位置(绝对)$AA_ENC_COMP_IS_MODULO[0, AX1]=0 用于旋转轴修改文件后,保存并关闭编辑器。
840dsl螺距补偿方法

840dsl螺距补偿方法宝子,今天咱来唠唠840dsl的螺距补偿方法哈。
咱得先知道,螺距补偿是为了让机床的加工精度更高呢。
一般来说呀,在840dsl 系统里,你得先进入到机床的参数设置界面。
这就像你要进一个神秘的小房间,里面藏着能让机床变厉害的魔法咒语。
在参数设置里,你要找到和螺距补偿相关的那些参数。
这可能得费点小劲儿,就像在一堆宝藏里找特定的那颗宝石一样。
有些参数可能是关于螺距补偿的点数啦,补偿的间隔啦之类的。
你得小心地设置这些数值,要是弄错了,机床可能就会闹小脾气,加工出来的东西就不那么完美啦。
然后呢,你要测量实际的螺距误差。
这就好比给机床做个体检,看看它的螺距到底哪里有偏差。
你可以用一些专业的测量工具,像激光干涉仪之类的。
这个测量过程可得认真,就像医生给病人做检查一样,不能马虎。
得到了测量数据后,就把这些数据按照系统要求的格式输入到螺距补偿的参数里。
还有哦,在做螺距补偿的时候,要注意机床的状态。
要是机床有其他的故障或者没调整好,那这个螺距补偿做了可能效果也不好。
就像你给一个生病的人吃补药,可他还有其他毛病没治好呢,补药也发挥不了最大的作用。
而且呀,做完螺距补偿之后,最好再测试一下机床的加工精度。
看看是不是真的有提高。
要是有提高,那就太棒啦,就像你的小宠物学会了新技能一样让人开心。
要是没有,那可能就得重新检查一下前面的步骤,是不是哪里出了小差错。
总之呢,840dsl的螺距补偿虽然有点小复杂,但只要咱细心、耐心,就像照顾小宝贝一样对待这个过程,就能让机床更好地工作,加工出超棒的零件呢。
宝子,希望你能顺利搞定螺距补偿哦。
840D螺距补偿步骤

1.螺距补偿→Service→Manage Date→NC-active –date→Meas.-system-error-comp.→选择将要补偿的轴。
→Copy→光标到LIECHTI→Insert→打开补偿表→输入补偿值如X轴的补偿:CHANDATA(1)$AA_ENC_COMP[1,0,AX1]=0$AA_ENC_COMP[1,1,AX1]=-0.00 $AA_ENC_COMP[1,2,AX1]=-0.001 $AA_ENC_COMP[1,3,AX1]=-0.003 $AA_ENC_COMP[1,4,AX1]=-0.004 $AA_ENC_COMP[1,5,AX1]=-0.007 $AA_ENC_COMP[1,6,AX1]=-0.009 $AA_ENC_COMP[1,7,AX1]=-0.011 $AA_ENC_COMP[1,8,AX1]=-0.012 $AA_ENC_COMP[1,9,AX1]=-0.014 $AA_ENC_COMP[1,10,AX1]=-0.017 $AA_ENC_COMP[1,11,AX1]=-0.016 $AA_ENC_COMP[1,12,AX1]=-0.018 $AA_ENC_COMP[1,13,AX1]=-0.019 $AA_ENC_COMP[1,14,AX1]=-0.023 $AA_ENC_COMP[1,15,AX1]=-0.026 $AA_ENC_COMP[1,16,AX1]=-0.028 $AA_ENC_COMP[1,17,AX1]=-0.029 $AA_ENC_COMP[1,18,AX1]=-0.029 $AA_ENC_COMP[1,19,AX1]=-0.032 $AA_ENC_COMP[1,20,AX1]=-0.034 $AA_ENC_COMP[1,21,AX1]=-0.037 $AA_ENC_COMP[1,22,AX1]=-0.037 $AA_ENC_COMP[1,23,AX1]=-0.039 $AA_ENC_COMP[1,24,AX1]=-0.042 $AA_ENC_COMP[1,25,AX1]=-0.046 $AA_ENC_COMP[1,26,AX1]=-0.049 .$AA_ENC_COMP_STEP[1,AX1]=56 $AA_ENC_COMP_MIN[1,AX1]=-171 $AA_ENC_COMP_MAX[1,AX1]=1285$AA_ENC_COMP_IS_MODULO[1,AX1]=0M1→保存并关闭此文档→Drive OFF→选择此补偿文件→Load HD→NC→看到显示屏底部出现:Job is ready 即完成→NCK-Reset→Start up→Machine Date→Axis MD→选择将要被补偿的轴。
西门子840D数控系统螺距误差补偿

西门子840D数控系统不同于以前曾广泛应用的810T/M和840C等老数控系统,它并没有提供专门的双向螺距误差补偿功能,通过对840D系统中的下垂补偿功能的分析研究,找到了一种方法,成功的解决了进行双向螺距误差补偿的问题。
关键词:数控系统下垂补偿功能双向螺距误差补偿由于机床丝杠在制造、安装和调整等方面的误差,以及磨损等原因,造成机械正反向传动误差的不一致,导致零件加工精度误差不稳定。
因此也必须定期对机床坐标精度进行补偿,必要时要做双向坐标补偿,以达到坐标正反向运动误差的一致性。
一、西门子840D数控系统的补偿功能西门子840D数控系统提供了多种补偿功能,供机床精度调整时选用。
这些功能有:1、温度补偿。
2、反向间隙补偿。
3、插补补偿,分为:(1) 螺距误差和测量系统误差补偿。
(2)下垂补偿(横梁下垂和工作台倾斜的多维交叉误差补偿)。
4、动态前馈控制(又称跟随误差补偿)。
包括:速度前馈控制和扭矩前馈控制。
5、象限误差补偿(又称摩擦力补偿)。
分为:常规(静态) 象限误差补偿和神经网络(动态)象限误差补偿。
6、漂移补偿。
7、电子重量平衡补偿。
在西门子840D功能说明样本和资料中所列的众多补偿功能中,都没有指出该系统具有双向螺距误差补偿功能。
但是在下垂补偿功能描述中却指出,下垂补偿功能具有方向性。
这样,如果下垂误差补偿功能,在基准轴和补偿轴定义为同一根轴时,就可能对该轴进行双向丝杠螺距误差补偿,由此提供了一个双向螺距误差补偿的依据。
二、840D下垂补偿功能的原理1、下垂误差产生的原因:由于镗铣头的重量或镗杆自身的重量,造成相关轴的位置相对于移动部件产生倾斜,也就是说,一个轴(基准轴)由于自身的重量造成下垂,相对于另一个轴(补偿轴)的绝对位置产生了变化。
2、840D下垂补偿功能参数的分析:西门子840D数控系统的补偿功能,其补偿数据不是用机床数据描述,而是以参数变量,通过零件程序形式或通用启动文件(_INI文件) 形式来表达。
840D系统补偿功能汇总

840D系统补偿功能汇总数控机床的的几何精度,定位精度一方面受到机械加工母机的精度限制,另一方面更受到机床的材料和机械安装工艺的限制,往往不能够达到设计精度要求。
而要在以上诸多方面来提高数控机床的几何精度,定位精度需要投入大量的人力物力。
在机械很难提高精度的情况下,通过数控电气补偿能够使数控机床达到设计精度。
一、反向间隙补偿机床反向间隙误差是指由于机床传动链中机械间隙的存在,机床执行件在运动过程中,从正向运动变为反向运动时,执行件的运动量与目标值存在的误差,最后反映为叠加至工件上的加工精度。
机床反向间隙是机床传动链中各传动单元的间隙综合,如电机与联轴器的间隙,齿轮箱中齿轮间隙,齿轮与齿条间隙,滚珠丝杠螺母副与机床运动部件贴合面的间隙等等。
反向间隙直接影响到数控机床的定位精度和重复定位精度。
在半闭环下,由伺服电机编码器作为位置环反馈信号。
机械间隙无法由编码器检测到,在机械调整到最佳状态下需要进行反向间隙补偿。
在全闭环下,直线轴一般采用光栅尺作为位置环反馈信号,旋转轴一般采用外接编码器或圆光栅作为位置环反馈信号。
由于是直接检测运动部件的实际位移,理论上讲全闭环下无反向间隙。
但是由于光栅尺或圆光栅本身精度的限制和安装工艺的限制等等,使得全闭环下也具有“反向间隙”,这在激光干涉仪下能很明显看出来,一般在0.01mm左右。
西门子840D数控系统反向间隙补偿的方法如下:测得反向间隙值后在轴机床数据输入反向差值,单位为mm。
MD32450 BACKLASH [0]MD32450 BACKLASH [1]其中[0]为半闭环,[1]为全闭环。
输入后按下Reset键,回参考点后补偿生效。
可以在诊断→服务显示→轴调整→绝对补偿值测量系统中看到补偿效果。
反向间隙补偿能够在较大程度上提高数控机床的定位精度、重复定位精度,但是它的值是固定的,不能适用于机床的整个行程,这就需要另一种电气补偿手段,螺距误差补偿。
两者结合能使数控机床达到较高的定位精度和重复定位精度。
西门子840d数控系统各指令

POWER ON (po)重新上电 NCU模块面板上的“RESET”键
NEW_CONF(cf)新配置 MMC上的软件“Activate MD”
RESET(re)复位 控制单元上的“RESET”键
IMMEDIATELY(so) 值输入以后
数据区域
5) 在机床调试中经常需要调整的参数主要有: MD 10000:JOG速度设定 MD 10240:物理单位,“0”英制,“1”公制 MD 20070:通道中有效的机床轴号 MD 20080:通道中的通道轴名称 MD 30130:设定指输出类型,值为“1”表示有该轴,“0”为虚拟轴 MD 30240:编码器类型,“0”表示不带编码器,“1”位相对编码器,“4”为绝对编码器,主轴时,值 为“1” MD 30300:旋转轴/主轴,值为“1”时表示该轴为主轴 MD 34090:参考点偏移/绝对位移编码偏移 MD 34200:参考点模式。绝对编码器时值为“0” MD 35000:指定主轴到机床轴,“1”为主轴 MD 36200:轴速度极限 12.1 指令表 12 名称意义赋值说明句法模态/ 非模态
05g3沿半圆平滑逼近g3沿半圆平滑退回g圆弧过渡刀具半径补偿的拐g等距线的交点角特性g6打开逼近和后退程序段的冲突监控g6以圆弧延伸边界程序段如果trc程序段中没有g6以直线延伸边界程序段如果交点g当g中没有值时取消所有可设定的框架可设定的零点偏移g6精准确定位时程序段转换只有在用可编程过g6粗准确定位时程序段转换渡倒圆激活g6或g时才有效g63po情况下的程序段转换程序段结束g6准确停连续路径模式g6asg6精磨削带轴精度g63程序段精磨削g6精磨削带特定的轴动态g6所有拐角的拐角减速仅适用于连续路径模式g6asg英制尺寸英寸和英寸分钟长度速度系统变量g公制尺寸毫米和毫米分钟长度速度系统变量oem预留的g功能组3g3运行时间规定的进给率运行时间g锁定直线进给率和恒定切削速率或主轴转速g锁定旋转进给率和恒定切削速率或主轴转速g6打开恒定切削速度对于g进给类型g6slmsfg6直线或旋转进给率和恒定切削速率g取消恒定切削速度对于g进给类型g锁定直线或旋转进给率和恒定主轴转速西门子840d数控系统各指令http
西门子840D五轴联动刀具补偿及应用

摘要:通过对刀具轴,刀具补偿,坐标变换的分析研究,介绍了五轴联动刀具补偿的理论及应用. 关键词:刀具轴,刀具补偿,坐标变换1 五轴联动的结构形式及其转轴,转台主从关系五轴联动对叶轮,蜗轮,桁架的加工可以做到一次成型,加工效率高.它改变了以往三轴机床的由点成面,由线成面的加工方法,而且被加工零件的表面质量好,精度高.对复杂曲面只要指定刀具轴与零件曲面表面的位置关系,就可使复杂曲面的加工过渡光滑,不干涉,不过切,满足曲面的要求.要能够正常使用五轴联动就必须使五轴刀具补偿生效.五轴联动的旋转轴是根据所围绕的线性轴而确定的.绕X轴旋转的为A轴,绕Y轴旋转的为B轴,绕Z轴旋转的为C轴,其旋转方向根据所对应的线性轴的正方向按右手定则确定,当然旋转轴的转向也可不按右手定则而由系统中旋转方向的参数设定.通常根据转轴和转台的组成情况大致可把五轴联动分成三种结构型式:(a)两个旋转轴;(b)两个转台旋转;(c)一个转轴加一个转台旋转.在确定了结构型式后旋转轴的主从关系也随之确立,如表1所示:表1 五轴联动的三种旋转类型[2](Table 1. Three rotation options of 5-axis machining)结构形式主从关系旋转形式(a)第一个旋转轴C(主)刀具轴旋转第二个旋转轴A(从)(b)第二个旋转台B(从)工作台旋转第一个旋转台C(主)(c)刀具轴旋转A(主)混合旋转工作台面旋转C(从)表1中(a),(b),(c)的两个旋转轴(台)的上下关系即为实际结构中的上下顺序,如图1所示. (a) 刀具轴旋转( b)工作台旋转(c)混合旋转图1 五轴联动的结构顺序(Fig.1 Structural consequence of 5-axis machining )2 五轴联动刀具补偿的理论分析根据XH2725/5X-10桥式龙门五轴联动的刀具补偿原理及参数设置进行分析说明.该机床采用的是西门子840D系统,如图1(a)所示的A,C轴万能铣头结构,刀具轴心的起始位置在Z轴上.在五轴联动的加工中,保持刀具中心位置不变是可以通过各线性轴的位置调整来实现,如图2所示.从而编程时只要考虑刀具中心的运动和刀具轴的方向,解决了编程和实际运行的统一.如何在只有A,C轴运动的情况下,保持刀具刀尖位置不变,分析如下:设当A,C轴摆动A和C 后,X,Y,Z产生的移动分别是NX,NY,NZ ,则由图3可知NX =–D sin(C , NY=D cos(C , NZ= R–R cos(A式中D=R sin(A ,(R为A轴旋转中心到刀具端面的距离)图2 刀具的旋转运动(Fig 2. Rotation of the cutter )(a) (b) (c)图3 各轴运动的相对变化关系(Fig 3. The relative relationship between the axis' rotation)图3(a)为机床坐标系;(b)为C轴在零位,A轴摆动角度A时Z,Y轴的变化;(c)为A,C摆动后的X,Y变化.可见A,C轴摆动后X,Y,Z轴产生的移动分别为Nx,Ny,Nz.A ,C为A,C轴的实际角度,经过上述推算在刀具长度补偿生效时,设A,C轴移动的角度为A,C,则X,Y,Z的移动补偿量为–Nx -Ny - NZ .在西门子系统中将五轴刀具长度补偿称为位置变换(坐标变换)即在激活补偿的情况下,使加工面垂直于刀具轴的方向,从而根据矩阵变换方程计算出相应的X,Y,Z轴的补偿分量变换矩阵如下:1 0 0 0 cosC sinC 0 00 cosA sinA 0 -sinC cosC 0 0Tx= 0 -sinA cosA 0 Tz= 0 0 1 00 0 0 1 0 0 0 1注:Tx为绕x轴的旋转距阵,Tz为绕z轴的旋转距阵.To=[0 0 R 1] 刀具补偿的初始分量在Z方向上.Tk= To * Tx * Tz =[sinA *sinC *R -sinA *cosC *R cosA *R 1]Tm= To - Tk Tm为A,C轴摆动后X,Y,Z轴产生的移动量,即- Tm即为刀具的补偿量.3,实际应用中数控系统的参数设定根据刀具长度补偿的原理,参考西门子的参数说明进行相关参数设定.首先要选择刀具补偿的类型(如表2).表2 万能铣头补偿类型选择表[2](Table 2 Compensation list of universal miller)第一旋转轴第二旋转轴补偿类型刀具轴初始位置AACCC′C′A′A′129145132148XZX根据上述的说明结合XH2725/5X-10机床的结构可知补偿类型应选择148(该机床的结构参数大致为:主轴端面至回转中心的距离为285mm,A轴旋转中心线与C轴旋转中心线正交,A,C轴的旋转方向为顺时针).由上述提供的数据进行相关参数设定,设定如下:补偿类型:N24100 $MC-TRAFO-TYPE-1=148.第一旋转轴是C轴,C轴绕Z轴旋转,C轴在X,Y轴方向的补偿矢量是为0,N24570 $MC-TRAFOS-AXISI-1[2]=1;第二旋转轴是A轴,A轴绕X轴旋转,A轴在Y,Z轴方向的补偿矢量是0,N24572 $MC-TRAFOS-AXISI-1[0]=1;刀具的初始方向在Z轴方向, N24574 $MC-TRAFOS-BASE-ORIENT-1[2]=1.其余参数如旋转方向,刀具基体偏置等就不一一详细列出.4,五轴刀补在加工中的应用西门子840D系统中激活五轴刀具长度补偿的指令为TRAORI,取消补偿的指令为TRAFOOF. 激活刀具补偿后应再调用一次工件坐标系,选择G54-G57中的任意一个,否则系统会认为使用的是机床本身的机械坐标从而导致出错.实际使用过程由于刀具的长度补偿对于加工零件的轮廓精度有较大的影响,分析如下(图四):图4 刀具补偿对加工的影响(Fig. 4 The influence from the cutter compensation to manufacturing)注:图四中左图表示刀具理论加工状态;右图实线表示刀具的测量值比左图短去部分为ΔL,虚线表示刀具的实际加工状态.若将刀具的实际长度缩短ΔL ,A轴的摆动角度为A,则知零件外形将变小,变化值为ΔL*sinA.故实际应用时应尽量保证刀具具有精确的长度值.测量刀具长度一般有两种方法:用对刀仪测量;用百分表测刀尖与主轴端面的距离.对应于长度补偿,西门子840D还提供了五轴刀具半径补偿,由于大多数五轴加工程序是由CAD/CAM软件制作生成的,因而五轴刀具半径补偿较少使用,仅举一例以作说明.例:G00 G54 X0 Y0 Z0T1 D1 ISD=20 //调用刀具,在1号刀具的1号刀沿下设定刀具长度和刀具半径.TRAORI [1] //激活五轴长度补偿CUT3DC [1] //激活五轴半径补偿G1 G54 G42 X10 Y10 F2000X60A30 C10Y150G1 G40 X- Y- //撤消半径补偿TRAFOOF //撤消五轴长度补偿参考文献:[1] SIEMENS. Programming Guide Advanced[M]. Federal Republic of Germany: Siemens Automation Group,1998.[2] SIEMENS. Special Functions (Part 3)[M]. Federal Republic of Germany: Siemens Automation Group,1998.Theory and Application of Cutter Offset Compensation in 5-axis CNC machiningAbstract: The article introduces the theory and application of cutter offset compensation in 5-axis machining, by analyzing the machine tool axes, cutter offset compensation and coordinate shift. Key words: Machine Tool Axes; Cutter offset compensation; Coordinate shift.。
西门子840D系统下的螺距补偿和垂度补偿的综合运用

西门子840D系统下的螺距补偿和垂度补偿的综合运用李培志(武汉华中自控技术发展有限公司,武汉430062)摘要:结合西门子840D系统介绍了两种为提高机床定位精度的补偿方法------螺距补偿和垂度补偿。
以及在机械几何精度不理想情况下的两种方法的综合运用。
关键词:螺距补偿垂度补偿位置精度检测由于机械电子技术的飞速发展,数控机床作为一种高精度、高效率、稳定性强的自动化加工设备,越来越多的受到大家的关注。
数控系统的定位精度是影响其高精度性能的一个重要因素,而利用西门子840D数控系统自带的螺距补偿和垂度补偿功能可以极大的降低机床的定位误差,提高机床的定位精度。
本文就此介绍了这两种方法在实际中的具体使用。
补偿一般在机床几何精度调整完成后进行,这样可以尽量减少几何精度对定位精度的影响。
一般情况下,螺距补偿可以运用在所有的直线进给轴以及旋转轴中,垂度补偿多运用在镗床的主轴箱滑枕或镗杆与立柱间的交叉补偿。
1.螺距补偿840D数控系统的螺距补偿功能是一种绝对型补偿方法,螺距补偿是按轴进行的。
我们设定补偿起始点位置a,补偿终止点位置b,补偿间隔距离c,那么需要插补的中间点的个数n,其中n=1+(b-a)/c。
具体操作步骤如下:1)设置轴数据MD38000 MM_ENC_COMP_MAX_POINTS[t] =n,修改此参数后会引起NCK内存的重新分配。
所以修改后要在服务菜单下对NC做一次备份。
(t=所补偿轴的轴号)2)对系统做一次NCK复位后会出现“M4400” 报警,提示轴参数丢失,此时将1)步骤下的NC备份Load进NC系统。
3)在Nc-Active-Data菜单下Copy出“C EC_DATA”到一个新建立的备份文档目录*.MDN中。
4)在新的目录下找到并打开补偿文件表格,根据测量人员测量的数据把相应的补偿点直接在表格中更改。
保存并关闭编辑器。
5)设定轴参数MD32700 ENC_COMP_ENABLE=0,将修改后的补偿表格 Load进NC系统。
西门子840D摩擦补偿(象限补偿)
[摘要]通过使用摩擦补偿,消除加工圆时过象限的尖点,提高机床加工精度。
[关键词]摩擦补偿圆测试1.概述:摩擦主要作用于传动装置和导轨,机床轴应该特别注意静态摩擦,因为在轴启动的时需要的力比正常运转时需要的力大得多,这样在轴启动的时候就会差生更大的跟随误差。
一样的现象发生在静态摩擦力方向改变的地方。
例如:一个轴从负的速度加速到正的速度时,当速度通过0的时候,因为要改变摩擦力状态,插补轴将会有一个很短时间的停滞从而产生轮廓误差,这个现象在加工圆形轮廓工件时特别突出,在转换象限的地方,一个轴已经到达了它的最大速度而另一个轴的速度却为0,加上了这个摩擦不创以后我们就能几乎消除“象限误差”的影响。
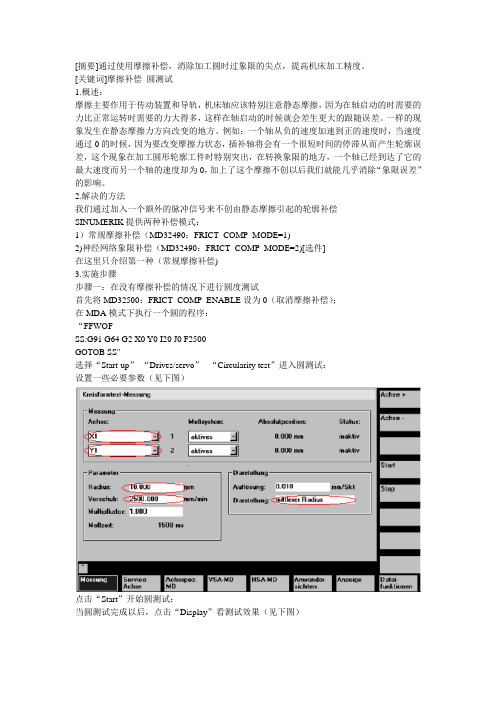
2.解决的方法我们通过加入一个额外的脉冲信号来不创由静态摩擦引起的轮廓补偿SINUMERIK提供两种补偿模式:1)常规摩擦补偿(MD32490:FRICT_COMP_MODE=1)2)神经网络象限补偿(MD32490:FRICT_COMP_MODE=2)[选件]在这里只介绍第一种(常规摩擦补偿)3.实施步骤步骤一:在没有摩擦补偿的情况下进行圆度测试首先将MD32500:FRICT_COMP_ENABLE设为0(取消摩擦补偿);在MDA模式下执行一个圆的程序:“FFWOFSS:G91 G64 G2 X0 Y0 I20 J0 F2500GOTOB SS"选择“Start-up”-“Drives/servo”--“Circularity test”进入圆测试:设置一些必要参数(见下图)点击“Start”开始圆测试:当圆测试完成以后,点击“Display”看测试效果(见下图)通过上图,我们可以看到在圆过象限的地方有四个尖角,这就是由静态摩擦引起的象限误差。
步骤二:加上摩擦补偿将MD23500:FRICT_COMP_ENABLE[n]设为1(加上摩擦补偿)摩擦补偿是由以下两个参数决定的:1.MD32520:FRICT_COMP_CONST_MAX[n]摩擦补偿值[mm/min]2.MD32540:FRICT_COMP_CONST_TIME[n]摩擦补偿时间常数[s]刚开始的时候我们可以把补偿值和时间常数设的低一点。
西门子840D数控系统螺距误差及补偿分析

西门子840D数控系统螺距误差及补偿分析摘要:针对西门子840D数控系统螺距误差类别,进行有效性分析,并简单介绍了分析西门子840D数控系统螺距误差及补偿的重要性,提出数控系统螺距误差补偿要点,获取较好的应用效果,旨在为相关工作人员提供良好的帮助与借鉴。
关键词:西门子840D数控系统;螺距误差;补偿0引言:数控机床精度等级,对加工工件质量起到决定性作用,由于数控技术的快速发展,系统软件误差补偿技术的有效运用,显著提升数控机床精度,本文重点探讨西门子840D数控系统螺距误差和无偿要点,内容如下。
1分析西门子840D数控系统螺距误差及补偿的重要性结合西门子840D数控系统运行特点,引起误差的因素比较多,各类因素之间存在密切联系,通过对系统螺距误差进行合理补偿,能够有效减小误差的出现。
同时,利用系统螺距误差补偿功能,无需调整机床硬件,不但可以提高机床的精度,而且能够显著减少材料损耗。
通过分析西门子840D数控系统螺距误差及补偿,能够更好的满足数控机床高精度加工要求。
有关人员要结合西门子数控系统类型,进行科学的补偿。
2误差补偿2.1机床误差类别分析第一,数控机床结构,包括各项零部件几何误差类别。
在机床制造过程当中,各个零部件容易出现尺寸误差,在装配期间,因为装配技术不规范,容易引起较大误差[1]。
可以对机床结构进行全面改进,并提升数控机床加工精度,有效减少系统误差的出现。
第二,数控机床的变形误差类别。
数控机床运行期间,因为其内部的传动部件,以及润滑液管路产生较大的热量,数控机床特别容易出现热变形,引发变形误差。
数控机床内部的液压元件安装部位,以及外界温度条件,均会引发机床变形误差。
为了减少此种类型误差的出现,操作人员可以安装风冷设备,确保数控机床液压系统温度得到良好控制,避免数控系统出现较大的螺距误差。
第三,加工工件过程中所产生的误差。
因为工件材料质地比较差,存在严重的磨损现状,在实际加工过程中,出现严重的负载变化,最终引起较大误差。
840D数控系统中光栅尺与螺距误差补偿的应用分析

第58卷1光栅尺概述1.1光栅尺的原理光栅尺也叫做光栅位移传感器,是数控机床中使用较多的测量装置。
它具有精度高、响应速度快,能消除由于滚珠丝杆温度特性导致的位置误差、反向间隙和滚珠丝杆螺距误差导致的运动特性误差等特点,因此光栅尺已成为高精度定位和高速加工不可或缺的一员。
作为闭环控制系统中的位置检测装置,是保证数控系统位移精度的关键。
光栅位移传感器的工作原理,是由一对光栅副中的主光栅(即标尺光栅)和副光栅(即指示光栅)进行相对位移时,在光的干涉与衍射共同作用下产生黑白相间(或明暗相间)的规则条纹图形,称之为莫尔条纹。
经过光电器件转换使黑白(或明暗)相同的条纹转换成正弦波变化的电信号,再经过放大器放大,整形电路整形后,得到两路相差为90°的正弦波或方波,送入光栅数显表计数显示。
1.2光栅尺的安装光栅尺安装位置应避开铁屑、冷却液、油的直接淋溅,如无法避免应加装护罩。
密封条应朝下或远离溅水的方向,直线光栅尺应尽可能安装在接近加工面处;为保证直线光栅尺工作正常,不应使光栅尺承受持续的强烈振动载荷,为此尽可能将直线光栅尺安装在机床刚性最好的零件上。
不允许将直线光栅尺安装在空心零件或转换件上。
对小截面的封闭式直线光栅尺,推荐使用安装板。
直线光栅尺应安装在远离热源的地方,避免温度影响。
在安装读数头时,首先应保证读数头的基面达到安装要求,然后再安装读数头,其安装方法与主尺相似。
最后调整读数头,使读数头与光栅主尺平行度保证在0.1m m 之内,其读数头与主尺的间隙控制在1~1.5m m 以内。
这一数据十分重要,也是安装光栅尺要求最严的一项。
它直接影响光栅尺能否正常工作以及检测精度。
2误差与补偿2.1误差产生的原因影响机床加工精度的原因主要有几何误差、运动误差、热变形误差、环境误差、检测误差、装配误差等。
对于半闭环系统,由于编码器安装在驱动电机端部或者丝杠杆的端部,用来测量驱动电机或者丝杠的回转角,间接测出运动部件的实际位置。
840D数控系统摩擦补偿的实现
$" 圆测试
圆测试主要是检测摩擦补偿效果的一种手段。它 可以准确记录圆插补过程中工作台的实际位置及其与 理想位置的跟随误差, 并以图形形式实时地显示出来。 以下举例说明圆测试的基本步骤。 (! ) 在西门子 #*)+ 数控系统 4+@ 模式下执行 ! 个 #$ 平面半径为定值的圆轨迹插补程序。 L!K L) M) N) L)& M) N) 8%" () 6!))) 4)% (%) 在西门子 #*)+ 数控系统主页面下依次选择, “ ,-E.- O PQ” , “ +./R1S T S1.RF ” , “ 9/.2PDE./-U O -1S- ” , 打开 圆测试的设置界面, 如图 * 所示。然后, 设置一些必要 的 参数, 点击 “ ,-E.- ” 开始圆测试。 圆测试完成后, 点击
的作
用使得数控系统无法通过自身控制器来完全消除由摩 擦带来的不利影响。具体地, 在非线性摩擦力的作用
[ %] 下, 机床在低速或者换向时跟随误差会出现尖峰 ,
如圆插补过象限处的尖峰现象。如何消除速度过零时 的尖峰现象, 一直是机床研究和使用者共同关心的问
[ &] 题 。所以, 本文在汉江 ’()** 五坐标五联动数控镗 [ *] 铣床上使用西门子 #*)+ 数控系统摩擦补偿功能 ,
[! ] 王爱玲, 李梦群, 冯裕强N 数控加工理论与实用技术 [ A] N 北京: 机械 工业出版社, Y%%Q : !W% V !W#N [Y] 闫光荣, 陈杉, 王君, 等N 基于留量模型的智能加工 [ E] N 计算机辅助 设计与制造, Y%%% (&) : #W V ##N [Z] 闫光荣N 基于留量模型的数控加工 [ 6] N 北京: 北京航空航天大学, Y%%!N [&] 郝大功, 闫光荣N 4 V A-P 模型精简技术的研究 [ E] N 工程图学学报, Y%%# (!) : !Z& V !ZQN
浅谈840DSL动态悬垂补偿
浅谈840DSL动态悬垂补偿作者:刘海龙来源:《中国新技术新产品》2014年第03期摘要:本文介绍了西门子840D数控系统的补偿功能及其原理,并对该型产品的应用实例进行了研究。
关键词:动态悬垂补偿;立柱变形;双向螺距误差补偿中图分类号:TG65 文献标识码:B一、西门子840D数控系统的补偿功能西门子840D数控系统有多种补偿功能,进行数控机床精度调整时能有效实现补偿功能,一般包括温度补偿、插补补偿。
该系统可进行跟随误差补偿,包括速度前馈控制以及扭矩的补偿控制。
对于由于摩擦引发的误差,该系统能进行静态象限误差补偿和动态象限误差补偿两种补偿。
虽然该系统功能样本和使用说明等内容中列出的补偿功能,这些资料没有明确包含双向螺距误差补偿功能。
该系统指出下垂功能有一定方向性,将基准轴和补偿轴相重合可以实现双向丝杠螺距误差补偿。
下垂功能方向性为实现双向螺距误差补偿提供可能。
二、840D下垂补偿功能的原理1 下垂误差产生的原因数控系统进行铣削和镗削时由于刀具重力作用,使机床轴的位置相对于移动部件产生倾斜。
数控机床主轴由于自身重力作用产生下垂,这样别的轴与主轴间相对位置发生变化。
2 840D下垂补偿功能参数的分析:西门子840D数控系统提供的补偿功能实现不能使用机床数据实现,需要通过中间的参数变量进行描述。
通过对零件的成文文件或者常用的启动文件可以实现补偿功能。
3 下垂补偿功能用于螺距误差或测量系统误差补偿时的定义方法西门子840D数控系统的基本资料可知,数控机床主轴在同一个补偿列表中,既是基准轴又是补偿轴。
因此,同一轴既可以级基准轴和补偿轴于一体,实现下垂补偿功能。
使用数控系统对该轴进行螺距误差补偿。
从补偿变量参数$AN_CEC_DIRECTION[t]描述中看出,由于下垂补偿功能补偿值具有方向性,所以下垂补偿功能在用于螺距误差或测量系统误差时,可理解为在坐标轴两个方向上分别补偿。
一个表应用于补偿轴的运行正方向,另一表应用于补偿同一轴运行负方向。
悬垂补偿
悬垂补偿悬垂补偿功能对于840D是选项功能,且出口型与标准型相比,在补偿量上有限制。
悬垂补偿功能有多种补偿功能,常用的有悬垂补偿和双向螺距误差补偿。
在840D上进行悬垂补偿因使用的硬件(是PCU20还是PCU50/PCU50.3)不同而在方法上略有不同。
这里以PCU50.3为例讲解悬垂补偿的步骤。
一.悬垂补偿1.设置补偿点数MD18342 MM_CEC_MAX_POINTS[n]用于设定每个补偿表的补偿点数。
其中n是补偿表序号,最大补偿表数=系统轴数*2设置的时候需要注意:•补偿点数越多占用的SRAM越多,因此,尽量按照需要的点数设置,不要设置过多的补偿点数。
• MD18342的最大值是2000•补偿点数涉及内存的分配,应尽量在调试的最初阶段设定。
2.使补偿点数生效使MD18342补偿点数生效的方法是NC复位或者系统重新上电。
但是如果没有在调试最初阶段设定MD18342,即要在其它参数都设定好的情况下,修改MD18342并让其生效,需要按下面步骤操作:i) 修改MD18342,系统会有4400号报警“MD alteration will cause reorganizationof buffered memory(loss of data!)”(数据的改变会导致SRAM重新分配,即会丢失数据,如加工程序、刀偏、零偏等)此时,一定不要NC复位或系统重新上电!ii) 做系列备份(数据备份)输入制造商密码Æ进入Services区域Æ按扩展键ÆSerires start-upÆ选择NC和With compensation data项(划X号)Æ在Archive name项输入备份数据的文件名Æ按垂直软键ArchiveÆ系统即开始备份NC数据,备份完后,系统会在水平软键显示的上方显示“Job is ready”。
iii) 读回刚做的数据备份按垂直软键中的Read startup archiveÆ找到刚才备份的数据文件Æ按垂直软键StartÆ系统提示Series start-up archive: Perform series start-up?Æ按垂直软键YesÆ系统开始恢复数据备份,期间系统会自动复位若干次。
840D补偿

西门子840D数控系统补偿功能一、西门子840D数控系统的补偿功能西门子840D数控系统提供了多种补偿功能,供机床精度调整时选用。
这些功能有:1、温度补偿。
2、反向间隙补偿。
3、插补补偿,分为:(1) 螺距误差和测量系统误差补偿。
(2)下垂补偿(横梁下垂和工作台倾斜的多维交叉误差补偿)。
4、动态前馈控制(又称跟随误差补偿)。
包括:速度前馈控制和扭矩前馈控制。
5、象限误差补偿(又称摩擦力补偿)。
分为:常规(静态) 象限误差补偿和神经网络(动态)象限误差补偿。
6、漂移补偿。
7、电子重量平衡补偿。
在西门子840D功能说明样本和资料中所列的众多补偿功能中,都没有指出该系统具有双向螺距误差补偿功能。
但是在下垂补偿功能描述中却指出,下垂补偿功能具有方向性。
这样,如果下垂误差补偿功能,在基准轴和补偿轴定义为同一根轴时,就可能对该轴进行双向丝杠螺距误差补偿,由此提供了一个双向螺距误差补偿的依据。
二、840D下垂补偿功能的原理1、下垂误差产生的原因:由于镗铣头的重量或镗杆自身的重量,造成相关轴的位置相对于移动部件产生倾斜,也就是说,一个轴(基准轴)由于自身的重量造成下垂,相对于另一个轴(补偿轴)的绝对位置产生了变化。
2、840D下垂补偿功能参数的分析:西门子840D数控系统的补偿功能,其补偿数据不是用机床数据描述,而是以参数变量,通过零件程序形式或通用启动文件(_INI文件) 形式来表达。
描述如下:(1) $AN_CEC[t,N]:插补点N的补偿值,即基准轴的每个插补点对应于补偿轴的补偿值变量参数。
(2) $AN_CEC_INPUT_AXIS[t]:定义基准轴的名称。
(3) $AN_CEC_OUTPUT_AXIS[t]:定义对应补偿值的轴名称。
(4) $AN_CEC_STEP[t]:基准轴两插补点之间的距离。
(5) $AN_CEC_MIN[t]:基准轴补偿起始位置:(6) $AN_CEC_MAX[t]: 基准轴补偿终止位置(7) $AN_CEC_DIRECTION[t]:定义基准轴补偿方向。
西门子840D垂度补偿对机床精度调整的应用

西门子840D垂度补偿对机床精度调整的应用发布时间:2021-04-27T09:47:16.990Z 来源:《基层建设》2020年第33期作者:许鑫[导读] 摘要:机床加工零件的质量和精度,主要取决于机床的精度。
中国一重集团公司设备能源管控中心设备维修厂黑龙江齐齐哈尔 161042 摘要:机床加工零件的质量和精度,主要取决于机床的精度。
而机床的几何精度和各种误差又是影响精度的主要原因。
而其中针对于落地镗床,垂度误差又影响最为严重。
本文简要介绍垂度误差产生原因、补偿原理及基于西门子SINUMERIK 840D系统的补偿应用。
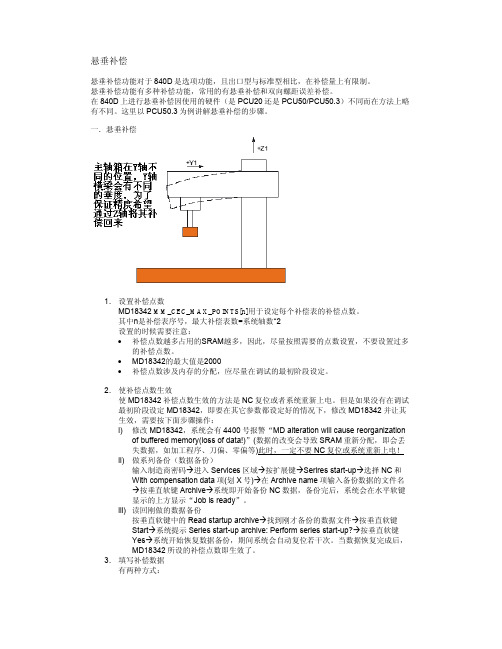
关键词:垂度误差,补偿,西门子840D1.悬垂误差产生的原因及垂度补偿的原理1.1产生原因以落地镗床为例,落地镗床的滑枕或镗杆伸出主轴箱时,由于自身的重量及材料、结构特性造成相关轴的位置相对于移动部件产生倾斜。
也就是说,一个轴(基准轴或输入轴)移动后由于自身的重量造成下垂,相对于另一个轴(补偿轴或输出轴)的绝对位置产生了变化,如图1所示。
由于滑枕或镗杆伸出的位置不同,也就造成了相应位置下垂程度的不同,这种现象可直观的反映在我们在水平的大理石方尺上所压百分表上,当滑枕或镗杆伸出在不同的位置时百分表显示的数值相对于百分表的零点是不同的。
图1:悬垂误差1.2补偿原理由于上述原因,当滑枕或镗杆伸出在不同的位置时,使得主轴箱相对于水平的大理石方尺的绝对位置发生了变化,这时就要通过垂度补偿功能使主轴箱产生微量的补偿移动,移动量是由滑枕或镗杆伸出在不同的位置时百分表所检测到的主轴箱的绝对位移来决定的。
补偿时可根据实际情况设定不同的补偿点数(最多2000个补偿点),补偿点数越多补偿效果越明显,当然所设定补偿点数只要满足加工要求即可,将滑枕或镗杆移动至补偿点位置,然后通过百分表采集当前所在位置下主轴箱的绝对位移数据,并将采集到的数据填写到事先生成的补偿表格中,再激活补偿表即可实现垂度补偿功能。
对于SIEMENS SINUMERIK 840D系统,该系统提供了多种补偿功能,用来弥补机械结构、外部环境、加工制造和安装问题引起的误差,使得各轴坐标实际位置更加趋近于给定位置,提高机床自身精度和加工精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
840D系统补偿功能汇总数控机床的的几何精度,定位精度一方面受到机械加工母机的精度限制,另一方面更受到机床的材料和机械安装工艺的限制,往往不能够达到设计精度要求。
而要在以上诸多方面来提高数控机床的几何精度,定位精度需要投入大量的人力物力。
在机械很难提高精度的情况下,通过数控电气补偿能够使数控机床达到设计精度。
一、反向间隙补偿机床反向间隙误差是指由于机床传动链中机械间隙的存在,机床执行件在运动过程中,从正向运动变为反向运动时,执行件的运动量与目标值存在的误差,最后反映为叠加至工件上的加工精度。
机床反向间隙是机床传动链中各传动单元的间隙综合,如电机与联轴器的间隙,齿轮箱中齿轮间隙,齿轮与齿条间隙,滚珠丝杠螺母副与机床运动部件贴合面的间隙等等。
反向间隙直接影响到数控机床的定位精度和重复定位精度。
在半闭环下,由伺服电机编码器作为位置环反馈信号。
机械间隙无法由编码器检测到,在机械调整到最佳状态下需要进行反向间隙补偿。
在全闭环下,直线轴一般采用光栅尺作为位置环反馈信号,旋转轴一般采用外接编码器或圆光栅作为位置环反馈信号。
由于是直接检测运动部件的实际位移,理论上讲全闭环下无反向间隙。
但是由于光栅尺或圆光栅本身精度的限制和安装工艺的限制等等,使得全闭环下也具有“反向间隙”,这在激光干涉仪下能很明显看出来,一般在0.01mm左右。
西门子840D数控系统反向间隙补偿的方法如下:测得反向间隙值后在轴机床数据输入反向差值,单位为mm。
MD32450 BACKLASH [0]MD32450 BACKLASH [1]其中[0]为半闭环,[1]为全闭环。
输入后按下Reset键,回参考点后补偿生效。
可以在诊断→服务显示→轴调整→绝对补偿值测量系统中看到补偿效果。
反向间隙补偿能够在较大程度上提高数控机床的定位精度、重复定位精度,但是它的值是固定的,不能适用于机床的整个行程,这就需要另一种电气补偿手段,螺距误差补偿。
两者结合能使数控机床达到较高的定位精度和重复定位精度。
二、螺距误差补偿重型数控机床的传动机构,一般为滚珠丝杠传动或齿轮齿条传动。
受到制造精度的影响丝杠上的螺距和齿条齿轮的齿距都有微小的误差,对于半闭环数控机床,这将直接影响其定位精度与重复定位精度。
而对于全闭环,由于受到光栅尺自身的精度,光栅尺安装的直线度、挠度的影响也会产生“螺距误差”。
西门子840D数控系统螺距误差补偿原理如下图所示:$AA_ENC_COMP_STEP 补偿间隔为100mm$AA_ENC_COMP_MIN 补偿起点为100mm$AA_ENC_COMP_MAX 补偿终点为1200mmMD: MM_ENC_COMP_MAX_POINTS 补偿点总数为12下面以齐二机床厂TK6926型控落地镗的主轴箱Y轴(第2轴)为例来说明西门子840D数控系统螺距误差补偿的操作步骤:主轴箱Y轴为全闭环,行程5500mm,我们设置补偿间隔500mm,起始点为-5500mm,终点为0mm。
(1)设定轴螺距补偿点数修改轴参数38000MM_ENC_COMP_MAX_POINTS[1]=20注意:修改此参数会引使系统在下次上电时重新分配NCK 内存,导致数据丢失,因此在 NCK Reset 前,应先做好NC 数据备份(包括补偿数据)。
(2)生成并修改补偿表将NC数据回传后,系统自动生成螺距误差补偿文件。
在服务→数据管理→ NC-生效-数据→测量系统误差补偿→测量系统误差补偿-轴2。
将此文件复制到 NC数据保存 XX.MDN文件夹中,文件名变为AX2_EEC.INI。
按下input键打开该文件夹,将激光干涉仪测量的误差值写入文件中,并保存。
如下表所示:CHANDATA(1)$AA_ENC_COMP[1,0,AX2]=-0.179$AA_ENC_COMP[1,1,AX2]=-0.146$AA_ENC_COMP[1,2,AX2]=-0.128$AA_ENC_COMP[1,3,AX2]=-0.111$AA_ENC_COMP[1,4,AX2]=-0.099$AA_ENC_COMP[1,5,AX2]=-0.082$AA_ENC_COMP[1,6,AX2]=-0.065$AA_ENC_COMP[1,7,AX2]=-0.05$AA_ENC_COMP[1,8,AX2]=-0.039$AA_ENC_COMP[1,9,AX2]=-0.023$AA_ENC_COMP[1,10,AX2]=-0.014$AA_ENC_COMP[1,11,AX2]=0$AA_ENC_COMP[1,12,AX2]=0$AA_ENC_COMP[1,13,AX2]=0$AA_ENC_COMP[1,14,AX2]=0$AA_ENC_COMP[1,15,AX2]=0$AA_ENC_COMP[1,16,AX2]=0$AA_ENC_COMP[1,17,AX2]=0$AA_ENC_COMP[1,18,AX2]=0$AA_ENC_COMP[1,19,AX2]=0$AA_ENC_COMP_STEP[1,AX2]=500$AA_ENC_COMP_MIN[1,AX2]=-5500$AA_ENC_COMP_MAX[1,AX2]=0$AA_ENC_COMP_IS_MODULO[1,AX2]=0M17(3)导入补偿数据INI文件至系统先设定参数32700 ENC_COMP_ENABLE [1]=0(关闭螺距误差补偿使能,否侧数据被保护无法装载)。
然后将AX2_EEC.INI文件装载至NC系统。
(4)补偿数据生效设定32700 ENC_COMP_ENABLE [1]=1,NCK Reset,轴返回参考点后,新的螺距补偿值生效。
可以在诊断→服务显示→轴调整→绝对补偿值测量系统2 中看到补偿效果。
数控机床螺距误差补偿时需要注意问题:①在全闭环下,进行螺距误差补偿前,应将光栅尺钢带校准,光栅尺盒校直,一般全长在0.1mm以内。
如果光栅尺盒未校准,激光干涉仪检测的曲线往往是交叉或平行漂移的。
②要充分考虑环境对机床和检测仪器的影响,如温度,风速等。
大型数控机床往往由于环境的变化精度也随之变化。
三、垂度补偿(交叉补偿)在大型数控机床,由于机床自身的结构及其刚性,在重力等自然因素下,机床悬垂轴的平行度,垂直度往往不能达到机床的设计精度。
如数控落地镗床主轴箱滑枕、镗杆与主轴箱垂直移动的垂直度,大型数控龙门铣床的溜板移动对工作台面的平行度,大跨度立车垂直刀架移动对工作台面的平行度。
以上误差虽然在机械制造工艺上能够改善但是一般也都很难达到理想状态,尤其是对高精度的数控机床。
垂度补偿能够使此种误差得以修正,并达到机床的设计精度。
西门子840D数控系统垂度补偿原理与螺距误差补偿相似,其补偿原理和系统变量、设定数据和机床参数如下图所示:系统变形量意义如下:●$AN_CEC[<t>,<N>] (补偿点为<N> 补偿表号为[<t>])●$AN_CEC_INPUT_AXIS[<t>] (基准轴)●$AN_CEC_OUTPUT_AXIS[<t>] (补偿轴)●$AN_CEC_STEP[<t>] (两插补点之间的距离)●$AN_CEC_MIN[<t>] (起点位置)●$AN_CEC_MAX[<t>] (终点位置)●$AN_CEC_DIRECTION[<t>] (补偿方向) 其中:$AN_CEC_DIRECTION[t]=0:补偿值在基准轴的两个方向有效。
$AN_CEC_DIRECTION[t]=1:补偿值只在基准轴的正方向有效。
$AN_CEC_DIRECTION[t]=-1:补偿值只在基准轴的负方向有效。
●$AN_CEC_IS_MODULO[t]:基准轴的补偿带模功能。
●$AN_CEC_MULT_BY_TABLE[t]:基准轴的补偿表的相乘表。
设定数据意义如下:SD41300$SN_CEC_TABLE_ENABLE[<t>]垂度补偿赋值表有效。
SD41310$SN_CEC_TABLE_WEIGHT[<t>]垂度补偿赋值表加权因子。
机床参数意义如下:MD18342 $MN_MM_CEC_MAX_POINTS[<t>]:补偿表的最大补偿点数。
MD32710 $MA_CEC_ENABLE:激活补偿表。
MD32720 $MA_CEC_MAX_SUM:垂度补偿补偿值总和的极限值。
下面以齐二机床厂TK6920型控落地镗的镗杆Z轴(第3轴)和主轴箱Y轴(第2轴)为例来说明西门子840D数控系统垂度误差补偿的操作步骤:其中Z轴为基准轴,Y轴为补偿轴。
Z轴行程1200mm我们设置补偿间隔为30mm,补偿起点为-1200mm,终点为0mm,需要设置总补偿点数为41个点。
1)设定垂度补偿的补偿点数修改机床参数MD18342 $MN_MM_CEC_MAX_POINTS[0]=41注意:修改此参数会引使系统在下次上电时重新分配NCK 内存,导致数据丢失,因此在 NCK Reset 前,应先做好NC 数据备份(包括补偿数据)。
(2)生成并修改补偿表将NC数据回传后,系统自动生成垂度误差补偿文件。
在服务→数据管理→ NC-生效-数据→垂度/斜度的补偿。
将此文件复制到NC数据保存 XX.MDN文件夹中,文件名变为NC_CEC.INI。
按下input 键打开该文件夹,将所测得的误差值写入文件中,并保存。
如下表所示:CHANDATA(1)$AN_CEC[0,0]=-0.18$AN_CEC[0,1]=-0.17$AN_CEC[0,2]=-0.165$AN_CEC[0,3]=-0.16 $AN_CEC[0,4]=-0.15 $AN_CEC[0,5]=-0.145 $AN_CEC[0,6]=-0.14 $AN_CEC[0,7]=-0.135 $AN_CEC[0,8]=-0.13 $AN_CEC[0,9]=-0.129 $AN_CEC[0,10]=-0.126 $AN_CEC[0,11]=-0.125 $AN_CEC[0,12]=-0.12 $AN_CEC[0,13]=-0.115 $AN_CEC[0,14]=-0.11 $AN_CEC[0,15]=-0.1 $AN_CEC[0,16]=-0.09 $AN_CEC[0,17]=-0.08 $AN_CEC[0,18]=-0.075 $AN_CEC[0,19]=-0.04 $AN_CEC[0,20]=-0.03 $AN_CEC[0,21]=-0.025 $AN_CEC[0,22]=-0.02 $AN_CEC[0,23]=-0.01 $AN_CEC[0,24]=0$AN_CEC[0,25]=0$AN_CEC[0,26]=0$AN_CEC[0,27]=0$AN_CEC[0,28]=0$AN_CEC[0,29]=0$AN_CEC[0,30]=0$AN_CEC[0,31]=0$AN_CEC[0,32]=0$AN_CEC[0,33]=0$AN_CEC[0,34]=0$AN_CEC[0,35]=0$AN_CEC[0,36]=0$AN_CEC[0,37]=0$AN_CEC[0,38]=0$AN_CEC[0,39]=0$AN_CEC_INPUT_AXIS[0]=(AX3) $AN_CEC_OUTPUT_AXIS[0]=(AX2) $AN_CEC_STEP[0]=30$AN_CEC_MIN[0]=-1200$AN_CEC_MAX[0]=0$AN_CEC_DIRECTION[0]=0$AN_CEC_MULT_BY_TABLE[0]=0$AN_CEC_IS_MODULO[0]=0M17(3)导入补偿数据INI文件至系统先设定Z轴与Y轴的轴参数MD32710 $MA_CEC_ENABLE =0(关闭垂度补偿使能,否侧数据被保护无法装载)。