华德比例放大器(VT-2000)
[说明]液压比例阀控制器
![[说明]液压比例阀控制器](https://img.taocdn.com/s3/m/6bbd0f7f001ca300a6c30c22590102020740f2f7.png)
第六章液压系统比例阀控制器6.1 前言比例控制阀主要用于开回路控制(o pe n loo p co nt rol);比例控制阀的输出量与输入信号成比例关系,且比例控制阀内电磁线圈所产生的磁力大小与电流成正比。
在传统型式的液压控制阀中,只能对液压进行定值控制,例如:压力阀在某个设定压力下作动,流量阀保持通过所设定的流量,方向阀对于液流方向通/断的切换。
因此这些控制阀组成的系统功能都受到一些限制,随着技术的进步,许多液压系统要求流量和压力能连续或按比例地随控制阀输入信号的改变而变化(图6-1.1)。
液压伺服系统虽能满足其要求,而且精度很高,但对于大部分的工业来说,他们并不要求系统有如此高的质量,而希望在保证一定控制性能的条件下,同时价格低廉,工作可靠,维护简单,所以比例控制阀就是在这种背景下发展起来的。
比例控制阀可分为压力控制阀,流量控制及方向控制阀三类(如图6-1.2所示)。
1.压力控制阀:用比例电磁阀取代引导式溢流阀的手调装置便成为引导式比例溢流阀,其输出的液压压力由输入信号连续或按比例控制。
2.流量控制阀:用比例电磁阀取代节流阀或调速阀的手调装置而以输入信号控制节流阀或调速阀之节流口开度,可连续或按比例地控制其输出流量。
故节流口的开度便可由输入信号的电压大小决定。
3.方向控制阀:比例电磁阀取代方向阀的一般电磁阀构成直动式比例方向阀,其滑轴不但可以换位,而且换位的行程可以连续或按比例地变化,因而连通油口间的通油面积也可以连续或按比例地变化,所以比例方向控制阀不但能控制执行组件的运动方向外,还能控制其速度。
以上各种比例阀所作动的液压组件为液压缸或液压马达。
6.2 比例阀控制器内部方块之意义与功能比例阀控制器内部包含各种电路模块,每一个模块有其特定功能及用途并以符号来代表,此处就每一个模块的功能及原理来说明之。
1.斜坡产生器(Ramp Ge ner ator)图6-2.1为斜坡产生器之符号图,斜坡产生器(Ramp Ge ne r ator)主要是将瞬间的电压变化量转换成带有时间延迟的电压变化,也就是说当输入电压改变时,斜坡产生器会将原先的阶梯式电压变化量缓慢地改变到改变后之电压,而在原先电压与改变后电压之间就会得到一随时间上升或下降的斜坡(Ramp),所以Ramp Ge ner ato r斜坡产生的原理跟积分器作用的原理是一样的。
运算放大器补充习题
rif = ric // (1 + AVD FV )rid ≈ ric = 100 MΩ ro 100Ω = 4 ≈ 0.01Ω rof = 1 + AVD FV 10 + 1
(2)动触头位于最上方时,
100Ω ×15V ≈ 15mV U Aoc = 100kΩ + 100Ω RAoc = 100kΩ // 100Ω ≈ 100Ω RF = 9kΩ, R1 = RAoc + 900Ω = 1kΩ RF VO = − U Aoc = −9 ×15mV = −135mV R1 同理, 动触头位于最下方时, VO = 135mV ⇒ −135mV < VO < 135mV 该电位器器称为调零电位器.
• 八、同相比例放大器电路如图题8所示。 • 1、计算电路的AVF、r if、r of 。 • 2、VS=0时,电位器从上端滑动到下端时输出电 压的变化范围。 • 设运放参数为:A VD≥100db,r id ≥ 1M ,r ic ≥ 100M ,r o ≤ 100 。
解 : (1)R1 = 2 MΩ + RW ' ≈ 2 MΩ AVF RF 2001 = 1+ = ≈1 R1 2000
• 四、在T型电阻应用电路中,若R1=100k , RF1=RF2=100k ,要求AVF= − 50,则RF3应为多 少?
解 : 在图题 4所示电路中 , RF 1 ⋅ RF 2 RF 1 + RF 2 + VO RF 3 AVF = =− VS R1 RF 1 ⋅ RF 2 RF 1 + RF 2 + = 50 R1 RF 3 10 (kΩ ) 5000kΩ = 200kΩ + RF 3
U Aoc = 15V R Aoc = 0Ω RF = 1kΩ, R1 = R Aoc + 2 MΩ = 2 MΩ RF 1 VO = − U Aoc = − × 15V = −7.5mV R1 2000 同理, 动触头位于最下方时 , VO = 7.5mV ⇒ −7.5mV < VO < 7.5mV 该电位器器称为调零电 位器.
vt2000bk4X比例放大器说明书

vt2000bk4X比例放大器说明书
主要元件组成
定压控制器,用于产生稳定的5VDC电压;线性斜坡发生器(积分器);
升斜坡与降斜坡时间独立可调;颤振发生器;电流调节、最终极脉冲消除器。
重要特性
基本电流与最大电流Imin与Imax,通过多圈电位器精细调节;
颤振幅值可调,颤振频率可选60或120Hz;
供电电源正负极连接错误时可保护;
输出短路与接地保护;
颤振信号由输出电流所覆盖;
输入信号有效/无效控制;
PIN与前置EV1M1-12/24兼容;
较好的EMV(电磁相容性);
模块化结构设计,可方便地安装在35mm或32mm的导轧中;
8位螺钉接线端子。
调节说明
如果额定值电压范围为5V,则应用时其内部稳定电压UST=5V 交货状态,电桥接入(其它可能的电桥位置,见5.1节)印刷电路
板安装到模组盒中,见6节
说明:外部输入的额定值电压不允许是负值!负电压将会使放大器产生误动作、毁坏放大器,在超过最大额定电压5、10、或
15VDC(根据桥路)时,所调节的电流Imin或Imax运行将不起作用,这就是说,它超过了所调节的极限值。
在导线长度超过3米时,应使用双绞线电缆,以减弱电磁干扰的发射,提高抗干扰能力。
输出所使用的最大电流Imax,不应长时间超过比例电磁铁所能承受的最大极限电流Ilim,否则有可能烧毁电磁铁。
华德液压新系列的比例阀和工业阀系列产品介绍

(1)4WRZ(E)10 25、50、85
25、50、85
(2)4WRZ(E)16 100、150
100、150
(3)4WRZ(E)25 220、325
270、325
(4)4WRZ(E)32 3、滞环(%)Βιβλιοθήκη 360 、520 <6
360、520 ≤6
4、重复精度(%)
<3
≤2
5、死区(%)
< 35
≤25
20通径 300L/min 30通径 500L/min
创新 协作 夯实生命线 突破 发展 打造十百千
Z2S6型叠加式液控单向阀
创新 协作 夯实生命线 突破 发展 打造十百千
创新 协作 夯实生命线 突破 发展 打造十百千
创新 协作 夯实生命线 突破 发展 打造十百千
Z2S6型叠加式液控单向阀 一、基本功能
创新 协作 夯实生命线 突破 发展 打造十百千
注1:对E1、W1、W8机能 P→A :qV B→T : qV /2 P→B : qV /2 A→T : Qv 对E2、W2机能 P→A :qV/2 B→T : qV P→B : qV A→T : Qv/2 对E3、W3、W9机能 P→A :qV/2 B→T : 不通 P→B : qV A→T : 不通
对E2、W2机能 P→A :qV/2 B→T : qV P→B : qV A→T : Qv/2
对E3、W3机能 P→A :qV/2 B→T : 不通 P→B : qV A→T : 不通
创新 协作 夯实生命线 突破 发展 打造十百千
4WRZ先导式比例换向阀
4WRZ型阀是由比例电磁铁控制的先导式比例换向阀,将电气信号 转化为液体压力信号,用于控制油压系统的流量和流动方向。该阀由先 导阀(3)、主阀芯(8)、主阀(7)、复位弹簧(9)等组成。
VT-VSPA2 放大板样本
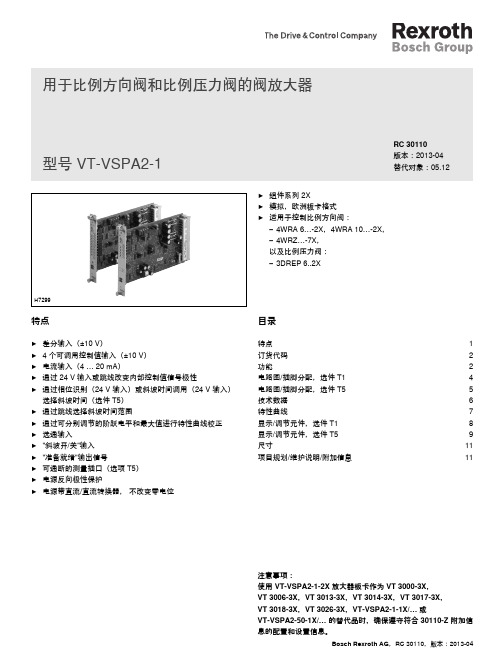
Bosch Rexroth AG ,RC 30110,版本:2013-04目录特点 1订货代码 2功能2电路图/插脚分配,选件 T1 4电路图/插脚分配,选件 T5 5技术数据 6特性曲线7显示/调节元件,选件 T1 8显示/调节元件,选件 T5 9尺寸11项目规划/维护说明/附加信息11特点▶差分输入(±10 V)▶ 4 个可调用控制值输入(±10 V) ▶电流输入(4 … 20 mA)▶通过 24 V 输入或跳线改变内部控制值信号极性▶通过相位识别(24 V 输入)或斜坡时间调用(24 V 输入)选择斜坡时间(选件 T5) ▶通过跳线选择斜坡时间范围▶通过可分别调节的阶跃电平和最大值进行特性曲线校正 ▶选通输入 ▶"斜坡开/关"输入 ▶"准备就绪"输出信号▶可通断的测量插口(选项 T5) ▶电源反向极性保护▶电源带直流/直流转换器, 不改变零电位H7299用于比例方向阀和比例压力阀的阀放大器▶组件系列 2X ▶模拟,欧洲板卡格式 ▶适用于控制比例方向阀:– 4WRA 6…-2X,4WRA 10…-2X,– 4WRZ…-7X,以及比例压力阀:– 3DREP 6..2XRC 30110版本:2013-04替代对象:05.12型号 VT-VSPA2-1注意事项:使用 VT-VSPA2-1-2X 放大器板卡作为 VT 3000-3X,VT 3006-3X,VT 3013-3X,VT 3014-3X,VT 3017-3X,VT 3018-3X,VT 3026-3X,VT-VSPA2-1-1X/… 或VT-VSPA2-50-1X/… 的替代品时,确保遵守符合 30110-Z 附加信息的配置和设置信息。
2/12VT-VSPA2-1 | 阀放大器Bosch Rexroth AG ,RC 30110,版本:2013-04订货代码01用于比例方向阀和比例压力阀的阀放大器,模拟,欧洲板卡格式VT-VSPA202用于控制比例方向阀 4WRA 6…-2X,4WRA 10…-2X 和 4WRZ…-7X 以及比例压力阀 3DREP 6..2X 103组件系列 20 至 29(20 至 29:技术数据和插脚分配不变)2X 04型号:标准V005选项:对于一个斜坡时间T1选项:对于五个斜坡时间T506明文形式的更多详细信息*010203040506VT-VSPA2–1–2X /V0//*功能开放式板卡插槽 VT 3002-1-2X/48F(请参阅样本 29928)附件供电设备 [1]放大器板卡随附了带接通电流限制器的供电设备。
VT-MRPA2和VT-MRPA1系列说明书

组件系列 1X
目录
内容 特点 订货代码 功能说明 线路框图/插针分布 VT-MRPA2 线路框图/插针分布 VT-MRPA1 技术数据 端子分配 单元尺寸 工程/维护注意事项/补充信息 调节建议
H6771
特点
页码 1 2 3 4 5 6 7 7 8 9
– 适用于控制带有电气位置反馈的 4WRE 类型,大小为 6 和 10,2X 组件系列的直动式四位三通和四位二通比例方向阀
12
3 传感器
VT-MRPA1 线圈
常闭 4 次级位移 3 传感器
1) 以及原始位移传感器(连接 2)
单元尺寸(以 mm 为单位的公称规格尺寸)
符合 EN 60715 标准的 礼帽式导轨 TH 35-7,5
79
85,5
7 8 9 10 11 12
REXROTH Gw+ VT-MRPAx -x Gw–
– 位移传感器支路中的电缆断连检测
– LED 指示灯: • 运行就绪(绿色) • 启用(黄色)
2/10 Bosch Rexroth AG Hydraulics
订货代码
VT-MRPA2, VT-MRPA1 RC 30219/06.05
VT-MRPA
1X V0 *
模块化设计的模拟放大器
对于四位二通比例方向阀 4WRE(具有一个线圈) = 1 对于四位三通比例方向阀 4WRE(具有两个线圈) = 2
RC 30219/06.05 VT-MRPA2, VT-MRPA1
端子分配
Hydraulics Bosch Rexroth AG 7/10
工作电压
+UO 1 0 V1) 2
启用
UE 3
差动输入
参考电位 4 ±U控制 5
VT2000放大器
VT-2000型放大器是一种比例功率放大器。
其组成主要包括:
-稳压器
-输入值预调电位器
-可控恒流发生器
-斜坡发生器
-200Hz,正弦振荡器
-斜坡上升时间和下降时间分别可调
配套电路板架
性能曲线
输入信号限制
左 右
电源电压
-放大器仅能在断电时拔插头
-用设定于电压范围的动圈式仪表测试。
-调节的零伏输出(MO)相对于OV输入电源电压提高+9V。
-MO不得与电源电压的OV相连。
-无线电发射机不得置于此电路板的1m以内。
-输入信号只能用适于电流<1mA的触点切换。
-屏蔽所有输入线。
使屏蔽的一端开路,并将电路板端接电源电压OV。
-不得把电磁铁线布于动力线附近。
P1=先导电流P2=最大电流
P3=斜坡时间升0.1…5 secP4=斜坡时间降0.1…5 secP5=颤振电流
元件尺寸 (尺寸单位mm)
VT-2000 S-20
空间要求:8格 40mm
VT-2000-K-20
斜坡断。
华德比例阀样本[1]
![华德比例阀样本[1]](https://img.taocdn.com/s3/m/5a17c2dc84254b35eefd3423.png)
槽逐渐打开,从而控制液流流量,若断电时阀芯靠复位弹簧复位。
当电磁铁未通电时,阀芯(3)由复位弹簧(2)保持中位,如电磁铁A通电,电磁铁推杆直接推动阀芯(3)右移,位移量与电器...2X/...HD-4WRE(E)型阀是靠比例电磁铁操纵的直动型比例换向,用来控制液流的流量和流动方向。
该阀由阀体(1)、一个或两个弹簧(2)型:HD-4WRE(E)(5)、可选内置放大器(6)组成。
电磁铁的控制可通过外部放大器(HD-4WRE)或内置放大器阀芯(3)、一个或两个比例电磁铁—带直动式比例电磁铁的比例换向阀—底板安装—用来控制流量和流动方向—主阀芯弹簧对中—可选带内置放大器,HD-4WREE10型输入可选A1或F1—阀控制通过螺纹连接比例电磁铁实现,线圈可单独拆卸通径压力至流量至6、1031.5MPa180L/minHD-4WRE(E)-2X型电磁比例换向阀北京华德液压工业集团有限责任公司信号成正比,使阀芯(3)的节流—阀和比例放大器配套供应HD-4WRE6...-2X/G24Z4HD-4WREE10...-2X/G24Z4(HD-4WREE)实现。
说明广泛应用于机床、轻工、冶金、矿山、航天等各领域中。
此类阀与HD-4WRE型基本原理相同。
只是这类阀为仅有一个电磁铁"a"的二位比例换向阀。
HD-4WRE比例换向阀采用板式连接,弹簧对中;阀体采用铸造内流道通流能力强,重复精度好;底板安装尺寸与HD-4WRE···A-2X/···型二位四通比例阀a PPTAoB T不带内置放大器比例方向阀HD-4WRE···-2X/···型三位四通比例阀aAa o图形符号B b bHD-4WREE10...A-2X/G24Z4HD-4WRE6...A-2X/G24Z4A-2X/型(二位阀)通用性好;···HD-4WRE 电磁阀相同,二位四通比例阀HD-4WREE···A-2X/···型ab PTAaoB PT 带内置放大器比例方向阀三位四通比例阀HD-4WREE···-2X/···型aB Ao bbGGaGaG接线方式PE12PE型号说明插头连接形式A 2插座连接形式A B12与放大器连接121B说明:对于说明阀芯和,在中位时口至口,以及口及口约有相当于额定值的通流面积4WRA型(外控放大器)与放大器连接PE PE外置HD-VT-VSPA2-1/T1;HD-VT-VSPA2-2/T16-20至+702.8至500矿物油,磷酸质油≤20(为保证阀系统控制性好和寿命长推荐≤10)放大器的电气参数阀的保护型式符合标准DIN40050线圈温度(C°)线圈电阻(Ω)单个电磁铁最大电流(A)名义电压(V)电流消耗放大器电源电压通电率电气形式通径3最大脉冲电流AImax A上限值V 下限值V额定电压VDC在(20C°)时最大热值24<219.435直流电磁铁的电气参数介质温度(C°)工作压力MPa介质粘度(Kg)反向误差(%)重复精度(%)滞环(%)过滤精度液压部分技术参数31.5A、P、B口T口-20至+50≤0.1≤0.05≤0.0525、50、7521通径6可达150IP653100%224直流1031.52110mm /S 8、16、32最大允许流量(L/min)180802.8至3806.36.52.22.44WRE 4WREE 4WRE 4WREE4WRE4WREE vmax 电气部分(放大器与接线盒配套供应)额定流量Q 在ΔP=1MPa时(L/min)重量介质内置放大器HD-VT-4WREE6-2X;HD-VT-4WREE10-2X2.52(μm)HD-4WREE 型内置放大器CD±10V/4...20mA(Diff.)Reference(Diff.)Reference(Actual Value)0V+24V Actual Value Zero±10V/4...20mA(实际值)+24V 0V实际值的参考电位实际值输入±10V/4...20mA(信号输入)U UU IU IU U=≈=≈UU零位振荡器解调器实际值基准电压增益位移传感器七芯插座接口内置放大器阀差动放大器斜坡发生器2)加法器输出端输出端互锁低电压识别电源D EA B PE给定量基准电压24V GND 屏蔽保护电源电压+Ui 0 V -UiD E1)3)内置放大器的方框图/接线图说明:从控制放大器引出的电信号(例如:实际值)不允许用于开关设备的安全保护功能!(请参考欧洲标准“流体技术设备和元件的安全保护要求”—液压技术“EN 982!)1)接点PE 应与温度较低物体及阀体连接;2)斜坡时间可从外部在0到2.5s 调校;同样适用T 和T ;up down 3)零点外部可调.A B F E D C2)3)m 801U 型号4WREE6V321001U L△P SP i n %HD-4WREE 比例电磁阀特性曲线(ν=36×1050泄漏油流量特性曲线(阀芯处于中位)0泄漏油流量L /m i n12100工作压力bar150压力-输入信号特性曲线(V形机能)P=10MPa200250300/St=50°C)通径6和10-62204060100-80-100-20-40-60-5-3-135EENU in %L △P SP i n %21031520406080-80-100-20-40-60-5-3-135EENU in %500泄漏油流量L /m i n12100工作压力bar150200250300210315型号4WREE10V75通径6通径10HD-4WREE 比例电磁阀特性曲线(P=10MPa,ν=36×10通径6ΔP 2010流量L /m i nA 4m A 60A 32120阀的压差为1MPa时,额定流量为16L/min阀的压差为1MPa时,额定流量为8L/min=阀的压差(进口和出口控制台肩的总压降)503、ΔP =3MPa 恒定4、ΔP =5MPa 恒定5、ΔP =10MPa 恒定1、ΔP =1MPa 恒定2、ΔP =2MPa 恒定20304030给定值%/St=50°C)10060708090P B /A T /B T P 或51322-6010802010504030706010090给定值%V 形机能E 和W 形机能3509080302010010207080605040给定值%3040506070流量L /m i n30201040E 和W 形机能10090100V 形机能12/B T /AT或60PB P 458090010201020301050403040506070608070或/AT30流量L /m i n205040PB /B T 阀的压差为1MPa时,额定流量为32L/minP E 和W 形机能10090100V 形机能145807010090110最大容许流量ΔP A m 给定值%A 50125100PB 150A 300180HD-4WREE 比例电磁阀特性曲线(P=10MPa,ν=36×10通径10阀的压差为1MPa时,额定流量为50L/min阀的压差为1MPa时,额定流量为25L/min=阀的压差(进口和出口控制台肩的总压降)503、ΔP =3MPa 恒定4、ΔP =5MPa 恒定5、ΔP =10MPa 恒定1、ΔP =1MPa 恒定2、ΔP =2MPa 恒定2020103040流量L /m i n4030506070给定值%/St=50°C)10060708090PB /AT/B T P或513242-680010802010504030706010090V 形机能E 和W 形机能31259080302010010207080605040给定值%3040506070流量L /m i n755025100E 和W 形机能10090100V 形机能12/B T /AT或150PB P 458090010201020302550403040506070608070或/AT75流量L /m i n/B T 阀的压差为1MPa时,额定流量为50L/minP E 和W 形机能10090100V 形机能32145200175250225275最大容许流量阀芯行程%1000100007500500025105010804020时间ms010203030203040609070信号变化区间%相位°幅值b B-10-15-20-25-301频率Hz103020-3-5020050100-45-135-90-180-225-270信号±100%信号±25%信号±10%HD-4WREE型频率响应特性曲线(P=1MPa,ν=36×10/S,t=50°C)-62通径64/3阀门型机能符号“V”010000750050002520050257560401000204060103020-3-135-10-15-20-25-301-55020050100-45-90-180-315-225-270HD-4WREE型频率响应特性曲线(P=1MPa,ν=36×104/3阀门型机能符号“V”通径10信号变化区间%时间ms阀芯行程%/S,t=50°C)-62幅值b B相位°频率Hz信号±100%信号±25%信号±10%HD-4WREE 型流量(P=1MPa,ν=36×10阀门压差barA /St=50°C)m 502510102010050200400180100300最大容许流量流量L /m i n101102010050200200100/B T P 300或/ATPB 最大容许流量-6280081632阀门在最大开启下的负载曲线标准流量为8L/min、16L/min、32L/min 通径6机能符号“V”需要考虑最大容许流量为80L/min!HD-4WREE型频率响应特性曲线(P=1MPa,ν=36×10通径10/S,t=50°C)-62阀门在最大开启下的负载曲线标准流量为25L/min、50L/min、75L/min 机能符号“V”/B T P A 或/ATPB 阀门压差bar流量L /m i nQ =375L/minmax 需要考虑最大容许流量为180L/min!A Ba ba b型号HD-4WREE6 (2X)P ATBG341/01G342/01G502/010.01/100mm阀固定螺栓:4个M5X40DIN912-10.9M =8.9NmA 安装底板:G341/01(1/4")G342/01(3/8")G502/01(1/2")0.8当无底板安装阀时,要求配合部件表面精加工3比例电磁铁"b"说明:阀在出厂前已经排气6阀的排气孔5标牌4.2黑色插头"B"4.1灰色插头"A"2带有感应位移传感器的比例电磁铁"a"1阀体(油口P、A、B、T)8O形圈9.25X1.7811阀底面油孔尺寸10取下插头所需空间9带一个电磁铁的阀的端堵(两位阀:机能为EA或WA)7感应位移传感器插座;TA PB阀固定螺栓:4个M6X40DIN912-10.9G534/01(3/4")M =15.5NmG67/01(1/2")安装底板:G66/01(3/8")A 0.01/100mm0.8型号HD-4WREE10 (2X)3比例电磁铁"b"说明:阀在出厂前已经排气6阀的排气孔5标牌4.2黑色插头"B"4.1灰色插头"A"2带有感应位移传感器的比例电磁铁"a"1阀体(油口P、A、B、T)8O形圈12X211阀底面油孔尺寸10取下插头所需空间9带一个电磁铁的阀的端堵(两位阀:机能为EA或WA)7感应位移传感器插座;P A TAB TB当无底板安装阀时,要求配合部件表面精加工。
DBE DBEM型比例溢流阀

35 30 25 20 15 10
5 0
0 50 100 150 200 250 300 350 400
流量Q(L/min)
35 30 25 20 15
10 5 0
0 75 150 225 300 375 450 525 600
DBE10 DBE20 DBE30
G411/01(G1 1/2)
安装阀不用底板 时要求的表面精度
阀规格
B1
B2
D1
D2
D3
D4
DBE DBEM10
78
54
18
21.8
12
14
DBE DBEM20
100
70
24
34.5
24
18
DBE DBEM30
115
82.5
28
41
30
20
阀规格
DBE DBEM10
DBE DBEM20
DBE DBEM30
5
10
4.5
额定压力
4
5MPa
3.5
9 额定压力 8 10MPa
7
3
6
2.5
5
DBE10 20和30型 在27L/min的流量 下测得
DBET型在0.8L/min 的流量下测得
2
1.5 死区
1
0.5
0 0 100 200 300 400 500 600 700 800
电流要求(mA)
20
32 32
Nm
注:该阀中的G1/4螺纹,用户需要时可改为M14×1.5。但订货时必须注明。
SHANGHAI LIXIN HYDRAULIC
260
力士乐电液比例摆角控制
电磁比例摆角控制 | RC 92 708/04.05
ED
RC 92707
ED
EP.ED
相匹配(不超过)。
与所需的系统流量 ED
工作压力 [bar]
PWM
L L1
B
-
ED
250
140
0
I/ Imax 1
-
< 3 bar
n = 1500 rpm; tÖl = 50
qv max
L2
S
20 bar
14-22 bar
RC 92 708/04.05│电磁比例摆角控制
博世力士乐
/8
电磁比例摆角控制
技术数据表
适用于变量泵
A10VO系列53 工作于开式回路
目录
型号代码-标准产品
2
电磁比例摆角控制
3
可停用EP功能的电磁比例摆角控制
4
电液压力控制A10VO
6
元件尺寸
7
插头选项和电子控制
变量泵的详细元件尺寸和技术参数在主数据表中提供(在准备中)。 1) 将电磁铁旋转至所需的位置可选择插头的安装方向。旋转电磁铁后,必须以5+1 Nm的扭矩重新拧紧塑料螺钉。
/8 博世力士乐
P DEUTSCH DT 04-2P
IP 69K DT 06–2S–EP041
02601804
1
22
– A10VO – – –
/8 博世力士乐
EP
EK
EK...
EP...
EP EP
DFR
14 bar
Vg maxIres
EK...
3
PWM
Vg max
EK.DS
中国工业机械品牌 Horizontal Band Saw 产品说明书

Horizontal Band Saw*Study Carefully Before OperatingSPECIFICATIONSCapacity 90 8” (200mm) 8”x9.5” (200x240mm)(120mmx305mm)4.75”x12”45 4” (105mm) 4”x5.5” (100x140mm)Motor1HP 4P 1720RPM(20x0.85x2362mm)Blade Size 3/4”x0.032”x93”Blade Speed78 / 118 / 160 / 232 FPM (24 / 36 / 48 / 70 MPM)Packing Measurement 51”x18”x42” (1295x457x1067mm)N.W. / G.W. 308 lbs / 352 lbs (140kgs / 160kgs)! WARNING1. Read and understand the entireinstruction manual before operatingmachine.2. Always wear approved safetyglasses/face shields while using thismachine.3. Make certain the machine is properlygrounded.4. Before operating the machine, remove tie,rings, watches, other jewelry, and roll upsleeves above the elbows. Remove allloose clothing and confine long hair. Donot wear gloves.5. Keep the floor around the machine cleanand free of scrap material, oil and grease.6. Keep machine guards in place at all timeswhen the machine is in use. If removedfor maintenance purposes, use extremecaution and replace the guardsimmediately.7. Do not overreach. Maintain a balancedstance at all times so that you do not fallor lean against blades or other movingparts.8. Make all machine adjustments ormaintenance with the machine unpluggedfrom the power source.9. Use the right tool. Don’t force a tool orattachment to do a job which it was notdesigned for.10. Replace warning labels if they becomeobscured or removed.11. Make certain the motor switch is in the offposition before connecting the machine to the power supply. 12. Give you work undivided attention.Looking around, carrying on aconversation, and “horse-play” arecareless acts that can result in seriousinjury.13. Keep visitors a safe distance from thework area.14. Use recommended accessories; improperaccessories may be hazardous.15. Make a habit of checking to see that keysand adjusting wrenches are removedbefore turning on the machine.16. Always keep hands and fingers awayfrom the blade when the machine isrunning.17. Never hold the material with the saw inthe horizontal position. Always use thevise and clamp it securely.18. Read and understand warning posted onthe machine.19. Keep the belt guard and wheel covers inplace and in working order.20. Always provide adequate support for longand heavy material.21. Use a sharp blade and keep machineclean for best and safest performance. 22. Failure to comply with all of thesewarnings may cause serious injury.23. This machine is only used for horizontalmetal cutting, not vertical woodworkcutting.Magnetic SwitchUnpacking and Clean-Up1. Finish uncrating the saw. Inspect it for shippingdamage. If any damage has occurred, contact you are distributor.2. Unbolt the saw from the skid and place it on a level surface.3.Clean rust protected surfaces with kerosene, diesel oil, or a mild solvent. Do not use cellulose based solvents such as paint thinner or lacquer thinner. These will damage painted surfaces.CFig. 1Assembly1. Place blocking under the ends of the saw base to allow wheel installation. Caution: Make sure saw is steady while temporarily supported.CABD2. Slide wheel axles through holes in base.3. Slide wheels (C, Fig. 1) onto axles and fasten with pins. Bend pins to hold in place.4. Slide material stop bar (A, Fig. 2) into base and secure by tightening bolt (B). Slide material stop (C) onto bar and tighten bolt (D).Fig. 25. Slide belt cover over pulley assemblies and fasten with screws and washer (A, Fig. 3).AB6. Close belt cover and secure with lock knob (B, Fig. 3).7. Remove transportation strap and keep for later use should the saw be moved any distance.Coolant Tank PreparationFig. 3Use of a water-soluble coolant will increase cutting efficiency and prolong blade life. Do not use black cutting oil as a substitute. Change cutting lubrication often and follow manufacturers instructions as to its uses and precautions.1. Disconnect machine from the power source.2. Remove the coolant return hose from tank.3. Slide tank out of saw base.4. Fill tank to approximately 80% of capacity.5. Place tank assembly back into base.6. Replace return hose back into hole in tank. Hydraulic Feed Selector OperationB AThe hydraulic feed selector is used to control blade feed rateand to lock the bow in the vertical position. To increase thefeed rate, turn knob (A, Fig. 4) counter-clockwise. Todecrease the feed rate, turn knob (A) clockwise. To turn offthe flow of hydraulic fluid, turn lever as in figure 4. To turnthe hydraulic cylinder on, raise lever (B) to parallel with thecylinder.Fig. 4 Prior to Operation1. Check to see blade tooth direction matches diagram onsaw body.2. Check to see that blade is properly seated on wheels afterproper tension has been applied.3. Set blade guide roller bearing snug against blade. SeeAdjusting Blade Guide Bearings for more details.4. Check for slight clearance between vertical rollers andback of blade.5. Position both blade guides as close to work as possible.6. Select proper speed and feed rate for materials being cut.7. Material to be cut must be held securely in vise.8. Check to see that coolant level is adequate.9. Do not start cut on a sharp edge. File the edge first.10. Keep machine lubricated. See Lubrication section.Changing Blade Speed1. Disconnect machine from the power source.A B2. Loosen the motor plate lock bolts (B, Fig. 5)3. Loosen motor tension bolts (A) until belt can be movedon the pulleys.4. Move belt to the desired pulley combination.5. Tighten motor tension bolts (A) to re-tension belt.6. Tighten motor plate lock bolt (B).7. Connect machine to the power source. Fig. 5Adjusting Blade GuidesFig. 6ABAC1. Disconnect machine from the power source.2. Loosen knobs (A and B, Fig. 6). Slide blade guide assemblies as close as possible to the material with interfering with the cut.3. Tighten knob (A and B) and connect machine to the power source.Vise OperationLoading and Clamping1. Open the vise. Lift handle (C, Fig. 7) and move themovable vise-jaw (D, Fig. 7) toward the vise hand wheel (C, Fig. 6). EDC B A2. Load work piece. Place the work-piece against thefixed vise-jaw.3. Quickly approach the jaw to the work-piece. Lift thehandle (C, Fig. 7) and approach movable vise-jaw (D, Fig. 7) to the work-piece. Lower handle (C, Fig. 7) and adjust movable vise-jaw (D, Fig.7) back and forth until the jaw locks* in place.Fig. 7* Within the table, a spring lock mechanism should fall into a slot on leadscrew.4. Clamp the work-piece. Turn hand wheel (C, Fig. 6) toapproach and clamp the work piece.* Use the handle (C, Fig. 7) for large vise movements.* Use the hand wheel (C, Fig. 6) for small vise movements and repeat clamping operations for similar size materials.Extending the Capacity to Maximum CB A1. Remove the 2 Bolts (B, Fig. 8).2. Reposition the fix vise-jaw (C, Fig. 8) to align with thesecondary holes (A, Fig. 8).3. Re-install bolts and tighten down the fixed vise-jaw (C,Fig. 8). Fig. 8Setting the Angle to 0-45º Cutting CC BA1. Free the independent vise-jaw. Loosen the springratchet handle* (A, Fig. 9).2. Set the cutting angle. Move the independent vise-jaw(B, Fig. 9) until its index reaches the desired cutting angle on the degree scale (C, Fig. 9).3. Lock the vise-jaw. Tighten the spring ratchet handle* (A,Fig. 9). Fig. 94. Open the vise. Lift handle (C, Fig. 7) and move themovable vise-jaw (D, Fig. 7) toward the vise hand wheel (C, Fig. 6).5. Load work piece. Place the work-piece against thefixed vise-jaw (C, Fig. 8) and independent vise-jaw (B, Fig. 9).6. Release the movable vise-jaw. Loosen the hollow hexhead bolt (E, Fig.7). Rotate the movable vise-jaw relative to the cutting angle.7. Set the vise-jaw angle. Lift handle (C, Fig. 7) and Slidethe movable vise-jaw toward the work-piece until the matching angle is achieved.8. Secure the vise-jaw. Release the handle (C, Fig. 7) andtighten down the hollow hex head bolt (E, Fig. 7).9. Securely clamp work-piece. Slide the movable vise-jaw(D, Fig.7) back and forth until the jaw locks in place. Turn the vise hand wheel to clamp.* Spring ratchet handle (A, Fig. 9) only tightens or loosens when handle is down or normal position. Lift the handle to reposition it without screwing action.Adjusting Blade TensionBlade tension is important to the proper operation of the saw. Proper blade tensions in 700 to 900kgs (1550-2000lbs) as measured on blade tension gauge.To set the blade tension without the use of a blade tension gauge:1. Install blade between wheel and insert blade betweenbearings on blade guides.2. Tension blade slightly to remove any sag in bladebetween blade wheels.3.Turn blade tension knob (A, Fig. 10) one and three quarters to two revolutions, clockwise. This equals approximately 800kgs of blade tension.4. After blade has been completely installed, close covers,connect to the power source, and run saw for two to three minutes so blade can seat properly. AFig. 105. Disconnect machine from the power source. Opencover and loosen blade just until it begins to sag.6. Tighten blade until it becomes straight between bladewheel and all sage has been eliminated.7. Tighten blade by turning blade tension wheel two fullrevolution. Blade is now properly tensioned and ready for use.8. Close covers and connect the machine to the powersource.Changing BladesABFig. 111. Disconnect machine from the power source.2. Raise saw bow to vertical position and lock in place byturning hydraulic cylinder off.3. Remove yellow blade guard assembly (A, Fig. 11) byremoving two screws (B). 4. Remove brush assembly (C) by removing two screws(D).5. Loosen blade tension by turning blade tension knobcounter-clockwise.6. Carefully remove old blade. C aution: blade teeth aresharp. Handle with care.7. Install new blade by placing blade between bladeguides first. Make sure blade teeth face the samedirection as indicated on the label found on the saw bow.8. Place blade around both wheels. Make sure the bladeedge rests near the wheel flange on both wheels.9. Turn blade tension knob clockwise to tension blade. Donot over tension. See section titled Adjusting BladeTension.10. Close blade cover door and secure with lock knobs.11. Attach red blade guard and brush assembly.12. Connect machine to the power source.13. Run saw and make sure blade is tracking properly.Adjusting Blade Square to Table1. Disconnect machine from the power source.2. Place machinist’s square on the table next to the bladeas in Figure 12.3. Check to see blade makes contact with the squarealong the entire width of the blade.4. If adjustment is necessary, loosen bolts (A, Fig. 12) androtate blade guide assemblies slightly in the samedirection until blade makes contact with the squarealong its entire width.Fig. 125. Tighten bolts (A, Fig. 12).6. Connect machine to the power source.Note: If adjustment to square blade to table is necessary, besure to check blade adjustments again.Adjusting Blade Square to Vise1. Disconnect machine from the power source.2. Place a machinist’s square as pictured in fig. 13 squareshould lie along entire length of vise and blade without agap.3. If adjustment is necessary, loosen bolts holding viseand adjust vise so that square lines up properly.Tighten bolts.4. Connect machine to the power source.Fig. 13Adjusting Blade trackingFig. 14Fig. 15ABNote: Before making any tracking adjustments, try a new blade. Warped blades do not track well.Blade tracking has been set at the factory and should not require adjustment. If a tracking problem occurs, adjust the machine as follows:1. Move saw bow to the vertical position and lock in placeby shutting off the hydraulic cylinder valve.2. Confirm that blade tension is set properly. To adjust,see section titled Adjusting Blade Tension .3. Open back cover by loosening lock screws.4. Run saw and observe blade. Blade should run next tobut not tightly against wheel flange.5. Loosen bolts (A, Fig.14).6. Turn setscrew (B) while observing blade tracking onwheel. Turn setscrew clockwise to track blade closer tothe wheel flange. Turn set screw counter-clockwise to track blade away from the wheel flange.7. Once tracking is set, tighten bolts (A).1. Disconnect machine from the power source.2. Raise arm to vertical position and lock in place byturning off the hydraulic cylinder valve.3. Loosen hex cap screw (A, Fig. 15) and adjust assemblyso that back roller bearing is approximately 0.08mm-0.12mm from the back of the blade.4. Turn nut (B) to adjust eccentric bearing snug to theblade. Blade should still move up and down freely when grasped as in Fig. 16. Warning! Make sure power is disconnected and hands are protected before handling blade. Be sure that blade teeth do not interfere with the roller bearings:5. Repeat for other blade guide assembly.6. Connect machine to the power source.Adjusting Bow WeightBow weight is one of the most important adjustments of thesaw. If the bow weight is not set properly, one can expectpoor performance, crooked cuts, tooth stripping, stalling, andthe blade popping off the blade wheels. The hydraulic feedrate unit will not compensate for improper bow weight. Bowweight has been set at the factory and should not needadjustment. If adjustment is necessary:1. Disconnect machine from the power source.2 Turn hydraulic cylinder valve ON and place saw bow inhorizontal position.3. Turn feed rate valve on hydraulic cylinder counter-clockwise until it stops. A 4. Place a fish-type scale under blade tension handle andlift the saw bow. Scale should indicate approximately 5-6kgs.5. Adjust tension to approximately 5-6kgs by turning bolt(A, Fig. 17). Fig. 17 6. Connect machine to the power source.LubricationBall bearings on the blade guide assemblies and the bladewheels are permanently sealed and require no lubrication.Lightly lubricate vise screw with #2 tube grease.Change gear box oil after the first 90 days of operation.There after, change every six months.To change gear box oil:A1. Disconnect machine from the power source.2 Place saw bow in the horizontal position.3. Remove screws (A, Fig. 18) from the gear box andremove cover plate and gasket.4. Draw off the oil from gear box.5. Place the saw bow in the horizontal position again.Fig. 18 Wipe out remaining oil with a rag.6. Fill gear box with approximately 0.3liter of 90-weightgear oil.7. Replace gasket and cover. Fasten cover with screws.8. Connect machine to the power source.Maintenance1. Keep all surfaces clean and free of rust, slag, chips, andcoolant build-up.2. Do not use compressed air to clean band saw.Compressed air may force chips into the guide bearingsand other critical areas of the saw.3. Use a small paint brush or parts cleaning brush toremove metal particles.4. Wipe saw down with a clean dry cloth and oil all unpaintedsurfaces with light machine oil.5. Keep blade guides clean and free of metal chips.6. Check guide bearings frequently to make sure they areproperly adjusted and turning freely.Chip Cleaning BrushIt is very important that the blade cleaning brush be properly adjusted and kept in good working order. Replace the brush if it becomes damaged or worn out. Blade life will be shortened severely if the brush is allowed to go out of adjustment, becomes damaged, or is worn out.Starting & Stopping the machine1. “Start”: Flip toggle switch up2. “Stop”: Machine will automatically stop at end of cutting.3. “Emergency Stop”: Flip toggle switch down and blade willstop running.4. Warning! Do not stop machine through the interlock limitswitch on the pulley cover or stop toggle in a routineoperation.D1 BOTTOM PAN 1 62 HEX. HD. SCREW 3/8x1 1D2 LEG (LEFT) 1 63 NUT 3/8x4mm 1 D3 LEG (RIGHT) 1 64 90° POSITION SUPPORT 1 D4 SKIRT 1 65 NUT 3/8 2 D5 SHELF 1 66 SPRING WASHER 3/8 2 5-1 HEX. HEAD WOOD SCREW 1/4x2 1/2 2 67 LIMIT SWITCH 1306 1 5-2 HEX. HEAD WOOD SCREW 1/4x1 1/2 2 68 LIMIT SWITCH SEAT 1 5-3 SETTING PLATE 2 69 ROUND HD. SCREW 5/32x1 2 10 SWITCH BRACKET 1 70 HEX. HD. SCREW 3/8x1 1/2 2 11 TOGGLE SWITCH 1 71 HEX. HD. SCREW 5/16x3/4 1 12 ELECTRICAL BOX 1 71-1 HEX. HD. SCREW 1/4x1/2 1 13 HEX. HD. SCREW 5/16x3/4 8 72 THUMB SCREW 1 14 WASHER 5/16x2x18 16 D73 STOP BLOCK 1 15 WASHER 5/16x2x18 8 D74 WORK STOP ROD 1 16 SPRING WASHER 5/16 8 75N FIBER HEX. NUT 1/2 2 17 NUT 5/16 16 76 WASHER 1/2x2x28 2 18 HEX. HD. SCREW 3/8x2 1/2 1 77 BEARING BUSHING (FRONT) 1 19 NUT3/8 1 78 RUBBER COVER 1 D20 CYLINDER 14mm 1 79 WASHER M4x1x10 2 D21 UPPER ROD 1 80N SUPPORT SHAFT 22mm 1 D22 SPRING PIN 3/32 1 80-1 BUSHING Ø22x28x7 1 D27 LOWER ROD 1 D81 PIVOT ARM 1 D29 CYLINDER COVER 1 85 SPRING WASHER 3/8 2 29-1 HEX. HD. SCREW 1/4x1/2 2 85-1 WASHER 3/8x2x27 2 29-2 SPRING WASHER 1/4 2 86 HEX. HD. SCREW 3/8x1 1/2 2 33 WASHER 5/8x1.2x25 4 87 SPRING 6.5mm 1 34 WHEEL 5” 4 88 ADJUSTABLE SPRING ROD 1 D35 WHEEL SHAFT 2 89 SPRING BRACKET 1 36 CUTTER PIN 3/32 4 90 HEX. HD. SCREW 5/16x1 1 37 TOGGLE SWITCH 1 91 NUT 3/8 2 38 ELECTRIC CORD ASSEMBLY 1 92 SPRING WASHER 5/16 1 D39 TABLE 1 93 NUT 5/16 1 40 HEX. HD. SCREW 5/16x1 8 D94 FRONT VISE 1 41 WASHER 5/16 8 D95 REAR VISE 1 42 SPRING WASHER 5/16 8 D96 VISE BOLT 1 43 NUT 5/16 8 D96-1SPRING 1.2mm 1 44 FILTER 1 D96-2VISE THRUST SHAFT 1 45 ROUND HD. SCREW 3/16x3/8 2 D97 HANDLE 3/8 1 46 ELECTRIC BOX ASSEMBLY 1 D97-1VISE NUT BLOCK 1 47 HANDLE WHEEL 1 98 HEX. HD. SCREW 1/2x1 1/4 1 48 SET SCREW 5/16x3/8 1 98-1 SPRING WASHER 1/2 2 49 KEY 5x5x20 1 D100SCALE 1 D50 LEAD SCREW 1 101 HEX. SOC. SCREW 3/8x1 3/4 1 D51 NUT SEAT 1 101-1NUT 3/8 1 D52 T NUT SEAT 1 102 HOSE 1” 1 D53 FREE VISE 1 103 PUMP 1 D54 HANDLE3/8x35 1 104 HEX. HD. SCREW 1/4x1/2 4 54-1 SPRING WASHER 3/8 1 105 STRAIN RELIEF 1 D55 LEAD SCREW SEAT 1 107 COOLANT TANK 1 55-1 SPRING WASHER 5/16 2 108 HOSE FITTING 1 55-2 WASHER5/16x18x2 2 109 HOSE CLAMP 13mm 1 55-3 HEX. HD. SCREW 5/16x1 2 110 HOSE 5/16 1 57 HEX. HD. SCREW 5/16x5/8 2 D111SAW BOW 1 58 SPRING WASHER 5/16 2 112N TAPPING SCREW 6x20 4 58-1 WASHER 5/16x2x18 2 113 VENT PLUG 8mm 1 59 SUPPORT PLATE 1 114N GEAR BOX COVER 1 60 STOP SCREW 1 115N GEAR BOX GASKET 1 61 NUT5/16 2 116 WORM GEAR 1117 KEY 6x6x20 1 167 SET SCREW 5/16x3/4 1118 BALL BEARING 6205 3 168 HEX. HD. SCREW 5/16x1 1/2 2 119 HEX. HD. SCREW 3/8x1 1 169 BLADE TENSION SLIDING BLOCK 1 119-1 SPRING WASHER 3/8 1 170 HEX. HD. SCREW 1/4x1/2 1 119-2 WASHER 3/8x4x35 1 170-1SPRING WASHER 1/4 1 120 OIL SEAL 25. 47. 7 1 170-2WASHER 1/4x1.2x16 1 121N GEAR BOX 1 171 SLIDING DRAW BLOCK 1 122 SPRING WASHER 5/16 4 172 BRACKET 1 123 HEX. HD. SCREW 5/16x1 1/4 4 173 BEARING BUSHING (REAR) 1 123-1 ADJ. SCREW 1/4x3/8x3 2 174 BALL BEARING 6203ZZ 2 124 BLADE WHEEL (REAR) 1 175 BLADE WHEEL (FRONT) 1 125 BEARING BUSHING 1 176 WASHER 5/16x2x25 1 126 HEX. SOC. SCREW 3/16x5/8 3 176-1SPRING WASHER 5/16 1 127 BLADE1 177 HEX. HD. SCREW 5/16x3/4 1 D128 BLADE BACK COVER 1 178 ROUND HD. SCREW 1/4x1/2 2 129 WHEEL COVER 1 179 WASHER 1/4x1.2x16 2 130 PLUM SCREW 1/4x13 2 180 WASHER 3/8x2x25 1 130-1 WASHER 1/4x1.2 2 181 BLADE ADJUSTABLE HANDLE 3/8x138 1 131 ADJUSTABLE GUIDE KNOB3/8x30 2 182 VERTICAL CUTTING PLATE OPTION 1 D132 ADJUSTABLE BRACKET (REAR) 1 183 BELT 3V270 1 133 BALL BEARING608Z 2 184 WORM PULLEY 1 134ADJUSTABLE BLADE SEAT (REAR) 1 185 MOTOR PULLEY 1 135 BEARING PIN 2 186 SET SCREW 5/16x3/8 3 136 ECCENTRIC SHAFT ASSEMBLY 2 187 HEX. HD. SCREW 1/4x1/2 2 136-1 CENTER SHAFT ASSEMBLY 2 188 WASHER 1/4x1.2x16 2 137 NUT3/8x24UNF 4 189 PULLEY COVER 1 137-1 SPRING WASHER 3/8 4 190 PLUM SCREW 1/4x13 1 138 WASHER 5/16x2x18 2 191 KEY 5x5x20 1 139 SPRING WASHER 5/16 2 192 MOTOR 1 140 HEX. SOC. SCREW 5/16x1 1/8 1 193 HEX. HD. SCREW 5/16x1 4 141 HD. SCREW1/4x1/2 2 194 MOTOR MOUNT PLATE 1 142VERTICAL CUTTING PLATE (SMALL) 1 195 WASHER 5/16x2x18 4 143ADJUSTABLE BLADE SEAT (FRONT) 1 196 SPRING WASHER 5/16 4 144 HEX. HD. SCREW 3/8x1 1/4 2 197 NUT 5/16 4 D145 TOP SUPPORT 1 198N WORM SHAFT STOPPER 1 146 SPRING WASHER 3/8 2 198-1SET SCREW 5/16x3/8 1 147 NUT 3/8 2 199 BALL BEARING 6003 3 148 ROUND HD. SCREW 1/4x1/2 2 200 BLOCK PLATE 1 149 WASHER 1/4x1.2x16 2 201 OIL SEAL 17. 35. 7 1 150 BRUSH HOLDER 1 202 BEARING BUSHING 1 151 HEX. HD. SCREW 5/16x2 1/2 2 203N WORM SHAFT 1 152 NUT 5/16 2 203-1KEY 5x5x50 1 153 BRUSH 1 204 HEX. HD. SCREW 1/4x1/2 2 154 HEX. HD. SCREW 5/16x5/8 3 205 WASHER 1/4x1.2x16 2 154-1 SPRING WASHER 5/16 3 206 SUPPORT PLATE 1 155 MAGNETIC SWITCH MS-11 1 207 LIMIT SWITCH RACK 1 156 NOZZLE 1 208 HEX. HD. SCREW 1/4x1/2 1 157 SET SCREW 1/4x3/8 1 209 NUT 1/4 1 158 NOZZLE SUPPORT 1 210 WASHER 1/4x1.2x16 1 159 VALVE 1 211 SPRING WASHER 1/4 1 160 ROUND HD. SCREW 3/16x3/8 2 212 HEX. HD. SCREW 1/4x1/2 1 161 HEX. SOC. SCREW 5/16x1 1/8 1 213 NUT 5/16 1 161-1 SPRING WASHER 5/16 1 214 HEX. HD. SCREW 5/16x1 1/4 1 163 ADJUSTABLE BRACKET (FRONT) 1 217 C-RING R47 2 164 BLADE GUARD 1 218 SHUT-OFF BRACKET 1 164-1 ROUND HD. SCREW 3/16x1/4 2 219 WASHER 1/4x1.2x16 1 165 HEX. HD. SCREW 1/4x1/2 4 220 SPRING WASHER 1/4 1 166 SLIDING GUIDE PLATE2 221 HEX. HD. SCREW 1。
VT-5001(02,03,0 4,10)BS10说明书
VT-5001/5002/5004/5010BS20、VT-5003BS40型电液比例控制器说明书VT-5001/5002/5003/5004/5010…电液比例控制器用于带反馈的比例方向、压力及流量控制阀的控制。
VT-5001用于控制4WRE6…A…型两位比例方向阀VT-5002用于控制4WRE10…A…型两位比例方向阀VT-5003用于控制DBETR…型比例压力控制阀VT-5004用于控制2FRE10…和2FRE16…型比例流量控制阀VT-5010用于控制2FRE6…型比例流量控制阀一、组成1.稳压电源2.1路+9V指令信号输入、1路+6V指令信号输入和1路+10V缓冲模拟输入3.上升和下降时间独立可调的斜坡发生器4.PID调节电路5.反馈断路识别电路6.感应式位移传感器调制解调器7.自激振荡输出端二、主要技术指标1 电源直流24V+40%-5%2 功率50VA3 保险丝2.5Amp4 负载电阻VT-5001/5010:5.4Ω;VT-5002/5003/5004:10Ω6 斜坡时间0.03~5s7 缓冲模拟输入电压0-+10V8 控制输入电压0-+9V ,0-+6V9 环境温度0~45ºC,储存温度范围-25ºC-70 ºC10 温度漂移:0.5‰ (ofImax)/ ºC11 平均无故障时间:大于2000小时12 重量:0.15kg对于超出上述参数范围的应用场合,请询问本公司。
三、接线图四、原理、用法简介1、电源电源正极接6ac, 电源负极接10ac。
电源电压经滤波和稳压,产生±9V 稳定电压。
14ac和12ac为-9V 输出端,16ac为+9V输出端,18ac为±9V的基准零点电压MOV输出端。
2、+9V指令信号输入26c端为0-+9V指令信号输入端,+9V控制电压直接取自放大器的+9V控制电压输出端16ac。
可以直接将26c端和放大器的+9V控制电压输出端16ac相连,也可以通过外部电位器输入指令电压。
液压系统比例阀控制器
第六章液壓系統比例閥控制器6.1 前言比例控制閥主要用於開迴路控制(open loop control);比例控制閥的輸出量與輸入信號成比例關係,且比例控制閥內電磁線圈所產生的磁力大小與電流成正比。
在傳統型式的液壓控制閥中,只能對液壓進行定值控制,例如:壓力閥在某個設定壓力下作動,流量閥保持通過所設定的流量,方向閥對於液流方向通/斷的切換。
因此這些控制閥組成的系統功能都受到一些限制,隨著技術的進步,許多液壓系統要求流量和壓力能連續或按比例地隨控制閥輸入信號的改變而變化(圖6-1.1)。
液壓伺服系統雖能滿足其要求,而且精度很高,但對於大部分的工業來說,他們並不要求系統有如此高的品質,而希望在保證一定控制性能的條件下,同時價格低廉,工作可靠,維護簡單,所以比例控制閥就是在這種背景下發展起來的。
比例控制閥可分為壓力控制閥,流量控制及方向控制閥三類(如圖6-1.2所示)。
1.壓力控制閥:用比例電磁閥取代引導式溢流閥的手調裝置便成為引導式比例溢流閥,其輸出的液壓壓力由輸入信號連續或按比例控制。
2.流量控制閥:用比例電磁閥取代節流閥或調速閥的手調裝置而以輸入信號控制節流閥或調速閥之節流口開度,可連續或按比例地控制其輸出流量。
故節流口的開度便可由輸入信號的電壓大小決定。
3.方向控制閥:比例電磁閥取代方向閥的一般電磁閥構成直動式比例方向閥,其滑軸不但可以換位,而且換位的行程可以連續或按比例地變化,因而連通油口間的通油面積也可以連續或按比例地變化,所以比例方向控制閥不但能控制執行元件的運動方向外,還能控制其速度。
237以上各種比例閥所作動的液壓元件為液壓缸或液壓馬達。
6.2 比例閥控制器內部方塊之意義與功能比例閥控制器內部包含各種電路模組,每一個模組有其特定功能及用途並以符號來代表,此處就每一個模組的功能及原理來說明之。
1.斜坡產生器(Ramp Generator)圖6-2.1為斜坡產生器之符號圖,斜坡產生器(Ramp Generator)主要是將瞬間的電壓變化量轉換成帶有時間延遲的電壓變化,也就是說當輸入電壓改變時,斜坡產生器會將原先的階梯式電壓變化量緩慢地改變到改變後之電壓,而在原先電壓與改變後電壓之間就會得到一隨時間上升或下降的斜坡(Ramp),所以Ramp Generator斜坡產生的原理跟積分器作用的原理是一樣的。
液压拉力试验机PLC控制系统设计

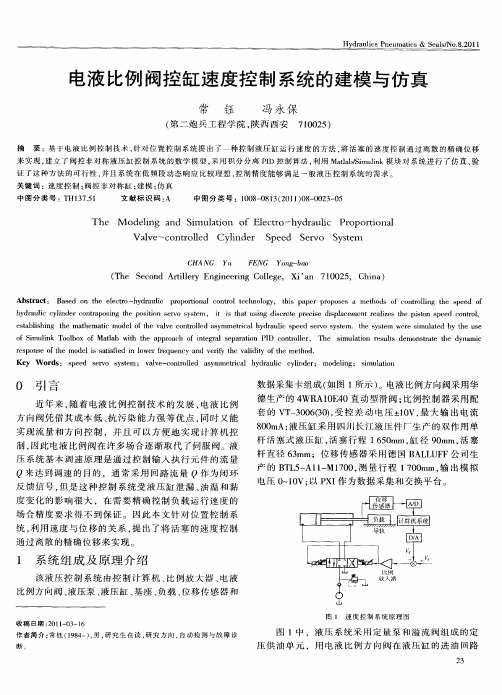
134自动化控制Automatic Control电子技术与软件工程Electronic Technology & Software Engineering拉力试验机是一种对工件做力学性能试验用的设备,用以检验其在常规受力和极限受力下的表现。
它主要有四个方面的性能参数[1]:力的输出能力、速度、准确性和精度。
力的输出能力是指机器必须能够产生足够的力以使试样断裂;速度是指机器要能够快速或缓慢地施加力,以正确模拟实际应用;准确性指加力系统的准确程度;精度是指测力系统的分辨力。
在国家标准《液压式万能试验机 GB/T 3159-2008》中[2],对于加力系统要求“试验机在施加和卸除力的过程中应平稳, 无冲击和振动现象”。
对于测力系统要求“力的指示装置在施加力的过程中应能随时、准确地指示出加在试样上的试验力值。
”1 拉力试验机工作原理拉力试验机由电控系统、液压系统和操作面板组成。
可用于检测大型环形铸件。
测试时将被测工件的各个测试点位用拉杆与传感器连接,液压缸推压传感器来拉伸工件。
将不同拉力点需输出的各等级拉力值输入HMI ,设定好拉力增速,分段点位置以及测试等级后即可开始测试。
系统拉力由比例溢流阀控制,各分支拉力由比例减压阀调节,以提高输出的准确性。
液压系统的压力控制多采用PID 方式,但当系统中需要多个PID 控制器,各PID 控制器之间有并联又有串联时,其参数整定比较繁琐,而且难以保证各个控制器输出时的同步性。
也很难在无震荡调节的前提下快速达到稳态。
所以本系统并没有采用PID 控制方式。
由于大型铸件的制造成本经常在万元以上,为保证测试成功,正式测试前需要做预测试。
在此时可取得在当前温度和油液状况下的压力特征,以及每级压力对应的控制量。
可用测试工装对各等级拉力对应的控制量进行测量与记录,控制量修正后存储在PLC 中。
正式试验时,PLC 控制各点拉力均匀增加,根据之前测得的控制量,可快速达到分段点,再根据反馈控制其缓慢输出,使其达到较高准确性。
VRPA1VT5004液压伺服阀比例放大器

外部控制值电位计(具有 9 V 控制值输入 )
26c 输入 (+ 9 V 100%)
16ac + 9 V
5K
组件系列 10 至 19 (10 至 19:技术数据
和连接分配不变)
购买用于机架安装的 VT 5003,VT 5004 或 VT 5010 类型放 大器时,必须单独订购 4TE/3HE 隔板。
材料编号:R900021004
功能说明
电源
施加工作电压后,内部 电源 [6] 会提供比 测量零位 (M0) 高 或低 9 V 的电压。这相当于负载零位 (L0) 电压升高 +9 V。 +9 V 和 –9 V(相对于 L0 的 –9 V)电压将供给接线端口 X1,从而可以在外部(例如,供控制值电位计)使用。最大 负载是 25 mA。
有关详细信息,请参阅“技术数据”
外部时间电位计
30c
32c 500K
注意
使用外部时间电位计时,必须将内部电位计的斜坡电位计设 置为其最大值(测量插口“t1”和“t2”处的电压约为 20 mV)。 外部电位计的电阻值(约为 500 kΩ)并联内部电位计电阻 时,最大斜坡时间会缩短。在这种情况下,无法分别调整 上,下斜坡的斜坡时间。
I最大
2.2 2.2 2.2
A A A
± ± ±
10% 10% 10%
/ / /
RRR(((222000)))
= = =
10 Ω (VT-VRPA1-100) 5.4 Ω (VT-VRPA1-150) 10 Ω (VT-VRPA1-151)
力士乐比例教材放大器培训手册

6. 练习……………………………………………..…………..V1 – V9
7. 附件
RE 00 236/01.96
版权所有 不得复制,保留修改权
培训手册 – 电液比例技术
Rexroth
Bosch Group
全规则
电气
为了对电器系统和装备进行操 只有在确信受控系统的危险源
在阀的压降为 10 bar 时, 名义流量为 10 升/分
1pv = 10 bar 恒定 2pv = 20 bar 恒定 3pv = 30 bar 恒定 4pv = 50 bar 恒定 5pv = 100 bar 恒定
所讨论过的关系,仅能部分地适用于 比例阀。
图 4 的曲线 5,对于阀的压降恒定为 100 bar 时有效。你能看到它并不符 合所讨论过的关系。此处,流量对指 令值的关系并非直线,而几乎是二次 曲线。
3.2.1 力控制型比例电磁铁……………………………………………..3/2 3.2.2 位置调节型比例电磁铁…………………………………………..3/2 3.3 直动式比例方向阀 ……………………………………………………...3/5 3.3.1 与时间相关的定位……………………………………………….3/11 3.4 直动式比例溢流阀………………………...………..……………………3/14 3.5 先导式比例溢流阀……………………………………..……….………..3/16 3.6 二通比例流量阀…………………………………………..……………...3/19 3.7 电控器 ………..……………………………………………….………….3/23 3.7.1 比例放大器 VT5005……………………………………..……..….3/23 3.7.2 指令值预选…………………………………………………………3/24 3.7.3 斜坡发生器…………………………………………………………3/26 3.7.4 斜坡时间调节………………………………………………………3/27 3.7.5 实际值检测…………………………………………………………3/28 3.7.6 阶跃函数发生器……………………………………………………3/29 3.7.7 PID 控制器……………………………………………………….….3/30 3.7.8 比例放大器 VT2000…………………………………………….….3/31 3.7.9 比例放大器 VT3000…………………………………………..……3/33
电液比例阀控缸速度控制系统的建模与仿真
0 引 言
近 年来 , 着 电液 比例控 制 技 术 的发 展 , 随 电液 比例
数据采 集卡组 成 ( 图 1 示 ) 如 所 。电液 比例方 向阀采用 华 德生 产 的 4 A1E 0直 动 型滑 阀 : wR 0 4 比例 控 制器采 用 配 套 的 v 一 0 63 1受 控 差 动 电压  ̄ O 最 大 输 出电 流 T 3 0 (Байду номын сангаас , l V, 80 0 mA; 压 缸采用 四川长 江液 压件 厂生 产 的双 作用 单 液
液 压 缸 机 构 在该 系统 中 主要 以惯 性 负 载 为 主 。 根
(= ) ( j 3 )
P = l 2 LP 一
据 牛顿 第 二定 律 ,可 得液 压 缸输 出力 与 负 载力 的平 衡
方程 为 : AIL A - P - A2 +L F (0 1)
关 键词 : 度 控 制 ; 速 阀控 非 对 称 缸 ; 模 ; 真 建 仿
中 图分 类号 :T 3 .1 H1 75 文献标识码 : A 中图 分 类 号 :10 — 8 3 2 1 0 — 0 3 0 0 8 0 1 ( 01 ) 8 0 2 — 5
The M o ei g a S m u ai n f Elc r —h d a l Pr po t na d l nd i lto o e to — y r u i n c o ri l o V ave — o tol d Cy i d r S e S r o S se l —c n r l e l e pe d n e v y tm
定义 q 为滑 阀的 负载流量 , q = 即 Lg , 液压缸 在稳 态时 总能流 量连续 性方 程 :
一
( ) ( 2 )
副井绞车液压站使用维护说明书
提升机液压油站使用维护说明书TYF003.0SM四川矿山机器(集团)有限责任公司二OO六年九月提升机液压油站使用维护说明书TYF003.0SM编制:罗钢校对:何廷华审核:罗超批准:李庆国四川矿山机器(集团)有限责任公司地址:四川省江油市建设北路100号 100Jianshe Road Jiangyou Sichuan China邮编POST CODE:621701 传真FAX: 86-816-369888、3695353售后服务电话TEL:86-816-3696162 技术咨询服务电话TEL:86-816-3696188网址电子信箱E-mail: CKZB@目录1 概述 (4)2 液压站的主要技术参数 (4)3 液压站的主要结构及系统原理 (4)4 调试 (5)5 联锁要求 (6)6 故障处理 (6)7 二级制动油压值的选择计算 (7)8 安装、调试、使用及维护中的注意事项 (9)9 液压站的安全技术 (10)10 储存要求 (11)11 特别警示 (11)12易损件清单 (11)13 附件 (12)1概述液压站是提升机的重要部件,它和盘式制动器、电机轴制动器组合为一完整的制动系统,其性能和质量好坏,直接影响到矿山的产量,设备的寿命、人身的安全等,因此使用单位都十分重视液压站这一重要部件。
TYF003.0液压站为中低压液压站,外形参见图1。
液压站主要作用:⑴为盘式制动器、电机轴制动器提供可调节的压力油,以获得不同的制动力矩。
⑵在事故状态下,可以使制动器的油压迅速降到预先调定的某一压力值,经过延时后,制动器的全部油压值迅速回到零,使制动器达到全制动状态。
2液压站的主要技术参数(参见表1)液压站各部件的安装位置关系参见图1,系统原理参见图2。
该液压站分为互相独立的工作制动和安全制动两部分。
工作制动部分由箱外自封式吸油滤油器3、电动机5、叶片泵6、压力管路过滤器7、比例溢流阀8等元件组成。
安全制动部分由电磁阀10、15、16、19、单向阀11、减压阀12、溢流阀13、蓄能器18等元件组成。