喷砂除锈等级
防腐除锈企业制度和标准

一、手工动力除锈分为St2、St3级两种(此标准为SY/T0407---97)1. St2(彻底手工动力工具除锈)钢管表面应无可见的油脂和油污,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
2. St3(非常彻底的手工动力工具除锈)钢管表面应无可见的油脂和油污,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物,除锈应比 St2更彻底,底材显露部分表面应具金属光泽二、喷砂除锈分为Sa1、Sa2、Sa2.5、Sa3级四种(此标准为SY/T0407---97)1. Sa1轻度喷砂除锈(Sa1代表喷砂,与St2手工除锈要求一致)2. Sa2 彻底的喷砂除锈3. Sa2.5 非常彻底的喷砂除锈(要求与前解释一样)4. Sa3 使钢管表面洁净的喷射,发出亮色,均匀金属光泽三、防腐层的等级与结构(此标准为SY/T0447---96)环氧煤沥青防腐等级分为普通级、加强级、特加强级1.普通级:底漆→面漆→面漆→面漆(干镆厚度≥0.30mm)2. 加强级:底漆→面漆→面漆→玻璃丝布→面漆→面漆(干镆厚度≥0.40mm)3.特加强级:底漆→面漆→面漆→玻璃丝布→面漆→面漆→玻璃丝布→面漆→面漆(干镆厚度≥0.60mm)4.补口要求:⑴补口时应对管端阶梯型接茬处的防腐层表面进行清理。
去油污、泥土等杂物,用砂纸打毛,补口防腐层与管体防腐的搭接宽度应大于100mm⑵用户同意,可使用辐射交联热收缩套(带)进行补口5.补伤要求:表面灰尘清扫干净,按主体管的顺序方法涂漆和缠玻璃丝布,搭接宽度应小于50mm,当防腐层破损面积较大时,应按补口方法处理注:“面漆、玻璃丝布、面漆”应该连续涂敷,也可以用一层浸满面漆的玻璃丝布代替四、聚氨酯防腐保温层结构(此标准为SY/T0415---96)1.由防腐层---保温层---防护层防腐层:材料厚度由设计确定,不应小于80µm保温层:厚度采用经济厚度,但不应小于25mm防护层:厚度根据管径及施工工艺确定,但不小于1.2mm注:防腐保温层端面必须用防水帽密封防水2.补口、补伤要求:⑴补口处泡沫应无空洞、发酥、软缩、泡孔不均、烧芯等缺陷⑵防腐层采用防腐涂料,厚度不小于设计⑶补口带与防水帽的搭接长度及补口带封口处的搭接长度均不应小于40mm。
喷砂除锈刷漆工艺要求
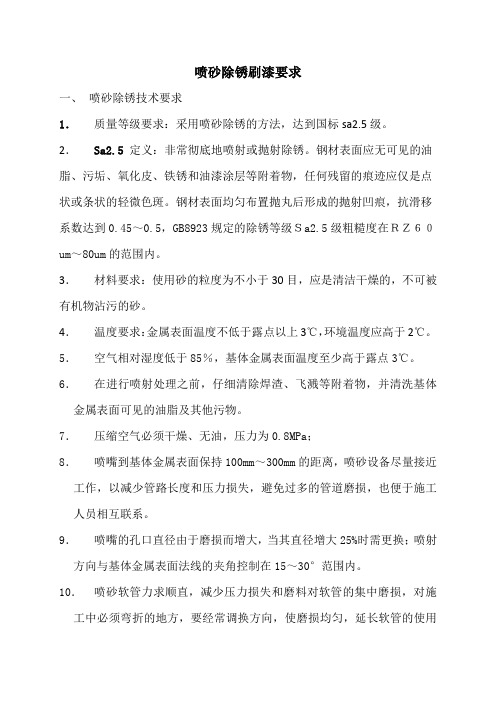
喷砂除锈刷漆要求一、喷砂除锈技术要求1.质量等级要求:采用喷砂除锈的方法,达到国标sa2.5级。
2.Sa2.5定义:非常彻底地喷射或抛射除锈。
钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条状的轻微色斑。
钢材表面均匀布置抛丸后形成的抛射凹痕,抗滑移系数达到0.45~0.5,GB8923规定的除锈等级Sa2.5级粗糙度在RZ60um~80um的范围内。
3.材料要求:使用砂的粒度为不小于30目,应是清洁干燥的,不可被有机物沾污的砂。
4.温度要求:金属表面温度不低于露点以上3℃,环境温度应高于2℃。
5.空气相对湿度低于85%,基体金属表面温度至少高于露点3℃。
6.在进行喷射处理之前,仔细清除焊渣、飞溅等附着物,并清洗基体金属表面可见的油脂及其他污物。
7.压缩空气必须干燥、无油,压力为0.8MPa;8.喷嘴到基体金属表面保持100mm~300mm的距离,喷砂设备尽量接近工作,以减少管路长度和压力损失,避免过多的管道磨损,也便于施工人员相互联系。
9.喷嘴的孔口直径由于磨损而增大,当其直径增大25%时需更换;喷射方向与基体金属表面法线的夹角控制在15~30°范围内。
10.喷砂软管力求顺直,减少压力损失和磨料对软管的集中磨损,对施工中必须弯折的地方,要经常调换方向,使磨损均匀,延长软管的使用寿命;11.表面预处理后,清除浮尘和碎屑,清理后的表面不得用手触摸;12.涂装前如发现基体金属表面被污染或返锈,必须重新进行处理;13.预处理完成经检查合格后需尽快进行喷涂,其间隔时间越短越好。
在潮湿或工业大气压等环境条件下,须在4h内涂装完毕,晴天或温度不大时,最长间隔不超过12h。
二、油漆涂刷工艺过程为:基面清理——检查验收——底漆涂装第一遍——检查验收——底漆涂刷第二遍——检查验收——面漆涂装(是否有看要求)——检查验收1、油漆涂刷时环境温度宜为5~38℃,环境相对湿度不宜大于85%,或者钢材表面不应有结露,涂装后4小时内应保持免受雨淋,在有雨、雾、雪、风沙和较大灰尘时,禁止在户外涂装施工。
除锈标准

除锈作业规范物理除锈一、铲具除锈法之除锈分级:St 0 未做除锈处理之钢铁表面。
St 1 使用钢刷做轻度的全面刷除浮锈与松懈黑皮。
St 2 使用人工或电动铲具,钢刷或研磨机等将松懈黑皮与浮锈以又其它外界异物,除去后用吸尘器或压缩空气,毛刷等将灰尘除去,处理后的表面近似SIS St 2标准图样。
St 3 用电动铲具、钢刷、或研磨机等彻底将浮锈、松懈黑皮以及异物除尽,并经除灰尘后,其表面应有金属光泽之出现,如同SIS St 3标准图样。
二、喷砂除锈法之除锈度分级:Sa 0 未做除锈处理之钢铁表面。
Sa 1 轻度喷砂,除去松懈黑皮,浮锈以及外异物,其表面相等于SIS Sa 1标准图样。
Sa 2½ 中度喷砂除去大部份之黑皮,铁锈以及外界异物,并经过吸尘器或压缩空气,毛刷等灰尘清除,处理后表面呈金属灰色,如同SIS Sa 2标准图样,适用于一般防锈工程之表面处理标准。
Sa 3 彻底的喷砂,完全除去黑皮,铁锈与外界异物,并经过吸尘器或压缩空气,毛刷等之灰尘清除,仅有微少之班点异物留存,钢铁表面呈近似白金属色泽(Near White),如同SIS Sa 3标准图样,为最高表面处理标准。
钢铁表面处理钢铁表面黑皮、铁锈、水份、油污及其它附着物如不予除去即涂刷油漆,纵使油漆再好也不能发挥其功效,所以表面处理适当与否,可能比油漆之选择更为重要。
这种从钢铁表面除去铁锈及其它附着异物之工作可分为五种方法:自动喷砂法(Shot Blasting)、人工喷砂法(Sand Blasting)、酸洗法(Pickling)、钢刷或铲具除锈法、铁钢敲打法。
下表系上最五种方法之特性与处理能力比较:SIS(Swedish Standard)瑞典标准:一、发锈程度计分为A、B、C、D、E五种:A:钢材表面完全为mill scale 所覆盖,看不出有发锈情况。
B:钢材表面开始发锈,mill scale开始呈鳞片形状。
C:钢材表面全面发锈已完全看不出mill scale,以肉眼可以看出少量之孔蚀。
喷砂除锈工艺及标准
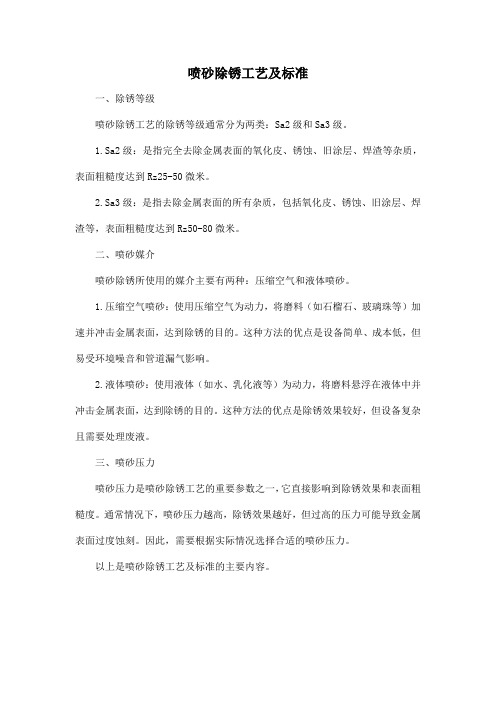
喷砂除锈工艺及标准
一、除锈等级
喷砂除锈工艺的除锈等级通常分为两类:Sa2级和Sa3级。
1.Sa2级:是指完全去除金属表面的氧化皮、锈蚀、旧涂层、焊渣等杂质,表面粗糙度达到Rz25-50微米。
2.Sa3级:是指去除金属表面的所有杂质,包括氧化皮、锈蚀、旧涂层、焊渣等,表面粗糙度达到Rz50-80微米。
二、喷砂媒介
喷砂除锈所使用的媒介主要有两种:压缩空气和液体喷砂。
1.压缩空气喷砂:使用压缩空气为动力,将磨料(如石榴石、玻璃珠等)加速并冲击金属表面,达到除锈的目的。
这种方法的优点是设备简单、成本低,但易受环境噪音和管道漏气影响。
2.液体喷砂:使用液体(如水、乳化液等)为动力,将磨料悬浮在液体中并冲击金属表面,达到除锈的目的。
这种方法的优点是除锈效果较好,但设备复杂且需要处理废液。
三、喷砂压力
喷砂压力是喷砂除锈工艺的重要参数之一,它直接影响到除锈效果和表面粗糙度。
通常情况下,喷砂压力越高,除锈效果越好,但过高的压力可能导致金属表面过度蚀刻。
因此,需要根据实际情况选择合适的喷砂压力。
以上是喷砂除锈工艺及标准的主要内容。
钢筋除锈等级-喷砂等级表示

钢筋除锈等级,Sa1/2表示什么什么等级?
你应该是写错了吧?SA2 1/2才对,这是机械除锈等级,比如抛丸啊,喷砂啊什么的,说的通俗点就是瑞士标准也就是国际标准SA2.5级。
砂轮什么的除锈就是ST了。
表面处理一共就四个等级
(1)、喷射或抛射除锈,用字母“Sa”表示。
分四个等级:
Sa1 轻度的喷射或抛射除锈。
钢材表面无可见的油脂或污物,没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
Sa2 彻底地喷射或抛射除锈。
钢材表面应无可见的油脂和污垢、氧化皮、铁锈等附着物已基本清除,其残留物应是牢固附者的。
钢材表面均匀布置抛丸后形成的抛射凹痕,抗滑移系数达到0.35~0.45
Sa2.5 非常彻底地喷射或抛射除锈。
钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条状的轻微色斑。
钢材表面均匀布置抛丸后形成的抛射凹痕,抗滑移系数达到0.45~0.50
Sa3 使钢材表观洁净的喷射或抛射除锈。
钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆等附着物,该表面应显示均匀的金属光泽。
我们有线材抛丸机可以选择的
江苏鑫磊抛丸机袁忠明为您解答,希望对您有所帮助。
喷砂清理等级
喷砂清理等级公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]喷砂清理等级清理等级,也即清洁度,代表性国际标准有两种:一种是美国85年制订“SSPC-”;第二种是瑞典76年制订的“Sa-”,它分为四个等级分别为Sa1、Sa2、、Sa3,为国际惯常通用标准,详细介绍如下:Sa1级——相当于美国SSPC—SP7级。
采用一般简单的手工刷除、砂布打磨方法,这是四种清洁度中度最低的一级,对涂层的保护仅仅略好于未采用处理的工件。
Sa1级处理的技术标准:工件表面应不可见油污、油脂、残留氧化皮、锈斑、和残留油漆等污物。
Sa1级也叫做手工刷除清理级。
(或清扫级)Sa2级——相当于美国SSPC—SP6级。
采用喷砂清理方法,这是喷砂处理中最低的一级,即一般的要求,但对于涂层的保护要比手工刷除清理要提高许多。
Sa2级处理的技术标准:工件表面应不可见油腻、污垢、氧化皮、锈皮、油漆、氧化物、腐蚀物、和其它外来物质(疵点除外),但疵点限定为不超过每平方米表面的33%,可包括轻微阴影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
如果工件原表面有凹痕,则轻微的锈蚀和油漆还会残留在凹痕底部。
Sa2级也叫商品清理级(或工业级)。
级——是工业上普遍使用的并可以作为验收技术要求及标准的级别。
级也叫近白清理级(近白级或出白级)。
级处理的技术标准:同Sa2要求前半部一样,但疵点限定为不超过每平方米表面的5%,可包括轻微暗影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
Sa3级——级相当于美国SSPC—SP5级,是工业上的最高处理级别,也叫做白色清理级(或白色级)。
Sa3级处理的技术标准:与级一样但5%的阴影、疵点、锈蚀等都不得不存在了。
金属钢结构的喷砂工艺为使金属表面有良好的清洁度和粗糙度,必须对金属结构表面进行除锈等预处理。
防腐蚀界有这么一句话“七分除锈,三分涂装”,可见除锈的重要性。
鉴于水工金属结构的特殊性,如体积大、施工环境基本为露天等,现阶段依然采用喷砂除锈的方法,喷砂除锈控制主要体现在以下几个方面。
除锈质量等级(20201013191800)

除锈质量等级一、除锈等级说明:1、锈蚀等级A级:钢材表面完全覆盖粘附的氧化皮,几乎无铁锈;155B级:钢材表面已开始锈蚀,氧化皮开始成片状脱落;C级:钢材表面上的氧化皮已锈蚀,或可刮除,但裸眼可看到轻微锈点;D级:钢材表面上的氧化皮已锈蚀剥落,裸眼可看到大量锈点。
2、表面处理的标准(目前国内一般采用瑞典标准SIS055900 (ISO8501 —1:1985))(1)Sa——喷砂除锈清理法标准Sal,Sa2, Sa2.5,Sa3(2)St――刮除法和钢丝刷除锈法标准St2,St3Sal级:轻度喷砂除锈表面应无可见的油脂、污物,没有附着不牢的氧化皮、铁锈、油漆涂层和杂质。
Sa2级:彻底的喷砂除锈表面应无可见的油脂、污物,几乎没有氧化皮、铁锈,油漆涂层和杂质,残留物应附着牢固。
Sa2.5级:非常彻底的喷砂除锈表面应无可见的油脂、污物,没有氧化皮、铁锈、油漆涂层和杂质,残留物痕迹仅显示点状或条纹状的轻微色斑。
Sa3级:喷砂除锈至钢材表观洁净表面应无可见油脂、污物,没有氧化皮、铁锈、油漆涂层和杂质,表面具有均匀的金属光泽。
St2:彻底的手工和动力工具除锈表面应无可见的油脂、污物,几乎没有附着不牢的氧化皮、铁锈、油漆涂层和杂质。
St3 :非常彻底的手工和动力工具除锈同St2,但应比St2处理的更彻底,金属底材呈现金属光泽。
156、除锈等级及表面粗糙度比较图锈蚀状态图除锈等级图BSt2 BSt3BSa2.5 BSa3157CSal CSa2CSa2.5 CSa3DSt2 DSt3DSa2DSa2.5粗糙度样板DSa3158除锈质量检查表时间:__________ 年_______ 月 _____ 日气候:温度一c相对湿度一%检查结论:甲方签字: __________ 监理签字:__________ 施工方签字:__________。
管道刷漆规范
管道刷漆规范篇一:管道的除锈与刷漆管道的除锈与刷漆一、除锈标准1、除锈等级规范可以参见GB8923-88《涂装前钢材表面锈蚀和除锈等级》2、喷射或抛射除锈,用Sa表示,可以分为四个等级:a、Sa1级轻度喷砂除锈表面应该没有可见的污物、油脂和附着不牢的氧化皮、油漆涂层、铁锈、和杂质等。
b、Sa2级彻底的喷砂除锈表面应无可见的油脂、污物、氧化皮、铁锈、油漆涂层和杂质基本清除,残留物应附着牢固。
c、Sa2.5级非常彻底的喷砂除锈表面没有可见的油脂、氧化皮、污物、油漆涂层和杂质,残留物痕迹仅显示条纹状的轻微色斑或点状。
d、Sa3级喷砂除锈至钢材表面洁净表面没有可见的油脂、污物、氧化皮、铁锈、油漆涂层和杂质,表面具有均匀的金属色泽。
3、动力工具和手工除锈,用St表示,分为二个等级:a、 St2 彻底手工和动力工具除锈,钢材表面没有可见油脂和污垢,没有附着不牢的氧化皮、铁锈或油漆涂层等附着物;b、St3 非常彻底手工和动力工具除锈钢材表面应无可见油脂和污垢,并且无附着不牢的铁锈、氧化皮或油漆涂层等;并且比St2除锈更彻底,底材显露部分的表面有金属光泽。
质量目标:保温工作钢管及其部件预处理应达到St2级,外护钢管预处理应达到Sa2.5级。
二、管道油漆防腐(一)、施工准备1、作业场地清洁,施工环境温度宜保持在0℃以上,且通风良好。
2、在管道安装前除锈后涂刷一层底漆,第二遍须待刷面漆之前完成。
(二)、管道除锈1、人工除锈:一般先用手锤敲击或用钢丝刷、废砂轮片除去严重的厚锈和焊渣,再用刮刀、钢丝布、粗破布除去氧化皮、铁浮锈及其他污垢。
2、机械除锈:可用电动砂轮、风动刷、电动旋转钢丝刷、电动除锈机等除锈机械。
(三)、除锈过程中的安全与劳动保护1、危险因素:粉尘(金属、微粒)、噪音、带压设备、水雾2、劳动保护:工作前需有适当的培训;熟悉安全程序和应急处理措施;完备的个人防护用品;工作中正确的使用工具和设备;保持工作场地的清洁;(四)、油漆涂装施工为了减少涂装前表面处理被损坏的情形,通常在表面处理后一天内必须涂装上底漆。
喷砂除锈sa2.5标准

喷砂除锈是一种常用的金属表面处理方法,SA2.5是喷砂除锈的一种标准。
SA2.5标准属于瑞典标准(Swedish Standard),也被广泛采用于国际上。
根据SA2.5标准,金属表面的喷砂除锈应满足以下要求:
1. 表面完全去除了原有的铁锈、氧化物和污垢。
2. 表面呈灰色金属光泽,但允许轻微的斑点或斑纹存在。
3. 表面的清洁程度应能满足涂层材料的附着力要求。
根据不同的应用需求,喷砂除锈还有其他等级的标准,如SA1、SA2、SA2.5、SA3,其中SA3是最高级别的除锈标准,要求表面的清洁程度更高。
需要注意的是,喷砂除锈标准的具体执行要求可能会因不同的行业、地区和项目而有所差异,因此在具体的工程项目中,建议根据实际情况和要求来确定适用的除锈标准。
同时,为了确保施工质量,建议寻求专业的喷砂除锈服务提供商进行施工。
喷砂除锈除锈等级划分
除锈等级也即清洁度,代表性国际标准有两种:一种是美国85年制订“SSPC-”;第二种是瑞典76年制订的“Sa-”,它分为四个等级分别为Sa1、Sa2、Sa2.5、Sa3,为国际惯常通用标准,详细介绍如下:Sa1级——相当于美国SSPC—SP7级。
采用一般简单的手工刷除、砂布打磨方法,这是四种清洁度中度最低的一级,对涂层的保护仅仅略好于未采用处理的工件。
Sa1级处理的技术标准:工件表面应不可见油污、油脂、残留氧化皮、锈斑、和残留油漆等污物。
Sa1级也叫做手工刷除清理级。
(或清扫级)Sa2级——相当于美国SSPC—SP6级。
采用喷砂清理方法,这是喷砂处理中最低的一级,即一般的要求,但对于涂层的保护要比手工刷除清理要提高许多。
Sa2级处理的技术标准:工件表面应不可见油腻、污垢、氧化皮、锈皮、油漆、氧化物、腐蚀物、和其它外来物质(疵点除外),但疵点限定为不超过每平方米表面的33%,可包括轻微阴影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
如果工件原表面有凹痕,则轻微的锈蚀和油漆还会残留在凹痕底部。
Sa2级也叫商品清理级(或工业级)。
Sa2.5级——是工业上普遍使用的并可以作为验收技术要求及标准的级别。
Sa2.5级也叫近白清理级(近白级或出白级)。
Sa2.5级处理的技术标准:同Sa2要求前半部一样,但疵点限定为不超过每平方米表面的5%,可包括轻微暗影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
Sa3级——级相当于美国SSPC—SP5级,是工业上的最高处理级别,也叫做白色清理级(或白色级)。
Sa3级处理的技术标准:与Sa2.5级一样但5%的阴影、疵点、锈蚀等都不得不存在了。
.手工除锈等级手工和动力工具,如铲刀,手动或动力钢丝刷,动力弹性砂轮片或砂轮等工具除锈,应首先铲除较厚的锈蚀层并清除油脂和污垢。
人工除锈后,钢材表面应清除浮灰和碎屑。
其除锈等级有三个St1、St2和St3。
一般用于无氧化皮的钢铁表面。
喷砂除锈防腐级别及划分
喷砂除锈防腐级别喷砂除锈防腐级别、喷砂除锈防腐要求、喷砂除锈防腐技术、喷砂除锈防腐施工也即清洁度,代表性国际标准有两种:一种是美国85年制订“SSPC-”;第二种是瑞典76年制订的“Sa-”,喷砂除锈防腐级别、喷砂除锈防腐要求、喷砂除锈防腐技术、喷砂除锈防腐施工它分为四个等级分别为Sa1、Sa2、Sa2.5、Sa3,为国际惯常通用标准,详细介绍如下:Sa1级——相当于美国SSPC—SP7级。
采用一般简单的手工刷除、砂布打磨方法,这是四种清洁度中度最低的一级,对涂层的保护仅仅略好于未采用处理的工件。
也叫做手工刷除清理级,Sa1级处理的技术标准:工件表面应不可见油污、油脂、残留氧化皮、锈斑、和残留油漆等污物。
(或清扫级)Sa2级——相当于美国SSPC—SP6级。
采用喷砂清理方法,这是喷砂处理中最低的一级,即一般的要求,但对于涂层的保护要比手工刷除清理要提高许多。
Sa2级处理的技术标准:工件表面应不可见油腻、污垢、氧化皮、锈皮、油漆、氧化物、腐蚀物、和其它外来物质(疵点除外),但疵点限定为不超过每平方米表面的33%,可包括轻微阴影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
如果工件原表面有凹痕,则轻微的锈蚀和油漆还会残留在凹痕底部。
Sa2级也叫商品清理级(或工业级)。
Sa2.5级——是工业上普遍使用的并可以作为验收技术要求及标准的级别。
Sa2.5级也叫近白清理级(近白级或出白级)。
Sa2.5级处理的技术标准:同Sa2要求前半部一样,但疵点限定为不超过每平方米表面的5%,可包括轻微暗影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
Sa3级——级相当于美国SSPC—SP5级,是工业上的最高处理级别,也叫做白色清理级(或白色级)。
Sa3级处理的技术标准:与Sa2.5级一样但5%的阴影、疵点、锈蚀等都不得不存在了钢材表面除锈(1)钢材表面除锈应符合《涂装前钢材表面预处理规范》(SY/T0407-97)的规定。
金属表面喷砂除锈标准等级要求
金属表面喷砂除锈标准等级要求
金属表面喷砂除锈是一种常用的金属表面处理方法,它可以有效地去除金属表面的氧化物、锈蚀和其他污染物,提高金属表面的质量和耐久性。
为了确保喷砂除锈的效果和质量,有一些标准等级要求需要遵守。
首先,金属表面喷砂除锈标准等级主要由国际标准化组织(ISO)制定。
ISO 8501-1是最常用的标准之一,它将金属表面喷砂除锈的标准等级分为四个等级,分别是Sa1、Sa2、Sa2.5和Sa3。
这些等级基于金属表面的清洁程度,其中Sa1为最低等级,Sa3为最高等级。
其次,各个标准等级对金属表面的清洁程度有着具体的要求。
在Sa1等级中,金属表面应该有轻微的松散锈蚀和氧化物;在Sa2等级中,金属表面应该基本上没有松散的锈蚀和氧化物,但是可能有些许残留;在Sa2.5等级中,金属表面应该基本上没有残留的锈蚀和氧化物,但是可能有些许有牢固的残留;而在Sa3等级中,金属表面应该完全没有任何锈蚀和氧化物的残留。
最后,金属表面喷砂除锈标准等级的选择应根据具体的应用需求来确定。
某些应用场景对金属表面的清洁程度有着较高的要求,例如需要进行涂层、防腐等处理的场合,通常需要达到Sa2.5或Sa3等级的要求。
而在一些对金属表面要求较低的场合,如临时保护或表面处理后进行进一步加工的情况下,可能可以接受Sa1或Sa2等级的标准。
总之,金属表面喷砂除锈标准等级要求是确保金属表面质量和耐久性的重要指标。
根据国际标准化组织的相关标准,根据具体的应用需求选择合适的标准等级,可以保证喷砂除锈的效果和质量。
喷砂清理等级
喷砂清理等级清理等级,也即清洁度,代表性国际标准有两种:一种是美国85年制订“SSPC-”;第二种是瑞典76年制订的“Sa-”,它分为四个等级分别为Sa1、Sa2、Sa2.5、Sa3,为国际惯常通用标准,详细介绍如下:Sa1级——相当于美国SSPC—SP7级。
采用一般简单的手工刷除、砂布打磨方法,这是四种清洁度中度最低的一级,对涂层的保护仅仅略好于未采用处理的工件。
Sa1级处理的技术标准:工件表面应不可见油污、油脂、残留氧化皮、锈斑、和残留油漆等污物。
Sa1级也叫做手工刷除清理级。
(或清扫级)Sa2级——相当于美国SSPC—SP6级。
采用喷砂清理方法,这是喷砂处理中最低的一级,即一般的要求,但对于涂层的保护要比手工刷除清理要提高许多。
Sa2级处理的技术标准:工件表面应不可见油腻、污垢、氧化皮、锈皮、油漆、氧化物、腐蚀物、和其它外来物质(疵点除外),但疵点限定为不超过每平方米表面的33%,可包括轻微阴影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
如果工件原表面有凹痕,则轻微的锈蚀和油漆还会残留在凹痕底部。
Sa2级也叫商品清理级(或工业级)。
Sa2.5级——是工业上普遍使用的并可以作为验收技术要求及标准的级别。
Sa2.5级也叫近白清理级(近白级或出白级)。
Sa2.5级处理的技术标准:同Sa2要求前半部一样,但疵点限定为不超过每平方米表面的5%,可包括轻微暗影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
Sa3级——级相当于美国SSPC—SP5级,是工业上的最高处理级别,也叫做白色清理级(或白色级)。
Sa3级处理的技术标准:与Sa2.5级一样但5%的阴影、疵点、锈蚀等都不得不存在了。
金属钢结构的喷砂工艺为使金属表面有良好的清洁度和粗糙度,必须对金属结构表面进行除锈等预处理。
防腐蚀界有这么一句话“七分除锈,三分涂装”,可见除锈的重要性。
鉴于水工金属结构的特殊性,如体积大、施工环境基本为露天等,现阶段依然采用喷砂除锈的方法,喷砂除锈控制主要体现在以下几个方面。
喷砂清理等级

喷砂清理等级清理等级,也即清洁度,代表性国际标准有两种:一种是美国85年制订“SSPC-”;第二种是瑞典76年制订的“Sa-”,它分为四个等级分别为Sa1、Sa2、Sa2.5、Sa3,为国际惯常通用标准,详细介绍如下:Sa1级——相当于美国SSPC—SP7级。
采用一般简单的手工刷除、砂布打磨方法,这是四种清洁度中度最低的一级,对涂层的保护仅仅略好于未采用处理的工件。
Sa1级处理的技术标准:工件表面应不可见油污、油脂、残留氧化皮、锈斑、和残留油漆等污物。
Sa1级也叫做手工刷除清理级。
(或清扫级)Sa2级——相当于美国SSPC—SP6级。
采用喷砂清理方法,这是喷砂处理中最低的一级,即一般的要求,但对于涂层的保护要比手工刷除清理要提高许多。
Sa2级处理的技术标准:工件表面应不可见油腻、污垢、氧化皮、锈皮、油漆、氧化物、腐蚀物、和其它外来物质(疵点除外),但疵点限定为不超过每平方米表面的33%,可包括轻微阴影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
如果工件原表面有凹痕,则轻微的锈蚀和油漆还会残留在凹痕底部。
Sa2级也叫商品清理级(或工业级)。
Sa2.5级——是工业上普遍使用的并可以作为验收技术要求及标准的级别。
Sa2.5级也叫近白清理级(近白级或出白级)。
Sa2.5级处理的技术标准:同Sa2要求前半部一样,但疵点限定为不超过每平方米表面的5%,可包括轻微暗影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
Sa3级——级相当于美国SSPC—SP5级,是工业上的最高处理级别,也叫做白色清理级(或白色级)。
Sa3级处理的技术标准:与Sa2.5级一样但5%的阴影、疵点、锈蚀等都不得不存在了。
金属钢结构的喷砂工艺为使金属表面有良好的清洁度和粗糙度,必须对金属结构表面进行除锈等预处理。
防腐蚀界有这么一句话“七分除锈,三分涂装”,可见除锈的重要性。
鉴于水工金属结构的特殊性,如体积大、施工环境基本为露天等,现阶段依然采用喷砂除锈的方法,喷砂除锈控制主要体现在以下几个方面。
除锈、防腐标准
除锈、防腐常用标准一、手工动力除锈分为St2、St3级两种(此标准为SY/T0407---97)1. St2(彻底手工动力工具除锈)钢管表面应无可见的油脂和油污,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
2. St3(非常彻底的手工动力工具除锈)钢管表面应无可见的油脂和油污,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物,除锈应比 St2更彻底,底材显露部分表面应具金属光泽二、喷砂除锈分为Sa1、Sa2、Sa2.5、Sa3级四种(此标准为SY/T0407---97)1. Sa1轻度喷砂除锈(Sa代表喷砂,与St2手工除锈要求一致)2. Sa2 彻底的喷砂除锈3. Sa2.5 非常彻底的喷砂除锈(要求与前解释一样)4. Sa3 使钢管表面洁净的喷射,发出亮色,均匀金属光泽三、防腐层的等级与结构(此标准为SY/T0447---96)环氧煤沥青防腐等级分为普通级、加强级、特加强级1.普通级:底漆→面漆→面漆→面漆(干镆厚度≥0.30mm)2. 加强级:底漆→面漆→面漆→玻璃丝布→面漆→面漆(干镆厚度≥0.40mm)3.特加强级:底漆→面漆→面漆→玻璃丝布→面漆→面漆→玻璃丝布→面漆→面漆(干镆厚度≥0.60mm)4.补口要求:⑴补口时应对管端阶梯型接茬处的防腐层表面进行清理。
去油污、泥土等杂物,用砂纸打毛,补口防腐层与管体防腐的搭接宽度应大于100mm⑵经用户同意,可使用辐射交联热收缩套(带)进行补口5.补伤要求:表面灰尘清扫干净,按主体管的顺序方法涂漆和缠玻璃丝布,搭接宽度不应小于50mm,当防腐层破损面积较大时,应按补口方法处理注:“面漆、玻璃丝布、面漆”应该连续涂敷,也可以用一层浸满面漆的玻璃丝布代替四、聚氨酯防腐保温层结构(此标准为SY/T0415---96)1.由防腐层---保温层---防护层防腐层:材料厚度由设计确定,不应小于80µm保温层:厚度采用经济厚度,但不应小于25mm防护层:厚度根据管径及施工工艺确定,但不小于1.2mm注:防腐保温层端面必须用防水帽密封防水2.补口、补伤要求:⑴补口处泡沫应无空洞、发酥、软缩、泡孔不均、烧芯等缺陷⑵防腐层采用防腐涂料,厚度不小于设计⑶补口带与防水帽的搭接长度及补口带封口处的搭接长度均不应小于40mm。
喷砂除锈等级
喷射和抛射除锈,用字母“sa”表示,分四个等级:Sa1级——相当于美国SSPC—SP7级。
采用一般简单的手工刷除、砂布打磨方法,这是四种清洁度中度最低的一级,对涂层的保护仅仅略好于未采用处理的工件。
Sa1级处理的技术标准:工件表面应不可见油污、油脂、残留氧化皮、锈斑、和残留油漆等污物。
Sa1级也叫做手工刷除清理级。
(或清扫级)Sa2级——相当于美国SSPC—SP6级。
采用喷砂清理方法,这是喷砂处理中最低的一级,即一般的要求,但对于涂层的保护要比手工刷除清理要提高许多。
Sa2级处理的技术标准:工件表面应不可见油腻、污垢、氧化皮、锈皮、油漆、氧化物、腐蚀物、和其它外来物质(疵点除外),但疵点限定为不超过每平方米表面的33%,可包括轻微阴影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
如果工件原表面有凹痕,则轻微的锈蚀和油漆还会残留在凹痕底部。
Sa2级也叫商品清理级(或工业级)。
Sa2.5级——是工业上普遍使用的并可以作为验收技术要求及标准的级别。
Sa2.5级也叫近白清理级(近白级或出白级)。
Sa2.5级处理的技术标准:同Sa2要求前半部一样,但疵点限定为不超过每平方米表面的5%,可包括轻微暗影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
Sa3级——级相当于美国SSPC—SP5级,是工业上的最高处理级别,也叫做白色清理级(或白色级)。
Sa3级处理的技术标准:与Sa2.5级一样但5%的阴影、疵点、锈蚀等都不得不存在了。
手工除锈等级:St2 彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
St3 非常彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
除锈应比St2更为彻底,底材显露部分的表面应具有金属光泽。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
喷砂除锈等级分1.0/2.0/2.5/3.0,最高级是3.0只有高科技比较精密的零件用.一般除锈都是以2.5为标准,粗糙度与等级没有关系,粗糙度的大小是会影响涂层的质量,一般涂层厚的要求粗糙度大一些.
不同的除锈方法不可以等效,Sa是手工除锈,St是机械除锈,具体的除锈等级标准要根据设计图纸来确定
Sa1 轻度的喷射或抛射除锈
钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
Sa2 彻底的喷射或抛射除锈
钢材表面应无可见的油脂和污垢,并且氧化皮、铁锈和油漆涂层等附着物已基本清除,其残留物应是牢固附着的。
Sa2.5 非常彻底的喷射或抛射除锈
钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
Sa3 使钢材表观洁净的喷射或抛射除锈
钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
St2 彻底的手工和动力工具除锈
钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
St3 非常彻底的手工和动力工具除锈
钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
除锈应比St2更为彻底,底材显露部分的表面应具有金属光泽。
FI 火焰除锈
钢材表面应无氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅为表面变色(不同颜色的暗影)。