螺纹、沉孔标注
螺纹沉孔标注方法

螺纹沉孔标注方法
嘿,朋友!今天我来给你唠唠螺纹沉孔标注方法,这可是我的独家秘籍哦!
首先啊,咱得搞清楚啥是螺纹沉孔。
你就把它想象成一个小坑,专门给螺丝头藏起来的地方,这样螺丝头就不会凸出来碍事啦。
标注的时候呢,咱一步一步来。
第一步,找到那个要标注的螺纹沉孔,就像找宝藏一样,可别找错咯!
然后呢,开始画个圈圈,这个圈圈就代表螺纹沉孔啦。
哎呀,我跟你说,我有一次画圈圈画得歪七扭八的,就像个喝醉了的小蛇一样,把我
自己都逗乐了。
接下来,在圈圈里面写上螺纹的规格,比如说 M8 啦、M10 啦,这就好比给这个小坑起个名字。
再然后呢,要标注深度啦!这可重要了,就像给小坑量身高一样。
你得标清楚这个坑有多深,不然到时候螺丝放进去不合适,那不就搞笑了嘛。
还有哦,别忘了标注沉孔的直径。
这就像是给小坑量腰围,得让人家知道这个坑有多粗嘛。
我再给你说个搞笑的事儿,有一次我标注的时候,把直径标错了,结果人家加工出来的东西根本就装不进去,那场面,别提有多尴尬了。
标注的时候啊,要特别注意这些要点哦。
一是要仔细,别马虎,不然就出错啦。
二是要清楚,可别写得模模糊糊的,让人看不懂。
三是要准确,错一点都不行。
哎呀呀,我这可都毫无保留地告诉你啦,你可得好好记住哦。
就像记住你最喜欢的明星的名字一样记住这些步骤。
总之呢,标注螺纹沉孔就是这么个事儿,不难吧?只要你按照我说的一步一步来,肯定没问题。
下次你再遇到螺纹沉孔标注,就不会抓耳挠腮啦,直接就能搞定!哈哈,加油哦!我相信你肯定能行的!好啦,我这独家秘籍就传授到这儿啦,你赶紧去试试吧!。
NX工程图自动标注孔(包括螺纹孔)大小和深度
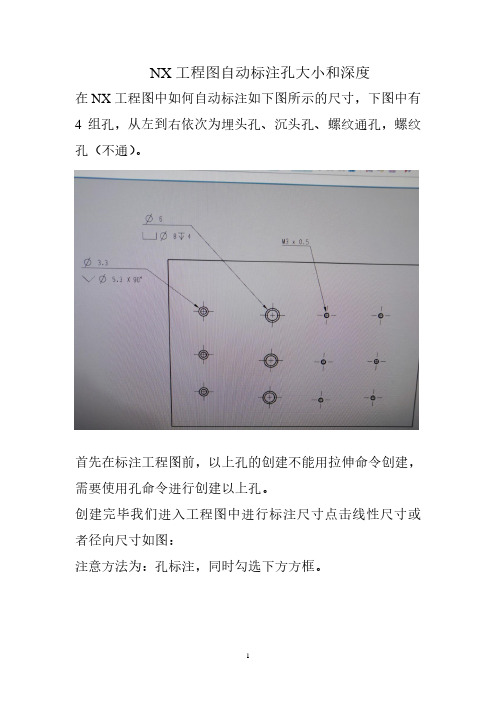
NX工程图自动标注孔大小和深度
在NX工程图中如何自动标注如下图所示的尺寸,下图中有4组孔,从左到右依次为埋头孔、沉头孔、螺纹通孔,螺纹孔(不通)。
我们
首先在标注工程图前,以上孔的创建不能用拉伸命令创建,需要使用孔命令进行创建以上孔。
创建完毕我们进入工程图中进行标注尺寸点击线性尺寸或者径向尺寸如图:
注意方法为:孔标注,同时勾选下方方框。
标注结果如图所示:
上图中M3x0.5:0.5为螺距
如何取消螺距,见下图选中尺寸然后右击设置,进行如下设置:
自动标注结果:。
模具设计与制造标准之沉头孔加工标准

ø5.5 ø10 7
2. 英制螺丝头沉头孔:需锪平
常见螺纹 过孔大小 沉头孔大小 沉头深度(±0.5)
1/8〞 5/32〞 3/16〞 1/4〞 5/16〞 3/8〞 1/2〞 5/8〞 3/4〞
ø3.5 ø8 5
ø4.5 ø9 64 10
ø10.5 ø17 12
模具设计与制造标准之沉头孔加工标准
1. 公制螺丝头沉头孔:需锪平 常见螺纹 M4 M5
过孔大小 沉头孔大小 沉头深度(±0.5)
M6 ø7 ø12 8
M8 ø9 ø15 10
M10 ø11 ø18 12
M12 ø13 ø20 14
M16 ø17 ø26 18
M20 ø22 ø32 22
ø4.5 ø9 6
4. 内导套沉头孔:一般做在夹持板上,需锪平。
内导套 沉头大小 沉头深度(±0.1) ø10 ø20 3.3 ø12 ø22 3.3 ø16 ø28 3.3 ø20 ø30 3.3 ø25 ø38 3.3
5. 圆冲头沉头孔沉头深度一律为:5.2±0.1 ,需锪平。 6. 带挂台异性冲头沉头深度一律为 5.2±0.1 ,需锪平。 7. 弹簧沉头孔:需锪平。 8. 冲头补强部位在脱料板中的避位孔:需锪平。 ***所有热处理板的沉头深度一律在以上沉头深度的基础上加深 0.1~0.3
ø14.0 ø21 15
ø17.0 ø25 20
ø21.0 ø28 22
***若为下模刀口板则所有螺丝沉头深度比上表相应加深 2mm. 3. 內导柱沉头孔:一般做在非夹持板上,需锪平。
内倒柱 沉头大小 沉头深度(±0.1) ø10 ø16 5.3 ø12 ø18 5.3 ø16 ø22 5.3 ø20 ø26 5.3 ø25 ø31 5.3
沉头孔标注及加工标准
常见螺纹 过孔大小 沉头孔大小 沉头深度(±0.5) M4 Φ4.5 Φ9 6 M5 Φ5.5 Φ10 7 M6 Φ7.0 Φ12 8 M8 Φ9.0 Φ15 10 M10 Φ11.0 Φ18 12 M12 Φ13.0 Φ20 14 M16 Φ17.0 Φ26 18 M20 Φ22.0 Φ32 22
内导套 沉头大小 沉头深度(±0.1) Φ10 Φ20 3.3 Φ12 Φ22 3.3 Φ16 Φ28 3.3 Φ20 Φ30 3.3 Φ25 Φ38 3.3
4.5 圆冲头沉头孔沉头深度一律为:5.2 ±0.1,需锪平 4.6 带挂台异形冲头沉头深度一律为:5.2 ±0.1,需锪平 4.7 弹簧沉头孔:需锪平。 4.8 冲头补强部位在脱料板中的避位孔:需锪平。 ***所有热处理板的沉头深度一律在以上沉头深度的基础上加深0.1~0.3
4.2 英制螺丝头沉头孔:需锪平
常见螺纹 过孔大小 沉头孔大小 沉头深度(±0.5) 1/8" Φ3.5 Φ8 5 5/32" Φ4.5 Φ9 6 3/16" Φ5.5 Φ10 7 1/4" Φ7.0 Φ12 8 5/16" Φ8.5 Φ14 10 3/8" Φ10.5 Φ17 12 1/2" Φ14.0 Φ21 15 5/8" Φ17.0 Φ25 20 3/4" Φ21.0 Φ28 22
***若为下模刀口板则所有螺丝沉头深度比上表相应加深
2mm.Biblioteka 4.3 内导柱沉头孔:一般做在非夹持板上,需锪平。
内导柱 沉头大小 沉头深度(±0.1) Φ10 Φ16 5.3 Φ12 Φ18 5.3 Φ16 Φ22 5.3 Φ20 Φ26 5.3 Φ25 Φ31 5.3
沉孔尺寸

M8
M10
4.3 5.0 6
8
10
11
15
18
2.3 2.9 3.4 4.6 5.7 6.8
9
11
一一 一
一
一
一
一
一
2.4 2.9 3.4 4.5 5.5 6.6
9
11
M14 M16 M20 M24
24 26 33
40
M30 M36
48
57
15 17.5 21.5 25.5 32
38
18 20 24
9.6 10.6
12.8
17.6
1
1.2 1.5 1.6 2.4
2.7 2.7
3.3
6
1.8 2.4 2.9 3.4
3.9
4.5
5.5
6.6
9
90°--24°°
M10 M12 M14 M16 M20
d2 20.3 24.4 28.4 32.4 40.4
t
5
6
7
8
10
d1
11
a
拟制:
13.5 15.5 17.5
A、ザグリ属于附图1类型(即普通直沉头)
B、皿ザグリ属于附图2类型(即90°杯形沉头)
附表:1
螺纹规 格
d2 t d3 螺d纹1规
格
d2
M1.6 3.3 1.8 一 1.8
M12 20
t
13
d3 16 d1 13.5
内六角圆柱头螺钉用沉孔尺寸(摘自GB/T152.3-1988)
M2 M2.5 M3 M4 M5 M6
90°--24°°
22
沉头、半沉头螺钉用沉孔尺寸
有关螺纹的数据和标注规定 正文
青岛海信模具有限公司企业标准Q/RSR J01338M-2004 有关常用普通粗牙螺纹的数据和规定1 范围本标准包含了常用普通粗牙螺纹(以下简称螺纹)的有关数据和标注规定。
本标准适用于海信模具公司与普通粗牙螺纹有关的设计、加工和检验工作。
2 基本内容2.1螺纹联接的基本类型及应用螺纹联接主要有通过螺纹紧固件的联接(如螺栓联接)和直接用被联接件上的螺纹进行的联接(如螺钉联接)两种。
我公司应用最多的是后一种,主要是采用内六角圆柱头螺钉联接固定模板、型芯、镶件等零件。
通常采用符合国标GB/T 70.1-2000中12.9级要求的内六角圆柱头螺钉,其装配尺寸见表1所示。
吊环螺钉用来起吊模具、模板和镶件,我公司通常采用符合国标GB825-88的A型吊环螺钉,其螺孔尺寸见表2所示。
2.2 螺纹的有关图纸画法2.2.1 螺纹牙顶圆的投影用粗实线表示,牙底圆的投影用细实线表示,有效螺纹的终止界线(简称螺纹终止线)用粗实线表示。
在垂直于螺纹轴线的投影面的视图中,表示牙底圆的细实线只画约3/4圈。
2.2.2 不可见螺纹的所有图线均用虚线绘制。
2.2.3 无论外螺纹还是内螺纹,在剖视图或剖面图中剖面线都应画到粗实线。
2.2.4在平行于螺纹轴线的投影面的视图中,绘制不穿通的螺孔时,应将底孔深度与螺纹部分深度分别画出。
2.2.5 以剖视图表示内外螺纹的联接时,其旋合部分按外螺纹的画法绘制,其余部分仍按各自的画法表示。
2.3 螺纹孔的有关标注规定2.3.1图纸上必须标注出螺纹孔的规格和数量,如8-M12等,不同规格的螺纹孔应能够被有效识别。
2.3.2对于一般的螺纹孔,如果没有特殊要求,可以不在图纸上标注其螺纹有效深度和底孔深度,加工人员直接按照表2进行加工。
2.3.3对于热流道、油缸等处有特殊用途的紧固螺钉孔,或在其它超差易发生缺陷的地方,应在图纸上标注出螺纹孔的有效深度或底孔深度。
标注形式为M xx Dep xx H xx,其中Dep xx指螺纹孔的有效深度,H xx指底孔深度(包括钻尖深度在内,见表2图)。
螺纹的规定画法和标注

第41页螺纹的规定画法和标注1、按规定的画法绘制螺纹的主、左视图。
(1)外螺纹:大径M20、螺纹长30mm、螺杆长画40mm 后断开,螺纹倒角C2。
●解题要点:①注意小径=0.85大经;②螺纹牙底画3/4圈。
(2)内螺纹:大径M20、螺纹长30mm、孔深40mm,螺纹倒角C2。
●解题要点:①注意剖面线要画至粗实线处;②螺纹牙底画3/4圈。
2、将题1(1)的外螺纹掉头,旋入题1(2)的螺孔,旋合长度为20mm,作旋合后的主视图。
●解题要点:①以剖视图表示内、外螺纹连接时,其旋合部分按外螺纹绘制,其余部分仍按各自的画法表示。
②特别注意剖面线要画至粗实线处。
3、分析下列错误画法,并将正确的图形画在下边的空白处。
4、根据下列给定的螺纹要素,标注螺纹的标记或代号:(1)粗牙普通螺纹,公称直径24mm,螺距3mm,单线,右旋,螺纹公差带:中径、小径均为6H,旋合长度属于短的一组。
(2)细牙普通螺纹,公称直径30mm,螺距2mm,单线,右旋,螺纹公差带:中径5g,小径为6g,旋合长度属于中等的一组。
●解题要点:标注细牙螺纹时,必须注出螺距。
(3)非螺纹密封的管螺纹,尺寸代号3/4,公差等级为A级,右旋。
(4)梯形螺纹,公称直径30mm,螺距6mm,双线,左旋,中径公差带为7e,中等旋合长度。
5、根据标注的螺纹代号,查表并说明螺纹的各要素:(1)该螺纹为梯形螺纹;公称直径为 20mm ;螺距为 4mm ;线数为 2 ;旋向为左旋;螺纹公差代号为 7H 。
(2)该螺纹为非密封管螺纹;尺寸代号为 1/2 ;大径为 20.955mm ;小径为 18.631mm ;螺距为 1.814mm 。
●解题要点:该题查P363附表3和P365附表4第45页1、查表填写下列各紧固件的尺寸:(1)六角头螺栓:螺栓 GB /T 5782-2000 M16×65●解题要点:该题查P332 附表10(2)开槽沉头螺钉:螺钉 GB /T 68-2000 M10×50●解题要点:该题查P330 附表72、根据所注规格尺寸,查表写出各紧固件的规定标记:(1)A级的1型六角螺母螺母GB/T6170-2000 M16●解题要点:该题查P372 附表12(2)A级的平垫圈垫圈GB/T 97.1-2000 16●解题要点:该题查P372 附表133、查表画出下列螺纹紧固件,并注出螺纹的公称直径和螺栓、螺钉的长度l。
沉头螺纹孔标注
沉头螺纹孔标注
沉头螺纹孔标注是指在工程图纸上对沉头螺纹孔进行标注的一
种方法。
沉头螺纹孔是一种具有沉头的螺纹孔,它的设计目的是在表面上留下一个平滑的装配表面。
通过标注沉头螺纹孔,可以确保在制造过程中准确地加工这些孔。
沉头螺纹孔标注通常包括以下几个要素:
1. 孔的直径:标注孔的直径是确保正确加工的关键。
直径可以通过直径符号()或实际尺寸来表示。
2. 沉头直径:沉头直径指的是沉头螺纹孔底部的平坦面的直径。
它通常比孔的直径略大。
3. 沉头深度:沉头深度是指沉头螺纹孔从表面到沉头平坦面的距离。
它可以通过直线和箭头表示,箭头指向深度的方向。
4. 螺纹规格:标注螺纹规格是为了指明需要在沉头螺纹孔中加工的螺纹类型和尺寸。
常见的螺纹规格包括UNC(统一粗螺纹)、UNF(统一细螺纹)和M(公制螺纹)等。
除了上述基本要素外,沉头螺纹孔标注还可以包括其他附加信息,例
如孔的位置、沉头的角度等。
这些附加信息有助于制造人员准确理解和加工沉头螺纹孔。
需要注意的是,在标注沉头螺纹孔时,需要按照国际通用的标准符号和规范进行,以确保图纸的统一性和可读性。
此外,制造人员在根据图纸进行加工时,也需要遵循相应的加工工艺和质量要求,以确保沉头螺纹孔的质量和可靠性。
沉头螺纹孔标注

沉头螺纹孔标注简介沉头螺纹孔标注是一种用于工程绘图中的标记方法。
在一些机械零件和装配过程中,经常需要使用沉头螺纹孔来固定零件。
为了方便制造和装配,需要在图纸中准确标注沉头螺纹孔的位置和相关要求。
本文将深入探讨沉头螺纹孔标注的方法和要点。
标注要求标注沉头螺纹孔时,需要考虑以下几个要点:1. 孔的直径和孔深沉头螺纹孔的直径和孔深是标注的关键要素。
直径一般用直线穿过孔的中心点表示,并在直线上方注明直径尺寸。
孔深则用箭头标注,箭头一般指向的是孔的底部,并在箭头旁注明孔深尺寸。
这样做可以准确地表示孔的尺寸。
2. 孔的位置孔的位置是标注的另一个重要要素。
可以使用坐标标注的方式,将孔的位置与参考特征点或尺寸线关联起来。
标注时,需要注明孔的相对位置和距离,方便制造和安装过程中的准确定位。
3. 孔的型号和螺纹信息孔中的螺纹信息也是标注中不可忽视的一部分。
可以使用图符号、文字、字母等方式标注螺纹信息,包括螺纹型号、螺纹标准、螺距等。
这些信息对于制造和装配过程中的选择和配对非常重要。
标注方法在进行沉头螺纹孔标注时,需要按照以下步骤进行:1. 确定孔的位置和要求根据零件设计要求和装配过程的要求,确定沉头螺纹孔的位置和相关要求。
考虑到零件的使用情况和制造工艺,选择适当的孔径、孔深和螺纹参数。
2. 绘制草图使用CAD等绘图软件绘制沉头螺纹孔的草图。
按照实际尺寸和比例绘制孔的形状和尺寸。
注意标注直径、孔深和螺纹信息的位置和字体。
3. 标注孔的直径和孔深将直径和孔深标注在孔的位置附近。
使用直线穿过孔的中心点并在直线上方注明直径尺寸。
使用箭头指向孔的底部,并在箭头旁注明孔深尺寸。
4. 标注孔的位置使用坐标标注的方式将孔的位置与参考特征点或尺寸线关联起来。
标注时,注明孔的相对位置和距离,方便制造和安装过程中的准确定位。
5. 标注孔的型号和螺纹信息使用图符号、文字或字母标注孔中的螺纹信息。
标注螺纹型号、螺纹标准和螺距等。
确保标注清晰可读,方便制造过程中的选择和配对。