Simufact.Welding 6.0 热源二次开发初步教程
(完整)1_UG二次开发实用教程 第一章
第1章二次开发应用初步UG/NX是当今世界上最先进和高度集成的、面向制造行业的CAD/CAE/CAM软件系统,可用于产品的整个开发过程,包括产品概念设计、建模、分析和加工。
UG/NX以其强大的设计和加工功能而著称,可以支持目前市场上销售的不同厂家的所有工作站及微机平台,广泛应用于通用机械、模具、汽车及航空航天领域,被很多世界著名公司选定为企业计算机辅助设计、分析、制造的标准。
从20世纪60年代起UG就一直代表着工程制造业CAD/CAM软件产品的最高水平。
20世纪90年代,UG进入中国市场,受到广大CAD/CAM用户的欢迎。
UG在中国的用户已超过1000多家,装机量达到350 多套。
这是因为UG是一个集成化、全面、一体的软件,它包括设计、加工、分析和最流行的产品数据管理(PDM),给企业提供了一个全面的解决方案。
1.1 CAD软件的二次开发随着CAD应用领域的不断扩大和应用水平的不断提高,用户需求与CAD系统规模之间的矛盾日益增加,没有一个CAD系统能够完全满足用户的各种需求。
作为商品化的CAD软件产品,是否拥有一个开放的体系结构,是衡量该软件的优劣性、适用性和生命力的重要标志,而是否拥有一个开发简便、运行高效的二次开发平台又是开放式体系结构的核心和关键。
目前,主流的CAD软件都具有用户定制功能并提供二次开发工具。
通过CAD软件的二次开发工具可以把商品化、通用化的CAD系统用户化、本地化、即以CAD系统为基础平台,在软件开发商所提供的开发环境与编程接口基础之上,根据自身的技术需要研制开发符合相关标准和适合企业实际应用的用户化、专业化、知识化、集成化软件,以进一步提高产品研发的效率。
在通用CAD基础上融入专业知识构建专用CAD系统是当前深化CAD应用的潮流。
把用户的设计思想转化为特定的新功能需要以下基本要素,这些基本要素构成了CAD软件二次开发平台的基本结构:(1)通用CAD软件——管理层。
通用CAD软件是整个开发的基础,是二次开发应用程序的宿主。
simufact.welding焊接模拟学习教案
2、在弹出的界面中设定工作名称及保留地点。
点击焊接模拟教程事例文件,请使用及以上版本翻开以前向来都是发的forming的教程,而网上的资料相对较少,其实软件也是一款很不错的软件,过去我们做焊接非线性大部分都是用marc,可是marc那个不人性化的界面,以及建模的复杂,让生手们望而止步。
simufact鉴于marc 和两个求解器,扬长避短,开发了极易使用的焊接模拟软件,今日我就带大家一同来体验一下吧。
欢迎捧场噢!1、翻开软件。
点击新建按钮创立一个新的仿真模拟。
ok确立3、在新弹出的界面中,设定重力方向、工件数目、工作平台数目、完整固定夹具数目、力固定夹具数目、机械手数目,设定达成后点击ok确立重力方向:依据实质与所成立的几何模型坐标系来设定。
以下图,模型空间坐标系以下列图所示,焊接构件搁置于地面工作平台上,所以设定重力方向为Z的负方向。
工件数目:图示为两个工件焊接,上方柱形构件及下方平板行构件。
数目设置为2工作平台:起支撑作用,图示,蓝色构件下边的黄色构件为工作平台,一些复杂形状的构件焊接时,内部支撑夹具形状要复杂一些,可是道理是同样的。
它们对工件起到支撑作用。
完整固定夹具:依据实质中夹具工装设定,意为XYZ方向均不行动。
里固定夹具:施加必定的力,使工件固定。
如图示蓝色板类件上边的四个小圆柱,经过它们施加必定的力,让构件压在工作平台上。
机械手数目:焊接工艺顶用到的机械手数目,有些工艺需要多个机械手同时进行焊接,依据实质定义即可。
本事例为一个机械手,次序焊接底部四条直线焊缝,没道焊缝之间间隔一段时间(机械手转向)。
4、在软件catalog空白地区点击鼠标右键,在弹出的对话框中选择Geometries(几何)——Import(导入),而后在弹出的对话框中选摘要导入的几何模型,能够一次性导入全部模型,在后边弹出的单位选择对话框中选择你建模时所用的单位,而后将useforallgeometries前方勾选,意为全部几何模型的单元都采纳目前单位。
Simufact.Welding6.0热源二次开发初步教程
Simufact.Welding6.0热源⼆次开发初步教程Simufact.Welding 6.0 热源⼆次开发初步教程1 主要⽬的:开始随时间变化的焊接热源,如脉冲热源2 基本要求:1) 脉冲热源频率:8Hz2) 脉宽30ms3) 其它略3 软件安装1) simufact.welding 6.02) VS20103) Intel Visual Fortran Composer XE 20133 基本步骤3.1 软件设置安装完之后需要配置path、Lib 和include 三个环境变量。
以下列出环境变量值作为参考(需要根据VS 和fortran 的安装位置不同进⾏相应的修改) 。
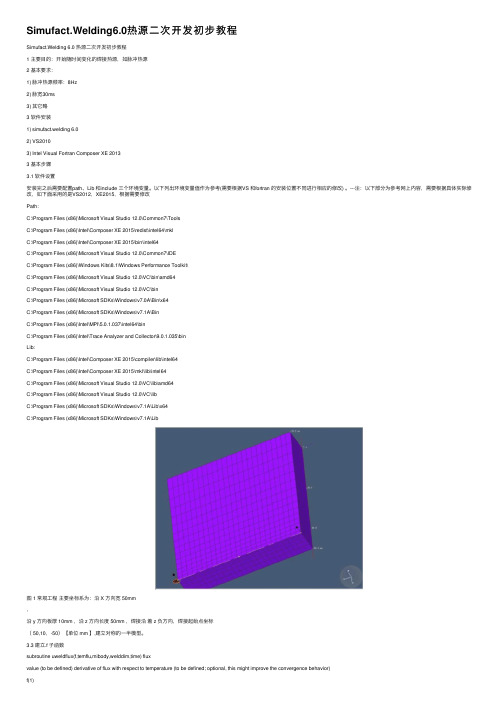
---注:以下部分为参考⽹上内容,需要根据具体实际修改,如下⾯采⽤的是VS2012,XE2015,根据需要修改Path:C:\Program Files (x86)\Microsoft Visual Studio 12.0\Common7\ToolsC:\Program Files (x86)\Intel\Composer XE 2015\redist\intel64\mklC:\Program Files (x86)\Intel\Composer XE 2015\bin\intel64C:\Program Files (x86)\Microsoft Visual Studio 12.0\Common7\IDEC:\Program Files (x86)\Windows Kits\8.1\Windows Performance Toolkit\C:\Program Files (x86)\Microsoft Visual Studio 12.0\VC\bin\amd64C:\Program Files (x86)\Microsoft Visual Studio 12.0\VC\binC:\Program Files (x86)\Microsoft SDKs\Windows\v7.0A\Bin\x64C:\Program Files (x86)\Microsoft SDKs\Windows\v7.1A\BinC:\Program Files (x86)\Intel\MPI\5.0.1.037\intel64\binC:\Program Files (x86)\Intel\Trace Analyzer and Collector\9.0.1.035\binLib:C:\Program Files (x86)\Intel\Composer XE 2015\compiler\lib\intel64C:\Program Files (x86)\Intel\Composer XE 2015\mkl\lib\intel64C:\Program Files (x86)\Microsoft Visual Studio 12.0\VC\lib\amd64C:\Program Files (x86)\Microsoft Visual Studio 12.0\VC\libC:\Program Files (x86)\Microsoft SDKs\Windows\v7.1A\Lib\x64C:\Program Files (x86)\Microsoft SDKs\Windows\v7.1A\Lib图 1 常规⼯程主要坐标系为:沿 X ⽅向宽 50mm,沿 y ⽅向板厚 10mm ,沿 z ⽅向长度 50mm ,焊接沿着 z 负⽅向,焊接起始点坐标( 50,10,-50)【单位 mm 】,建⽴对称的⼀半模型。
sysweld热源的二次开发
sysweld热源的二次开发D影响焊接残余应力产生的主要因素是材料的影响、热源的影响以及焊接参数的影响。
其中焊接时的热输入是产生焊接残余应力的决定性因素。
焊接热源的种类、热能量密度分布、热源移动的速度、被焊构件的形状与厚度都直接影响着热源引起的温度场分布,因而也影响着焊接残余应力的分布规律,因此只有找到与实际焊接过程相符合的热源模型参数,才能准确的获得焊接残余应力。
图3.2为SYSWELD 软件进行焊接残余应力计算的主要步骤,从图中也可以看出热源在焊接数值模拟过程中的重要性。
SYSWELD 内置了三种常用热源模型:适用于表面热处理的高斯热源、适用于高能焊接(如电子束焊和激光焊)的3D 高斯热源以及适用于电弧焊的双椭球热源。
这三种模型基本涵盖了各种板厚的热源模型,但是略微复杂的焊缝形状,利用软件自带的热源模型进行校核会带来耗费时间以及模拟不准确等结果。
图3.2 SYSWELD 计算残余应力的主要步骤 Fig. 3.2 Main steps of calculating residualstress with SYSWELD作为一款商用软件,SYSWELD 为了满足客户需求,专门为设计人员提供了热源二次开发的功能,它能帮助设计人员开发出合适的热源模型,对热源进行开发主要有以下两种方式:(1)热源的函数文件是用简体Fortran 编写的,其格式为*.fct ,可以通过记事本打开*.fct 文件自行编写和修改程序来得到所需要的热源模型。
(2) 也可以通过焊接导向修改热源程序(如图3.3),其原理与在记事本中编写程序相同。
首先通过Functions DB 选项,调出热源函数,然后利用Fortran 语言进行编写,最后程序进行保存。
焊接接头建模热源校实验结一进行温度场和热源实 修正热YESNO图3.3 在Functions DB 修改热源Fig 3.3. To modify heat source in FunctionsDB3.2 焊缝有限元模型的建立及材料简介3.2.1 热源校核焊缝有限元模型建立随着我国高速铁路的快速发展,对高速列车的制造加工质量也提出了更高的要求。
基于Simufact welding仿真在弧焊机器人教学中的研究

内燃机与配件0引言自2010年起我院开设焊接机器人应用与维护专业以来,培养焊工7000多人,焊接机器人操作大约5000多人,目前在校生焊工400多人。
为服务地方经济发展,培养以徐工集团为核心的制造型企业,探索一种高效、快捷、低成本的教学途径,提升学生焊接工艺参数设置能力,提高焊接机器人教学质量,本文研究将Simufact 焊接仿真应用到焊接机器人应用与维护专业教学中,以达到期望效果。
在焊接领域用于仿真模拟工具有许多,由于焊接加工过程是与温度、应力变形和冶金组织状态相互作用和影响、常会发生较为复杂的物理变化。
如果利用仿真模拟再现整个焊接过程对学生来说,不仅焊接工艺参数对焊缝成形影响有直观的感受,且能掌握建立焊接工艺各参数相互影响关系。
因此,在技工院校焊接机器人应用与维护专业教学过程中,运用Simufact welding 仿真软件对焊缝成形过程进行模拟教学有着重要的意义。
1Simufact 焊接有限元建立Simufact 焊接有限元焊接仿真通过导入焊接组件的网格化零件,构建有限元焊件模型;设置合理的环境参数和焊接参数对整个焊接过程进行高度模拟;最后,对Simufact 导出的数据和图像进行分析。
在导入网格化焊接组件时,建议运用多种网格方式,在焊缝周边较细的网格可以准确地获得高梯度温度。
如果出现网格的划分算法不太兼容的现象,建议对焊件进行独立网格划分的处理,这样会避免了不兼容现象的干涉和影响。
通常焊接件对兼容的网格设计既费时又有难度,所以,一般采用不兼容网格划分算法。
运用Solidworks三维软件建模后再Hypermesh 划分网格,最后保存。
建立仿真模型的建立是否合理直接关系到预处理时间,直观的用户界面对模拟过程起到事倍功半的效果。
在建立焊接结构时,可以用三维软件自行绘制焊接组件,如装夹夹具可以预定义组。
在运用有限元软件分析时,需要对焊件定义求解器、焊枪数量、设置跟踪点、加载焊件组件以及边界条件的设置。
simufact.forming中文手册教程

SuperForge2005使用手册内容:参数设置,试验分析,结果分析编制:王 毅部门:工程部时间:2005.7.28~2005.8.10目录一、计算机配置及相关参数设置和结果简介-----------------------------11.计算机配置情况:-----------------------------------------------12.软件主要参数设置说明-------------------------------------------13.软件运行结果的说明---------------------------------------------2二、SUPERFORGE2005操作步骤详解------------------------------------31.生成STL模型文件------------------------------------------------32.在S UPER F ORGE环境下设置各参数-------------------------------------53.参数调入设计树-------------------------------------------------84.运行-----------------------------------------------------------95.结果显示-------------------------------------------------------9三、关键参数设置试验及分析----------------------------------------101.STL文件精度的设置--------------------------------------------102.模具类型的设置------------------------------------------------123.网格长度的设置------------------------------------------------144.摩擦系数的设置------------------------------------------------165.水压机速度设置------------------------------------------------186.材料的定义----------------------------------------------------20四、结果显示与分析------------------------------------------------221.接触应力(C ONTACT P RESSURE)-------------------------------------222.其他结果说明--------------------------------------------------25 结论--------------------------------------------------------------27一、计算机配置及相关参数设置和结果简介SuperForge2005试用过程是在2004使用的一定经验之上进行的,对于我司的产品的一些参数,大体上已经有一定的积累,记录如下:1. 计算机配置情况:CPU:奔腾D520(64位2.66主频)内存:2G显卡:ATI X700主板:Intel 915G硬盘:120G(SATA)2. 软件主要参数设置说明按照我司产品的整个制作过程,对软件运行的整体参数按步骤作如下设置:①模具的类型选择:Backward Extrusion (或者closed die)②输入模具及锻件文件为STL格式(具体制作过程见附录)Model->From fileSTL文件在制作时会因为误差和角度的不同,在本文中,若不作特殊说明则:“粗”是指误差为0.0557mm,角度为30°的STL文件;“良”是指误差为0.0215mm,角度为10°的STL文件;“精”是指误差为0.0023mm,角度为0.5°的STL文件。
simufact.welding焊接模拟教程(2020年整理).doc

simufact.welding焊接模拟教程案例文件,请使用simufact.welding3.1.0及以上版本打开之前一直都是发的forming的教程,而simufact.welding网上的资料相对较少,其实simufact.welding软件也是一款很不错的软件,以往我们做焊接非线性大多数都是用marc,但是marc那个不人性化的界面,以及建模的复杂,让新手们望而却步。
simufact基于marc和ife.weldsim两个求解器,取长补短,开发了极易使用的模拟软件,今天我就带大家一起来体验一下吧。
欢迎捧场噢!1、打开simufact.welding3.1.0软件。
点击新建按钮创建一个新的仿真模拟。
2、在弹出的界面中设定工作名称及保存位置。
点击ok确定3、在新弹出的界面中,设定重力方向、工件数量、工作平台数量、完全固定夹具数量、力固定夹具数量、数量,设定完成后点击ok确定重力方向:按照实际与所建立的几何坐标系来设定。
如图所示,模型空间坐标系如下图所示,焊接构件放置于地面工作平台上,因此设定重力方向为Z的负方向。
工件数量:图示为两个工件,上方柱形构件及下方行构件。
数量设置为2工作平台:起支撑作用,图示,蓝色构件下面的黄色构件为工作平台,一些复杂形状的构件焊接时,内部支撑夹具形状要复杂一些,但是道理是一样的。
它们对工件起到支撑作用。
完全固定夹具:根据实际中夹具工装设定,意为XYZ方向均不可动。
里固定:施加一定的力,使工件固定。
如图示蓝色板类件上面的四个小圆柱,通过它们施加一定的力,让压在工作平台上。
数量:中用到的机械手数量,有些工艺需要多个机械手同时进行焊接,按照实际定义即可。
本案例为一个机械手,顺序焊接底部四条直线焊缝,没道焊缝之间间隔一段时间(机械手转向)。
4、在软件catalog空白区域点击鼠标右键,在弹出的对话框中选择Geometries(几何)——Import(导入),然后在弹出的对话框中选择要导入的几何模型,可以一次性导入所有模型,在后面弹出的单位选择对话框中选择你建模时所用的单位,然后将use for all geometries前面勾选,意为所有几何模型的单元都采用当前单位。
Inventor二次开发学习指南

Inventor 二次开发学习指南作者:梁晓冬– Autodesk开发技术顾问Inventor作为Autodesk公司制造业旗舰产品,已经在三维领域得到了广泛的应用。
许多国内开发者迫切想学习Inventor API,学习如何应用到专业领域。
也有很多做设计的工程师,想借助API提高设计效率。
本文面向准备使用Inventor进行开发的读者,旨在提供一个新手学习指南,以及相关学习资料,视频,文档,例子。
每个人学习的速度和阶段不同,大家可根据自己的情况选取其中对你有用的内容(蓝色字体为对应资源下载或站点的链接)。
1.软件预备-Inventor 产品:可从Autodesk官方网站的Inventor产品目录下载试用版,或从该链接查看如何购买。
老一点的版本并不影响学习,但如果刚开始开发,建议用2012,2013,因为可用到最新的功能,如后面后提到的免注册插件机制。
-开发环境:本文建议用.NET开发(见第4点开发技能准备),因此需要Visual Studio 2008/2010或Visual Studio 2008/2010 Express。
-SDK(开发包): Inventor的SDK随产品安装(后面将详细介绍)。
2.学习三维设计概念或许你尚不知Inventor的功能和用途?或者尚不了解三维设计概念?在Autodesk University 和Autodesk University中国网站有大量教程。
下面选取几个,帮助学习三维设计的基本概念,例如,草图,特征,零件,装配,工程图等。
-籍Inventor及数字化样机, 打通设计与工程的任督二脉(英文):Autodesk 制造业部门资深副总裁Robert从最新的行业发展趋势到案例研究,介绍规模不同的制造企业如何依靠先进的技术在当今充满挑战的经济环境下保持竞争力。
-从AutoCAD迁移到Autodesk Inventor(中文): 展示如何充分轻松地从AutoCAD 迁移到Autodesk Inventor。
基于Sysweld的焊接接头热源模型二次开发
1.2 热源模型 Sysweld 软件内置了 3 种结构简单的热源模型[6],
20 ·试验与研究·
分别为:
(1) 二维高斯面热源模型, 适用于表面热处理;
(2) 三维高斯锥形热源 模 型 , 适 用 于 激 光 焊 、
电子束焊等高能束流焊接;
(3) 三维双椭球热源模型, 适用于 TIG, MIG 焊
1.3 热源计算
基于 Sysweld 平台开发自定义的异型焊 接 接 头 ,
建立三维有限元模型, 其单元类型、 单元组的数量
和种类必须和内置的热源模型一致, 具体包括:
(1) 建立包含焊缝和母材的 3D 单元组; (2) 从 3D
单元抽取表面网格, 生成 2D 单元组, 表征换热面;
(3) 从焊缝和母材的 3D 单元沿着焊接方向抽取 2 条
摘要: 焊接接头的结构形式和尺寸精度直接影响热源模型计算结果的准确性 , 工程实际应用的焊接接头形式多样、 结构复杂, Sysweld
内置的焊接接头远不能满足实际需求。 基于 Hypermesh, Sysweld 软件平台开发了大坡口角焊缝和双侧多层角焊缝热源模型, 首先利用
Hypermesh 建立有限元模型生成可执行的内嵌文件, 利用 Sysweld 的 HSF 工具反复调整 双 椭 球 热 源 高 斯 参 数 , 并 将 校 核 结 果 与 试 验 结
1 大坡口角焊缝的热源计算 1.1 几何模型
焊接结构的接头形式和形状多种多样, 只利用 专用商业焊接有限元软件所提供的自定义接头往往 不够, 这就要求必须根据工程实际自定义接头形式 和形状。 如图 1 所示的大坡口角焊缝, 其坡口位置、 坡口角度直接影响传热过程, 继而影响焊接结构件 最终的变形量和组织性能。
simufact.welding焊接软件操作
在Simufact.welding 中整个焊接过程仿真按下述步骤进行:1)生成新的焊接仿真分析项目2)导入模型3)设置边界条件4)设置焊接路径5)定义焊接热源6)设置焊接材料7)求解器设置8)提交计算9)结果后处理具体分析过程如下:1)生成新的分析项目a)点击桌面simufact.welding 2.5.1快捷方式启动simufact.welding软件,或者Windows开始菜单中点击simufact.welding 2.5.1。
启动之后整个simufact.welding界面如下:b)选择并按下extras→settings菜单。
c)弹出settings对话框,选择units/unit system。
Simufact.Welding焊接仿真软件提供五种单位制形式:International system of units (SI system)SI-mm unit systemImperial unit system——英制单位United States Customary System——美制单位User-defined unit system选择user-defined unit system,自行设置单位。
比较重要的单位:时间(s)、温度(℃)、长度(mm)和压强(MPa),设置好之后点击apply。
d)点击directories设置存储路径。
点击按钮弹出对话框,设置存储路径,也可进行其它路径的设置,点击apply,点击OK,关闭settings窗口。
e)点击菜单栏project→new新建分析项目。
输入项目名称。
此名称不能超过20个字符,且字符范围为:“A-Z”,“a-z”、“0-9”和连字符。
点击OK。
弹出分析项目设置对话框,可在窗口右端description中输入此分析项目的相关信息,其他设置如下:设置周围环境温度ambient temperature、重力加速度gravity、求解器solver及仿真所需模型部件components 数量的设置。
用Simufact.welding做焊接仿真
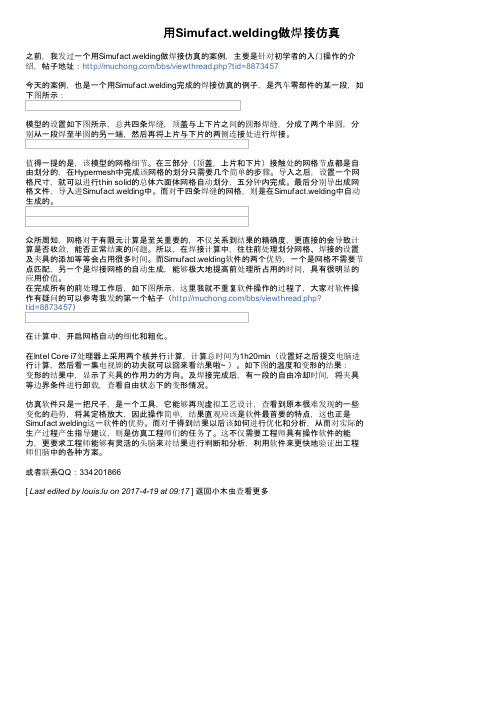
用Simufact.welding做焊接仿真之前,我发过一个用Simufact.welding做焊接仿真的案例,主要是针对初学者的入门操作的介绍,帖子地址:/bbs/viewthread.php?tid=8873457今天的案例,也是一个用Simufact.welding完成的焊接仿真的例子,是汽车零部件的某一段,如下图所示:模型的设置如下图所示,总共四条焊缝,顶盖与上下片之间的圆形焊缝,分成了两个半圆,分别从一段焊至半圆的另一端,然后再将上片与下片的两侧连接处进行焊接。
值得一提的是,该模型的网格细节。
在三部分(顶盖,上片和下片)接触处的网格节点都是自由划分的,在Hypermesh中完成该网格的划分只需要几个简单的步骤。
导入之后,设置一个网格尺寸,就可以进行thin solid的总体六面体网格自动划分,五分钟内完成。
最后分别导出成网格文件,导入进Simufact.welding中。
而对于四条焊缝的网格,则是在Simufact.welding中自动生成的。
众所周知,网格对于有限元计算是至关重要的,不仅关系到结果的精确度,更直接的会导致计算是否收敛,能否正常结束的问题。
所以,在焊接计算中,往往前处理划分网格、焊接的设置及夹具的添加等等会占用很多时间。
而Simufact.welding软件的两个优势,一个是网格不需要节点匹配,另一个是焊接网格的自动生成,能够极大地提高前处理所占用的时间,具有很明显的应用价值。
在完成所有的前处理工作后,如下图所示,这里我就不重复软件操作的过程了,大家对软件操作有疑问的可以参考我发的第一个帖子(/bbs/viewthread.php?tid=8873457)在计算中,开启网格自动的细化和粗化。
在Intel Core i7处理器上采用两个核并行计算,计算总时间为1h20min(设置好之后提交电脑进行计算,然后看一集电视剧的功夫就可以回来看结果啦~ )。
如下图的温度和变形的结果:变形的结果中,显示了夹具的作用力的方向。
Simufact.welding实际案例分析

3.1有限元模型的建立有限元模型:材料:16MnCr5,常温屈服应力约为400Mpa 左右。
焊接两个零部件相连处的三道焊缝 焊接工艺及参数:采用机械手进行焊接,焊缝之间移动时间约为8S ,整个焊接过程约为650S 。
焊接参数:焊接电压:30V ,焊接电流150A ,焊接速度400cm/min ;图8为建立的焊接仿真模型。
图8为建立的焊接仿真模型为了分析3条焊缝采用何种焊接顺序焊后变形最小,我们需要计算不同焊接顺序合焊接方向。
经过初步分析,一共三条焊缝,同时考虑焊接先后顺序和焊接方向时,一共有24种不同的工艺。
如图9所示,如图9(a)表示的焊接工艺,先焊“1”,然后顺时针依次焊接“2”和“3”,焊接方向按照顺时针为“+”,逆时针为“-”,我们就将这种工艺表示为:“123”,以此为标准。
如图9(b)所示的工艺,先焊“2”,方向为逆时针,因此表示为“-2“。
然后顺时针焊“1”,最后顺时针焊“3”。
就表示为:“-213”。
(a )123 (b )-213图9 焊接顺序和焊接方向示意图3.2 结果分析在Simfact.welding 中,焊接宏观分析主要有三方面,即焊接残余应力分析、焊后变形分析和焊接温度场分析。
在工程上,前两种分析更为重要,更具有实际意义。
经过计算24种不同焊接顺序和焊接方向后,得到了如下结果:其中有7种工艺由于变形量较大,导致计算不收敛。
由于-132与-123基本类似,得知-123计算不收敛后,于是没有对-132进行计算。
这里我们仅对计算完成的进行详细结果分析。
表1为计算结果211-23的详细列表:工艺序号计算结果工艺序号计算结果工艺序号计算结果工艺序号计算结果1 2 3 计算完成-1 2 3 不收敛-1 -2 3 计算完成-1 2 -3 不收敛1 32 计算完成-13 2 没有计算-1 -3 2 计算完成-1 3 -2 计算完成2 3 1 不收敛-2 3 1 计算完成-2 -3 1 计算完成-2 3 -1 计算完成2 13 计算完成-2 1 3 计算完成-2 -1 3 计算完成-2 1 -3 计算完成3 1 2 计算完成-3 1 2 不收敛-3 -1 2 不收敛-3 1 -2 计算完成3 2 1 计算完成-3 2 1 不收敛-3 -2 1 计算完成-3 2 -1 不收敛表1 计算结果汇总图10所示为以上7种不收敛情况的计算结果。
Simufact.welding 5.0 中文教程 - 第六章

6 电阻点焊(Resistance spot welding )目录6.1电阻焊基本知识点 (4)6.2工件的电阻特性 (5)6.3电阻焊的仿真计算 (7)6.4焊枪运动与电极库 (8)6.5Simufact.welding中的电阻点焊仿真 (9)6.6后处理 (20)6.6.1电势 (20)6.6.2电流密度 (22)6.6.3热-电能量密度 (22)6.6.4接触导电率 (22)6.7几个注意点 (23)6.8局限性 (23)6.9参考文献 (24)关键词:电阻点焊、3D、网格自动细化教程级别:焊接仿真基础培训、Simufact.welding基础培训。
主要内容:本章节讲述的是基本电阻点焊的理论、应用背景以及如何simufact.welding中建立仿真过程,并且详细阐述了电阻点焊的后处理注意点。
图6.1 电阻点焊仿真案例6.1电阻焊基本知识点电阻焊工艺因其适用范围广,对材料的作用影响区很小,并且在生产过程中很容易进行质量管理等优点,如今已经广泛地被应用在汽车制造业中。
电阻焊有多种不同的焊接类型,不过他们都是基于焦耳作用产生热源的。
下表显示了不同类型的区别。
●电阻点焊(Resistance spot welding)●凸焊(Projection welding)●滚焊(Seam welding)●电阻电容焊(Capacitor discharge welding)图6.2 电阻焊的各种分类电阻焊是一种将两个导电组件在接触部位局部加热熔化,然后进行连接的焊接工艺。
熔化区域冷却凝固,会产生一个牢固的焊接接头,这是一个由外部作用力和温度扩散同时作用的过程。
电阻焊可以被看成是一系列电阻的串联模型,最大的电阻可以视为是电能转化为热能的主要因素。
如下图所示的串联电路:图6.3 电阻焊工艺的简化示意图焦耳热效应,是指将电能(电子的动能)转化为热能(导体原子的动能)。
对于一个稳定电流电路来说,其热通量可以由以下公式表示:公式6.1 稳定电路的热通量6.2工件的电阻特性如上所述,电阻焊工艺可以简化成一系列电阻串联的模型。
simufact welding焊接热源高斯参数

simufact welding焊接热源高斯参数
Simufact Welding 是一款强大的焊接模拟软件,用于模拟和分析焊接过程中的热、应力和变形。
在 Simufact Welding 中,高斯热源是一种常用的热源模型,用于描述焊接过程中热源的分布。
高斯热源的参数主要包括:热源半径(Radius)、热源高度(Height)、热流密度(Heat Flux Density)和热源中心位置(Center Position)。
这些参数对于模拟焊接过程和预测焊接结果至关重要。
热源半径是高斯热源的横向范围,它决定了热源在工件上的分布范围。
在 Simufact Welding 中,可以通过调整热源半径来模拟不同焊接方法的热源分布,例如焊条电弧焊、激光焊等。
热源高度描述了热源沿工件表面的垂直分布。
在 Simufact Welding 中,可以通过调整热源高度来模拟不同焊接方法的熔深和熔宽。
热流密度表示单位时间内通过单位面积的热流量,它决定了焊接过程中的热量输入。
在Simufact Welding 中,可以通过调整热流密度来模拟不同焊接方法的热量输入。
热源中心位置决定了高斯热源在工件上的位置。
在 Simufact Welding 中,可以通过调整热源中心位置来模拟不同焊接方法的起始点和结束点。
综上所述,Simufact Welding 中的高斯热源参数对于模拟和分析焊接过程至关重要。
通过合理设置这些参数,可以更准确地预测焊接结果,优化焊接工艺,提高焊接质量。
simufact钣金冲压及焊接一体化仿真

Simufact.forming钣金冲压及焊接一体化仿真整体解决方案西模发特信息科技(上海)有限公司2014年1月27日目录一、钣金冲压及焊接一体化仿真软件购买的必要性 (3)二、钣金冲压及焊接一体化仿真软件的组成部分和技术要求 (6)2.1、钣金冲压及焊接一体化仿真软件的主要组成部分 (6)2.2、钣金冲压及焊接一体化仿真软件的主要技术要求 (7)三、Simufact材料加工一体化仿真软件整体解决方案 (9)3.1 德国SIMUFACT ENGINEERING公司介绍 (9)3.2 Simufact材料加工一体化仿真软件介绍 (10)3.3 simufact软件工作原理 (12)3.4 simufact国内客户成功案例 (12)3.4.1钣金成形案例 (12)3.4.2旋压案例......................................................................... 错误!未定义书签。
3.4.3热处理案例..................................................................... 错误!未定义书签。
3.4.4焊接案例 (13)3.5 simufact软件推荐配置 ............................................................. 错误!未定义书签。
3.6 simufact硬件参考配置 (17)3.7售后服务能力介绍 (17)四、结论 (18)一、钣金冲压及焊接一体化仿真软件购买的必要性现实钣金冲压生产过程中大部分零部件都通过先冲压后焊接装配加工生产出来,首先,影响以上工艺的因素众多。
这些参数均会对零件本身产生影响,如果工装设计或工艺参数不合理,将会导致产品出现缺陷,造成人力和物力资源的浪费。
传统的冲压及焊接工艺工装设计主要依据经验数据,工作量大、周期长、效率低、费用高、缺少科学性和预见性。
Simufact.welding 5.0 中文教程 - 第六章
6 电阻点焊(Resistance spot welding )目录6.1电阻焊基本知识点 (4)6.2工件的电阻特性 (5)6.3电阻焊的仿真计算 (7)6.4焊枪运动与电极库 (8)6.5Simufact.welding中的电阻点焊仿真 (9)6.6后处理 (20)6.6.1电势 (20)6.6.2电流密度 (22)6.6.3热-电能量密度 (22)6.6.4接触导电率 (22)6.7几个注意点 (23)6.8局限性 (23)6.9参考文献 (24)关键词:电阻点焊、3D、网格自动细化教程级别:焊接仿真基础培训、Simufact.welding基础培训。
主要内容:本章节讲述的是基本电阻点焊的理论、应用背景以及如何simufact.welding中建立仿真过程,并且详细阐述了电阻点焊的后处理注意点。
图6.1 电阻点焊仿真案例6.1电阻焊基本知识点电阻焊工艺因其适用范围广,对材料的作用影响区很小,并且在生产过程中很容易进行质量管理等优点,如今已经广泛地被应用在汽车制造业中。
电阻焊有多种不同的焊接类型,不过他们都是基于焦耳作用产生热源的。
下表显示了不同类型的区别。
●电阻点焊(Resistance spot welding)●凸焊(Projection welding)●滚焊(Seam welding)●电阻电容焊(Capacitor discharge welding)图6.2 电阻焊的各种分类电阻焊是一种将两个导电组件在接触部位局部加热熔化,然后进行连接的焊接工艺。
熔化区域冷却凝固,会产生一个牢固的焊接接头,这是一个由外部作用力和温度扩散同时作用的过程。
电阻焊可以被看成是一系列电阻的串联模型,最大的电阻可以视为是电能转化为热能的主要因素。
如下图所示的串联电路:图6.3 电阻焊工艺的简化示意图焦耳热效应,是指将电能(电子的动能)转化为热能(导体原子的动能)。
对于一个稳定电流电路来说,其热通量可以由以下公式表示:公式6.1 稳定电路的热通量6.2工件的电阻特性如上所述,电阻焊工艺可以简化成一系列电阻串联的模型。
Simufact.welding实际案例分析

3.1有限元模型的建立有限元模型:材料:16MnCr5,常温屈服应力约为400Mpa 左右。
焊接两个零部件相连处的三道焊缝 焊接工艺及参数:采用机械手进行焊接,焊缝之间移动时间约为8S ,整个焊接过程约为650S 。
焊接参数:焊接电压:30V ,焊接电流150A ,焊接速度400cm/min ;图8为建立的焊接仿真模型。
图8为建立的焊接仿真模型为了分析3条焊缝采用何种焊接顺序焊后变形最小,我们需要计算不同焊接顺序合焊接方向。
经过初步分析,一共三条焊缝,同时考虑焊接先后顺序和焊接方向时,一共有24种不同的工艺。
如图9所示,如图9(a)表示的焊接工艺,先焊“1”,然后顺时针依次焊接“2”和“3”,焊接方向按照顺时针为“+”,逆时针为“-”,我们就将这种工艺表示为:“123”,以此为标准。
如图9(b)所示的工艺,先焊“2”,方向为逆时针,因此表示为“-2“。
然后顺时针焊“1”,最后顺时针焊“3”。
就表示为:“-213”。
(a )123 (b )-213图9 焊接顺序和焊接方向示意图3.2 结果分析在Simfact.welding 中,焊接宏观分析主要有三方面,即焊接残余应力分析、焊后变形分析和焊接温度场分析。
在工程上,前两种分析更为重要,更具有实际意义。
经过计算24种不同焊接顺序和焊接方向后,得到了如下结果:其中有7种工艺由于变形量较大,导致计算不收敛。
由于-132与-123基本类似,得知-123计算不收敛后,于是没有对-132进行计算。
这里我们仅对计算完成的进行详细结果分析。
表1为计算结果211-23的详细列表:工艺序号计算结果工艺序号计算结果工艺序号计算结果工艺序号计算结果1 2 3 计算完成-1 2 3 不收敛-1 -2 3 计算完成-1 2 -3 不收敛1 32 计算完成-13 2 没有计算-1 -3 2 计算完成-1 3 -2 计算完成2 3 1 不收敛-2 3 1 计算完成-2 -3 1 计算完成-2 3 -1 计算完成2 13 计算完成-2 1 3 计算完成-2 -1 3 计算完成-2 1 -3 计算完成3 1 2 计算完成-3 1 2 不收敛-3 -1 2 不收敛-3 1 -2 计算完成3 2 1 计算完成-3 2 1 不收敛-3 -2 1 计算完成-3 2 -1 不收敛表1 计算结果汇总图10所示为以上7种不收敛情况的计算结果。
simufact.welding焊接模拟教程.pptx
学海无 涯
4、在软件 catalog 空白区域点击鼠标右键,在弹出的对话框中选择 Geometries(几何)——Import(导入),然后在弹出的对话框中选择要导入的几 何模型,可以一次性导入所有模型,在后面弹出的单位选择对话框中选择你建模 时所用的单位,然后将 use for all geometries 前面勾选,意为所有几何模型 的单元都采用当前单位。注意:导入的必须是划分好的网格,因为,仿真需要质 量比较好的单元,目前 simufact.welding 软件只支持六面体单元的计算,所以 需要大家自己通过网格划分工具进行网格划分,预计下一个版本的软件中会带有 自动网格划分工具,但是如果你想将仿真做准确,最好不要用自动划分的单元, 还是麻烦一点手动建模吧。
19、切换到 Fillet generation 菜单生成焊缝生死单元,首先选择 Fillet geometry 后面下拉框的 generate fillet,待下面激活后,勾选 Alignment to data points(按照数据点生成生死单元,可以通过本参数,使生成的生死单元 与工件个节点匹配),设定各个参数如图所示,将鼠标停留在 a、b 区域右侧会 出现参数含义示意图。设定完成后,点击 preview,右侧区域会出现生死单元截 面示意图。同理定义其它三条焊缝的生死单元,参数设置均一致。点击 ok 确定。
学海无 涯 13、在 Trajectories 上点击鼠标右键,选择 copy,重复三次。
学海无 涯
14、鼠标左键双击 trajectory-2,在弹出的对话框中点击删除,删除所有坐标 点,点击 yes 确定。
15、点击节点图标,选择第二条焊缝节点,如图所示,定义第二条焊缝路径,点 击 ok 确定。同理定义其它两条焊缝路径。
AM焊接计划模块的使用与二次开发
AM焊接计划模块的使用与二次开发作者:王贤英李彦达来源:《科学与财富》2015年第23期摘要:介绍了AM的WELD PLANNING的功能以及优缺点,并介绍了如何处理焊缝数据信息,以及通过开发实现焊缝数据的分类统计。
关键词:造船;焊接;计划;AVEVA Marine【分类号】U671.80 前言焊材是造船材料中的重要组成部分,焊接时造船生产活动的重要环节。
造船企业生产中的成本控制关系到企业的生存和发展。
所以,合理的计算焊接工时和材料定额可以有效的降低生产成本,提高企业的竞争力。
船体结构一般较为复杂,分段焊缝约有上万条,焊缝长度大于几千米,如果采用人工统计,将是一个巨大的工作量。
AVEVA Marine的WELD PLANNING模块可以较为准确的分析出分段的所有焊缝信息,分析和统计焊缝信息可以较为准确的统计船体结构的焊接物量以及焊材定额。
1 AM系统功能介绍AM系统的WELD PLANNING模块基于ASSEMBLY 模块,通过分析各级装配下零件与零件的拓扑关系,判断零件与零件之间是否存在焊缝,并生成焊缝信息。
其具有的功能如下:焊缝可在3D视图中与结构一起显示。
从而可以判断装配的焊缝分析的完整情况,从而判断该装配的焊缝数据是否可用于现场焊缝数据的统计,且可以在3D视图中选择指定的焊缝并读取其信息,便与判断某些特殊位置的焊缝的数据是否准确。
将焊缝数据生成报表,焊缝数据主要包含以下信息:焊缝的零件名和零件板厚、焊接代码、焊接长度、焊接位置和焊接类型等信息,这些信息是焊缝数据分类统计的基础,只要以这些数据为基础进行分析和统计,则可以实现对焊接材料和焊接工时的量化统计,为全面实现造船焊接工艺的数字化、精细化提供基础条件。
2 数据的分析2.1施焊工位AM系统通过分析各级装配下各零件之间的拓扑关系得到焊缝数据,并按装配生成表格,表格中的焊缝数据为完成该装配需要完成的焊缝数据。
对装配的数据进行归类统计,则可以知道各个装配的焊接的工作量和焊接工时,从而可以更好对作业区或者施工队的任务进行科学合理的安排和控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Simufact.Welding 6.0 热源二次开发初步教程1 主要目的:开始随时间变化的焊接热源,如脉冲热源2 基本要求:1)脉冲热源频率:8Hz2)脉宽30ms3)其它略3 软件安装1)simufact.welding 6.02)VS20103)Intel Visual Fortran Composer XE 20133 基本步骤3.1 软件设置安装完之后需要配置path、Lib和include三个环境变量。
以下列出环境变量值作为参考(需要根据VS和fortran的安装位置不同进行相应的修改)。
---注:以下部分为参考网上容,需要根据具体实际修改,如下面采用的是VS2012,XE2015,根据需要修改Path:C:\Program Files (x86)\Microsoft Visual Studio 12.0\Common7\ToolsC:\Program Files (x86)\Intel\Composer XE 2015\redist\intel64\mklC:\Program Files (x86)\Intel\Composer XE 2015\bin\intel64C:\Program Files (x86)\Microsoft Visual Studio 12.0\Common7\IDEC:\Program Files (x86)\Windows Kits\8.1\Windows Performance Toolkit\C:\Program Files (x86)\Microsoft Visual Studio 12.0\VC\bin\amd64C:\Program Files (x86)\Microsoft Visual Studio 12.0\VC\binC:\Program Files (x86)\Microsoft SDKs\Windows\v7.0A\Bin\x64C:\Program Files (x86)\Microsoft SDKs\Windows\v7.1A\BinC:\Program Files (x86)\Intel\MPI\5.0.1.037\intel64\binC:\Program Files (x86)\Intel\Trace Analyzer and Collector\9.0.1.035\binLib:C:\Program Files (x86)\Intel\Composer XE 2015\compiler\lib\intel64C:\Program Files (x86)\Intel\Composer XE 2015\mkl\lib\intel64C:\Program Files (x86)\Microsoft Visual Studio 12.0\VC\lib\amd64C:\Program Files (x86)\Microsoft Visual Studio 12.0\VC\libC:\Program Files (x86)\Microsoft SDKs\Windows\v7.1A\Lib\x64C:\Program Files (x86)\Microsoft SDKs\Windows\v7.1A\LibINCLUDE:C:\Program Files (x86)\Intel\Composer XE 2015\compiler\includeC:\Program Files (x86)\Intel\Composer XE 2015\mkl\includeC:\Program Files (x86)\Microsoft Visual Studio 12.0\VC\includeC:\Program Files (x86)\Microsoft SDKs\Windows\v7.1A\Includea3.2 常规建立并设置simufact.welding工程建立如下常规的simufact.welding工程(常规建立过程省略)图1 常规工程主要坐标系为:沿X方向宽50mm,沿y方向板厚10mm,沿z方向长度50mm,焊接沿着z 负方向,焊接起始点坐标(50,10,-50)【单位mm】,建立对称的一半模型。
3.3 建立.f子函数subroutine uweldflux(f,temflu,mibody,welddim,time)c f(1) flux value (to be defined)c f(2) derivative of flux with respect to temperaturec (to be defined; optional, this might improve thec convergence behavior)cc temflu(1) estimated temperaturec temflu(2) previous volumetric fluxc temflu(3) temperature at beginning of incrementc temflu(4,5,6)integration point coordinatesc mibody(1) element numberc mibody(2) flux typec mibody(3) integration point numberc mibody(4) flux index - not used if table inputc mibody(5) not usedc mibody(6) =1 : heat transferc =2 : joulec =3 : bearingc =4 : electrostaticc =5 : magnetostaticc =6 : acousticc mibody(7) internal element numberc mibody(8) layer number for heat transfer shells elementsc and volume fluxc mibody(9) Not usedc mibody(10) boundary condition number if table inputc time timecdimension mibody(*),temflu(*),welddim(*)real*8 finteger mibodyreal*8 temflu,time,welddimc* * * * * *c OPEN(UNIT=10,FILE='HELLO.TXT',POSITION='APPEND')a=0.003b=0.003c=0.003v=0.01T0=0.125temp=0.03xis=1zq=ceiling(time/T0)if(abs(MOD(time-temp,T0)).LT.1e-6) thenxis=0c write(10,*) time, 111else if(abs(MOD(time,T0)).LT.1e-6) thenxis=1c write(10,*) time,222else if ((time.LT.(zq*T0)).and.(time.GT.((zq-1)*T0+temp))) then xis=0c write(10,*) time, 333elsexis=1c write(10,*) time, 444end ifd=0.05-v*timeq=7000*0.7pi=3.14x=temflu(4)y=temflu(5)z=temflu(6)mibody(6)=1y0=0.009x0=0.05heat=6*sqrt(3.0)*q/(a*b*c*pi)ex=exp(-3*(z-d)**2/c**2-3*(y-y0)**2/b**2-3*(x-x0)**2/a**2)f=heat*ex*xisc write(10,*) time, xis,fc close(10)returnend并存为文件名rey.f33.4 开始子函数运行1)点击常规项目的运行按钮图2 点击运行按钮点击后出现运行对话框,不用管它,直接关闭。
图3 运行对话框(直接关闭)2)此时找到你常规工程下的_Run_文件夹位置并打开该文件夹图4 该工程的_Run_文件夹会发现该文件夹下面有Process.dat文件和run.bat文件。
3)用记事本方式打开并修改Process.dat文件(此步不可少!)找到“WELD FLUX - Definitions of Motion and Flux Parameters for Weld Heat Source”这一行,并修改这一行下面的第5行第三列的值改为3,如下图中的6改为3图5 修改前图6 修改后修改完成后保存。
4)用记事本打开并修改run.bat文件图7 修改前run.bat中的call后面为你的simufact.welding6.0安装后run_sfMarc.bat的位置我的上述容改为:call"E:\software\special\simufact6\simufact\welding\6.0\solver\simufact\sfMarc\sf_t ools\run_sfMarc.bat" -nthread_solver 2 -nthread_elem 2 -j F:\study\softwarestudy\software\simufact\marc_link\marc\Process\_Run_\Process.d at -u F:\study\softwarestudy\software\marc\udf_weldtool\rey.f -save yes需要说明的是:-j 后面增加刚才修改的Process.dat的位置-u 后面增加刚才rey.f文件的位置增加-save yes修改完成后并保存退出5)命令运行run.bat图8 点击红色框中的黑色小三角并选择“Open a shell”图9 点击红色框中的黑色小三角并选择“Open a shell”在出现的对话框中输入“run.bat”并回车运行一段时间后可以看到Results出现,即可得到想要的结果。
热源的脉冲效果如下:。