机械工程英语第二版叶邦彦 汉语翻译(机械工业出版社)
机械工程英语第二版叶邦彦_汉语翻译(机械工业出版社)--全本书翻译
•Types of Materials 材料的类型Materials may be grouped in several ways. Scientists often classify materials by their state: solid, liquid, or gas. They also separate them into organic (once living) and inorganic (never living) materials.材料可以按多种方法分类。
科学家常根据状态将材料分为:固体、液体或气体。
他们也把材料分为有机材料(曾经有生命的)和无机材料(从未有生命的)。
For industrial purposes, materials are divided into engineering materials or nonengineering materials. Engineering materials are those used in manufacture and become parts of products.就工业效用而言,材料被分为工程材料和非工程材料。
那些用于加工制造并成为产品组成部分的就是工程材料。
Nonengineering materials are the chemicals, fuels, lubricants, and other materials used in the manufacturing process, which do not become part of the product.非工程材料则是化学品、燃料、润滑剂以及其它用于加工制造过程但不成为产品组成部分的材料。
Engineering materials may be further subdivided into: ①Metal ②Ceramics ③Composite ④Polymers, etc.工程材料还能进一步细分为:①金属材料②陶瓷材料③复合材料④聚合材料,等等。
机械英语2

机械工程英语第二版叶邦彦陈统坚主编Casting is a manufacturing process in which molten metal is poured or injected and allowed to solidify in a suitably shaped mold cavity. During or after cooling, the cast part is removed from the mold and then processed for delivery.铸造是一种将熔化的金属倒入或注入合适的铸模腔并且在其中固化的制造工艺。
在冷却期间或冷却后,把铸件从铸模中取出,然后进行交付。
Casting processes and cast-material technologies vary from simple to highly complex. Material and process selection depends on the part’s complexity and function, the product’s quality specifications, and the projected cost level.铸造工艺和铸造材料技术从简单到高度复杂变化很大。
材料和工艺的选择取决于零件的复杂性和功能、产品的质量要求以及成本预算水平。
Castings are parts that are made close to their final dimensions by a casting process. With a history dating back 6,000 years, the various casting processes are in a state of continuous refinement and evolution as technological advances are being made.通过铸造加工,铸件可以做成很接近它们的最终尺寸。
机械工程英语第2版叶邦彦Unit13
机械工程英语第2版叶邦彦Unit13Unit 13Jigs and Fixtures1.Introduction2.Definition of a Drill Jig3.Typical Jigs and Fixtures1.IntroductionJigs and fixtures are alike in that they both incorporate [包含] devices to ensure that the workpiece is correctly located and clamped, but they differ in that :●Jigs incorporate means of tool guiding during the actualcutting operation, and fixtures do not.●Fixtures may incorporate means of setting the cuttingtools relative the location system.The advantages of jigs and fixtures can be summarised as follows:(1)marking out and other measuring and setting out methods areeliminated;(2)unskilled workers may proceed confidently and quickly in theknowledge that the workpiece can be positioned correctly, andthe tools guided or set;(3)the assembly of pairs is facilitated, since all components will beidentical within small limits, and “trying” and filing of work iseliminated;(4)the pairs will be interchangeable, and if the product is sold over awide area, the problem of spare parts will be simplified.The location of workpieceFig.1 represents a body thatis completely free in space. Inthis condition it has sixdegrees of freedom.Fig.1 The six degrees of freedom The clamping [夹持] of the workpieceThe clamping system must be such that the workpiece is held against the cutting forces, and the clamping forces must not be so great as to cause the workpiece to become distorted or damaged.2. Definition of a Drill JigA drill jig is a device for ensuring that a hole to bedrilled, tapped, or reamed in a workpiece will bemachined in the proper place.[3]Basically it consists of a clamping device to hold thepart in position under hardened-steel bushings throughwhich the drill passes during the drilling operation.3. Typical Jigs and FixturesTypical drill jigFig.2 illustrates a drillingjig for drilling four holes inthe flange [凸缘] of awork-piece that has beencompleted expect for thefour holes.Fig.2 Drilling jigTypical milling fixtureFig.3illustrates a simple milling fixture for milling the slot in the oterwise complited workpiece shown.The workpiece is clamped in position,and cutter is located against the setting block,which provides setting or cutter position and depth of cut .The fixture must be positioned relative to the machine table,this is done by engaging the two tenons at the bottom of the fixture in the slot in the machinetable[8] .the fixture is secured to the machine table with T-bolts,also engaging in the slots in the table (Fig.3).Fig.3 Milling fixtureNotes1. In practice,the only cutting tools that can be guided while actuallycutting are drills,reamers,and similar cutters;and so jigs are associated with drilling operations,and fixtures with all other operations.句意:实际上,在切削时惟一的能被引导的切削刀具是钻头、铰刀和类似的铣刀;因此钻模适用于钻削加工,而夹具则用在其他加工工艺中。
机械工程英语第二部份翻译
Unit5 INDUSTRIAL ROBOT工业机械人INTRODUCTION介绍Industrial robots are relatively new electromechanical devices that are beginning to change the appearance of modern industry. Industrial robots are not like the science fiction devices that possesshuman-like abilities and provide companionship with space traveler、Research to enable robots to“see,"hear",“touch",and "listen" has been underway for two decades and is beginning to bearfruit. However,the current technology of industrial robots is such that most robots contain Onlyan arm rather than all the anatomy a human possesses. Current control only allows these devicesto move from point to point in space,performing relatively simple taskes. The Robotics Instituteof America defines a robot as“a reprogram rnable multifunction manipulator designed to move material,parts, tools,or other specialized devices through variable programmed motions for theperformance of a variety of tasks. "' A NC machining center would qualify as a robot if one wereto interpret different types of machining as different functions- Most manufacturing engineers donot consider a NC machining center a robot,even though these machines hive a number of situ-ilarities. The power drive and controllers of both NC machines and robots can be quite similar. Robots, like NC machines can he powered by electrical motors,hydraulic systems,or pnetinlat。
机械工程英语第二版part2unit8翻译加词组
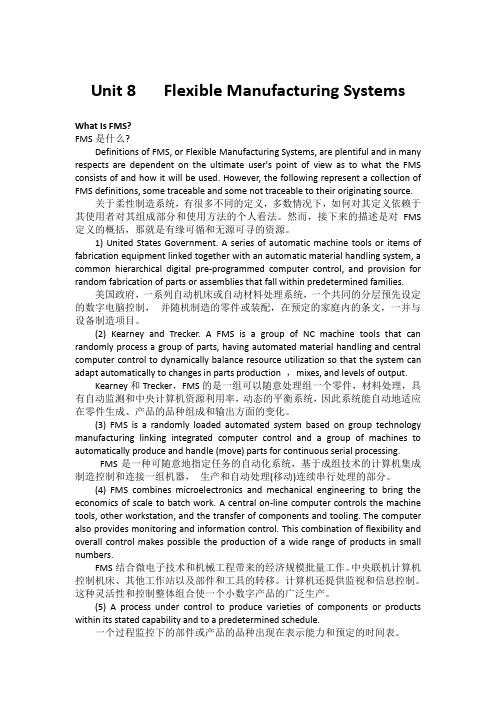
Unit 8 Flexible Manufacturing Systems What Is FMS?FMS是什么?Definitions of FMS, or Flexible Manufacturing Systems, are plentiful and in many respects are dependent on the ultimate user's point of view as to what the FMS consists of and how it will be used. However, the following represent a collection of FMS definitions, some traceable and some not traceable to their originating source.关于柔性制造系统,有很多不同的定义,多数情况下,如何对其定义依赖于其使用者对其组成部分和使用方法的个人看法。
然而,接下来的描述是对FMS 定义的概括,那就是有缘可循和无源可寻的资源。
1) United States Government. A series of automatic machine tools or items of fabrication equipment linked together with an automatic material handling system, a common hierarchical digital pre-programmed computer control, and provision for random fabrication of parts or assemblies that fall within predetermined families.美国政府,一系列自动机床或自动材料处理系统,一个共同的分层预先设定的数字电脑控制,并随机制造的零件或装配,在预定的家庭内的条文,一并与设备制造项目。
机械工程英语第二版part2unit11翻译
机械工程英语(第11单元)RapidPrototypingandManufacturingTechnologies快速原型制造和快速制造技术Introduction介绍forcomplexpatternsmakingandcomponentprototyping.Overthepastfewyear s,Avarietyofnewrapidmanufacturingtheologies,generallycalledRapidProto typingandManufacturing,haveemerged;thetechnologiesdevelopedincludes tereolithography(SL),selectivelasersintering(SLS),fuseddepositionmodeling(FSM),laminatedobjectmanufacturing(LOM),andthreedimensionalprint ing(3DPrinting)。
ThesetechnologiesarecapableofdirectlygeneratingphysicalobjectsfromCA Ddatabases.Theyhaveacommonimportantfeature:theprototypepartisprodu cedaddingmaterialsratherthanremovingmaterials,thatis,apartisfirstmodele个实体建模模块来建模,然后用数学的方法进行切层处理,使其成为一连串平行的横截面片。
每件,固化或具有约束力的路径生成。
这些固化或具有约束力路径是直接用于指导生产的部分机器固化或具有约束力的材料一致。
建成后,一层是,一个新的层是建立在以同样的方式前一个。
因此,该模型建立一层一层从底部到顶部。
RRProcessesRP反相进程Asmentionedearlier,thereareseveraltechnologiesavailableformodelprod uctionbasedontheprincipleof“growing”or“additive”manufacturing.Thema光固化成型机由3D系统公司的CharlesHull发明。
机械工程英语第二版翻译(节)讲义
单词:The vertical turning and boring mill 立式车床和钻铣Automatic lathes 自动车床Longitudinal & transverse feed control 纵向和横向进给控制infinitely variable spindle speed 无限可变转速through hole 通孔bar stock 棒料engine lathe 普通车床tapered 锥形的alignment 同轴性turret lathe 六角车床twist drill 麻花钻screw thread 螺纹keyway 键槽vertical 垂直machine tool 机床horizontal 水平stress 应力strain 应变productivity生产力torque 转矩contour轮廓introduction导言plastic deformation 塑性变形metal alloys 金属合金Investment casting 熔模铸造Centrifugal Casting 离心铸造Powder consolidation粉末固化Sintering烧结Rake angle前角Chip formation切削形成汉译英Engineering materials工程材料Heat treatment of metals金属热处理Casting process铸造工艺Forging process锻造工艺Powder metallurgy粉末冶金Injection molding喷射模塑法Metal cutting金属切削Grinding磨削Lapping and polishing研磨和抛光Surface engineering表面处理Lathe and turning车床和车削Drilling and milling钻和铣第一单元•Types of Materials材料的类型Materials may be grouped in several ways. Scientists often classify materials by their state: solid, liquid, or gas. They also separate them into organic (once living) and inorganic (never living) materials.材料可以按多种方法分类。
机械工程英语叶邦彦第二单元到第四单元课文 翻译综述
Unit 2 Numerical Control of Production EquipmentUnit 2 生产设备的数字控制Numerical Control (NC) is a form of programmable automation in which the processing equipment is controlled by means of numbers, letters, and other symbols. The numbers, letters, and symbols are coded in an appropriate format to define a program of instructions for a particular work-part or job. 数控是程序控制的自动化,在数字控制系统中,设备通过数字,字母和符号来编码,以一种合适的格式为每一个特定的零件或工件定义一个程序指令集。
When the job changes, the program of instructions is changed. The capability to change the program is what makes NC suitable for low-and medium-volume production. It is much easier to write new programs than to make major alterations of the processing equipment.当工件变化时,程序也变化,改变程序的能力亦适合中小批量生产。
写一个新程序比改变大量生产设备要容易的多。
Basic Components of NC数控基本结构A numerical control system consists of the following three basic components:数控系统由下面三部分组成:• Program of instructions控制程序• Machine control unit机器控制单元• Processing equipment加工设备The general relationship among the three components is illustrated in Fig. 2.1. The program is fed into the control unit, which directs the processing equipment accordingly.三部分的基本关系,由图 2.1 所示。
机械工程英语第二版PART2 Unit 9中英文对照

Unit 9 Computer-Integrated Manufacturing System COMPUTER INTEGRATED MANUFACTURING SYSTEM (1)计算机集成技术CIM DEFINEDComputer-integrated manufacturing or (CIM) is the term used to describe the most modern ap-proach to manufacturing. Although CIM encompasses many of the other advanced manufacturingtechnologies such as computer numerical control (CNC) ,computer-aided design/computer-aidedmanufacturing (CAD/CAM)。
robotics,and just一in-time delivery (J1T),it is more than a newtechnology or a new concept. Computer-integrated manufacturing is actually an entirely new ap-proach to manufacturing a new way of doing business.计算机集成制造(或CIM)是用来描述最现代化的一种制造方法的词汇。
尽管CIM包含了许多其他的先进制造技术,如计算机数字控制(CNC),计算机辅助设计/计算机辅助制造(CAD / CAM),机器人学和及时供货等,但它不仅仅是一种更高层次新技术或新概念。
计算机集成制造实际上是一种全新的制造方法和一种全新的贸易方式。
To understand CIM,it is necessary to begin with a comparison of modern and traditionalmanufacturing. Modern manufacturing encompasses ail of the activities andprocesses necessary to convert raw materials into finished products, deliver them to the market,and support them in thefield'. These activities include the following为了理解CIM,有必要一开始就有一个现代和传统制造业的比较。
机械工程英语叶邦彦第二单元到第四单元课文+翻译
Unit 2 Numerical Control of Production EquipmentUnit 2 生产设备的数字控制Numerical Control (NC) is a form of programmable automation in which the processing equipment is controlled by means of numbers, letters, and other symbols. The numbers, letters, and symbols are coded in an appropriate format to define a program of instructions for a particular work-part or job. 数控是程序控制的自动化,在数字控制系统中,设备通过数字,字母和符号来编码,以一种合适的格式为每一个特定的零件或工件定义一个程序指令集。
When the job changes, the program of instructions is changed. The capability to change the program is what makes NC suitable for low-and medium-volume production. It is much easier to write new programs than to make major alterations of the processing equipment.当工件变化时,程序也变化,改变程序的能力亦适合中小批量生产。
写一个新程序比改变大量生产设备要容易的多。
Basic Components of NC数控基本结构A numerical control system consists of the following three basic components:数控系统由下面三部分组成:• Program of instructions控制程序• Machine control unit机器控制单元• Processing equipment加工设备The general relationship among the three components is illustrated in Fig. 2.1. The program is fed into the control unit, which directs the processing equipment accordingly.三部分的基本关系,由图 2.1 所示。
机械工程英语第二版(叶邦彦 陈统坚主编)第二部分书后翻译
Unit 1 计算机技术1、The central and essential ingredient of GAD/CAM is the digital computer. CAD/CAM的核心部分是数字计算机。
2、Sinfnal conditioners,which filter random electrical noise and smooth the signal emanating from transducting devices.信号调整器,它可以过滤掉杂乱的电噪声,并可修整、平滑由传感装置送出的模拟信号。
3、A pulse counter is used to convert the pulse trains into a digital representation ,which is then aplied to the computer”s input channel. 脉冲计数器可将脉冲串转换为一种数字代码,以适合于计算机输入通道。
4、This results from the shared nature of the communication lines.这来自通信线的共享特性。
5、messages to a specific computer are usually transmitted to all computers in the network,with the addressee decoding its address and accdot the information.送往某特定计算机的信息,一般都传送到网络中的所有计算机,同时由信息接收计算机译出地址码并接收信息。
6、In a network,all computers are connected and communicated with each other according to some kinds of enacthed regulations or agreement,which are called"network protocols".在网络中,所有计算机都根据一些规则和协议进行连接和通信,规则和协议称为网络协议。
机械工程英语第2版叶邦彦Unit2
机械工程英语第2版叶邦彦Unit2Unit 2 Heat Treatment of Metals What is heat treatment ?Iron-Carbon Diagram AnalysisHeat Treatment TechniquesWhat is heat treatment ?The understanding of heat treatment is embraced by the broader study of metallurgy. Metallurgy is the physics, chemistry, and engineering related to metals from ore extraction to the final product.Heat treatment is the operation of heating and cooling a metal in its solid state to change its physical properties. According to the procedure used, steel can be hardened to resist cutting action and abrasion, or it can be softened to permit machining.Heat Treatment ApplicationMay remove internal stressesMay reduce grain sizeMay increase toughnessMay produce a hard surface on a ductile interiorThe analysis of the steel must be known because small percentages of certain elements, notably carbon, greatly affect the physical properties.Alloy steels owe their properties to the presence of one or more elements other than carbon, namely nickel, chromium , manganese, molybdenum , tungsten, silicon, vanadium , and copper.[1] Because of their improved physical properties they are used commercially in many ways not possible with carbon steels.Iron-Carbon Diagram AnalysisThose portions of the iron-carbon diagram near thedelta region and those above 2% carbon content are of little importance to the engineer and are deleted.[2] A simplified diagram, such as Fig.2.1, focuses on theeutectoid region and is quite useful in understanding the properties and processing of steel.The key transition described in this diagram is the decomposition of single-phase austenite (Y) to the two-phase ferrite plus carbide structure as temperature drops.Control of this reaction, which arises due to the drastically different carbon solubility of austenite and ferrite, enables a wide range of properties to be achieved through heat treatment .The transition processAt the upper temperatures, only austenite is present, the 0.77% carbon being dissolved in solid solution with the iron. When the steel cools to 727℃(1341℉), several changes occur simultaneously . The iron wants to change from the fcc austenite structure to the bcc ferrite structure, but the ferrite can only contain 0.02% carbon in solid solution. [3]The rejected carbonforms the carbon-richcementite intermetallicwith composition Fe3C.In essence, the netreaction at the eutectoidaustenite :0.77%Cferrite:0.02%Ccementite:6.67%CFig.2.1 Simplified ion-carbon diagramSince this chemical separation of the carbon component occurs entirely in the solid state, the resulting structure is a fine mechanical mixture of ferrite and cementite. Specimens prepared by polishing and etching in a weak solution of nitric acid and alcohol reveal the lamellar structure of alternating plates that forms on slow cooling.Heat Treatment Techniques HardeningTemperingAnnealingNormalizingSpheroidizingSurface HardeningHardeningDefinition:Hardening is the process of heating a piece of steel to a temperature within or above its critical range and then cooling it rapidly.Influencing factors:1.the correct temperature is obtained.2.the rate of heating is important.3.The hardness obtained from a given treatment dependson the quenching rate, the carbon content, and work size.TemperingSteel that has been hardened by rapid quenching is brittle and not suitable for most uses. By tempering or drawing, the hardness and brittleness may be reduced to the desired point forservice conditions. As these properties are reduced there is also a decrease in tensile strength and an increase in the ductility and toughness of the steel.The operation consists of reheating quench-hardened steel to some temperature below the critical range followed by any rate of cooling. The final structure obtained from tempering fully hardened steel is called tempered martensite.Tempering is possible because of the instability of the martensite, the principal constituent of hardened steel. Low-temperature draws from 300℉to 400℉(150℃~205℃), do not cause much decrease in hardness and are used principally to relieve internal strains.AnnealingThe primary purpose of annealing is to soften hard steelso that it may be machined or cold worked. This is usually accomplished by heating the steel too slightly above the critical temperature, holding it there until the temperatureof the piece is uniform throughout, and then cooling at a slowly controlled rate so that the temperature of the surface and that of the center of the piece are approximately the same.Annealing effectswipes out all trace of previous structure;refines the crystalline structure;softens the metal;relieves internal stresses previously set up in the metal.The temperature to which given steel should be heated in annealing depends on its composition; for carbon steels it can beobtained readily from the partial iron-iron carbide equilibrium diagram. The heating rate should be consistent with the size and uniformity of sections, so that the entire part is brought up to temperature as uniformly as possible.NormalizingThe process of normalizing consists of heating the steel about 50℉to 100℉(10℃~40℃) above the upper critical range and cooling in still air to room temperature. This process is principally used with low-and medium-carbon steels as well as alloy steels to make the grain structure more uniform, to relieve internal stresses, or to achieve desired results in physical properties.SpheroidizingSpheroidizing is the process of producing astructure in which the cementite is in a spheroidal distribution. If steel is heated slowly to a temperature just below the critical range and held there for a prolonged period of time, this structure will be obtained.Methods Of Surface HardeningCarburizingCarbonitridingCyaniding [氰化]Nitriding [渗氮]CarburizingThe oldest known method of producing a hard surface on steel is case hardening or carburizing. Iron at temperatures close to and above its critical temperature has an affinity for carbon.Thecarbon is absorbed into the metal to form a solid solution with iron and converts the outer surface into high-carbon steel.Pack carburizing consists of placing the parts to be treated in a closed container with some carbonaceous material such as charcoal or coke.。
机械工程英语第二版叶邦彦 教材词汇
Unit 1Advanced Engineering MaterialsCeramic 陶瓷Organic 有机的Inorganic 无机的Composite 复合材料Lubricant 润滑剂Alloy 合金Conuctivity 传导性Stiffness 刚度Ductility 韧性Cobalt 钴Nickel 镍Aluminum 铝Beverange 饮料Chromium 铬Impact 撞击力Polymer 聚合材料Atom 原子Atomic 原子的Magnisum 镁Flaw 裂纹Nick 刻痕Dent 压痕Shatter 毁损Crumple 皱折Valence 化合价Fracture toughness 断裂韧性Be grouped 归类Be divided into 划分Plastic deformation 塑性变形Be subdivided into 细分,再分Separate …into…分开,分类Unit2Heat Treatment of MetalsHardening 淬火Carbide 硬质合金Preliminary 初步的Specimen 样品Microscopic 显微镜的Rate 速率Flow 流动Exterior 外部Interior 内部Definite 确切的Uniform 一致的Eliminate 排除Warp 变形,扭曲Crack 开裂Partially 部分的Eutectoid 共析的Pearlite 珠光体Cementite 渗碳体Anneal 退火Medium 媒介Brine 盐水Finite 有限的Drawing 轧制Tensile 可拉长的Martensite 马氏体Precipitation 析出、沉淀Agglomeration 凝聚Coalescence 联合,聚并Substantial 大量的Austempering 奥氏回火法Martempering 马氏回火法Critical range 临界范围,临界期Heat quench 热淬火All the more 更加Close control 精确控制Unit 3 CastingProcessesBronze 青铜Brass 黄铜Molten 熔铸的Synthetic 合成的,人造的Pattern 模子Sprue 浇注口Runner 浇道Approximate 近似的Duplicate 复制品Aggregate 集合,总计Flask 沙箱Core 型芯Riser 冒口V oid 空隙Shrink 收缩Cope 上箱Drag 下箱Facilitate 使便利Draft 拔模余量Angular 有角度的Offset 偏移Vertical 垂直的Minimum 最小值Horizontal 水平的Portion 部分Gateway浇口Vent 通气孔Contraction 收缩Linear 线性的Shrinkage 缩水,收缩Sand casting 砂型铸造Core print 型芯头Parting line 分型线Parting face 分型面Machining(finish)allowance加工余量Unit4 2ForgingProcessescomprehensive 有压力的comprise 包含anvil 铁砧semimechanized 半机械化的elongation 拉伸lateral 横向的upsetting 顶锻bar 棒料axially 轴向的complexity 复杂性giant 巨大的hydraulically 液压的marine 航海的,船舶的propeller 螺旋推进器shaft 轴squeeze 挤,压榨ingot 锭铁refine 精炼randomly 随便地,未加计划地oriented 导向的,使适应,使确定方向porosity 多孔性hot-forming 热成型open-die forging 开模锻造close-die forging 闭模锻造jet-aircraft 喷气式飞机marine propeller shaft 螺旋桨轴drop-forge 冲锻,落锤锻造be oriented in 定……的方位Unit 5 Power Metallurgysinter 烧结coalesce 熔合ferrous 铁的,含铁的resultant 因而发生的,必然产生的homogeneous 同类的,相似的,均一的compromise 折衷的blend 混合glue 胶水theoretical 理论上的segregation 隔离diffusion 扩散,传播article 物品fabrication 编造,虚构捏造,伪造whilst 同时,时时bush 衬套bearing 轴承ferrous and nonferrousmetals 黑色及有色金属bush type bearing 滑动轴承a mass of 一堆,块,大量,大批,众多Unit 6 InjectionMoldingresin 树脂woven 机织织物mat 席子molecule 分子entity 实体,机构analogy 类似,类推,模拟,比喻differentiate 区别,区分thermoset 热固性incident 入射光opaque 不透明的solvent 溶剂fatigue 疲劳polycarbonate 聚碳酸酯transparent 透明的abrasive 研磨剂qualitatively 定性地beam 横梁specimen 样本deflection 挠度,偏差chamical bond 化学键impact strength 冲击强度incident light 入射光short-chopped fiber短纤维Unit 7 Metal Cuttingnormal 垂直的rake条,货架clearance 间隙,裕量backup 阻塞dissipation 消散rub 摩擦severe 严重的, 剧烈的adjacent 邻近的revolution 周期stroke 冲程,行程schematically 用图示法地elastically 有弹性地shear 剪切considerable 不可忽视的,相当大的curvature 弯曲,曲率rake angle 前角rake face 前刀面mild steel 中碳钢clearance angle 后角flank face 后刀面feed rate 进给量chip curl 切屑螺旋Unit 8 Grindingabrasive 有研磨作用的cylindrical 圆柱的spindle 转轴horizontal水平的vertical 竖直的planer 刨床reciprocating 往复式table 工作台periphery 圆周,边缘fixture 工件夹具chuck 吸盘center 顶尖transverse 横向的longitudinal 纵向的strap n.带, 皮带;vt. (用皮带)捆扎damp 夹紧,夹住planetary 行星的spin 使转动tilt 倾斜的resolve 分解parallel 平行的milling cutter 铣刀cylindrical surface 柱面cylindrical grinding machine 外圆磨床strap clamp 压板cylindrical grinding外圆磨削internal grinding 内圆磨削depth of cut 背吃刀量plunge cut 切入磨削rest blade 托板rubber-bonded 橡胶胶合Unit 9 Lappingand Polishinglapping 研磨polishing 抛光lap 研具embedded 压入的slurry 悬浮液piston 活塞cylinder 汽缸peak 凸峰valley 凹陷scratch 划痕pit 凹坑,蚀坑plateau 平台,高原spherical 球面的curvy 弯曲的lustrous 有光泽的mechanism 机构,机械装置smear 磨平,抹平electropolishing 电解抛光electroplating 电镀ion 离子electrolysis 电解electrolyte 电解质,电解液anodic 阳极的catholic 阴极的dissolution 溶解,融化fabrication 制造,生产,加工wafer 薄板resilient 有回弹力的reagent 试剂silicon 硅multiphase 多方面的dynamic 动力desorption解吸附作用compositive 合成的cast iron 生铁,铸铁,machining mark 机械加工痕迹surface irregularity 表面不平度mountain ranges 山脉ground down 碾碎glass lenses 玻璃透镜fine scale 精密标度mirror-like 镜似的finishing techniques 加工技巧direct electrical current 直流电metallic salt 金属盐类chemical mechanical polishing化学机械抛光damage-free 不受损伤integrated circuit 集成电路active compound 有效成分oxidation-reductive 氧化还原的Unit10 Surface。
机械工程英语第二版叶邦彦汉语翻译(机械工业出版社)

Types of Materi als材料的类型Materials may be grouped in several ways. Scientists often classify materials by their state: solid, liqui d, or gas. They also separate them into organic (once living) and inorganic (never living) materials.材料可以按多种方法分类。
科学家常根据状态将材料分为:固体、液体或气体。
他们也把材料分为有机材料(曾经有生命的)和无机材料(从未有生命的)。
For industrial purposes, materials are divided into engineering materials or nonengineering materials. Engin e ering materials are those used in manufacture and become parts of products.就工业效用而言,材料被分为工程材料和非工程材料。
那些用于加工制造并成为产品组成部分的就是工程材料。
Nonengineering materials are the chemicals, fuels, lubricants, and other materials used in the manufacturing proce s s, which do not become part of the product.非工程材料则是化学品、燃料、润滑剂以及其它用于加工制造过程但不成为产品组成部分的材料。
机械工程英语第二版 part2 第11单元翻译
Unit11 Rapid Prototyping and Manufacturing Technologies 快速成型与制造技术Introduction 导言Manufacturing community is facing two important challenging tasks: Substantial reducition of product development time; and Improvement on flexibility for manufacturing multi-variety and small batch-size products. Computer-aided design and manufacturing(CAD and CAM) have significantly improved the traditional production design and manufacturing. However, there are a number of obstacles in true integration of computer-aided design with computer-aided manufacturing for rapid development of new prodcts.制造社会面临两个重要的富有挑战性的任务:大幅度减少产品开发时间,提高多种产品,小批量大小产品的制造灵活性。
计算机辅助设计与制造(CAD 和CAM)有着显著改善了传统的产品设计及制造。
然而,在新产品快速开发方面有一些障碍,这些障碍阻碍着计算机辅助设计与计算机辅助制造的真正集成。
To substantially shorten the time for developing patterns, moulds, and prototypes, some manufacturing enterprise have started to use rapid prototyping(RP) methods for complex partterns making and component prototyping. Over the past few years, a variety of new rapid manufacturing technologies, generally called Rapid Prototyping and Manufacturing(RP & M) have emerged; the technologies developed include stereo lithography(SL),selective laser sintering(SLS), fused deposition modeling(FDM), laminated object manufacturing(LOM), and three dimensional printing(3D Printing). These technologies are capable of directly generating physical objects from CAD databases. They have a common important feature: the prototype part is produced by adding materials rather than removing materials, that is , a part is first modeled by a geometric modeler such as a solid modeler, and then is mathematically sectioned(sliced) into a series of parallel cross-section pieces. For each piece, the curing or binding paths are generated. These curing or binding paths are directly used to instruct the machine for producing the part by solidifying or binding a line of material. After a layer is built, a new layer is built on the previous one in the same way. Thus, the model is built layer by layer from the bottom to top.为了大大缩短母模,模具和样件的制作时间,一些制造厂开始利用快速原型制造技术(RP)来制作复杂的母模和零部件的原型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Unit 1 材料的种类(1)材料的分类方法很多。
科学家常用的典型的方法是根据它们的状态分类:固体,液态或气态。
材料也分为有机(可再生)和无机材料(不可再生)。
(2)工业上,材料划分为工程材料或非工程材料。
工程材料用于制造和加工成零件的材料。
非工程材料是化学药品,燃料,润滑剂和其它用于制造又不用来加工成零件的材料。
(3)工程材料可进一步细分为:金属,陶瓷,复合材料,聚合材料,等。
Metals and Metal Alloys 金属和金属合金(4)金属有好的导电好导热性,很多金属有高的强度,高硬度和高的延展性。
象铁,钴,镍这些金属有磁性。
在非常低的温度下,一些金属和金属互化物变成超导体。
(5)合金和纯金属有什么区别?纯金属在元素周期表的特殊区域。
例如用于制造电线的铜和做锅和饮料罐的铝。
合金含有两种以上的金属元素。
改变金属元素的比例可以改变合金的性质。
例如,合金金属的不锈钢,是由铁,镍,和铬组成。
而黄金珠宝含有金镍合金。
(6)为什么要使用金属和合金?很多金属和合金有很高密度并用在要求质量与体积比高的的场合。
一些金属合金,象铝基合金,密度低,用在航空领域可以节省燃料。
很多合金有断裂韧度,可以承受冲击,且耐用。
金属有哪些重要属性?(7)【密度】质量除以体积叫做密度。
很多金属有相对高的密度,特别的,象聚合体。
高密度的材料常是原子量很大,象金或铅。
然而一些金属,像铝或镁密度低,就常常用在要求有金属特性而又要求低质量的场合。
(8)【断裂韧性】断裂韧度用来描述金属抗断裂的能力,特别的,当有裂纹时。
金属通常都有无关紧要的刻痕和凹坑,且有耐冲击性。
足球队员关注这一点当他确信面罩不会被击碎的时候。
(9)【塑形变形】塑性变形表述的是材料在断裂之前弯曲变形的能力。
作为工程师,我们通常设计材料使得能够在正常情况下不变形。
你不会想要一阵强烈的西风就把你的车刮得往东倾斜。
然而,有时,我们可以利用塑性变形。
汽车的承受极限就是在彻底破坏之前靠塑形变形来吸收能量。
(10)金属的原子键也影响它们的性质。
金属中,外层电子属于所有原子,并且可自由移动。
因为这些电子的属能导电,导热,所以可以用这些金属做烹饪锅、电线。
透过金属不可能看的见,因为这些价电子吸收到达金属的光之。
没有光子通过。
(11)【合金】合金有两种以上金属组成。
增加其他金属可以影响密度,强度,断裂韧度,塑性变形,导电性和导致环境退化。
例如增加少量的铁到铝中可以增加它的强度。
还有,在钢中添加铬可以减缓生锈,但是这将使它更脆。
Ceramics and Glasses陶瓷和玻璃(12)广义上说,陶瓷是指所有无机非金属材料。
根据这个定义,陶瓷材料包括玻璃。
然而,有些材料科学家给陶瓷加了定语,陶瓷要是晶体的。
(13)玻璃是无机非金属材料,但是它没有晶体结构。
这种材料被称作非晶体。
Properties of Ceramics and Gasses陶瓷和玻璃的特性(14)高熔点,低密度,高强度,高刚度,高硬度,高耐磨性和抗腐蚀性是陶瓷和玻璃的常用特性。
一些陶瓷是电和热的绝缘体。
一些陶瓷有特别的性质:有些是磁性材料;有些是压电材料;而有些特殊陶瓷在低温下是超导体。
陶瓷和玻璃有一个主要的缺点是脆性高。
(15)陶瓷不是典型的从融化状态形成的。
这是因为在冷却温度以上时,陶瓷会大面积出现裂纹。
因此用于玻璃产品生产的简单有效的方法,象铸造和吹塑,这些要设计融融状态的方法都不能用于晶体陶瓷产品的生产。
取而代之,烧结或烘烤方式是典型的工艺。
烧结时,陶瓷粉末被加工成有紧密形体,并且接着把温度升到熔点一下。
在这个温度下,粉末立即反应,去除空隙,并得到严实的物品。
(16)光导纤维有三层:核心有高纯玻璃制成,该玻璃是高折射指数光传输材料;中间层是低折射指数玻璃,是保护核心玻璃表面不被擦伤或表面完整性被破坏的所谓覆层;最后外层是塑料(聚合体)护套,可以保护光导纤维不受损。
为了使核心玻璃表面的折射率高于覆层,核心玻璃掺少量的,可控的杂质,用来减慢光的传播,但是不吸收光。
因为核心玻璃的折射率高于覆层,只要光在核心玻璃和覆层分界面的角度大于临界角,会一直在核心玻璃中传播。
全部的内部反射和高纯的核心玻璃能是光传播很远的距离而强度降低很少。
【复合材料】(17)复合材料由两种或多种材料组成。
如包括聚合物陶瓷和金属陶瓷复合材料,复合材料被使用,因为复合材料的所有性能比单一元素高,例如聚合物陶瓷复合材料比聚合物复合材料的模量大,但它没有陶瓷脆(18)两种符合材料为:纤维增强复合材料、颗粒增强复合材料(19)(纤维增强复合材料)纤维增强复合材料由金属、陶瓷、玻璃和已经碳化的聚合物构成,因也被称为碳纤维。
纤维增大了材料基质的模量,沿纤维长度方向的较强的共价键在这个方向上产生了较高的模量,因为要打断或拉伸纤维,共价键必须被破坏或移动。
(20)纤维很难加工成复合材料,制造纤维增强复合材料非常昂贵。
他被用于一些先进的因此也很昂贵的体育器材如赛车有热固性的聚合物基质中的碳纤构成。
赛车和许多汽车的车身由具有热固性基质的玻璃纤维复合而成。
(21)纤维沿他的轴线有较高的模量,但沿轴线垂直方向模量较低,为了避免各个方向模量不同,纤维复合材料制造者经常旋转纤维层以避免模量定向变化。
(22)(颗粒增强复合材料)被用来增强的颗粒包括陶瓷和玻璃如小的矿物颗粒,金属粒子如铝及非晶体材料包括聚合物和碳黑。
(23)粒子被用来增加基质的模量,减少基质渗固性和延展性粒子增强复合材料的一个例子汽车轮胎,在他有碳黑粒子在聚异丁烯,弹性聚合物基质中。
(24)(聚合物) 聚合物有重复的结构,通常以碳的结构骨架做为基本单元。
这种重复结构产生了三大链状分子,聚合物非常有用,因为他们质轻,抗腐蚀,在低温下易加工而且通常比较便宜。
(25)聚合物的一些重要特征包括:尺寸(分子量),软化和熔点,结晶度以及结构。
聚合物的机械性能包括低强度,高韧性,通过使用增强复合材料结构,他们的强度被改善。
(26)聚合物的重要特征尺寸大小:单一聚合物分子量在10000克每摩尔和1000000克每摩尔之间,根据聚合物结构他有超过2000个重复单元,分子量对聚合物的机械性能有重要影响,分子量大的机械性能较好。
热传递:聚合物软化点和融化点决定他的使用场合,这些温度通常决定聚合物使用的上限温度,例如许多重要工业聚合物有玻璃转化温度接近水的沸点(100摄氏度,212华氏温度)。
他们通常在室温下使用,一些特殊工程聚合物能承受300摄氏度(572华氏温度)的高温。
晶状结构:聚合物可能是晶体或非晶体,但是他们通常是晶体和非晶体的混合结构(半结晶)。
内部链相互反应:聚合物链能够自由滑到另一个(热塑性材料)或是彼此十字交叉连接(热固性或弹性材料),热塑性材料能从新成型回收,而热固性材料和弹性材料不能。
Unit 2 金属热处理(1)金属热处理包含在广义的冶金学研究领域里。
冶金学是综合化学,物理和从矿石提取到最后产品相关的金属工程的一门学科。
热处理是对固态金属进行加热和冷却处理来改变金属物理性能的一种工艺。
根据使用的场合的,提高钢的强度可以它的耐切削性和耐磨性,或者使钢软化以便于机械加工。
正确的热处理可以去掉内应力,减小晶粒大小,韧性增加或者在较好的材料表面给形成一个高强度的表面。
分析钢的成分是很有必要的,因为小百分比的某种元素就会对钢的物理性能产生很大的影响,特别地,碳这种元素。
(2)合金钢的性质取决于含有的除碳以外的其它的一种或几种元素,如:镍,铬,锰,钼,钨,硅,钒和铜。
改善了性能的钢可以有很多的商业用途,碳钢是不能比的。
(3)下面主要介绍普通商业用钢像总所周知的普通碳素钢的热处理。
在这个过程中冷却速率是关键因素,在临界温度以上时快速冷却可得到坚固的结构,然而,非常慢的冷却会有相反的影响。
一张简化的铁-碳相图(4)我们经常用一张简单的相图来研究钢这种材料,对工程人员来说,铁-碳相图中的近铁素体区和含碳量大于2%的部分并不重要,所以这两部分被删掉。
如表2-1所示;它表述的是共析区,这张图对研究钢的性能和钢的结晶过程是相当有用的。
(5)这张图表明,一个重要的转变是随着温度的降低,单相的奥氏体分解成两相的铁素体和碳化物。
控制这个反应,可以是奥氏体和铁素体的C溶解性有很大的不同,这样通过热处理就可以得到一系列的机械性能。
(6)首先研究这个过程,在图2-1中,在含碳0.77%沿着线x-x’降低温度,考虑钢的共析化合物。
在高温时,只有奥氏体,溶0.77%的碳是溶解在溶体状态铁中。
当温度下降到7270C(13410F)时,数个反应同时发生。
铁需要从面心立方奥氏体转变成体心立方铁素体结构,但是铁素体只能容纳固溶体状态0.02%的碳。
析出的碳形成碳较富裕的渗碳体,也就是形成合成物Fe3C。
基本上,这个共析转变是:奥氏体——〉铁素体 + 渗碳体0.77%C 0.02%C 6.67%C(7)在固体状态里,碳的成分发生化学分离,形成了有好的机械性能混合物,铁素体和渗碳体。
这种结构由两种截然不同的状态组成,但它本身有一系列特性,且因与低倍放大时的珠母层有类同之处而被称为珠光体。
(8)亚共析钢比共析钢含碳量要少的多,亚共析钢含碳量少于0.77%。
现在考虑在图2-1中沿y-y’降温材料特征的转化。
在高温时,成分是奥氏体,但在冷却线上进入一个有铁素体和渗碳体组成的稳定的区域。
由截线和杠杆定理分析可知,低碳铁素体成核并不断长大,余下含碳量高的奥氏体。
温度在7270C(13410F)时,奥氏体发生共析转变,继续降温,奥氏体转化成珠光体。
最终的产物是铁素体和珠光体的混合物。
(9)过共析钢含碳量比共析钢多。
在图2-1中沿z-z’线冷却,和亚共析过程差不多。
只是其中一相现在是渗碳体而不是铁素体。
达到共析温度7270C的时候,随着富碳相的形成,奥氏体含碳量减少。
同样的余下的奥氏体在通过这个温度是都要转化成珠光体。
(10)相图中表示的转化需要平衡条件,就是近似看作需要缓慢冷却。
随着慢慢加热,过程是相反的。
然而,合金冷却迅速,将得到完全不同的产物,因为没有足够的时间完成正常的相转化,在这种情况下,相图就不再适用于这个工程分析了。
(11)【淬火】淬火是把钢温度升到临界温度或以上并迅速冷却这样一个过程。
如果知道了碳含量,就可以用铁-铁碳化合物相图来选择正确的淬火温度。
然而,如果不知道钢的成分,可以用逐步实验的方法来确定温度范围。
好的处理工艺是通过对大量试件在各种温度下进行实验,然后对结果进行分析得到的,分析的方式可以是强度测试也可以用精密的测试。
用合适的温度对钢进行热处理后,钢的强度和其它的机械性能都有很大的改善。
12)热处理效率在热处理中是非产重要的。
热以一定的速率从外部传到内部。
如果钢将加热的太快,零件的外面比里面温度高,将得不到一致的晶体结构。