《切削刀具用可转位刀片型号表示规则》标准编制说明
3.刀片编号规则 PPT

-MP3
12
C
D
S
W
T
R
2 刀片后角
C N M G 120408
1234567
-MP3
12
大家有疑问的,可以询问和交流
可以互相讨论下,但要小声点
2 刀片后角
C N M G 120408
1234567
-MP3
12
3 刀片公差
C N M G 120408
1234567
-MP3
12
• 内接圆 d
•
4 切削刃形状及夹紧特征
C N M G 120408
1234567
无断屑槽
有断屑槽
单面
双面
无固定孔
-MP3
12
圆形固定孔
单面 40°-60° 固定沉孔
双面
单面 70°-90° 固定沉孔
双面
4 切削刃形状及夹紧特征
4 切削刃形状及夹紧特征
5 刀片边长
C N M G 120408
1234567
-MP3
7 刀片圆角
C N M G 120408
1234567
-MP3
12
总结
产品标签&包装 可转位刀片
6 刀片厚度
C N M G 120408
1234567
-MP3
12
表示刀片主切削刃到刀片 定位面的距离,用两位数 代表,取理论长度的整数 部分。
•如舍取小数部分后只 剩下一位数字,则必 须在数字前加一个 “0”。
•当刀片厚度的整数相 同而小数部分值不同, 则将小数部分大的刀 片的代号用“T”代替 “0”,以示区别。
m
• 刀片厚度 s
刀片的d和m决定了刀 片的定位精度
2016-2017年硬质合金数控刀片型号的具体含义(总结)
硬质合金数控刀片型号的具体含义硬质合金数控刀片型号的具体含义可转位刀片标准1.GB2079-87(代替GB2079-80)无孔的硬质合金可转位刀片:此标准等采用国际标准ISO0883-1995。
标准中规定了TNUN、TNGN、TPUN、TPGN、SNUN、SNGN、SPUN、SPGN、TPUR、TPMR、SPUR、SPMR共12种类型刀片的系列尺寸。
2.GB2077-87(代替GB2077-80)硬质合金可转位刀片圆角半径:此标准等效采用国际标准ISO3286-1976。
标准规定刀尖圆角半径r的尺寸系列为0.2、0.4、0.8、1.6、2.0、2.4、3.2mm。
3.GB2078-78(代替GB2078-80)带圆孔的硬质合金可转位刀片:此标准等效采用国际标准ISO3364-1985。
标准中规定了TNUM、TNMM、TNUG、TNMG、TNUA、TNMA、ENUM、FNMM、WNUM、SNUM、SNMM、SNUG、SNMG、SNUA、SNMA、CNUM、CNMM、CNUG、CNMG、CNUA、CNMA、DNUM、DNMM、DNUG、DNMG、DNUA、DNMA、VNUM、VNMM、VNUG、VNMG、VNUA、VNMA、RNUM、RNMM共36种类型的带圆孔硬质合金刀片尺寸系列。
4.GB2081-87(代替GB2081-80)硬质合金可转位铣刀片:此标准等效采用国际标准ISO3365-1985。
此标准规定了SNAN、SNCN、SNKN、SPAN、SPCN、SPKN、SECN、TPAN、TPCN、TPKN、TECN、FPCN、LPEX共13种类型的可转位铣刀片系列尺寸。
5.GB2080-87(代替GB2080-80)沉孔硬质合金可转位刀片:此标准等效采用国际标准ISO6987/1-1993。
标准中规定了TCMW、TCMT、WCMW、WCMT、SCMW、SCMT、CCMW、CCMT、DCMW、DCMT、RCMW、RCMT共12种类型的沉孔硬质合金可转位刀片系列尺寸。
可转位外圆车刀的型号表示
可转位外圆车刀的型号表示本文只是我精心从网络上搜集来的,我保留了原作者的姓名。
如果有侵犯了你的权利,请第一时间通知我,我在第一时间内做出删除处理。
给你带来的不便表示抱歉。
另外,如果文章中出现了应该有图片而没有显示出来的,可能是因为文档在转换过程中的丢失造成的问题,如果图片的请和我联系。
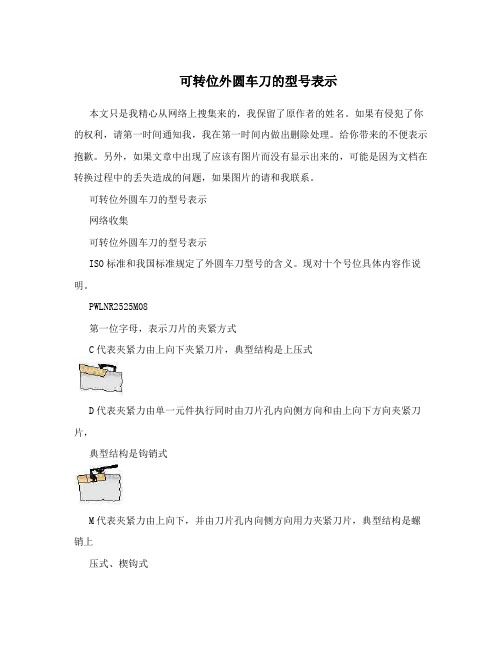
可转位外圆车刀的型号表示网络收集可转位外圆车刀的型号表示ISO标准和我国标准规定了外圆车刀型号的含义。
现对十个号位具体内容作说明。
PWLNR2525M08第一位字母,表示刀片的夹紧方式C代表夹紧力由上向下夹紧刀片,典型结构是上压式D代表夹紧力由单一元件执行同时由刀片孔内向侧方向和由上向下方向夹紧刀片,典型结构是钩销式M代表夹紧力由上向下,并由刀片孔内向侧方向用力夹紧刀片,典型结构是螺销上压式、楔钩式P代表夹紧力由刀片孔内向侧方向夹紧刀片典型结构是杠杆式、偏心式、楔销式、杠销式、拉垫式、侧推式等等S代表夹紧力由孔的斜上方向下,向侧方向夹紧刀片.典形结构是压孔式第二位字母W,表示可转位刀片的形状第三位字母L,表示可转位外圆车刀的主偏角第四位字母N,表示可转位刀片的后角第五位字母R,表示可转位外圆车刀的切削方向第六、七位数字,表示可转位外圆车刀的刀尖高度刀尖对刀杆底基面的高度尺寸,即刀尖高。
普通精度等级为js14。
通常刀杆高度等于刀尖高度,普通精度等级为h13。
当刀杆高度不等于刀尖高度时则必须用文字特别注明。
当此值为个位数时,代号字母前加0,如8mm用08表示。
第八、九位为数字时,表示可转位外圆车刀的刀杆宽度普通精度等级的为h13。
当此值为个位时,代号字母前加0。
第十位可转位外圆车刀的刀杆长度第十一、十二位数字时,表示可转位刀片大小网络收集,如果侵犯了您的利益,请立刻和我联系,我将第一时间内做出处理~~另外,如果有需要购买着,不方便在豆丁购买的,支持支付宝,T*B交易,优惠。
《带圆孔的硬质合金可转位刀片》标准编制说明
GB/T2078-XXXX《带圆孔的硬质合金可转位刀片》编制说明1、任务来源全国有色金属标准化技术委员会以有色标委[2005]01号下达了“关于编制2005年有色金属国家、行业标准项目计划的通知”确定了国家标准《带圆孔的硬质合金可转位刀片》GB/T 2078-1987由株洲硬质合金集团有限公司、株洲钻石切削刀具股份有限公司负责修订,项目要求2006年度完成。
2、主要工作过程2.1 国家标准GB/T 2078-1987《带圆孔的硬质合金可转位刀片》自1987年发布实施至今已有十八年了,原国家标准GB/T 2078-1987《带圆孔的硬质合金可转位刀片》等效采用的国际标准ISO 3364-1985也已在1997年进行了重新修订,并于1997年发布了最新版本的ISO 3364-1997。
为了适应进入WTO的需要,有利与国际惯例接轨,进行一步落实采标方针,提高标准水平,有必要对GB/T2078-1987《带圆孔的硬质合金可转位刀片》进行修订。
2.2 2006年2月,向自贡硬质合金股份有限公司、长春一汽工艺装备有限公司、东风康明斯发动机有限公司等7家单位发出了标准草案征求意见,截止到9月1日止,共收到自贡硬质合金股份有限公司、长春一汽工艺装备有限公司等2家单位的反馈意见,并根据反馈意见编制了《带圆孔的硬质合金可转位刀片》(讨论稿)。
2.3 2006年9月13日~16日,全国有色金属标准化技术委员会在山东青岛市主持召开了国家标准GB/T 2078《带圆孔的硬质合金可转位刀片》讨论会,共有13个单位的17位代表参加了会议,与会代表对标准讨论稿进行了认真细致的讨论,提出了修改意见,现根据修改意见编制了《带圆孔的硬质合金可转位刀片》(送审稿)。
3、编制原则3.1 标准的格式严格按照GB/T 1.1-2000《标准化工作导则第1部分:标准的结构和编写规则》的规定进行。
3.2 修订后的标准充分反映了当前国内各生产企业的先进技术水平,便于生产,宜于应用。
(新)国内数控机床刀具标准_
国内数控机床刀具标准一.国内应用的数控机床工具柄部及配用拉钉标准1.国家标准GB10944-89《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄》这个国家标准规定的柄部,在型式与尺寸上与国际标准ISO7388/1完全相同。
详见图7.3-1和7.3-1。
与ISO7388/1相比,增加了一些必要的技术要求,标注了表面粗糙度及形位公差,以保证刀柄的制造质量,满足自动加工中刀具的重复换刀精度要求。
它主要应用于镗铣类加工中心机床的各种刀柄。
2.国家标准所规定的拉钉,《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄用拉钉》这个国家标准所规定的拉钉,在型式与尺寸上与ISO7388/Ⅱ相同。
可与前述标准GB10944-89中所规定的柄部配合使用。
3.日本标准JIS B6339-1986《加工中心机床用工具柄部及拉钉》这个标准只适用于日本进口的加工中心机床及过去几年我国的部分机床厂与日本合作设计和生产的加工中心机床。
它是在日本机床工业协会标准MAS403-1982的基础上制订出来的,在日本得到广泛的应用。
我国1985年以后设计的加工中心机床已改用新的国家标准GB10994和GB10945。
4.国家标准GB3837-83《机床工具7:24圆锥联结》这种锥柄主要用于手动换刀数控机床及重型镗铣床等。
二.整体式工具系统标准JB/GQ5010-1983《TSG工具系统型式与尺寸》TSG工具系统中的刀柄,其代号(按1990年国家标准报批稿)由四部分(JT-45-Q32-120)组成,各部分的含义如下:JT-表示工具柄型代码。
45-对圆锥柄表示锥度规格。
Q32-表示工具的规格。
120-表示刀柄的工作长度。
它所表示的工具为:自动换刀机床用7:24圆锥工具柄(GB10944),锥柄为45号,前部为弹簧夹,最大夹持直径32mm,刀柄工作长度(锥柄大端直径φ57.15mm处到弹簧夹头前端面的距离)为120mm。
硬质合金数控刀片型号的具体含义
硬质合金数控刀片型号的具体含义硬质合金数控刀片型号的具体含义可转位刀片标准1.GB2079-87(代替GB2079-80)无孔的硬质合金可转位刀片:此标准等采用国际标准ISO0883-1995。
标准中规定了TNUN、TNGN、TPUN、TPGN、SNUN、SNGN、SPUN、SPGN、TPUR、TPMR、SPUR、SPMR共12种类型刀片的系列尺寸。
2.GB2077-87(代替GB2077-80)硬质合金可转位刀片圆角半径:此标准等效采用国际标准ISO3286-1976。
标准规定刀尖圆角半径r的尺寸系列为0.2、0.4、0.8、1.6、2.0、2.4、3.2mm。
3.GB2078-78(代替GB2078-80)带圆孔的硬质合金可转位刀片:此标准等效采用国际标准ISO3364-1985。
标准中规定了TNUM、TNMM、TNUG、TNMG、TNUA、TNMA、ENUM、FNMM、WNUM、SNUM、SNMM、SNUG、SNMG、SNUA、SNMA、CNUM、CNMM、CNUG、CNMG、CNUA、CNMA、DNUM、DNMM、DNUG、DNMG、DNUA、DNMA、VNUM、VNMM、VNUG、VNMG、VNUA、VNMA、RNUM、RNMM共36种类型的带圆孔硬质合金刀片尺寸系列。
4.GB2081-87(代替GB2081-80)硬质合金可转位铣刀片:此标准等效采用国际标准ISO3365-1985。
此标准规定了SNAN、SNCN、SNKN、SPAN、SPCN、SPKN、SECN、TPAN、TPCN、TPKN、TECN、FPCN、LPEX共13种类型的可转位铣刀片系列尺寸。
5.GB2080-87(代替GB2080-80)沉孔硬质合金可转位刀片:此标准等效采用国际标准ISO6987/1-1993。
标准中规定了TCMW、TCMT、WCMW、WCMT、SCMW、SCMT、CCMW、CCMT、DCMW、DCMT、RCMW、RCMT共12种类型的沉孔硬质合金可转位刀片系列尺寸。
常用机夹可转位车刀刀片的选用技巧
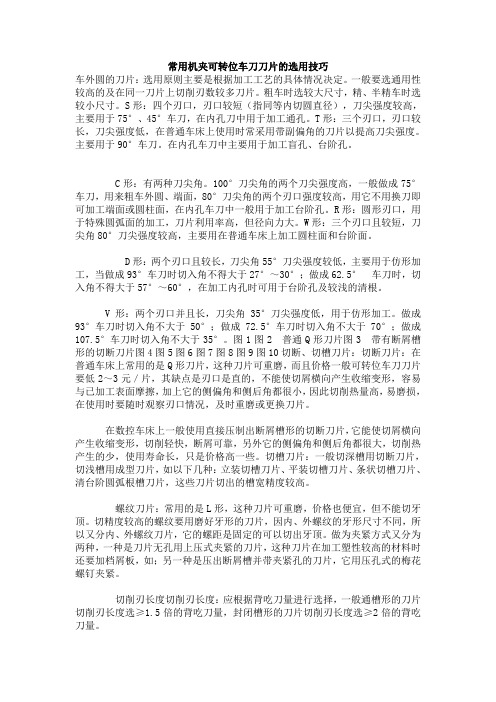
常用机夹可转位车刀刀片的选用技巧车外圆的刀片:选用原则主要是根据加工工艺的具体情况决定。
一般要选通用性较高的及在同一刀片上切削刃数较多刀片。
粗车时选较大尺寸,精、半精车时选较小尺寸。
S形:四个刃口,刃口较短(指同等内切圆直径),刀尖强度较高,主要用于75°、45°车刀,在内孔刀中用于加工通孔。
T形:三个刃口,刃口较长,刀尖强度低,在普通车床上使用时常采用带副偏角的刀片以提高刀尖强度。
主要用于90°车刀。
在内孔车刀中主要用于加工盲孔、台阶孔。
C形:有两种刀尖角。
100°刀尖角的两个刀尖强度高,一般做成75°车刀,用来粗车外圆、端面,80°刀尖角的两个刃口强度较高,用它不用换刀即可加工端面或圆柱面,在内孔车刀中一般用于加工台阶孔。
R形:圆形刃口,用于特殊圆弧面的加工,刀片利用率高,但径向力大。
W形:三个刃口且较短,刀尖角80°刀尖强度较高,主要用在普通车床上加工圆柱面和台阶面。
D形:两个刃口且较长,刀尖角55°刀尖强度较低,主要用于仿形加工,当做成93°车刀时切入角不得大于27°~30°;做成62.5°车刀时,切入角不得大于57°~60°,在加工内孔时可用于台阶孔及较浅的清根。
V形:两个刃口并且长,刀尖角35°刀尖强度低,用于仿形加工。
做成93°车刀时切入角不大于50°;做成72.5°车刀时切入角不大于70°;做成107.5°车刀时切入角不大于35°。
图1图2 普通Q形刀片图3 带有断屑槽形的切断刀片图4图5图6图7图8图9图10切断、切槽刀片:切断刀片:在普通车床上常用的是Q形刀片,这种刀片可重磨,而且价格一般可转位车刀刀片要低2~3元/片,其缺点是刃口是直的,不能使切屑横向产生收缩变形,容易与已加工表面摩擦,加上它的侧偏角和侧后角都很小,因此切削热量高,易磨损,在使用时要随时观察刃口情况,及时重磨或更换刀片。
切削刀具用可转位刀片 型号表示规则-编制说明

国家标准《切削刀具用可转位刀片型号表示规则》编制说明(征求意见稿)一、工作简况1.1 任务来源根据国标委发【2019】11号文件任务要求,国家标准GB/T 2076—2007《切削刀具用可转位刀片型号表示规则》由株洲硬质合金集团有限公司负责起草修订,计划编号为:20190756-T-610,要求2020年度完成“三稿三审”程序,提交报批稿。
1.2 起草单位情况及主要工作过程1.2.1 起草单位情况作为主要承担单位,株洲硬质合金集团有限公司(以下简称“株硬集团”)是国家“一五”期间建设的重点工程之一,现为中国五矿旗下国有独资公司,是目前国内最大的硬质合金生产、科研、经营和出口基地,是中国钨业及硬质合金行业的龙头企业,是世界上规模最大的硬质合金企业。
公司注册资本21.23亿元,总资产56.48亿元,负债率48.8%,近6年利润合计61248万元,银行信用等级A-,职工人数6500余人,研发人员765人,目前下设5家控股子公司、7个产品专业事业部、2个生产厂。
拥有硬质合金国家重点实验室、国家级技术中心、分析测试中心、博士后科研工作站等国家级创新平台。
被国家经贸委列入300家扶优扶强企业和520家国家重点企业,被湖南省认定为“十大标志性工程”企业。
株硬集团是高新技术企业,在国家技术创新示范企业中全国排名第一,满分通过复核。
2017年11月被国家工信部公示为“硬质合金产品制造业单项冠军示范企业”。
株硬集团通过了ISO9001:2000质量认证和GB/T24001-ISO14001环境体系认证。
拥有一批专业的质量检验与管理人员。
同时,公司拥有较强的技术创新能力。
拥有国家级技术中心、分析测试中心和具有国际先进水平的研发中心,同时组织实施了钨钼、钽铌和硬质合金老系统等10多项技术改造,多项生产技术达到或接近当代世界先进水平。
技术创新投入达到销售收入的4%,新产品对销售收入的贡献率达到25%以上。
株硬集团拥有健全的营销网络。
车刀片与铣刀片的区别
车刀片与铣刀片的区别现实生活中很多人都不知道车刀片与铣刀片的区别在哪里。
下面是给大家整理的车刀片与铣刀片的区别,供大家参阅!车刀片与铣刀片的区别车刀:即用车刀杆作为辅助工具用螺丝上在刀杆上进行使用!车削孔、槽的加工。
铣刀:本人理解为铣刀片,安装在刀盘上用,用螺丝挤压住刀片。
铣削平面。
1. 用途及加工方式:车刀是用于车削加工的、具有一个切削部分的刀具;铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
2. 结构:车刀包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构。
铣刀各刀齿依次间歇地切去工件的余量;铣刀工作端面有刀齿,为加工部位,主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
3. 分类:车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀;铣刀分整体式、整体焊齿式、镶齿式、可转位式。
4. 材料:车刀常用高碳钢、高速钢、非铸铁合金刀具、烧结碳化刀具、陶瓷车刀;铣刀常用高速工具钢、硬质合金5. 车刀的用途:车刀是应用最广的一种单刃刀具,也是学习、分析各类刀具的基础。
车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。
车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车到。
其中可转位车刀的应用日益广泛,砸车刀钟所占比例逐渐增加。
6铣刀的用途:(1)带柄铣刀带柄铣刀有直柄和锥柄之分。
一般直径小于20mm的较小铣刀做成直柄。
直径较大的铣刀多做成锥柄。
这种铣刀多用于立铣加工如图1所示。
1)端铣刀由于其刀齿分布在铣刀的端面和圆柱面上,固多用于立式升降台铣床上加工平面,也可用于卧式升降台铣床上加工平面。
2)立铣刀它是一种带柄铣刀,有直柄和锥柄两种,适于铣削端面、斜面、沟槽和台阶面等。
3)键槽铣刀和T形槽铣刀它们是专门加工键槽和T形槽的。
4)燕尾槽铣刀专门用于铣燕尾槽。
按照上面的分类可以看出车刀和铣刀的不同。
铣刀片分类一、根据不同的材质分类:高速钢锯片(HSS锯片)、整体硬质合金锯片、钨钢锯片铣刀片铣刀片(2张)、镶齿合金锯片、金刚石锯片等。
刀片编号
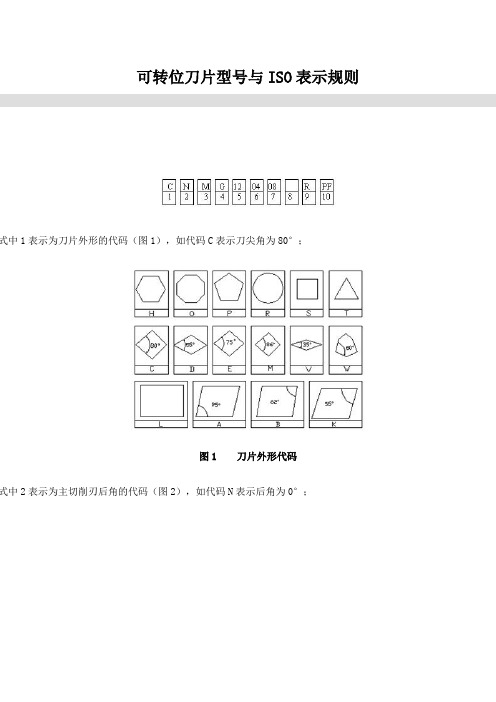
可转位刀片型号与ISO表示规则式中1表示为刀片外形的代码(图1),如代码C表示刀尖角为80°;图1 刀片外形代码式中2表示为主切削刃后角的代码(图2),如代码N表示后角为0°;图2 主切削刃后角代码式中3表示为刀片尺寸公差的代码(表1),如代码M表示刀片厚度公差为±0.130;表1 刀片尺寸公差代码表级别符号公差mm公差inchesm s d m s dA±0.005±0.025±0.025±0.0002±0.001±0.0010 F±0.005±0.025±0.013±0.0002±0.001±0.0005 C±0.013±0.025±0.025±0.0005±0.001±0.0010 H±0.013±0.025±0.013±0.0005±0.001±0.0005 E±0.025±0.025±0.025±0.0010±0.001±0.0010 G±0.025±0.013±0.025±0.0010±0.005±0.0010J±0.005±0.025±0.05±0.13±0.0002±0.001±0.002±0.005K±0.013±0.025±0.05±0.13±0.0005±0.001±0.002±0.005L±0.025±0.025±0.05±0.13±0.0010±0.001±0.002±0.005M±0.08±0.18±0.013±0.05±0.13±0.003±0.007±0.005±0.002±0.005N±0.08±0.18±0.025±0.05±0.13±0.003±0.007±0.001±0.002±0.005U±0.013±0.38±0.013±0.08±0.25±0.005±0.015±0.005±0.003±0.010注:表中s为刀片厚度,d为刀片内切圆直径,m为刀片尺寸参数(图3)。
可转位刀具刀片型号与标准

可转位刀具刀片型号与标准作者:admin 发表时间:2010-11-10 12:00:15 点击:713一、可转位刀具刀片型号编制标准1.可转位车刀型号表示规则GB/T5343.1,它等效采用ISO5680-1989。
它适用于可转位外圆车刀、端面车刀、防形车刀及拼装复合刀具的模块刀头的型号编制。
其型号也是由按规定顺序排列的一组字母和数字代号所组成。
2.可转位带孔铣刀型号表示规则它是在ISO7406-1986的基础上制订的。
它适用于可转位面铣刀、三面刃(槽)铣刀、套式立铣刀及圆柱形铣刀型号的编制。
其型号由11个号位组成(面铣刀只有10个号位,没有第11个号位)。
前1~4号位表明刀体的特征。
波折号后边的号位表示刀片装夹方式和刀片特征。
3.可转位带柄铣刀型号表示规则它是在国际标准ISO7848-1986的基础上制订的。
它的型号也由11个号位组成。
其中有5个号位表示刀体的特征,两个号位表示柄部的特征,另外4个号位则表示刀片的装夹方法及其切削刃长度的特征。
4.可转位刀片型号表示规则GB2076-87,等效ISO1832-85,国内外硬质合金厂生产的切削用可转位刀片(包括车刀片和铣刀片)的型号都符合这个标准。
它是由给定意义的字母和数字代号,按一定顺序排列的十个号位组成。
其中第8和第9个号位分别表示切削刃截面形状和刀片切削方向,只有在需要的情况下才予标出。
二、可转位刀片标准1.GB2079-87(代替GB2079-80)无孔的硬质合金可转位刀片:此标准等采用国际标准ISO0883-1995。
标准中规定了TNUN、TNGN、TPUN、TPGN、SNUN、SNGN、SPUN、SPGN、TPUR、TPMR、SPUR、SPMR共12种类型刀片的系列尺寸。
2.GB2077-87(代替GB2077-80)硬质合金可转位刀片圆角半径:此标准等效采用国际标准ISO3286-1976。
标准规定刀尖圆角半径rε的尺寸系列为0.2、0.4、0.8、1.6、2.0、2.4、3.2mm。
《带圆孔的硬质合金可转位刀片》(草案稿)编制说明
国家标准《带圆孔的硬质合金可转位刀片》GB/T2078-XXXX编制说明1.任务来源1.1全国有色金属标准化技术委员会以有色标委[2005]01号下达了“关于编制2005年有色金属国家、行业标准项目计划的通知”确定了国家标准《带圆孔的硬质合金可转位刀片》GB/T2078-1987由株洲硬质合金集团有限公司、株洲钻石切削刀具股份有限公司负责修订,项目要求2006年度完成。
1.2国家标准GB/T2078-1987《带圆孔的硬质合金可转位刀片》自1987年发布实施至今已有十八年了,原国家标准GB/T2078-1987《带圆孔的硬质合金可转位刀片》等效采用的国际标准ISO3364-1985也已在1997年进行了重新修订,并于1997年发布了最新版本的ISO3364-1997。
为了适应进入WTO的需要,有利与国际惯例接轨,进行一步落实采标方针,提高标准水平,有必要对GB/T2078-1987《带圆孔的硬质合金可转位刀片》进行修订。
2.编制原则2.1标准的格式严格按照GB/T1.1-2000《标准化工作导则第1部分:标准的结构和编写规则》的规定进行。
2.2修订后的标准充分反映了当前国内各生产企业的先进技术水平,便于生产,宜于应用。
2.3采用国际先进标准,有利于与国际先进行水平接轨,对国内生产企业及相关行业的技术进步将产生积极的推动作用。
3.主要修订内容3.1增加了对刀片厚度、刀片固定孔的规定,删去了对刀片槽宽的规定。
3.2删去了刀片U级允许偏差的规定。
3.3删去了SNM*250716的尺寸和允许偏差的规定。
3.4将SNM*190612、SNM*190616的d1值由原7.93mm改为7.94mm,其他值不变。
3.5将SNM*250724的S值由原7.93mm改为7.94mm,其他值不变。
3.6删去了SNMM120416的尺寸和允许偏差的规定。
3.7删去了SNMM150616的尺寸和允许偏差的规定。
3.8将CNM*1906**的d1值由原7.93mm改为7.94mm,其他值不变。
刀具标准

数控刀具国家标准一.可转位刀具刀片型号编制标准1.可转位车刀型号表示规则GB/T5343.1,它等效采用ISO5680-1989。
它适用于可转位外圆车刀、端面车刀、防形车刀及拼装复合刀具的模块刀头的型号编制。
其型号也是由按规定顺序排列的一组字母和数字代号所组成。
2.可转位带孔铣刀型号表示规则它是在ISO7406-1986的基础上制订的。
它适用于可转位面铣刀、三面刃(槽)铣刀、套式立铣刀及圆柱形铣刀型号的编制。
其型号由11个号位组成(面铣刀只有10个号位,没有第11个号位)。
前1~4号位表明刀体的特征。
波折号后边的号位表示刀片装夹方式和刀片特征。
3.可转位带柄铣刀型号表示规则它是在国际标准ISO7848-1986的基础上制订的。
它的型号也由11个号位组成。
其中有5个号位表示刀体的特征,两个号位表示柄部的特征,另外4个号位则表示刀片的装夹方法及其切削刃长度的特征。
4.可转位刀片型号表示规则GB2076-87,等效ISO1832-85,国内外硬质合金厂生产的切削用可转位刀片(包括车刀片和铣刀片)的型号都符合这个标准。
它是由给定意义的字母和数字代号,按一定顺序排列的十个号位组成。
其中第8和第9个号位分别表示切削刃截面形状和刀片切削方向,只有在需要的情况下才予标出。
二.可转位刀片标准1.GB2079-87(代替GB2079-80)无孔的硬质合金可转位刀片:此标准等采用国际标准ISO0883-1995。
标准中规定了TNUN、TNGN、TPUN、TPGN、SNUN、SNGN、SPUN、SPGN、TPUR、TPMR、SPUR、SPMR共12种类型刀片的系列尺寸。
2.GB2077-87(代替GB2077-80)硬质合金可转位刀片圆角半径:此标准等效采用国际标准ISO3286-1976。
标准规定刀尖圆角半径rε的尺寸系列为0.2、0.4、0.8、1.6、2.0、2.4、3.2mm。
3.GB2078-78(代替GB2078-80)带圆孔的硬质合金可转位刀片:此标准等效采用国际标准ISO3364-1985。
可转位刀片型号与ISO表示规则
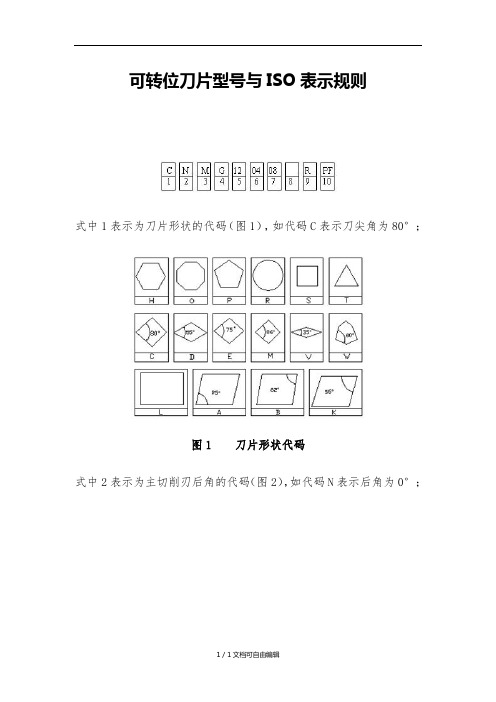
可转位刀片型号与ISO表示规则式中1表示为刀片形状的代码(图1),如代码C表示刀尖角为80°;图1 刀片形状代码式中2表示为主切削刃后角的代码(图2),如代码N表示后角为0°;图2 主切削刃后角代码式中3表示为刀片尺寸公差的代码(表1),如代码M表示刀片厚度公差为±0.130;表1 刀片尺寸公差代码表级别符号公差mm公差inchesm s d m s dA±0.005±0.025±0.025±0.0002±0.001±0.0010F±0.005±0.025±0.013±0.0002±0.001±0.0005C±0.013±0.025±0.025±0.0005±0.001±0.0010±0.18±0.13±0.007±0.005U±0.013±0.38±0.013±0.08±0.25±0.005±0.015±0.005±0.003±0.010注:表中s为刀片厚度,d为刀片内切圆直径,m为刀片尺寸参数(图3)。
图3 刀片尺寸参数式中4表示为刀片断屑及夹固形式的代码(图4),如代码G表示双面断屑槽,夹固形式为通孔;图4 刀片断屑及夹固形式代码式中5表示为切削刃长度表示方法(图5),如代码12表示切削刃长度为12mm;图5 切削刃长度表示方法式中6表示为刀片厚度的代码(图6),如代码04表示刀片厚度为4.76mm;图6 刀片厚度代码式中7表示为修光刃的代码(图7),如代码08表示刀尖圆弧半径为0.8mm;图7 修光刃代码式中8表示为表示特殊需要的代码;式中9表示为进给方向的代码,如代码R表示右进刀,代码L表示左进刀,代码N表示中间进刀;式中10表示为断屑槽型的代码(表2)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.1标准的格式严格按照GB/T1.1-2000《标准化工作导则 第1部分:标准的结构和编写规则》的规定进行。
3.2修订后的标准充分反映了当前国内各生产企业的先进技术水平,便于生产,宜于应用。
3.3采用国际先进标准,有利于与国际先进行水平接轨,对国内生产企业及相关行业的技术进步将产生积极的推动作用。
解释:
结合b)的修改,更符合我国可转位刀片实情。
d)表5中增加了3种V型刀片的规格:12.7mm、15.875mm、19.05mm。
解释:
更符合我国可转位刀片实情。
e)表10中双倒棱刀刃的代号由“K”改为“Q”。
解释:
更符合我国可转位刀片实情。
株洲硬质合金集团有限公司、株洲钻石切削刀具股份有限公司
2006-09-21
4.6对圆形刀片的刀尖转角形状或刀尖圆角半径代号的规定由原国家标准中规定用“00”改为新国标中“MO”。
4.7在原国标基础上增加了两种刀处切削刃截面形状的代号规定。
4.8删去了表示刀片断屑槽形式和宽度的代号的规定。
5、本标准修改采用ISO 1832:2004,根据ISO 1832:2004重新起草,并纳入了ISO 1832 Technical Corrigendum 1-2005《切削刀具用可转位刀片.名称与代号.技术勘误1》。
2.32006年9月13日~16日,全国有色金属标准化技术委员会在山东青岛市主持召开了国家标准GB/T 2076《切削刀具用可转位刀片型号表示规则》讨论会,共有13个单位的17位代表参加了会议,与会代表对标准讨论稿进行了认真细致的讨论,提出了修改意见,现根据修改意见编制了《切削刀具用可转位刀片型号表示规则》(送审稿)。
4、主要修订内容
4.1适用范围增加,原国家标准仅适用于硬质合金和陶瓷可转位刀片,修订后的国家标准不仅适用于硬质合金和陶瓷可转位刀片,还适用于镶有立方氮化硼及聚晶金刚石的刀片。
4.2增加了镶片式切削刀片的型号表示规则
4.3增加了圆形刀片d的允许偏差要求。
4.4对菱形刀片的U级允许偏差不再做规定。
4.5增加了不等边刀片和圆形刀片的刀片边长的代号规定。
2、主要工作过程
2.1国家标准GB/T2076-1987《切削刀具用可转位刀片型号表示规则》自1987年发布实施至今已有十八年了,原国国际标准ISO1832-1985也已在2004年进行了重新修订,并于2004年发布了最新版本的ISO1832-2004。为了适应进入WTO的需要,有利于与国际惯例接轨,进行一步落实采标方针,提高标准水平,有必要对GB/T2076-1987《切削刀具用可转位刀片型号表示规则》进行修订。
本标准与ISO 1832:2004相比,有如下技术性差异:
a)修改了第3章第4段ISO/TC29关于刀片断屑槽形式和宽度表示代号的规定。
解释:
更符合我国可转位刀片实情。
b)表1中增加了不等边不等角六边形刀片的表示代号——F。
解释:
更符合我国可转位刀片实情。
c)4.3.2及表4中增加了F型规格的要求。
2.2 2006年2月,向自贡硬质合金股份有限公司、长春一汽工艺装备有限公司、东风康明斯发动机有限公司等7家单位发出了标准草案征求意见,截止到9月1日止,共收到自贡硬质合金股份有限公司、长春一汽工艺装备有限公司等2家单位的反馈意见,并根据反馈意见编制了《切削刀具用可转位刀片型号表示规则》(讨论稿)。
GB/T2076-XXXX《切削刀具用可转位刀片型号表示规则》编制说明
1、任务来源
全国有色金属标准化技术委员会以有色标委[2005]01号下达了“关于编制2005年有色金属国家、行业标准项目计划的通知”确定了国家标准《切削刀具用可转位刀片型号表示规则》GB/T2076-1987由株洲硬质合金集团有限公司、株洲钻石切削刀具股份有限公司负责修订,项目要求2006年度完成。