锆材加工及应用
国产R60702(Zr3)工业锆板材性能及应用

表 1 R60702 ( Zr - 3) 化学成分
化学元素
标准要求 /%
Zr + Hf源自≥99. 2Hf≤4. 5
Fe + Cr
≤0. 2
H
≤0. 004
N
≤0. 020
C
≤0. 05
O
≤0. 16
表 2 R60702 ( Zr - 3) 锆板材力学性能要求
室温拉伸
抗拉强度 / 规定塑性延伸 延伸率
3. Key Laboratory of Nuclear Grade Zirconium of Shaanxi,Baoji 721013,China)
Abstract:This paper summarizes the industry grade zirconium sheets with different hafnium content were produced by State Nuclear Bao Ti Zirconium Industry Company,relying on the separation technology of zirconium and hafnium to have effective control of hafnium content in sponge zirconium,and the manufactured sheets had excellent surface quality,uniform structure and were applied in chemical industry. At the same time,Statistical analysis was made on the structure and properties of the industry grade zirconium sheets. It not only saves the equipment cost for our chemical enterprises,but also shortens the delivery time greatly. It also lays a solid foundation for the demand of high - end equipment for zirconium materials in the chemical industry. Key words:industry grade zirconium;sheets;properties;application
锆材的特点
13800
15700
17500
溶沸点
熔点:1852℃
沸点:4377℃
密度
密度:6.49克/立方厘米
编辑本段元素描述
元素英文名称:Zirconium
相对原子质量:91.22
核内质子数:40
核外电子数:40
核电核数:40
质子质量:6.692E-26
硫酸锆
质子相对质量:40.28
所属周期:5
所属族数:IVB
锆的特点:
锆是一种稀有金属,具有惊人的抗腐蚀性能、极高的熔点、超高的硬度和强度等特性,被广泛用在航空航天、军工、核反应、原子能领域。本次"神六"上使用的抗腐蚀性、耐高的钛产品,其抗腐蚀性能远不如锆,其熔点1600度左右,而锆的熔点则在1800度以上,二氧化锆的熔点更是高达2700度以上,所以锆作为航空航天材料,其各方面的性能大大优越于钛。
工业规模生产的锆合金有锆锡系和锆铌系两类。前者合金牌号有Zr-2、Zr-4,后者的典型代表是Zr-2.5Nb。在锆锡系合金中,合金元素锡、铁、铬、镍可提高材料的强度、耐蚀性和耐蚀膜的导热性,降低表面状态对腐蚀的敏感性。通常Zr-2合金用于沸水堆,Zr-4合金用于压水堆。在锆铌系合金中,铌的添加量达到使用温度下锆的晶体结构的固溶极限时,合金的耐蚀性最好。锆合金有同质异晶转变,高温下的晶体结构为体心立方,低温下为密排六方。锆合金塑性好,可通过塑性加工制成管材、板材、棒材和丝材;其焊接性也好,可用以进行焊接加工。
含锆的天然硅酸盐矿石被成为锆石(zircon)或风信子石(hyacinth),广泛分布在自然界中。它们颜色美丽,被称为宝石。而目前生产锆的原料主要是锆英砂。
编辑本段锆合金
锆管头以锆为基体加入其他元素而构成的有色合金。主要合金元素有锡、铌、铁等。锆合金在300~400℃的高温高压水和蒸汽中有良好的耐蚀性能、适中的力学性能、较低的原子热中子吸收截面,对核燃料有良好的相容性,多用作水冷核反应堆的堆芯结构材料。此外,锆对多种酸、碱和盐有优良的抗蚀性,与氧、氮等气体有强烈的亲和力,因此锆合金也用于制造耐蚀部件和制药机械部件,在电真空和灯泡工业中被广泛用作非蒸散型消气剂。
锆合金板带材加工工艺研究
锆合金板带材加工工艺研究锆合金板带材加工工艺研究随着科技的不断发展和工业化进程的推进,锆合金作为一种重要的结构材料,在航空航天、船舶制造、核工业、化工等领域得到了广泛应用。
锆合金具有高强度、良好的耐腐蚀性、低热导率等优点,因此其加工具有一定的难度和挑战。
本文将对锆合金板带材加工工艺进行研究和探讨,以期提高锆合金加工的效率和质量,满足不同领域对锆合金材料的需求。
1. 锆合金板带材加工性能分析锆合金具有良好的热强度和热稳定性,但在高温下容易发生晶粒长大和析出物溶解,从而影响材料的性能。
此外,锆合金还具有一定的塑性和可塑性,但其力学性能与材料的晶粒大小和取向有关。
因此,在加工锆合金板带材时,需要综合考虑其材料性能和结构特点。
2. 锆合金板带材的常规加工工艺常规的锆合金板带材加工工艺主要包括锻造、轧制和拉伸等。
锻造是通过材料的塑性变形来改变其形状和尺寸,在锻造过程中要控制好温度、应变速率和应变量,以避免材料的过度变形和晶粒长大。
轧制是通过辊道的作用将锆合金板带材压延成所需的厚度和宽度,需要控制好压下量和轧制温度,以保证材料的均匀性和尺寸精度。
拉伸则是利用拉力使锆合金板带材在一定温度下发生塑性变形,以改变其形状和尺寸。
3. 锆合金板带材的特殊加工工艺除了常规的加工工艺外,还有一些特殊的加工工艺可用于锆合金板带材的加工。
例如,通过铣削、车削、钻削等切削加工工艺可以获得精密的表面和尺寸,但这些加工过程需要控制好切削速度、进给量和冷却液的使用,以防止材料的损伤和变形。
同时,也可以采用电解抛光、激光加工、电子束焊接等非传统加工工艺来进行锆合金板带材的加工,这些工艺能够提高加工效率和精度。
4. 锆合金板带材加工中的问题与对策在实际的锆合金板带材加工中,常常会出现材料的断裂、晶粒长大、变形和表面质量不佳等问题。
为了解决这些问题,可以采取一些对策。
例如,在锻造过程中控制好温度和变形速率,采用适当的热处理和表面处理方法,增强材料的耐腐蚀性和抗氧化性;在轧制过程中控制好轧制温度和下料量,采用适当的轧制路径和减小的量,以减少晶粒的长大和变形;在拉伸过程中控制好温度和应变速率,保持材料的均匀性和形状稳定性。
锆材加工及应用
2011-10-22
43
锆的机械加工 普通方法 基本原则 速度缓慢 进刀量大 冷却系统里加大量溶于水的润滑剂 锆有咬合和加工硬化的倾向 如果切割不光滑,表面会粘上杂质形成氧化物
2011-10-22
44
锆、钛和钢及镍基合金比较 弹性模量低 熔点高 膨胀系数高 导热系数好 密度高 表面张力好
2011-10-22
2011-10-22
53
锆的焊后热处理 锆702 一般不需要,除非有高度热应力存在,为了增加抗疲 劳能力,或在大量冷加工后恢复延展性 如果材料是用于超过55%浓度,接近沸点的硫酸,就 需要经过高温处理 锆705 因易受延迟氢化物影响,所有焊接都需要作应力释放 处理,无论材料用于何处 如果材料是用于超过55%浓度,接近沸点的硫酸,就 需要经过高温处理
2011-10-22
22
锆的萃取 克罗尔工艺 ZrCl4+2Mg=Zr+2MgCl2 在钢制坩埚里分批操作 从氯化镁团块除去多余的镁 所得的锆成烧结多孔“海绵”状 海绵锆经真空蒸馏净化
2011-10-22
23
冶金 机械,物理和热力学特性 材料规格 常规产品
2011-10-22
24
冶金和特性 锆的晶体结构 锆702在865℃相变,从α相(密排六方晶格)到β 相 (体心立方晶格) 锆705在854 ℃相变,从α 锆+β 鈮相(密排六方+体 心立方晶格) 到β相(体心立方晶格) 各向异性 锆和钛显示出强烈的各向异性,这是由它们在室温时 六方密排的晶格结构造成的 机械性能根据方向变化
2011-10-22
17
锆的核应用 反应堆内组件 槽管 隔离 棒材 热中子吸收截面低 高温蒸汽下防腐强
2011-10-22
醋酸生产设备中锆材的应用
醋酸生产设备中锆材的应用文章来源:中国钛材信息网由于醋酸装置的耐腐蚀要求,要用到一些特种材料。
可以说,醋酸生产技术的发展在很大程度上取决于特种防腐材料的发展。
记者近日从国内外两家主要特种金属生产企业了解到,用于醋酸设备的特种防腐材料的生产和制作技术有了不少新进展。
在醋酸设备特种材料中,最贵重的要数锆材。
一套年产20万吨的羰基合成法醋酸装置需用锆材120吨,按目前6万美元一吨的价格,仅锆材的费用就达700多万美元。
过去,国内锆材生产和加工技术发展较晚,因此曾拖了国产羰基合成法醋酸技术发展进度近20年后腿。
国内有的醋酸企业不得不远涉重洋,在美国购买锆材和制造成套的锆设备,再运回国内。
而且还要冒着和国外公司打侵权官司、设备被扣押工期被延误的风险。
如今,国内锆材生产和加工技术已有了快速发展,这是伴随着我国国防军工的发展而发展起来的,由于种种原因,对这方面的宣传较少。
现在可以这么说,国内锆材生产和加工能力在除了满足我国国防军工和核工业的需求之外,可以越来越多地生产诸如醋酸设备等民用锆材产品。
目前我国还没有锆及锆合金容器的设计制造规范,非核用锆材只有企业标准。
锆材的加工制作有其自身的特点,不能简单地套用现有其它有色金属材料的设计规范数据,而应根据其特性加以改进。
季红军介绍了宝钛集团制作锆设备的成功经验。
锆材的抗拉强度随温度升高而显著降低,工业纯锆不宜作为温度高于350℃以上的化工设备使用。
锆在300℃以上时开始吸氢产生氢脆,400℃以上时开始与氮气、氧气反应,因此锆焊接熔池和冷却中的焊缝必须严密处于惰性气体保护之下。
锆不能与其它金属焊接,这是由于锆的熔点1855℃,比许多金属要高,而且容易形成脆性的金属间化合物,引起焊缝脆化。
锆与其它金属连接时,只能采用钎焊、粘结、爆炸焊接和螺栓连接。
锆的弹性模量仅为钢的一半,锆材设备断面尺寸要比钢材大,锆管换热器的折流板间距比钢制的要小得多,比钛制的也略小。
锆的热膨胀系数小,要考虑与其它金属组合设备中的热膨胀应力。
金属冶炼锆冶炼工艺

锆可用于制造耐腐蚀的管道、反应器 、热交换器等化工设备。
02
锆的冶炼工艺
锆矿石的采选
锆矿石的来源
锆矿石主要来源于岩浆岩、变质岩和沉积岩,其中以岩浆岩中的锆石和变质岩中的锆石最具工业 价值。
采矿方法
根据矿石的赋存状态、地形条件、矿体规模和采矿成本等因素,选择合适的采矿方法,如露天开 采、地下开采等。
金属冶炼锆冶炼工艺
$number {01} 汇报人:可编辑
2024-01-06
目录
• 锆的性质和用途 • 锆的冶炼工艺 • 锆冶炼的环保问题 • 锆冶炼的未来发展 • 案例分析
01
锆的性质和用途
锆的性质
1 3
物理性质
锆是一种银白色的金属,具有较高的熔点和沸点,良好的塑 性和延展性。
化学性质
2
锆在常温下不易氧化,但在高温下能与多种气体反应,如氧
激光熔炼法
利用高能激光束将原料熔化,再 通过快速冷却、结晶等方法得到 金属锭,具有高精度、高效率等 优点。
05 案例分析
某公司锆冶炼工艺流程
原料准备
将锆英石、石灰石、白云石等原 料进行破碎、磨细,以便于后续 的冶炼过程。
氧化精炼
在熔炼过程中,通过向熔体中通 入氯气或氧气,使锆英石中的杂 质氧化,生成气体和渣被排除。
对生产过程中产生的固体废物进行分类处理和 处置,以减少对土壤和地下水的污染。
某公司未来发展计划
技术研发
加大技术研发力度,提 高锆冶炼工艺的技术水
平和生产效率。
环保升级
持续改进环保措施,降 低生产过程中的污染物
排放。
市场拓展
积极开拓国内外市场, 提高产品知名度和市场
占有率。
锆材的特点
锆单质
的可塑性好,易于加工成板、丝等。锆在加热时能大量地吸收氧、氢、氮等气体,可用作贮氢材料。锆的耐蚀性比钛好,接近铌、钽。锆与铪是化学性质相似、又共生在一起的两个金属,且含有放射性物质。地壳中锆的含量居第19位,几乎与铬相等。自然界中具有工业价值的含锆矿物,主要有锆英石及斜锆石。
锆(Zirconium)是一种化学元素,它的化学符号是Zr,它的原子序数是40,是一种银白色的高熔点金属之一,呈浅灰色。密度6.49克/厘米3。熔点1852±2℃,沸点4377℃。化合价+2、+3和+4。第一电离能6.84电子伏特。锆的表面易形成一层氧化膜,具有光泽,故外观与钢相似。有耐腐蚀性,可溶于氢氟酸和王水;高温时,可与非金属元素和许多金属元素反应,生成固体溶液化合物。
编辑本段特点
锆是一种稀有金属,具有惊人的抗腐蚀性能、极高的熔点、超高的硬度和强度等特性,被广泛用在航空航天、军工、核反应、原子能领域。本次"神六"上使用的抗腐蚀性、耐高温的钛产品,其抗腐蚀性能远不如锆,其熔点1600度左右,而锆的熔点则在1800度以上,二氧化锆的熔点更是高达2700度以上,所以锆作为航空航天材料,其各方面的性能大大优越于钛。
编辑本段理化参数
体积
14.1立方厘米/摩尔
含量
太阳中的含量:0.04
海水中的含量:0.000009(微量元素)
地壳中含量:190(微量元素)
周期表参数
相对原子质量[2]:91.224(2)
原子序数:40
质子数:40
中子数:见“同位素”
所属周期:5
锆的核应用与我国锆材加工技术

万方数据万方数据万方数据锆的核应用与我国锆材加工技术作者:喻杰, Yu Jie作者单位:上海高泰稀贵金属股份有限公司,上海,201617刊名:机械制造英文刊名:MACHINERY年,卷(期):2009,47(5)引用次数:0次1.期刊论文熊炳昆.王向东.贾翃.逯福生.郝斌.Xiong Bingkun.Wang Xiangdong.Jia Hong.Lu Fusheng.Hao Bin近2年我国锆铪及锆化学制品的生产、贸易及研发概况-稀有金属快报2007,26(1)介绍了我国近2年来海绵锆、锆铪制品和锆化学品的生产、进出口概况,以及重要研发进展.我国工业级海绵锆产量从2003年的100 t增加到2005年的174 t,2005年的销售量达到150 t;锆粉与锆-铝消气剂等年产量在10 t左右;锆材和锆设备年产量在100 t以上;锆化学制品品种有10余种,年产量已达到20×104 t.锆砂的沸腾氯化工艺、锆铪的MIBK法分离工艺、以电熔ZrO2为原料制取粗ZrCl2工艺和Al-Y复合ZrO2粉的生产工艺等的研发工作,都取得了突破性进展.2.期刊论文李中奎.刘建章中国核用锆铪材料的现状和未来发展-稀有金属快报2004,23(5)综述了我国核用锆、铪材研究开发和生产的历史进程和技术进步.总体上我国已建立起整套的锆、铪材研究开发和生产体系,掌握了主要的生产技术,但在材料应用和国产化方面还与核材料先进国家存在差距.指出,解决海绵锆的国内自给,解决吨级铸锭的成分控制技术,建立先进的板、带材生产线,完善异型材生产技术是我国建立完备锆、铪材生产体系的保障;开发具有自主知识产权的高性能锆、铪新材料,解决工程应用研究的瓶颈,是开拓国际市场和实现国产化的关键,从而保证我国核电事业健康、安全和可持续发展.3.会议论文李中奎.刘建章中国核用锆铪材料的现状和未来发展2004本文对我国核用锆、铪材研究开发和生产的历史进程和技术进步进行了阐述。
锆材加工及应用

其余5-10%的金红石用于:
钛金属和合金材料 焊条涂料 玻璃纤维
2018/10/22
11
鈮的来源
鈮由下列矿石中萃取: 烧绿石 鈮铁矿 钽铁矿
2018/10/22
12
工业鈮来源
采矿 烧绿石 巴西 加拿大
鈮铁矿
尼日利亚 钽铁矿 巴西 非洲
2018/10/22 13
最大的鈮矿
巴西 加拿大 两地供应全世界90%的鈮
2018/10/22
14
锆的主要应用
核反应堆 化工设备 作合金成分
2018/10/22
15
锆的核应用
核反应堆 压水堆 沸水堆 CANDU反应堆
燃料颗粒包覆材料
燃料包覆管
2018/10/22
16
锆的核应用
反应堆内组件 槽管 隔离 棒材
鈮的主要应用
防腐作用
用于浓硝酸生产设备
用于带氧化剂的盐酸和溴化氢
用于液溴的生产
镀铂阳极的基底 镀铬设备和镀铬溶液回收系统 鈮的一个特点,和大多数防腐合金不同,在于能容许一 定量的氟离子存在
2018/10/22
20
鈮合金的主要应用
鈮-1锆: 钠蒸汽灯零件 液体金属的容器和管道 鈮-55钛:
斜锆石
南非 俄罗斯
2018/10/22
5
最大的锆矿
南非 澳大利亚 俄罗斯 美国
印度
2018/10/22
6
锆英石的主要用途
陶瓷釉料遮光剂 耐火材料 铸模 阴极射线管及光纤用玻璃
高级陶瓷
磨料 化工产品 金属的来源
钛主要来自于两种矿石: 金红石 钛铁矿
表面最好要彻底酸洗
提高温度有助于成形 对多步成形,要考虑中间应力释放退火
锆的特性及在压力容器上的应用
规模生产出工业用锆,六十年代早期,锆和钛开始用于防腐。1970S 美国 Monsanto
公司第一次在德州的醋酸生产上大规模使用锆。锆具有良好的抗热中子辐射脆化
性能,因此过去通常用于核设备。锆又属于活性金属,很容易产生氧化反应。如
在室温下就能和空气里的氧起反应,形成一层氧化物保护膜,这种表面生成的钝
化膜十分致密,给了锆和锆合金最好的防腐能力,一定条件下对大多数有机酸、
锆材或锆/钢复合板。
至今为止,我国尚无锆容器制造规范,且缺少压力容器用锆材标准。参照
ASME 规范,允许用于制造压力容器的锆材牌号 ZrR60702(纯锆)和 ZrR60705
(锆合金)目前均依靠进口,主要供应商为美国 Wah Chang 公司。由于锆作为
稀有活性金属,价格十分昂贵,常规板材约 70 万元/吨。若单纯采用锆材制造压
无机酸、强碱、熔融盐等具有比高级不锈钢、钛合金、镍基合金更优异的耐蚀性
能。
2、锆化学成分
锆合金的锆、铪总含量达 95.5%到 99.2%。其中铪的含量最高可以达到 4.5%。
非核用锆合金分为两个级别:Zr702 和 Zr705,这两种级别的材料都具有优良的
防腐蚀性能,只在物理性能和机械性能方面稍有不同。Zr702 是商用材料,Zr705
0.005
氮
最高
0.025
0.025
碳
最高
0.05
0.05
铌
-
2.0~3.0氧Biblioteka 最高0.160.18
3、锆物理、力学性能
表 2 列出了锆及锆合金的物理性能。从表中可以看出:锆及锆合金的弹性模
量随着温度升高而迅速减小。锆及锆合金的比重要比以镍铁为主的不锈钢合金低
锆的应用领域非常广泛共21页
锆的应用领域非常广泛,主要以硅酸锆、氧化锆的形式应用于陶瓷、耐火材料等领域,仅有3%-4%左右的锆被加工成金属锆(或称海绵锆)的形式,再进一步加工成各种锆合金,应用于核燃料组件或者普通工业领域:如化工设备。
本文着重介绍金属锆(或称海绵锆)及下游锆合金材的制造及应用情况。
一、锆的简介锆(Zirconium)的元素符号Zr,位于化学元素周期表中IV-B族,它的原子序数是40,是一种银白色的过渡金属。
锆的表面易形成一层氧化膜,具有光泽,故外观与钢相似。
有耐腐蚀性,但是溶于氢氟酸和王水;高温时,可与非金属元素和许多金属元素反应,生成固体溶液化合物。
锆的可塑性好,易于加工成板、丝等。
锆在加热时能大量地吸收氧、氢、氮等气体,可用作贮氢材料;锆的耐蚀性比钛好,接近铌、钽。
锆主要以矿物形式存在于自然界,锆在地壳中锆的含量居第20位,比常见的金属铜、铅、镍、锌多,却被称为“稀有金属”,是因为制取工艺较为复杂,不易被经济地提取。
另外,在已发现的40多种锆铪矿床中,具有工业开采价值的只有10种左右,用于工业生产的仅有锆英石和斜锆石两种。
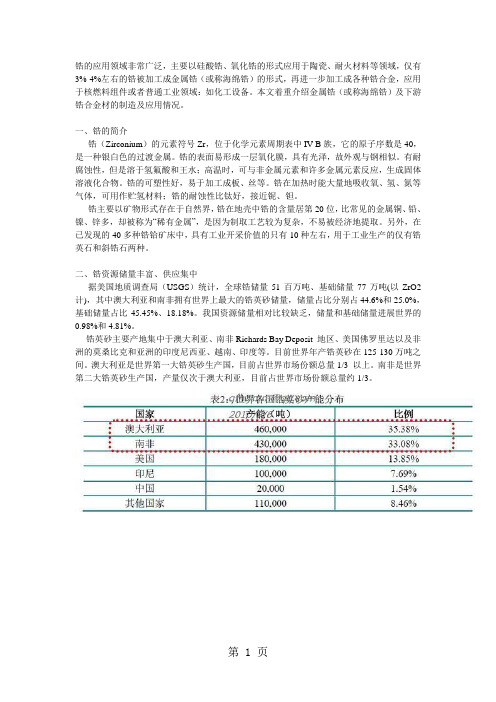
二、锆资源储量丰富、供应集中据美国地质调查局(USGS)统计,全球锆储量51百万吨、基础储量77万吨(以ZrO2计),其中澳大利亚和南非拥有世界上最大的锆英砂储量,储量占比分别占44.6%和25.0%,基础储量占比45.45%、18.18%。
我国资源储量相对比较缺乏,储量和基础储量进展世界的0.98%和4.81%。
锆英砂主要产地集中于澳大利亚、南非Richards Bay Deposit 地区、美国佛罗里达以及非洲的莫桑比克和亚洲的印度尼西亚、越南、印度等。
目前世界年产锆英砂在125-130万吨之间。
澳大利亚是世界第一大锆英砂生产国,目前占世界市场份额总量1/3 以上。
南非是世界第二大锆英砂生产国,产量仅次于澳大利亚,目前占世界市场份额总量约1/3。
中国锆英砂产地主要分布在海南的文昌和万宁、广东的湛江,年产量约为2万吨。
工业级锆材设备的应用及其制造技术
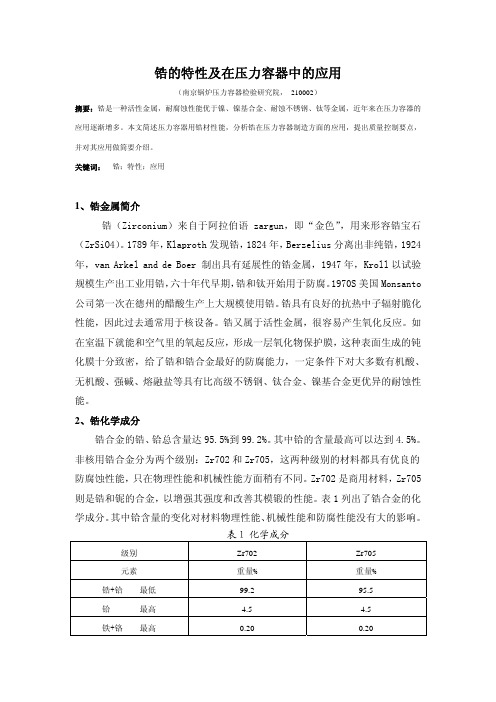
工业级锆材设备的应用及其制造技术李成钢;李献军;王镐;志刚;冯军宁【摘要】Industrial-grade zirconium has been widely used in severely corrosive environments such as petrochemical industry etc. because of its excellent corrosion resistance. The application fields of industrial-grade zirconium equip-ment,such as acetic acid,sulfuric acid,hydrochloric acid industry and so on were summarized,and manufacturing technology was also introduced,which included design feature,welding technique and inspection technique. Finally, it was pointed that industrial-grade zirconium equipment would be widely used based on the development of industrial-grade zirconium production,manufacture level of equipment preparation and the support of national policy.%工业级锆材作为优异的耐腐蚀材料,在石油化工等腐蚀条件苛刻的工业领域得到广泛地应用。
为此,对工业级锆材设备在醋酸、硫酸、盐酸等石油化工领域的应用概况进行了重点阐述,并从设计特点、焊接技术、检验技术三方面对工业级锆材设备的制造技术进行了介绍,最后指出工业级锆材的国产化、设备制造水平的提升以及国家政策的扶持将极大推动锆制设备的推广应用。
锆合金的金加工工艺流程
锆合金的金加工工艺流程一、锆合金简介。
锆合金可是一种很特别的材料哦。
它具有很多优良的性能呢,比如说它的耐腐蚀性就超级棒。
在很多特殊的环境下,像一些有腐蚀性化学物质存在的地方,锆合金都能稳如泰山。
而且它的机械性能也不错,这就为金加工提供了很好的基础。
就像一个有着好底子的人,要打扮起来就更容易啦。
二、切割工序。
在金加工的最开始呀,切割是很重要的一步。
你想啊,要把锆合金加工成我们想要的形状,就得先把它从一大块变成合适大小的小块。
切割的时候可不能马虎呢。
就像我们切蛋糕一样,要切得精准又整齐。
对于锆合金的切割,一般会用到专门的切割设备,这些设备就像是一个个小厨师,拿着自己的专属刀具,在锆合金这块“大蛋糕”上按照设计好的尺寸进行切割。
不过呢,切割的时候也要注意速度和力度哦,太快或者太用力可能就会把锆合金切坏了,那就像把蛋糕切得七零八落,不好看也不能用啦。
三、锻造工序。
切割好之后呀,就轮到锻造啦。
锻造就像是给锆合金做健身运动呢。
通过施加压力,让锆合金的内部结构变得更加紧密有序。
这就好比我们锻炼身体,让肌肉变得更紧实一样。
在锻造的时候,要根据锆合金的特性来选择合适的锻造温度和压力。
如果温度不合适,锆合金可能就会像一个在寒冷冬天里冻僵的人,不愿意听你的话变形;如果压力太大,又可能像一个被过度压迫的小可怜,出现裂纹之类的损伤。
所以这个过程得小心翼翼又充满智慧地进行呢。
四、车削工序。
车削这个工序呀,就像是给锆合金做造型。
把锻造好的锆合金放到车床上,车床就像一个超级理发师。
车刀就相当于理发师的剪刀,在锆合金上削削切切。
车削的时候要控制好车刀的速度和进给量。
如果车刀速度太快,就像理发师手忙脚乱地剪头发,可能会把锆合金的表面剪得坑坑洼洼的;如果进给量太大,就像理发师一下子剪太多头发,会让锆合金的尺寸偏差很大呢。
而且在车削的过程中,还得不断地给锆合金降温,就像给正在做造型的人擦擦汗,不然它可能会因为过热而变形或者出现其他问题。
辽宁化工设备锆板用途
辽宁化工设备锆板用途
辽宁化工设备锆板是一种在化工行业中广泛应用的重要材料,其主要用途包括如下几个方面:
1. 腐蚀介质的隔离:在化工生产过程中,许多介质对设备的腐蚀性很强,因此需要材料具有优良的抗腐蚀性能。
辽宁化工设备锆板由于其具有优秀的耐腐蚀性能,可以有效隔离腐蚀介质,从而保护设备不受侵蚀,延长设备的使用寿命。
2. 设备内部结构材料:在化工设备的内部结构中,辽宁化工设备锆板可以用作容器、反应器、储罐等部件的建造材料。
其优异的耐腐蚀性和耐高温性能,可以确保设备在恶劣环境下安全稳定地运行,减少设备损耗,提高设备的可靠性和稳定性。
3. 化工配套设备:辽宁化工设备锆板也可以用于化工配套设备的制造,如换热器、冷凝器、蒸馏塔等。
在这些设备中,辽宁化工设备锆板可以提供良好的热传导性能和耐腐蚀性,确保设备的高效运行和长期稳定性。
4. 特种材料制品:辽宁化工设备锆板还可以用于生产特种材料制品,如防腐包覆材料、防腐耐酸板等。
这些特种材料制品可以在化工行业中广泛应用,为设备提供有效的防腐保护,延长设备的使用寿命。
5. 其他方面:除了以上几个主要用途之外,辽宁化工设备锆板还可以用于其他
一些特殊领域,如航空航天、船舶制造、核工业等。
在这些领域中,辽宁化工设备锆板可以提供优异的耐腐蚀性和高温性能,满足特殊设备的要求。
综上所述,辽宁化工设备锆板在化工行业中具有非常重要的用途,并且在其他一些领域也有着广泛的应用前景。
其优异的耐腐蚀性能和高温性能,使其成为化工设备制造和特种材料制品生产中不可或缺的重要材料,同时也为化工行业的发展和安全生产提供了有力支持。
【2019年整理】锆的应用领域非常广泛

锆的应用领域非常广泛,主要以硅酸锆、氧化锆的形式应用于陶瓷、耐火材料等领域,仅有3%-4%左右的锆被加工成金属锆(或称海绵锆)的形式,再进一步加工成各种锆合金,应用于核燃料组件或者普通工业领域:如化工设备。
本文着重介绍金属锆(或称海绵锆)及下游锆合金材的制造及应用情况。
一、锆的简介锆(Zirconium)的元素符号Zr,位于化学元素周期表中IV-B族,它的原子序数是40,是一种银白色的过渡金属。
锆的表面易形成一层氧化膜,具有光泽,故外观与钢相似。
有耐腐蚀性,但是溶于氢氟酸和王水;高温时,可与非金属元素和许多金属元素反应,生成固体溶液化合物。
锆的可塑性好,易于加工成板、丝等。
锆在加热时能大量地吸收氧、氢、氮等气体,可用作贮氢材料;锆的耐蚀性比钛好,接近铌、钽。
锆主要以矿物形式存在于自然界,锆在地壳中锆的含量居第20位,比常见的金属铜、铅、镍、锌多,却被称为“稀有金属”,是因为制取工艺较为复杂,不易被经济地提取。
另外,在已发现的40多种锆铪矿床中,具有工业开采价值的只有10种左右,用于工业生产的仅有锆英石和斜锆石两种。
二、锆资源储量丰富、供应集中据美国地质调查局(USGS)统计,全球锆储量51百万吨、基础储量77万吨(以ZrO2计),其中澳大利亚和南非拥有世界上最大的锆英砂储量,储量占比分别占44.6%和25.0%,基础储量占比45.45%、18.18%。
我国资源储量相对比较缺乏,储量和基础储量进展世界的0.98%和4.81%。
锆英砂主要产地集中于澳大利亚、南非Richards Bay Deposit 地区、美国佛罗里达以及非洲的莫桑比克和亚洲的印度尼西亚、越南、印度等。
目前世界年产锆英砂在125-130万吨之间。
澳大利亚是世界第一大锆英砂生产国,目前占世界市场份额总量1/3 以上。
南非是世界第二大锆英砂生产国,产量仅次于澳大利亚,目前占世界市场份额总量约1/3。
中国锆英砂产地主要分布在海南的文昌和万宁、广东的湛江,年产量约为2万吨。
含锆原料及其在耐火材料中的应用
SiO2 ≤34.00 ≤34.00 ≤34.00 ≤33.00 ≤32.00 ≤31.00
级 化学组成 / %
表 4 巴西斜锆石精矿的化学组成(w)和粒度组成
别
A级
B级
粒度级成
ZrO2 +HfO2
98
TiO2
0.4
Fe2O3
0.5
SiO2
0.3
CuO
0.1
99
+60 目,3.8%
0.2
+100 目,11.5%
在锆英石精矿中的杂质成分中,钛铁矿、
CaO、MgO 的主要危害是会降低材料的荷重 不同产地的锆英石砂,其粒度也会有较大差
软化温度和耐火度;TiO2 会降低材料的热震 稳定性;Al2O3 和 Fe2O3 对材料的耐火度、荷 重软化温度、热震稳定性都有一定的影响。
别,澳大利亚锆英石砂粒度稍粗,有较多粒 径在 0.5~0.21mm 的颗粒,而我国产的锆英 石砂的粒径则大多在 0.21mm 以下。
表 2 部分锆英石精矿的化学组成 (w) / %
产
地
澳大利亚 A
ZrO2 SiO2 TiO2 Al2O3 Fe2O3 CaO MgO K2O Na2O LOI 67.02 32.38 0.08 0.25 0.07 0.01 0.01 0.01 0.01 0.16
澳大利亚 B
66.38 32.74 0.17 0.44 0.08 0.03 0.01 0.01 0.01 0.12
澳大利亚 C
65.37 33.42 0.29 0.62 0.06 0.05 0.01 0.02 0.06 0.24
澳大利亚 D 澳大利亚 E 澳大利亚 F 澳大利亚 G 南非
65.16 65.51 66.73 66.41 66.12
锆材的焊接及现场实用报告

锆材的焊接及现场实用报告编写:张自祥北京时代科技股份有限公司焊接工艺实验室锆材的焊接及现场实用报告一:简介锆是一种耐腐蚀金属材料,它是一种化学性质非常活泼的元素,一般都应用在化工行业中,在高温下极易与大气中的各种气体发生反应。
在锆焊接时,焊缝和热影响区易被空气中的氧、氢、氮等元素污染,生成硬而脆的化合物,并产生脆性的针状组织,使焊接接头的硬度、强度升高,塑性下降,耐蚀性能也大幅下降。
因此锆焊接时应对熔池、焊缝和热影响区进行充分的保护以完全隔绝空气。
锆材的焊接一般用钨极惰性气体保护电弧的焊接方法进行焊接居多,其他的焊接方法包括:电子束焊、等离子弧焊和电阻焊等。
它的焊接性能和钛金属焊接比较接近,由于锆的热膨胀系数和弹性模量小,因而焊接变形和焊缝残余应力比较小,建议在1100°F(594℃)下焊缝的消除应力时间为1小时/英寸厚度。
在不受污染的情况下,焊缝不易出现结晶裂纹和冷裂纹。
锆在高温下一般容易与大气发生反应,在200℃就开始吸收氧,300℃吸收氢,400℃吸收氮,温度越高反应的强度越剧烈。
锆焊接的另一个主要问题就是焊缝中容易过于软化而导致焊件错动,根部焊道容易烧穿,因此焊接锆时,应合适地固定焊件并尽量采用双面焊。
除钛、铌、银、钒之外,锆不能和其它金属直接焊接。
二:焊接方法及焊材的选用1锆与锆合金采用的钨极氩弧焊焊接选用的焊丝一般与母材相同,锆材焊丝的选用应符合ASME标准SFA-5.24中的有关规定及要求,焊丝经外观检验:其外观必须光滑、圆整,不允许存在毛刺、皱皮、重叠、裂纹、孔隙等缺陷,必要时进行金相微观检查,2施工环境应符合的相关要求2.1设立专用的预制场地,同时焊接场所应保持清洁、干燥。
2.2 环境温度应大于5℃2.3 焊接场所严禁有黑色金属焊接、切割、打磨等工作。
2.4 现场焊接时应有防风,防雨措施,当风速大于0.5m/s,相对湿度大于80%,禁止施焊3 施工准备3.1 从事锆材施工的人员必须具备并掌握锆材的特殊物理性能和化学性能的知识,并在此基础上正确从事锆材的搬运、切割、组对等工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2011-10-22
35
封头成形推荐的工序 封头半径成形 从炉内取出板材,用压力/模具加工(加工材料的温度 应保持在150 ℃以上,如有需要再加热) 重复加热和成形步骤直至达到要求半径 可用火焰喷灯或高温辐射加热器对加工材料作局部加 热来保持温度在150 ℃以上。 检验 肉眼观察 染色探伤
2011-10-22
2011-10-22
49
焊接操作注意点 对活泼金属不能使用二氧化碳气体 气体纯度非常重要 事先应检验焊接设备是否漏气 凝气罐会有助于保证气体纯度 气流量要适度,以妥善地屏蔽焊缝 专用设备,即一种材料一套设备
2011-10-22
50
锆705的焊接 焊接的过程和非合金锆材料一样 锆705的焊缝易受延迟氢化物裂纹损伤 焊接后必须退火释放应力,减少受延迟氢化物裂纹损伤 的机会
45
焊接接头的设计和准备 接头形式有对接,填角,U型,V型,双U或双V型。 接头必须平滑,清洁,没有杂质。 毛口必须挫掉 接缝好非常重要
2011-10-22
46
接头的准备工作 机械加工 和不锈钢相同但易咬合与擦伤 用碳化钨或高速钢工具 研磨 用氧化铝或金刚砂轮 研磨速度要慢 研磨轮的颗粒必须在焊接前除去
2011-10-22 54
不同金属的焊接 锆不能和大多数结构金属焊接在一起 锆只可以和钛,铪,鈮,钒和钽焊接 对这些金属直接熔焊,会使固溶体硬化,大幅度减低焊 接区的弯曲延展性,绝大多数情况下防腐性能也会降低 在考虑把锆和不类似金属焊接,作结构应用时,必须极 其谨慎
2011-10-22
55
锆设备热处理 为了达到最好的物理,机械和防腐性能 和其它材料的标准工艺过程一样,但对锆的特性多加注 意 对锆设备作热处理 减少加工造成的残余应力 在会产生应力腐蚀的媒介里改善抗腐能力 改进焊缝在高浓度硫酸里的防腐性能 增加氧化膜厚度,以改善抗冲刷和磨蚀性
2011-10-22
43
锆的机械加工 普通方法 基本原则 速度缓慢 进刀量大 冷却系统里加大量溶于水的润滑剂 锆有咬合和加工硬化的倾向 如果切割不光滑,表面会粘上杂质形成氧化物
2011-10-22
44
锆、钛和钢及镍基合金比较 弹性模量低 熔点高 膨胀系数高 导热系数好 密度高 表面张力好
2011-10-22
通用编号:锆 锆702-非合金:R60702 锆704-Zr-Fe-Cr-Sn:R60704 锆705-Zr 2-3%Nb:R60705 锆706-Zr 2-3%Nb:R60706 低氧锆 用于爆炸复合 用于高成形要求场合
2011-10-22
27
通用编号: 高温合金 鈮:R04210 鈮-1锆:R04261 钽: R05210
2011-10-22 20
鈮的主要应用 防腐作用
用于浓硝酸生产设备 用于带氧化剂的盐酸和溴化氢 用于液溴的生产
镀铂阳极的基底 镀铬设备和镀铬溶液回收系统 鈮的一个特点,和大多数防腐合金不同,在于能容许一 定量的氟离子存在
2011-10-22
21
鈮合金的主要应用 鈮-1锆: 钠蒸汽灯零件 液体金属的容器和管道 鈮-55钛: 湿氧化设备 在干湿氯交替出现的场合,鈮和鈮合金是理想的材料
2011-10-22
22
锆的萃取 克罗尔工艺 ZrCl4+2Mg=Zr+2MgCl2 在钢制坩埚里分批操作 从氯化镁团块除去多余的镁 所得的锆成烧结多孔“海绵”状 海绵锆经真空蒸馏净化
2011-10-22
23
冶金 机械,物理和热力学特性 材料规格 常规产品
2011-10-22
24
冶金和特性 锆的晶体结构 锆702在865℃相变,从α相(密排六方晶格)到β 相 (体心立方晶格) 锆705在854 ℃相变,从α 锆+β 鈮相(密排六方+体 心立方晶格) 到β相(体心立方晶格) 各向异性 锆和钛显示出强烈的各向异性,这是由它们在室温时 六方密排的晶格结构造成的 机械性能根据方向变化
2011-10-22
南非
10
最大的钛矿 澳大利亚 美国 加拿大
2011-10-22
11
金红石的主要用途 90-95%的金红石作为氧化钛颜料或遮光剂用于; 油漆和染料 纸张 塑料 其余5-10%的金红石用于: 钛金属和合金材料 焊条涂料 玻璃纤维
2011-10-22
12
鈮的来源 鈮由下列矿石中萃取: 烧绿石 鈮铁矿 钽铁矿
2011-10-22
28
制造过程 成形 清理和酸洗 机械加工 铸造 焊接 热处理
2011-10-22
29
锆的成形过程 轧制成形 冷弯冲压成形 需要考虑的因素: 成品的半径 阴阳模具的质量 板材表面的状态 热处理的条件 表面情况
2011-10-22
30
封头成形 封头的模压成形 如有模具,应选此法加工 封头为一整体,无焊接 旋冲技术 在无模具时采用(一般用于大尺寸封头) 可能要用两块板焊接起来才有足够尺寸
2011-10-22
6
最大的锆矿 南非 澳大利亚 俄罗斯 美国 印度
2011-10-22
7
锆英石的主要用途 陶瓷釉料遮光剂 耐火材料 铸模 阴极射线管及光纤用玻璃 高级陶瓷 磨料 化工产品 金属材料
2011-10-22
8
钛的来源 钛主要来自于两种矿石: 金红石 钛铁矿
2011-10-22
9
工业钛来源 从海边沙滩或矿藏中开采 钛铁矿 澳大利亚 加拿大 挪威 俄罗斯 金红石 澳大利亚 赛拉利昂
2011-10-22
1Байду номын сангаас
锆、钛和鈮简介
2011-10-22
2
提纲 金属的历史和资源 主要应用 物理和冶金特性 材料规格
2011-10-22
3
金属的历史:名称来源 锆 钛 钽 鈮
2011-10-22
4
锆的来源 锆主要来自两种矿石: 锆英石 斜锆石
2011-10-22
5
工业锆 从海边沙滩中开采 锆英石 澳大利亚 美国佛罗里达州 斜锆石 南非 俄罗斯
2011-10-22
25
鈮的机械性能: 鈮是具有韧性和延展性的金属。硬化缓慢。在退火前 可压缩95%以上。箔材和丝材都易制造。 气体杂质(如:氧)会大大减低鈮的延展性。 加入锆、钛和其它多种元素能大大提高鈮的强度。 鈮合金在高温时能保持高强度。用于高温场合鈮合金 涂有保护膜。
2011-10-22
26
36
锆封头成形的工序 清理 用非金属粒喷砂作表面清理 注:铁砂会嵌入锆材料造成潜在腐蚀因素 最终封头外形染色探伤
2011-10-22
37
板材成形的注意点 板材成形时要注意 有回弹的倾向 容易有刻痕引起的裂缝 锆材有咬合倾向 在室温下,用标准成形设备可以把厚达19mm的板材,弯 至5t半径。 加温至260-427 ℃可使弯曲半径更小,而且能减少出现裂 缝的机会。
2011-10-22
33
封头成形 材料的检查和搬运 检查板材有否擦伤,麻点等 用细砂轮把表面缺陷处理掉 用叉车搬运时,叉上要加上保护套
2011-10-22
34
锆封头成形推荐的工序 材料加热 把材料放入氧化/中性炉内,炉温至少为260 ℃ 或260427℃ 避免火焰碰到材料,以减少氢的吸收。 模具加热 成形模具加热至200 ℃左右,用示温色笔或高温计检 查温度
Introduction to metallurgy,properties and availablity Fabrications processes Corrosion properties and applications Project management Safety Available services Corrosion solutions toolkit Appendix
2011-10-22
56
锆设备热处理类型 消除应力热处理 加厚氧化膜热处理 完全退火
2011-10-22
57
热处理 锆和钛的应力消除处理 用来减低由焊接,成形或机械加工引起的残余应力 锆合金一般是在538℃到595 ℃作应力消除处理的 工业钛合金一般是在480 ℃到595 ℃作应力消除处理 锆的氧化膜加厚处理 氧化膜加厚处理的温度和应力消除的温度相同,时间 保持长些,以加厚氧化膜,增加抗咬合性能及耐磨性能 氧化膜的硬度接近蓝宝石 此工艺用于涡轮叶片,搅拌器叶片,泵,铸件,阀门, 紧固件,塔盘等锆零件
2011-10-22
31
封头成形 旋冲技术 用两板焊接成一块,焊缝必须经过处理,把隆起和缺 口去除掉。 焊接的板材必须在成形之前作应力释放。
2011-10-22
32
锆封头成形的注意点 仔细审查工序: 模具的状态和间隙 毛坯的表面情况 全面退火的冶金条件 表面最好要彻底酸洗 提高温度有助于成形 对多步成形,要考虑中间应力释放退火
2011-10-22
38
板材加工 作法兰成形加工时材料要再次加热 在法兰成形前,考虑在530-593 ℃先对成形的封头 作应力释放 法兰成形后,加热至150 ℃以上作必要的尺寸复原
2011-10-22
39
弯曲管材 锆管和不锈钢材料相同,可用普通弯管设备成形 改进可成形性 顶杆上用较多的成形球 润滑剂 较慢的成形速度
2011-10-22
53
锆的焊后热处理 锆702 一般不需要,除非有高度热应力存在,为了增加抗疲 劳能力,或在大量冷加工后恢复延展性 如果材料是用于超过55%浓度,接近沸点的硫酸,就 需要经过高温处理 锆705 因易受延迟氢化物影响,所有焊接都需要作应力释放 处理,无论材料用于何处 如果材料是用于超过55%浓度,接近沸点的硫酸,就 需要经过高温处理
2011-10-22
51
氢污染 氢可能来自空气中的水分或不清洁并且潮湿的环境 氢会导致焊接开裂 氢在锆里有极快的扩散率 氮污染 从空气中吸收 一般情况下,是焊缝和热影响区冷却时屏蔽不够完善 造成 大幅度增加焊缝的硬度 局部氮会造成焊接开裂