数控机床故障的诊断研究中英文翻译
数控机床故障诊断维修技术初探
2 . 1 工作 的环境要 求
数 控机床对 室温 、相对湿度 、振动 、环境 中尘
W ooDW O RKI NG MACHI NERY
S t a n d a r d a n d T e s t 椽灌与检 嗣
土含量 ,冷却 液或者有 机溶 液含量 等方 面都有严 格 要求 ,使 用时一定要符合设计标准 。±1 0 %
代 红菊
( 九江职业大学 江西九江
摘
3 3 2 0 0 0 )
要 :数控机床是 一种高效 的 自动化机床 。由于其经济性能好 ,生产效益高 ,在生产上处于越来越重 要的地 位 。为 了保 证机床 长期安全 平稳运行 ,发挥 更大效益 ,本文结合 数控机床 的结构 和特 点 ,分析 了数控机床 的保养和故障处理方 法。
2 预防性维修 归纳前 面所描述 的数控机 床 的结构 和特点 ,我
们 不难发 现数 控机床故 障后维 修主要 是更换 备件 ,
因此为 了减少停 机时 间 ,节 约资源 ,提高设 备 的利 用率 ,做好 日常维 护和保养工作 是非 常重要 的。
体化 部件更 碰不得 ,那 么我们 现场维 修人员修 什 么 呢?这 就需要 我们从传 统 的维 修概念 中摆脱 出来 。 2 0 世 纪 七 八 十年 代 的 数 控维 修 人 员 需要 对 模 拟 电
烙铁 ,万 用表 ,示波器修 理损 坏的线 路板 。而 现今
的数 控技术 紧随着I T 业 的进 步而改 变 , 目前 F A N U C
对 用户开放 ,所 以线路 板维修 非常 困难 ,一 般数控 制造商不建议用 户维修 O C B( 印刷线路板 )。
数控机 床的滚珠 丝杠 、直线导轨 、机械 主轴 、
数控机床中英文对照表

数控机床中英文对照表ABS和REL——在法那克系统中,按这两个键分别来切换当前机床的相对坐标和绝对坐标ALL——全选,程序编辑时用PRGRM——程序(program)的缩写,用于查看程序NEXT——查看程序和查看参数时,下一页OPRT——在法那克系统中,选择编辑程序时,也就是按下PRGRM后,再按这个键,才能输入程序号HOST,CONECT——这两个是在系统与外界通信时用的,我没试过,不知道什么作用HELP——查看帮助信息SHIFT——换档键,有些键有两个字符,按下这个键,用来输入顶部那个字符ALTER——程序修改键,编辑程序时用INSERT——程序插入键,编辑程序时用EOB——程序结束符,在编辑程序时,没段程序结束时,要加这个符号CAN——取消键,用来取消输入INPUT——输入键,用来输入程序或参数POS——按此键显示当前机床位置画面PROS——按此键显示当前程序画面OFFSET——按此键显示刀具偏置画面SETTING——按此键显示刀具偏置设定画面SYSTEM——按此键显示系统信息及系统状态画面GRAPH——按此键显示加工时刀具轨迹的图形画面CUSTOM——按此键显示用户宏程序画面手动数据输入(MDI)直接数字控制方法(DNC)控制器单元或机控制器单元(MCU)法拉克:ALTER 修改程序及代码INSRT 插入程序DELET 删除程序EOB 完成一句(END OF BLOCK)CAN 取消(EDIT 或MDI MODE 情况下使用)INPUT 输入程序及代码OUTPUT START 输出程序及指令OFFSET 储存刀具长度、半径补当值AUX GRAPH 显示图形PRGRM 显示程序内容ALARM 显示发生警报内容或代码POS 显示坐标DGONS PARAM 显示自我诊断及参数功能RESET 返回停止CURSOR 光标上下移动PAGE 上下翻页常见机床报警信息中英文对照T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIRPRESSFAILURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRAVL(X轴超限)Y AXIS OVERTRAVL (Y轴超限)Z AXIS OVERTRAVL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)SERIAL SPINDLE ALARM (串行主轴报警)NC BATTERY LOW ALARM(NC电池低报警)MAGAZINE MOVE LIMIT SWITCH ERRORSPINDLE TOOL UNLAMP POSITION LIMIT SWITCH ERROR MAGAZINE NOT IN POSITION OR SENSOR ERRORAIR PRESSURE LOW ALARM(气压低报警)MOTOR OVERLOAD(电机过载)T CODE > MAGAZINE TOOLST CODE < 1 ERROR5TH AXIS HARDWARE OVERTRAVER LIMIT ERRORDOOR IS OPENED(开门)LUB PRESSURE SWITCH ERROR(油压开关错误)SPINDLE OIL COOLANT UNIT ERRORSPINDLE LOAD ABNORMAL(主轴负荷异常)TRANSDUCER ALARM(传感器报警)BED-HEAD LUBRICATE OFF(床头润滑关闭)EMG OFFHYDRAULIC CHUCK PRESS LOW(液压夹头压力低)HYDRAULIC TAIL PRESS LOW(液压尾座压力低)LUB 0IL LOW(油压低)TURRET CODE ERROR(转塔码错误)TURRET RUN OVERTIME(转塔运行超时)MANUAL HANDLE INTERRUPTTRY TO RUN SPINDLE WHILE CHUCK NOT LOCKTRY TO RUN SPINDLE WHILE TAIL NOT LOCKSPINDLE NEUTRAL GEARMAGAZINE ADJUSTHYDRAULIC NOT RUNSAFETY DOOR BE OPENEDSAFETY DOOR NOT CLOSENOT ALL AXIS HAVE GONE BACK REFIN ADJUST,IGNORE GOING BACK REFAFTER EXCHANGE TOOL,CYCLE STARTATC MOTOR QF16 OFFX AXIS IS LOCKED(X 轴被锁定)Y AXIS IS LOCKED(Y 轴被锁定)Z AXIS IS LOCKED(Z 轴被锁定)A AXIS IS LOCKED(A 轴被锁定)SPINDLE MOTOR FAN QF26 OFF(主轴电机风扇QF26关闭) SPINDLE ORIENTATION INCOMPLETE(主轴定位不完全)M FUNCTION NOT COMPLETE(M 功能无法完成)SPINDLE NOT IN GEAR POSITION(齿轮不在主轴位置)SPINDLE NOT CHANGED TO LOW GEAR(主轴没有变为低档)SPINDLE NOT CHANGED TO HIGH GRAR(主轴没有变为高档)MAG NOT BACKWARDSPINDLE TOOL NOT CLAMPSPINDLE TOOL NOT UNCLAMPMAG NOT IN POSITIONMAG DOES NOT ROTATEMAG DOES NOT STOP RUNNINGA AXIS HAVE NOT CLAMPEDA AXIS HAVE NOT UNCLAMPEDSET D499=1,"MAG.JOG" SWITCH ONHYDRAULIC MOTOR QF7 OFF(液压马达QF7关闭)HYDRAULIC TEMPRETURE HIGH(液压使用温度高)HYDRAULIC FILTER BLOCKED(液压过滤器阻止)HYDRAULIC OIL LEVEL LOW(液压油位低)HYDRAULIC FAN QF8 OFF(液压风扇QF8关闭)HELIX CONYER QF9 OR QF10 OFFCHAIN CONYER QF11 OFFCOOLANT MOTOR QF12 OFF(冷却液电机QF12关闭)COOLNT LEVEL LOW,CYCLE STOP AFTER 20 MINUTESINNER COOLANT BLOCK(内冷却堵塞)SPINDLE COOLANT MOTOR QF14 OFF(主轴冷却液电机QF14关闭)INNER COOLANT QF13 OFF(内冷却液QF13关闭)MAG MOTOR QF15 OFFCABINET COOLANT EQUIP QF20 OFFOIL GATHER QF24 OFFAIR PRESSURE LOW(低气压)SPINDLE COOLANT MOTOR FAULT(主轴冷却液电机故障)LUB.OIL IS LOW(润滑油低)DOOR OPEN(门打开)FRONT DOOR(R) OPEN(前门打开)LEFT DOOR OPEN(左门打开)LUBRICATION OIL QF23 OFF(润滑油QF23关闭)LUBRICATION PRESS LOW(润滑油位低)IN ADJUST,MAG CAN'T EXCHANGE T(在调整,刀库不能交换T)NOT ALL DOOR CLOSED(门没有全部关闭)IN M06,MAG NOT READY(在M06,刀库未准备好)MAGAZINE NOT READY(刀库未准备好)POCKET NOT HORIZANTALIN M06,Z NOT BACK TO 2ND REFIN M06,Z AXIS NOT IN PSW1ATC NOT IN ZERO POSITIONSPINDLE ORIENTATION UNCOMPLETEPOCKET NOT HOR./MAG NOT BCKWRDPOCKET NOT VER./MAG NOT FORWRDUNCLAMP TOOL HAS NOT COMPLETEDCLAMP TOOL HAS NOT COMPLETEDAIM TOOL NO. IS WRONGMAG NOT BACKWARDAFTER RETRACT,SET R.T.BACK OFFZ NOT IN PSW2,FORBID ATC RUNNINGD499 EQUAL 1MAG.JOG SOFT SWITCH IS ONZ NOT IN PSW2,FORBID MAG FORWARDCHEKE SPINDLE MODULE ALARMOIL WATER SEPARATOR QF24 OFFSET THE SOFT SWITCH MAG.JOG OFFSET D499 TO 0 设定D499为0K PARAM ABOUT MAG SET IS WRONG 关于MAG的K参数设定错误MECHANICAL BRAKE NOT RELEASED机床抱闸没有松开MECHANICAL BRAKE IS WRONG 机床抱闸错误PLEASE ADD LUB.OIL 请加润滑油PROBE BATTERY VOLTAGE IS LOW 探头电池电压低PROBE IS ERR 探头错误PARAMETER WRITE ENABLE(参数写使能)PMC EDIT ENABLE(PMC编辑使能)CHECK LUB ROUTINSPINDLE GEAR SIGNAL MISS 主轴档位信号消失T_CLAMPED_SIGNAL MISS T夹紧信号消失SP OVERRIDE SWITCH DISCONNECTION 主轴倍率开关断路FEED OVERRIDE SWITCH DISCONNECTION 进给倍率开关断路THE TOTAL NUMBER OF POCKETS SET ERRCHANGE T STOPED BECAUSE NO AIR 因为缺少压空交换停止THE COOLANT WATER TOO LOW,ADD COOLANT WATER AT ONCE 冷却水少立即加水COOLANT LEVEL LOW,ADD COOLANT WATER 冷却水液位低PLEASE REPLACE CNC BATTERY QUICKLY 请立即更换CNC电池SIEMENS常用缩略语A Output 输出ASCII American Standard Code for Information Interchange 美国信息交换标准代码AV Preparation for work 运行准备BA Operating mode 运行方式BAG Operating mode groups 运行方式组BB Ready for operation 准备好运行BCD Binary Coded Decimals 二-十进制BHG Hand-held terminal 手提终端BOF User interface 用户接口CNC Computerized Numerical Control 计算机化数字控制CP Communication Processor 通迅处理器CPU Central Processing Unit 计算机中央处理装置CR Carriage Return 托架折回CSB Central Service Board(PLC module) 中央维护板,PLC 模块CTS Clear To Send 发送使能DAU Digital-Analog Converter 数模转换器DB Data Block 数据块DIN German Industrial Standards 德国工业标准DIO Data Input/Output 数据输入/输出DRF Differential Resolver Function 差分功能DRY Dry Run 空运行DSB Decoding Single Block 译码单段DSR Data Send Ready 备用输入DW Data Word 数据字E Input 输入EIA-Code Special tape code,number of holes per characters alwaysodd 特殊纸带码,每个字符的孔数为奇数EPROM Programm memory with fixed program 有固定程序的程序存储器E/R Controlled Supply and Energy Recovery Module 可控电源和能量恢复模块ETC ETC key:Extension of the softkey bar in the same menuETC 键:同级菜单扩展键FDB Product designation database 产品指定数据库FIFO First in First Out 先进先出FRA Frame module 帧频模块FRAME Coordinate conversion with the components zerooffset,rotation,scaling,mirror-imaging 坐标换算,具有零点偏置,坐标旋转,标度功能和镜向功能FRK Cutter radius compensation 铣刀半径补偿FST Feed Stop 停止进给GUD Global User Data 全体用户数据HMS High-Resolution Measuring System 高分辨率测量系统HSA Main Spindle Drive 主轴驱动HW Hardware 硬件IM Interface Module 接口模块IM-S/R Interface Module(S=send/R=receive) 接口模块,S=发送/R=接收INC Increment 步进增量ISO-Code Special tape code,number of holes per character always even特殊纸带码,每个字符的孔数为偶数K1...k4 Channel 1 to Channel 4 通道1 到通道4KOP Ladder Diagram 梯形图KV Loop-Gain Factor 增益系数KUE Transformation Ratio 传动比LCD Liquid Crystal Display 液晶显示LED Light Emitting Diode 发光二极管显示LUD Local User Data 局部用户数据MB Megabyte 兆字节MD Machine Data 机床数据MK Measuring Circuit 测量回路MDA Manual Data Automatic 手动输入,自动执行MLFB Machine-readable product designation 机器可识别的产品代号MMC Man Machine Communication:User interface of the numerical controlsystem for operation,programming and simulation 人机通讯:系统操作界面,用操作,编程和模拟MPF Main Program File:NC part program(main program)NC 零件程序,主程序MPI Multi Point Interface 多点通讯接口MSTT Machine control panel 机床控制面板NC Numerical Control 数字控制NCK Numerical Control Kernel(numerical krnel with block preparation, traversing range etc.) 数字控制核心:具有程序段预处理,运行范围等等NCU Numerical Control Unit 数控单元NURBS Non Uniform Rational B Spline 非均值有理B样条NV Zero Offset 零点偏置OEM Original Equipment Manufacturer 原设备制造商OP Operator Panel 操作面板OPI Operator Panel Interface 操作面板接口PC Personal Comprter 个人计算机PCMCIA Personal Computer Menory Card International Association接口协议PG Programming Device 编程器PLC Programmable Logic Control 可编程逻辑控制器PRT Program Test 程序测试RAM Random Access Memory 随机存取存储器RISC Reduced Instruction Set Computer 处理器,具有指令组小、通过能力强ROV Rapid Override 快速修调RPA R Parameters Active(NCK memoty area for R parameter numbers) R 参数有效,NCK 中用于R 参数号的存储器区RTS Request To Send(control signal from serial data interfaces)发送请求:来自串行接口的控制信号SBL Single Block 单段SBL2 Single Block Decoding 译码单段SEA Setting Data Active(memory area for setting data in NCK)设定数据有效:用于NCK 中设定数据的存储区SD Setting Data 设定数据SKP Skip Block 程序段跳跃SM Signal Module 信号模块SPF Sub Program File 子程序文件SPS Programmable Logic Controller 可编程逻辑控制器SRK Cutter Radius Compensation 刀尖半径补偿SSFK Leadscrew Error Compensation 丝杠螺距误差补偿SSI Serial Synchronous Interface 串行同步接口SW Software 软件TEA Testing Data Active(with reference to the machine data) 测试数据有效:与机床数据有关TO Tool Offset 刀具补偿TOA Tool Offset Active(memory area for tool offset) 刀具补偿有效,用于刀补的存储区TRANSMIT Transform Milling into Turning(coordinate conversion on turning machines for milling)铣床转换为车床:车床坐标换算用于铣削加工VSA Feed drive(spindle) 主轴进给驱动V Bit type PLC variable PLC变量类型:位VB Byte type PLC variablePLC变量类型:字节WKZ Tool 刀具WZ Tool 刀具WZK Tool offset 刀具补偿ZOA Zero Offset Active(memory area for zero offsets) 零点偏置有效:零点偏置存储区。
常见数控机床报警信息(中英文对照),太全啦!
常见数控机床报警信息(中英文对照),太全啦!平时在操作数控机床时,总会遇到报警的信息提示,有些英文的对照不免让新学者头疼,小编特意整理了一些常见的数控机床报警信息中英文对照版的,没事翻翻就当小小工具书了!T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRAVL(X轴超限)Y AXIS OVERTRAVL (Y轴超限)Z AXIS OVERTRAVL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)SERIAL SPINDLE ALARM (串行主轴报警)NC BATTERY LOW ALARM(NC电池低报警)MAGAZINE MOVE LIMIT SWITCH ERRORSPINDLE TOOL UNLAMP POSITION LIMIT SWITCH ERROR MAGAZINE NOT IN POSITION OR SENSOR ERRORAIR PRESSURE LOW ALARM(气压低报警)MOTOR OVERLOAD(电机过载)T CODE > MAGAZINE TOOLST CODE < 1 ERROR5TH AXIS HARDWARE OVERTRAVER LIMIT ERROR DOOR IS OPENED(开门)LUB PRESSURE SWITCH ERROR(油压开关错误) SPINDLE OIL COOLANT UNIT ERRORSPINDLE LOAD ABNORMAL(主轴负荷异常)TRANSDUCER ALARM(传感器报警)BED-HEAD LUBRICATE OFF(床头润滑关闭)EMG OFF太HYDRAULIC CHUCK PRESS LOW(液压夹头压力低)HYDRAULIC TAIL PRESS LOW(液压尾座压力低)LUB 0IL LOW(油压低)TURRET CODE ERROR(转塔码错误)TURRET RUN OVERTIME(转塔运行超时)MANUAL HANDLE INTERRUPTTRY TO RUN SPINDLE WHILE CHUCK NOT LOCK TRY TO RUN SPINDLE WHILE TAIL NOT LOCK SPINDLE NEUTRAL GEARMAGAZINE ADJUSTHYDRAULIC NOT RUNSAFETY DOOR BE OPENEDSAFETY DOOR NOT CLOSENOT ALL AXIS HAVE GONE BACK REFIN ADJUST,IGNORE GOING BACK REFAFTER EXCHANGE TOOL,CYCLE STARTATC MOTOR QF16 OFFX AXIS IS LOCKED(X 轴被锁定)Y AXIS IS LOCKED(Y 轴被锁定)Z AXIS IS LOCKED(Z 轴被锁定)A AXIS IS LOCKED(A 轴被锁定)SPINDLE MOTOR FAN QF26 OFF(主轴电机风扇QF26关闭)关注我们的微信公众号shukongzhpngguo,获取更多数控技术文章。
机床报警,中英文互译

T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIRPRESSFAILURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRAVL(X轴超限)Y AXIS OVERTRAVL (Y轴超限)Z AXIS OVERTRAVL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)SERIAL SPINDLE ALARM (串行主轴报警)NC BATTERY LOW ALARM(NC电池低报警)MAGAZINE MOVE LIMIT SWITCH ERRORSPINDLE TOOL UNLAMP POSITION LIMIT SWITCH ERROR MAGAZINE NOT IN POSITION OR SENSOR ERRORAIR PRESSURE LOW ALARM(气压低报警)MOTOR OVERLOAD(电机过载)T CODE > MAGAZINE TOOLST CODE < 1 ERROR5TH AXIS HARDWARE OVERTRAVER LIMIT ERRORDOOR IS OPENED(开门)LUB PRESSURE SWITCH ERROR(油压开关错误) SPINDLE OIL COOLANT UNIT ERRORSPINDLE LOAD ABNORMAL(主轴负荷异常)TRANSDUCER ALARM(传感器报警)BED-HEAD LUBRICATE OFF(床头润滑关闭)EMG OFFHYDRAULIC CHUCK PRESS LOW(液压夹头压力低)HYDRAULIC TAIL PRESS LOW(液压尾座压力低)LUB 0IL LOW(油压低)TURRET CODE ERROR(转塔码错误)TURRET RUN OVERTIME(转塔运行超时)MANUAL HANDLE INTERRUPTTRY TO RUN SPINDLE WHILE CHUCK NOT LOCK TRY TO RUN SPINDLE WHILE TAIL NOT LOCK SPINDLE NEUTRAL GEARMAGAZINE ADJUSTHYDRAULIC NOT RUNSAFETY DOOR BE OPENEDSAFETY DOOR NOT CLOSENOT ALL AXIS HAVE GONE BACK REFIN ADJUST,IGNORE GOING BACK REFAFTER EXCHANGE TOOL,CYCLE STARTATC MOTOR QF16 OFFX AXIS IS LOCKED(X 轴被锁定)Y AXIS IS LOCKED(Y 轴被锁定)Z AXIS IS LOCKED(Z 轴被锁定)A AXIS IS LOCKED(A 轴被锁定)SPINDLE MOTOR FAN QF26 OFF(主轴电机风扇QF26关闭)关注我们的微信公众号shukongzhpngguo,获取更多数控技术文章。
机床设备维修中英对照
SL9开关固定螺丝断
机床开不出 循环结束时,刀盘旋转不停 油泵不能起动 主轴不动
主轴离合器线圈烧 不走刀 机器循环不停 不走刀 机器除断开总电源,否则无法停止 冲刀
No tool feeding
保养:3867,3868,3869,3870, 3871,3872,3873,3874,3875 无动作
退刀不退
机床异响
剃齿刀不运转(退刀不退)
不退刀(进刀不进)
电磁阀坏
退刀没快速
液压马达有异响 走刀刹车不灵
机床不转动
不出油 自动不停 自动不动 行程往上不停 保养 保养 气过滤器坏 电磁阀故障 无动作 撞车
保养:5051 保 养:3867,3873,3875,4255,5355,3869, 3870,3871,3872,3874 保养:3868 保养:5051 漏气 不进刀
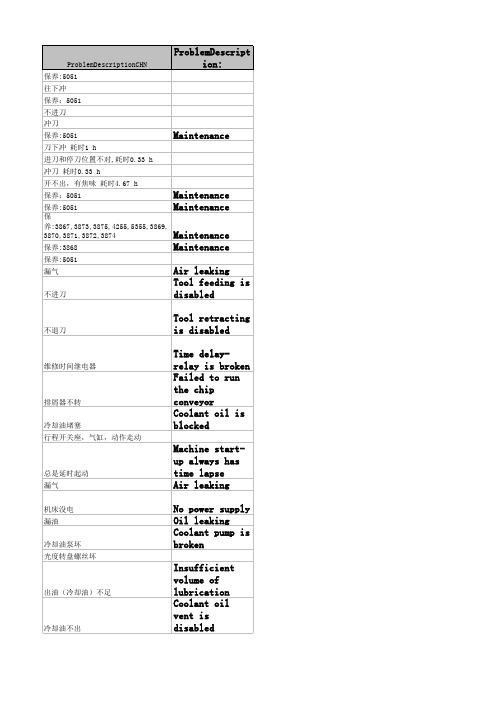
Maintenance Maintenance Maintenance Maintenance Air leaking Tool feeding is disabled Tool retracting is disabled Time delayrelay is broken Failed to run the chip conveyor Coolant oil is blocked Machine startup always has time lapse Air leaking No power supply Oil leaking Coolant pump is broken Insufficient volume of lubrication Coolant oil vent is disabled
Tool retracting fault The hydraulic motor makes noise Brake failed to work Machine tool failed to rotate Coolant oil vent is disabled
数控机床机械故障诊断方式研究(1)
数控机床机械故障诊断方式研究作者:冯超来源:《数字化用户》2013年第05期【摘要】在最近若干年来,数控机床在制造业中得到了广泛的应用,也在企业生产过程中发挥了关键作用,为企业获得了较好的经济效益。
然而,考虑到数控机床所具备的先进、复杂、智能化等诸多特征,这就要求做好数控机床的维护保养工作。
从数控机床来看,机械维护设计的方面更多,不仅要维护主轴、导轨副以及丝杠,还要考虑到刀库、换刀装置、液压以及相关的气动系统等方面。
由于可能会存在较多的故障类型,诊断起来也有不少困难。
与此同时,在维护工作中,超过半数都是在维护相关的机械部件,所以,很有必要理解、运用相关的机械结构故障诊断与维护方式。
【关键词】数控机床机械故障诊断方式一、数控机床与数控机床相比,在加工过程普通机床要借助人来进行手动操作以及调整,这样数控机床就有了很大改观。
根据相数据控制所发出的指令,数控机床自动地开展加工工作。
从这个方面来看,数控机械自身的结构套能够满足自动化控制的要求。
数控机床的机械结构应该具备以下方面的特点:刚度较大、抗振性较强、灵敏性较高、热变形范围小,而且可以保持较高的精度以及高度的可靠性,在工艺和功能方面也显示出了复合化以及集成化特征。
二、数控机床机械结构的要求首先要考虑到数控机床可能的适用地点以及相关的机构特征,还要使得数控机床在结构方面具备以下特征:首先机床要有较高的静以及动刚度。
这就要求控制好机床机械结构的相关部件所带来的相关弹性变形,且维持在最小范围内,这样就可以确保所需要的加工精度以及表面质量。
再者就是要降低机床形成的热变形,在此过程中要降低发热,机床内部在发热过程中,发生了热变形,成为了关键的热源,应该最大程度地从主机中分离出热源。
此外,还要限制好温度上升,要强制性地在机床发热部位进行冷却,也可以对机床中的低温部分进行加热,这样就能够确保机床上的整体温度保持在同一水平,也可以降低因为温差而导致的翘曲变形。
此外,也要改进机床的相关机构。
常用数控机床维修中英文对照

常用数控机床维护与维修中英文对照1.absolute dimension([di’menʃən]尺寸、大小、面积、规格)/2.absolute coordinates(坐标)绝对尺寸/据对坐标值—距坐标系原点的直线距离或角度3. absolute programming 绝对编程—表示用绝对尺寸进行编程4. absolute pulse code 据对位置编码器5. accelerate 加速的6. adapter 适配器7. address 地址一个控制字开始的字符或一组字符,用以辨认其后的数据8. ADI4 Analog Drive Interface for 4 Aixs 四轴模拟驱动接口9. AIHPCC:AI high—precision contour control mode 智能插补高精度轮廓控制方式10. AI NANO:AI nano contour control mode 智能插补纳米精度控制方式11. AICC:AI contour control mode 智能插补轮廓控制方式12. Alarm报警13. alter 取代14. alternative current (AC)交流电15.APCautomatically pallet change 自动托盘交换装置16.arm手臂17.ASCII美国信息交换标准法规18.asynchronism motor 异步电动机19.asynchronism 异步20.ATC automatically tool change 自动刀具交换21.ATC FWD自动刀具交换装置前进22.ATC REV自动刀具交换装置后退23.automatic lathe自动车床24.Axis 轴25.Backlash丝杠反向间隙26.ball screw 滚珠丝杠27.battery,lithium battery 电池,锂电池28.Bearings 轴承29.binary code二进制码30.Block Format程序段格式31. binary 二进制32. Block程序段33.Boring machines 镗床34.Boring—milling 镗铣puter part programming 计算机零件编程36.Buffer缓冲器mand Mode 指令方式38.CAD计算机辅助设计C lathes 数控车床40.CAM计算机辅助制造C grinding machines 数控磨床42.cancel 取消C engraving machines 数控雕刻机44.Character 字符C electric discharge machines 数控电火花机46.Circular Interpolation 圆弧插补C EDM writ—cutting machines数控电火花线切削机48.Clockwise Arc (CW)顺时针圆弧C drilling machines 数控钻床50.Close—loop 闭环51. CNC boring-milling machines 数控镗铣床C bending presses 数控折弯机床C boring machines数控镗床puterized numerical control,CNC计算机数字控制55.gear mechanism齿轮机构 55。
数控机床故障诊断与维修研究

数控机床故障诊断与维修研究摘要数控机床已经成为现代制造业中不可或缺的设备之一。
然而,在机床长期使用的过程中,难免会出现各种各样的故障,影响机床的正常运行。
为了提高机床的生产效率和减少生产成本,需要及时诊断和维修机床故障,保障机床的正常运行。
本文通过对数控机床故障诊断和维修进行研究和探索,总结了常见故障类型、故障诊断原则和一般步骤,以及伺服系统和PLC的故障诊断方法。
通过这些研究成果,能够帮助机床维修人员更加有效地诊断和维修机床故障,提高机床的生产效率和精度,促进制造业的可持续发展。
关键词:数控机床;故障诊断;维修研究1数控机床故障诊断的原则及一般步骤1.1数控机床的诊断原则1.1.1全面性原则数控机床是一个复杂的系统,故障往往涉及到多个方面和细节,因此在故障诊断中要全面考虑,不仅要关注故障表现,还要考虑机床的构造、性能和使用情况等因素。
如果只关注某个方面,可能会忽略其他重要因素,导致故障不能被有效解决。
1.1.2系统性原则数控机床由许多部件组成,这些部件之间存在着复杂的相互作用关系。
在故障诊断中要从整个系统的角度去考虑,从机床整个系统的构成以及各部分之间的关系入手,这样才能找到故障的根本原因,避免简单从局部考虑而忽略了整个机床系统的因素。
1.1.3分析性原则数控机床的故障往往不是简单的机械故障,而是涉及到电气、控制和软件等多个方面的问题。
在故障诊断中要采用科学的分析方法,找到故障的根本原因,避免盲目地去修理已经被替换过的零部件。
通过深入分析,可以找到真正的问题所在,以便更好地解决问题。
1.2数控机床故障诊断的一般步骤1.2.1收集信息收集机床使用者反映的故障信息,包括故障现象、故障出现的时间和频率等。
同时对机床的使用记录和维修记录进行查阅,了解机床的使用情况和维修历史,以便更好地判断故障的性质和程度。
1.2.2确认故障现象对机床的故障现象进行全面的观察和分析,了解故障的具体表现,例如:加工件出现瑕疵、机床噪音过大等。
经济型数控车床典型故障诊断与维修 中英文浅析
经济型数控车床典型故障诊断与维修中英文浅析Analysis of English Economic CNC lathe typical fault diagnosis and repair.电子技术的发展以及国内数控装置的发展使得数控装置的价格走低,特别是经济型数控车系统的价格已经是到达了它的最低点。
经济型数控车床在中国的机械加工行业中得到了迅速普及,使得我国机械加工水平无论在加工质量方面还是在加工效率方面也得到了迅速提高。
但是随着机床使用时间的延长,数控机床会出现这样或那样的故障,本文就以经济型数控机床的常见故障为例,谈了一些解决的办法。
一、换刀装置故障The development of electronic technology and the development of domestic NC device makes the numerical control device for lower prices, especially the system of economical type NC car prices have reached its lowest point. Economic CNC lathe machinery processing industry in China has been rapidly in popularity, make our country mechanical processing level both in quality or in processing efficiency has also improved rapidly. But as time machine tool, CNC machine tools will be this or that kind of fault, the fault of economical NC machine tool as an example, talked about some solutions. One, change the knife device fault数控车换刀一般的过程是:换刀电机接到换刀信号后,通过蜗轮蜗杆减速带动刀架旋转,由霍尔元件发出刀位信号,数控系统再利用这个信号与目标值进行比较以判断刀具是否到位。
浅谈数控机床的故障诊断与维护维修技术

浅谈数控机床的故障诊断与维护维修技术Ⅰ、数控机床的认知数控机床(Numerically controlled Machine Too1)采用了计算机数控(computerized Numerical contro1)系统,是集高、精、尖技术于一体,集机、电、光、液于一身的高技术产物,也称为计算机数控机床或CNC机床。
数控机床综合应用了计算机、自动控制、精密测量、现代机械制造和数据通信等多种技术,是机械加工领域中典型的机电一体化设备,数控机床的操作和监控全部在数控单元中完成,它是数控机床的大脑。
数控机床的特点是对加工对象的适应性强,适应模具等产品单件生产的特点,为模具的制造提供了合适的加工方法;加工精度高,具有稳定的加工质量;可进行多坐标的联动,能加工形状复杂的零件;加工零件改变时,一般只需要更改数控程序,可节省生产准备时间;机床本身的精度高、刚性大,可选择有利的加工用量,生产率高(一般为普通机床的3~5倍);机床自动化程度高,可以减轻劳动强度;有利于生产管理的现代化数控机床使用数字信息与标准代码处理、传递信息,使用了计算机控制方法,为计算机辅助设计、制造及管理一体化奠定了基础;对操作人员的素质要求较高,对维修人员的技术要求更高;可靠性高。
由于它适于多品种,中小批量的复杂零件的加工,所以其在各个行业受到广泛欢迎,在使用方面,也是越来越受到重视。
但由于它是集强、弱电于一体,数字技术控制机械制造的一体化设备,一旦系统的某些部分出现故障,就势必使机床停机,影响生产,所以如何正确维护设备和出现故障时能及时抢修就是保障生产正常进行的关键。
Ⅱ、数控机床的发展趋势当今的市场,国际合作的格局逐渐形成,产品竞争日趋激烈,高效率、高精度加工手段的需求在不断升级,用户的个性化要求日趋强烈,以下是关于个性化发展的几大趋势:①复合化数控机床的功能复合化的发展,其核心是在一台机床上要完成车、铣、钻、攻丝、绞孔和扩孔等多种操作工序,从而提高了机床的效率和加工精度,提高生产的柔性。
cnc数控机床基本故障诊断流程

cnc数控机床基本故障诊断流程1.首先检查数控机床的电源线是否连接正常。
First, check whether the power supply of the CNC machine tool is connected properly.2.然后检查数控系统的断电保护装置是否触发。
Then, check whether the power-off protection device of the CNC system has been triggered.3.如果断电保护装置已触发,复位装置并重新启动数控系统。
If the power-off protection device has been triggered, reset the device and restart the CNC system.4.检查数控系统是否显示任何故障代码或警报信息。
Check whether the CNC system displays any fault codes or alarm messages.5.根据显示的故障代码或警报信息,查阅数控机床的故障诊断手册进行进一步的分析。
Refer to the CNC machine tool's fault diagnosis manual for further analysis based on the displayed fault codes or alarm messages.6.检查数控机床的润滑系统是否工作正常。
Check whether the lubrication system of the CNC machine tool is functioning properly.7.检查数控机床的传感器和执行器是否受损或松动。
Check whether the sensors and actuators of the CNC machine tool are damaged or loose.8.检查数控系统的参数设置是否正确。
数控机床常见故障的诊断维修与机床保养的探析 中英文对照
数控机床常见故障的诊断维修与机床保养的探析中英文对照About common fault diagnosis of CNC machine maintenance and machine maintenance analysis contrast in both Chinese and English数控机床是集机、电、液、气、光高度一体化的现代技术设备,就其维修的重要而言,是侧重电子、机械、液、气及光学的交叉点上。
数控机床维修技术不仅是保障数控机床正常运行的前提,对数控机床的发展和完善也起到了巨大的推动作用。
Nc machine tools is the collection machine, electricity, liquid, gas, light, highly integrated modern technology and equipment, for the maintenance of important, is focus on electronics, machinery, liquid, gas and optical intersections. Nc machine maintenance technology is not only the premise of protection of the normal running of nc machine tools, to the development of numerical control machine tool and perfect also played a huge role.关键词:数控机床数控系统可编程控制器伺服驱动Key words: CNC machine tool numerical control system PLC servo drive0 引言0 the introduction数控机床是一种典型的机电一体化产品,涉及范围比较广,在故障诊断和维护方面与传统机床有很大的区别。
数控机床故障诊断初步研究
的控制精度才有 了一定 的提高。6 0年代我国进入 了晶体管时
代, 这种控制 系统调速 性能大大改善 , 而且 占地 面积较小 , 因 而取代 了早期的交磁放大机—— 电动机控制 系统 。到二十世 纪7 0年代 ,出现了 以微处理 器为核心的可编程 序控 制系统 , 由于它能适应各种复杂 的工业环境 ,最终构成 了数控机床控
关 键 词 : 控 机床 ; 障诊 断 数 故 中图 分 类 号 :G 5 T 69 文 献标 识 码 : A 文 章 编号 :0 7 8 2 (0 0 0 — 0 4 0 10 — 3 0 2 1 )6 06 — 2
Pr lmi r t d n f u td a n sso ei na y su y o a l i g o i fCNC a hi e t os m c n o l
p e e to Tr u e ho tn e s n ln to yt nd rtnd te v ro pe f a n si n tu e sa d s se r v n in. o bls o g p ro ne o nl ou e sa h aiust so g o tci sr m nt n y tms, utas n i y di b oo l t e iesr cur d na i r c s me h n s , t.lon e st a em oei -d p hun rt n n . hed vc tu t e, y m cp o e s, c a im ecas e d oh v r n e t de a dig s
数控机床故障的诊断研究 中英文翻译
数控机床故障的诊断研究中英文翻译Nc machine tool fault diagnosis research in both Chinese and English translation[摘要]故障诊断技术已经有30多年的发展历史,但作为一门综合性新学科《故障诊断学》,还是近些年发展起来的。
从不同的角度出发,设备故障诊断的理论和方法很多,其中故障诊断专家系统方法是近年来故障诊断领域最显著的成就之一,其内容包括诊断知识的表达、诊断推理方法、不确定性推理及诊断知识的获取等。
[abstract] : fault diagnosis technology has a history of more than 30 years of development, but as a comprehensive new subject, diagnostics of fault is developed in recent years. From a different perspective, equipment fault diagnosis theory and method are many, the fault diagnosis expert system method is one of the most significant achievements in fault diagnosis field in recent years, its content including diagnosis knowledge expression, diagnosis reasoning method, uncertainty reasoning and diagnosis knowledge acquisition etc.[关键词]数控机床故障树分析[key words] nc machine tool fault tree analysis一、数控机床故障的诊断研究意义所在A, numerical control machine tool fault diagnosis research is all about故障诊断始于机械设备故障诊断,主要指制造设备和制造过程的状态监测与故障诊断。
数控机床故障诊断方法与技术研究
信 号采集分 析仪 。 以数 控车工 件质量 与影响 因素的 关 系为研 究对象 , 设计 4组实验 方案 , 拾取影 响因素 的振 动 信 号 , 再进行数据处理, 经 过 验证 得 到 如 下
结论 :
去 z 。 后得 到 的 函数 , 则 是 的一个 分解 , 设 Q 是 y的一 个 子集 , 从 中消去所 有在 y 中不 在 Q 中变
收 稿 日期 : 2 0 1 3 — 0 5 — 0 9 作 者简 介 : 张 浩峰 ( 1 9 7 3 一 ) , 安徽淮北人 , 在 读 硕 士 研 究生 , 工程 师 , 主要 研 究 方 向 : 机 电控 制 。
8 2
构, 最后 是根 据历 史故 障数 据 , 结 合 用户测 试统 计结
行 的某些 常 规诊 断技 术 存 在诸 多 缺 陷 , 比如应 用 最
变量 问的 因果关 系 且用 概率 量 化 , 处 理 数控 故 障不
确 定 复 杂事 件 能 力 强 , 相 比其 他 方法 更 为 科 学 、 适 宜 。其预测 和判 断事件 发生 的理 论依 据是全 概率理 论, 通 过 贝叶斯 网络模 型 建立 , 利用 精 确推 理 算法 , 如 多树传播 算 法 、 组合 优化算 法等 , 从 综合事 件发 生
P( QI E— ) = = = 其 中
P( Ql E=e ) = = = 厶 P( Q, E—e )
数控机床设备资料中英文对照
数控机床设备资料中英文对照一:说明书名词解释:lubrication hole[机]润滑孔 ; [机]滑油孔 ; 加油孔 ; [机]注润滑油孔Pressure Lubrication[机]压力润滑 ; 强制润滑 ; [机]加压润滑lubrication device润滑装置 ; 润滑油 ; 润滑装配AUTO LUBE 自动润滑Spindle motor 主轴马达Hydraulic pump motor 油压马达Auto Cross feed motor 前后马达High Pressure Through Coolant刀具高压冷却系统once-through coolant system一次流过冷却系统Coolant through spindle油水分离机sp. through coolant主轴通过冷却液through coolant通过冷却剂coolant jet冷却剂喷嘴flood coolant motor洪水冷却电机base coolant/gun motor基地冷却剂/枪电动机mist collect motor雾收集电动机Coolant motor (for tools/chips) 切削水马达Chip conveyor motor 铁屑输送机马达ATC motor 储刀仓马达fan cooler风扇冷却器fan draught cooler冷风机fan cooler(for amp):风扇冷却器(对放大器(amplifier))containment fan cooler安全壳风机冷却器fan-draught cooler风扇冷却器fan unit 风扇设备风扇单元风扇装置panel cooling 嵌入式降温panel door 镶板门panel heating 板壁供热tool counter工具柜台MAGAZINE CW 刀库正转MAGAZINE CCW 刀库反转 ...COUNTER (计数器)TOTAL COUNTER(总计数器)Mate:配对物(伴侣)Rotation:旋转回转Caution:谨慎radiator brake:散热器制动air duster blow gun吹尘器喷枪air-blow pipe喷气管Air Blow:鼓风Overload:超载overload protection防止过载,超载防护information overload信息过载;信息超载;信息超负荷overload capacity过载容量overload operation超负荷运行,超载运行thermal overload relay热继电器;热过载继电器overload current[电]过载电流 ; 过载电流过负荷电流dis connect jumper pin in case of using sub op存保计划连接跳线针如果使用子运算(in case of using如果使用;usb op 子运算)disconnect jumper pin断开连接跳线针beta-i servo :β-i 伺服spindle amplifer:主轴放大器manual feed delay:手动进给延迟rigid tapping ontime:刚性攻丝准时z-axis cancel:z轴取消Current Tool Number现行刀具号Reset Current Tool恢复当前工具预设servo amp module伺服放大器模块optical fiber cable:光缆、光纤光缆sheet key板键Head sheet Key头型图要点key sheet键盘纸 ; 转印盘纸i series servo motor:i系列伺服电动机call light:警示灯lub. motor on :润滑泵接通(lubricant润滑剂motor-on signal马达接通信号ATC forward:ATC 向前ATC reverse :ATC反向Ball screw: 滚珠丝杠Binary code :二进制DETACH:分离,脱开Follow-up :位置跟踪Black format:程序段格式Tool post interference check:刀架碰撞检查Abnormal load detection:异常负载检测Manual handle interruption:手轮中断Ladder diagram:梯形图(阶梯,关系图)Tool counter:工具柜台Magazine:刀库Brake module:制动模块Machine side:机侧Twist pair:双绞线Main power source:主电源Wiring diagram:接线图Current:现时状态、现行状态Dual table :双工作台Spare:备用件、预置Aux:辅助Brake on:制动器Mist :雾状、雾Coolant tank capacity:冷却泵油箱容量Enclosure:外壳、套、附件Overload:过载Flag:标志Condition:条件Machine ready delay:机床准备延迟Encoder:编码器Etherent:以太网口Orientation:主轴定向Spindle positioning:主轴定位Fault:故障Motion:运转Dwell:停歇,保压Feed rate:进给率Interlock/start-lock:互锁/启动-锁Spindle speed arrival check:主轴速度到达检测concent for maintenance答应为维护AC reactor:交流电抗器APC:绝对位置编码器反馈?(Absolute position encoder feedback)arm in position z-axis interlock:手臂位置Z轴互锁Pressure:压力,压强,是……压迫Pressure valve[机]压力阀 ; [机]压力值 ; 止回阀 ; [机]回压阀air pressure气压 ; 空气压力 ; [建]工作气压 ; [物]气源压力consuming volume耗用量Oil:油Oller:n. 轮胎式压路机Capacity: n. 能力;容量;资格,地位;生产力bearing capacity[力]承载能力 ; [力]承载力 ; [力]承重能力 ; 支持力oil type 油的类型pumping n. [机] 抽吸;脉动;抽气效应v. 抽水(pump的ing形式)pumping out抽空 ; 扬水 ; 排出 ; 泵出pumping frequency[电子]泵频 ; 抽运频率 ; 泵送频率interval:间隔间距class interval[统计]组距 ; 组区间 ; 级距 ; 标度分组间隔Time interval[天]时间间隔 ; [天]时间区间 ; 时距 ; [天]时段interval scale[统计]区间尺度 ; 等距量表 ; [计]等距尺度 ; 等距量尺capacity:容量consuming:adj. 消费的;强烈的v. 消耗(consume的ing形式distributor分配器metering n. 计量,[测] 测量;测光模式v. 以计量器计量(meter的ing形式metering valve[机]计量阀 ; 限流阀 ; [机]限量阀 ; [机]配量阀metering jet量孔 ; [油气]测油孔 ; 计量喷流OPTION:选择(选择功能块)ARM:机械手ARM home position:机械手原点位置soft key cable:软键电缆PUNCH PANEL:开孔面板MOTHER BOARD:母版Name:名称Description:描述Connector:连接器Clamp:夹紧Unclamp:松开Lamp:灯noise filter:噪声滤波器二、操作面板中英文对照:ABS和REL——在法那克系统中,按这两个键分别来切换当前机床的相对坐标和绝对坐标ALL——全选,程序编辑时用PRGRM——程序(program)的缩写,用于查看程序NEXT——查看程序和查看参数时,下一页OPRT——在法那克系统中,选择编辑程序时,也就是按下PRGRM后,再按这个键,才能输入程序号HOST,CONECT——这两个是在系统与外界通信时用的,我没试过,不知道什么作用HELP——查看帮助信息SHIFT——换档键,有些键有两个字符,按下这个键,用来输入顶部那个字符ALTER——程序修改键,编辑程序时用INSERT——程序插入键,编辑程序时用EOB——程序结束符,在编辑程序时,没段程序结束时,要加这个符号CAN——取消键,用来取消输入INPUT——输入键,用来输入程序或参数POS——按此键显示当前机床位置画面PROS——按此键显示当前程序画面OFFSET——按此键显示刀具偏置画面SETTING——按此键显示刀具偏置设定画面SYSTEM——按此键显示系统信息及系统状态画面GRAPH——按此键显示加工时刀具轨迹的图形画面CUSTOM——按此键显示用户宏程序画面手动数据输入 (MDI)直接数字控制方法 (DNC)控制器单元或机控制器单元(MCU)法拉克:ALTER 修改程序及代码INSRT 插入程序DELET 删除程序EOB 完成一句 (END OF BLOCK)CAN 取消(EDIT 或 MDI MODE 情况下使用) INPUT 输入程序及代码OUTPUT START 输出程序及指令OFFSET 储存刀具长度、半径补当值AUX GRAPH 显示图形PRGRM 显示程序内容ALARM 显示发生警报内容或代码POS 显示坐标DGONS PARAM 显示自我诊断及参数功能RESET 返回停止CURSOR 光标上下移动PAGE 上下翻页三、机床报警信息中英文对照:T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIRPRESSFAILURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRAVL(X轴超限)Y AXIS OVERTRAVL (Y轴超限)Z AXIS OVERTRAVL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)SERIAL SPINDLE ALARM (串行主轴报警)NC BATTERY LOW ALARM(NC电池低报警)MAGAZINE MOVE LIMIT SWITCH ERRORSPINDLE TOOL UNLAMP POSITION LIMIT SWITCH ERROR MAGAZINE NOT IN POSITION OR SENSOR ERRORAIR PRESSURE LOW ALARM(气压低报警)MOTOR OVERLOAD(电机过载)T CODE > MAGAZINE TOOLST CODE < 1 ERROR5TH AXIS HARDWARE OVERTRAVER LIMIT ERROR DOOR IS OPENED(开门)LUB PRESSURE SWITCH ERROR(油压开关错误) SPINDLE OIL COOLANT UNIT ERRORSPINDLE LOAD ABNORMAL(主轴负荷异常)TRANSDUCER ALARM(传感器报警)BED-HEAD LUBRICATE OFF(床头润滑关闭)EMG OFFHYDRAULIC CHUCK PRESS LOW(液压夹头压力低)HYDRAULIC TAIL PRESS LOW(液压尾座压力低)LUB 0IL LOW(油压低)TURRET CODE ERROR(转塔码错误)TURRET RUN OVERTIME(转塔运行超时)MANUAL HANDLE INTERRUPTTRY TO RUN SPINDLE WHILE CHUCK NOT LOCK TRY TO RUN SPINDLE WHILE TAIL NOT LOCK SPINDLE NEUTRAL GEARMAGAZINE ADJUSTHYDRAULIC NOT RUNSAFETY DOOR BE OPENEDSAFETY DOOR NOT CLOSENOT ALL AXIS HAVE GONE BACK REFIN ADJUST,IGNORE GOING BACK REFAFTER EXCHANGE TOOL,CYCLE STARTATC MOTOR QF16 OFFX AXIS IS LOCKED(X 轴被锁定)Y AXIS IS LOCKED(Y 轴被锁定)Z AXIS IS LOCKED(Z 轴被锁定)A AXIS IS LOCKED(A 轴被锁定)SPINDLE MOTOR FAN QF26 OFF(主轴电机风扇QF26关闭) SPINDLE ORIENTATION INCOMPLETE(主轴定位不完全)M FUNCTION NOT COMPLETE(M 功能无法完成)SPINDLE NOT IN GEAR POSITION(齿轮不在主轴位置)SPINDLE NOT CHANGED TO LOW GEAR(主轴没有变为低档)SPINDLE NOT CHANGED TO HIGH GRAR(主轴没有变为高档)MAG NOT BACKWARDSPINDLE TOOL NOT CLAMPSPINDLE TOOL NOT UNCLAMPMAG NOT IN POSITIONMAG DOES NOT ROTATEMAG DOES NOT STOP RUNNINGA AXIS HAVE NOT CLAMPEDA AXIS HAVE NOT UNCLAMPEDSET D499=1,"MAG.JOG" SWITCH ONHYDRAULIC MOTOR QF7 OFF(液压马达QF7关闭)HYDRAULIC TEMPRETURE HIGH(液压使用温度高)HYDRAULIC FILTER BLOCKED(液压过滤器阻止)HYDRAULIC OIL LEVEL LOW(液压油位低)HYDRAULIC FAN QF8 OFF(液压风扇QF8关闭)HELIX CONYER QF9 OR QF10 OFFCHAIN CONYER QF11 OFFCOOLANT MOTOR QF12 OFF(冷却液电机QF12关闭)COOLNT LEVEL LOW,CYCLE STOP AFTER 20 MINUTESINNER COOLANT BLOCK(内冷却堵塞)SPINDLE COOLANT MOTOR QF14 OFF(主轴冷却液电机QF14关闭)INNER COOLANT QF13 OFF(内冷却液QF13关闭)MAG MOTOR QF15 OFFCABINET COOLANT EQUIP QF20 OFFOIL GATHER QF24 OFFAIR PRESSURE LOW(低气压)SPINDLE COOLANT MOTOR FAULT(主轴冷却液电机故障)LUB.OIL IS LOW(润滑油低)DOOR OPEN(门打开)FRONT DOOR(R) OPEN(前门打开)LEFT DOOR OPEN(左门打开)LUBRICATION OIL QF23 OFF(润滑油QF23关闭)LUBRICATION PRESS LOW(润滑油位低)IN ADJUST,MAG CAN'T EXCHANGE T(在调整,刀库不能交换T)NOT ALL DOOR CLOSED(门没有全部关闭)IN M06,MAG NOT READY(在M06,刀库未准备好)MAGAZINE NOT READY(刀库未准备好)POCKET NOT HORIZANTALIN M06,Z NOT BACK TO 2ND REFIN M06,Z AXIS NOT IN PSW1ATC NOT IN ZERO POSITIONSPINDLE ORIENTATION UNCOMPLETEPOCKET NOT HOR./MAG NOT BCKWRDPOCKET NOT VER./MAG NOT FORWRDUNCLAMP TOOL HAS NOT COMPLETEDCLAMP TOOL HAS NOT COMPLETEDAIM TOOL NO. IS WRONGMAG NOT BACKWARDAFTER RETRACT,SET R.T.BACK OFFZ NOT IN PSW2,FORBID ATC RUNNINGD499 EQUAL 1MAG.JOG SOFT SWITCH IS ONZ NOT IN PSW2,FORBID MAG FORWARDCHEKE SPINDLE MODULE ALARMOIL WATER SEPARATOR QF24 OFFSET THE SOFT SWITCH MAG.JOG OFFSET D499 TO 0 设定D499为0K PARAM ABOUT MAG SET IS WRONG 关于MAG的K参数设定错误MECHANICAL BRAKE NOT RELEASED机床抱闸没有松开MECHANICAL BRAKE IS WRONG 机床抱闸错误PLEASE ADD LUB.OIL 请加润滑油PROBE BATTERY VOLTAGE IS LOW 探头电池电压低PROBE IS ERR 探头错误PARAMETER WRITE ENABLE(参数写使能)PMC EDIT ENABLE(PMC编辑使能)CHECK LUB ROUTINSPINDLE GEAR SIGNAL MISS 主轴档位信号消失T_CLAMPED_SIGNAL MISS T夹紧信号消失SP OVERRIDE SWITCH DISCONNECTION 主轴倍率开关断路FEED OVERRIDE SWITCH DISCONNECTION 进给倍率开关断路THE TOTAL NUMBER OF POCKETS SET ERRCHANGE T STOPED BECAUSE NO AIR 因为缺少压空交换停止THE COOLANT WATER TOO LOW,ADD COOLANT WATER AT ONCE 冷却水少立即加水COOLANT LEVEL LOW,ADD COOLANT WATER 冷却水液位低PLEASE REPLACE CNC BATTERY QUICKLY 请立即更换CNC电池四、SIEMENS常用缩略语:SIEMENS常用缩略语A Output 输出ASCII American Standard Code for Information Interchange 美国信息交换标准代码AV Preparation for work 运行准备BA Operating mode 运行方式BAG Operating mode groups 运行方式组BB Ready for operation 准备好运行BCD Binary Coded Decimals 二-十进制BHG Hand-held terminal 手提终端BOF User interface 用户接口CNC Computerized Numerical Control 计算机化数字控制CP Communication Processor 通迅处理器CPU Central Processing Unit 计算机中央处理装置CR Carriage Return 托架折回CSB Central Service Board(PLC module) 中央维护板,PLC 模块CTS Clear To Send 发送使能DAU Digital-Analog Converter 数模转换器DB Data Block 数据块DIN German Industrial Standards 德国工业标准DIO Data Input/Output 数据输入/输出DRF Differential Resolver Function 差分功能DRY Dry Run 空运行DSB Decoding Single Block 译码单段DSR Data Send Ready 备用输入DW Data Word 数据字E Input 输入EIA-Code Special tape code,number of holes per characters always odd 特殊纸带码,每个字符的孔数为奇数EPROM Programm memory with fixed program 有固定程序的程序存储器E/R Controlled Supply and Energy Recovery Module 可控电源和能量恢复模块ETC ETC key:Extension of the softkey bar in the same menuETC 键:同级菜单扩展键FDB Product designation database 产品指定数据库FIFO First in First Out 先进先出FRA Frame module 帧频模块FRAME Coordinate conversion with the components zerooffset,rotation,scaling,mirror-imaging 坐标换算,具有零点偏置,坐标旋转,标度功能和镜向功能FRK Cutter radius compensation 铣刀半径补偿FST Feed Stop 停止进给GUD Global User Data 全体用户数据HMS High-Resolution Measuring System 高分辨率测量系统HSA Main Spindle Drive 主轴驱动HW Hardware 硬件IM Interface Module 接口模块IM-S/R Interface Module(S=send/R=receive) 接口模块,S=发送/R=接收INC Increment 步进增量ISO-Code Special tape code,number of holes per character always even 特殊纸带码,每个字符的孔数为偶数K1...k4 Channel 1 to Channel 4 通道1 到通道4KOP Ladder Diagram 梯形图KV Loop-Gain Factor 增益系数KUE Transformation Ratio 传动比LCD Liquid Crystal Display 液晶显示LED Light Emitting Diode 发光二极管显示LUD Local User Data 局部用户数据MB Megabyte 兆字节MD Machine Data 机床数据MK Measuring Circuit 测量回路MDA Manual Data Automatic 手动输入,自动执行MLFB Machine-readable product designation 机器可识别的产品代号MMC Man Machine Communication:User interface of the numerical controlsystem for operation,programming and simulation 人机通讯:系统操作界面,用操作,编程和模拟MPF Main Program File:NC part program(main program)NC 零件程序,主程序MPI Multi Point Interface 多点通讯接口MSTT Machine control panel 机床控制面板NC Numerical Control 数字控制NCK Numerical Control Kernel(numerical krnel with block preparation, traversing range etc.) 数字控制核心:具有程序段预处理,运行范围等等NCU Numerical Control Unit 数控单元NURBS Non Uniform Rational B Spline 非均值有理B样条NV Zero Offset 零点偏置OEM Original Equipment Manufacturer 原设备制造商OP Operator Panel 操作面板OPI Operator Panel Interface 操作面板接口PC Personal Comprter 个人计算机PCMCIA Personal Computer Menory Card International Association 接口协议PG Programming Device 编程器PLC Programmable Logic Control 可编程逻辑控制器PRT Program Test 程序测试RAM Random Access Memory 随机存取存储器RISC Reduced Instruction Set Computer 处理器,具有指令组小、通过能力强ROV Rapid Override 快速修调RPA R Parameters Active(NCK memoty area for R parameter numbers)R 参数有效,NCK 中用于R 参数号的存储器区RTS Request To Send(control signal from serial data interfaces)发送请求:来自串行接口的控制信号SBL Single Block 单段SBL2 Single Block Decoding 译码单段SEA Setting Data Active(memory area for setting data in NCK)设定数据有效:用于NCK 中设定数据的存储区SD Setting Data 设定数据SKP Skip Block 程序段跳跃SM Signal Module 信号模块SPF Sub Program File 子程序文件SPS Programmable Logic Controller 可编程逻辑控制器SRK Cutter Radius Compensation 刀尖半径补偿SSFK Leadscrew Error Compensation 丝杠螺距误差补偿SSI Serial Synchronous Interface 串行同步接口SW Software 软件TEA Testing Data Active(with reference to the machine data) 测试数据有效:与机床数据有关TO Tool Offset 刀具补偿TOA Tool Offset Active(memory area for tool offset) 刀具补偿有效,用于刀补的存储区TRANSMIT Transform Milling into Turning(coordinate conversion onturning machines for milling)铣床转换为车床:车床坐标换算用于铣削加工VSA Feed drive(spindle) 主轴进给驱动V Bit type PLC variable PLC变量类型:位VB Byte type PLC variablePLC变量类型:字节WKZ Tool 刀具WZ Tool 刀具WZK Tool offset 刀具补偿ZOA Zero Offset Active(memory area for zero offsets)零点偏置有效:零点偏置存储区五、常用缩写:启动 start STRT停止 stop ST运行 run正转 forward FWD反转 reverse REV加速 accelerate减速 reduce RED低速 low L中速 medium M高速 high H主轴方向 spindle direction 向前 forward FWD向后 backward向左 left L向右 right R诊断:DGNOS信息:MSG操作员:OPER参数:PARAM目录:DIR取代:ALTER公共地线,公共线:COM六、知识补充:金属切削 metal cutting机床 machine tool金属工艺学 technology of metals 刀具 cutter摩擦 friction联结 link传动 drive/transmission轴 shaft弹性 elasticity频率特性 frequency characteristic 误差 error响应 response定位 allocation机床夹具 jig动力学 dynamic运动学 kinematic静力学 static分析力学 analyse mechanics拉伸 pulling压缩 hitting剪切 shear扭转 twist弯曲应力 bending stress强度 intensity三相交流电 three-phase AC磁路 magnetic circles变压器 transformer异步电动机 asynchronous motor几何形状 geometrical精度 precision正弦形的 sinusoid交流电路 AC circuit机械加工余量 machining allowance 变形力 deforming force变形 deformation应力 stress硬度 rigidity热处理 heat treatment退火 anneal正火 normalizing脱碳 decarburization渗碳 carburization电路 circuit半导体元件 semiconductor element反馈 feedback发生器 generator直流电源 DC electrical source 门电路 gate circuit逻辑代数 logic algebra外圆磨削 external grinding内圆磨削 internal grinding平面磨削 plane grinding变速箱 gearbox离合器 clutch绞孔 fraising绞刀 reamer螺纹加工 thread processing螺钉 screw铣削 mill铣刀 milling cutter功率 power工件 workpiece齿轮加工 gear mechining齿轮 gear主运动 main movement主运动方向 direction of main movement进给方向 direction of feed进给运动 feed movement合成进给运动 resultant movement of feed合成切削运动 resultant movement of cutting合成切削运动方向 direction of resultant movement of cutting 切削深度 cutting depth前刀面 rake face刀尖 nose of tool前角 rake angle后角 clearance angle龙门刨削 planing主轴 spindle主轴箱 headstock卡盘 chuck加工中心 machining center 车刀 lathe tool车床 lathe钻削镗削 bore车削 turning磨床 grinder基准 benchmark钳工 locksmith锻 forge压模 stamping焊 weld拉床 broaching machine拉孔 broaching装配 assembling铸造 found流体动力学 fluid dynamics流体力学 fluid mechanics加工 machining液压 hydraulic pressure切线 tangent机电一体化 mechanotronics mechanical-electrical integration 气压 air pressure pneumatic pressure稳定性 stability介质 medium液压驱动泵 fluid clutch液压泵 hydraulic pump阀门 valve失效 invalidation强度 intensity载荷 load应力 stress安全系数 safty factor可靠性 reliability螺纹 thread螺旋 helix键 spline销 pin滚动轴承 rolling bearing 滑动轴承 sliding bearing 弹簧 spring制动器 arrester brake十字结联轴节 crosshead 联轴器 coupling链 chain皮带 strap精加工 finish machining粗加工 rough machining变速箱体 gearbox casing腐蚀 rust氧化 oxidation磨损 wear耐用度 durability随机信号 random signal离散信号 discrete signal超声传感器 ultrasonic sensor 集成电路 integrate circuit 挡板 orifice plate残余应力 residual stress套筒 sleeve扭力 torsion冷加工 cold machining电动机 electromotor汽缸 cylinder过盈配合 interference fit热加工 hotwork摄像头 CCD camera倒角 rounding chamfer优化设计 optimal design工业造型设计 industrial moulding design 有限元 finite element滚齿 hobbing插齿 gear shaping伺服电机 actuating motor铣床 milling machine钻床 drill machine镗床 boring machine步进电机 stepper motor丝杠 screw rod导轨 lead rail组件 subassembly可编程序逻辑控制器 Programmable Logic Controller PLC 电火花加工 electric spark machining电火花线切割加工 electrical discharge wire - cutting 相图 phase diagram热处理 heat treatment固态相变 solid state phase changes有色金属 nonferrous metal陶瓷 ceramics合成纤维 synthetic fibre电化学腐蚀 electrochemical corrosion车架 automotive chassis悬架 suspension转向器 redirector变速器 speed changer板料冲压 sheet metal parts孔加工 spot facing machining 车间 workshop工程技术人员 engineer气动夹紧 pneuma lock数学模型 mathematical model 画法几何 descriptive geometry 机械制图 Mechanical drawing 投影 projection视图 view剖视图 profile chart标准件 standard component零件图 part drawing装配图 assembly drawing尺寸标注 size marking技术要求 technical requirements刚度 rigidity内力 internal force位移 displacement截面 section疲劳极限 fatigue limit断裂 fracture塑性变形 plastic distortion脆性材料 brittleness material刚度准则 rigidity criterion垫圈 washer垫片 spacer直齿圆柱齿轮 straight toothed spur gear 斜齿圆柱齿轮 helical-spur gear直齿锥齿轮 straight bevel gear运动简图 kinematic sketch齿轮齿条 pinion and rack蜗杆蜗轮 worm and worm gear虚约束 passive constraint曲柄 crank摇杆 racker凸轮 cams共轭曲线 conjugate curve范成法 generation method定义域 definitional domain值域 range导数\\微分 differential coefficient 求导 derivation定积分 definite integral不定积分 indefinite integral曲率 curvature偏微分 partial differential毛坯 rough游标卡尺 slide caliper千分尺 micrometer calipers攻丝 tap二阶行列式 second order determinant逆矩阵 inverse matrix线性方程组 linear equations概率 probability随机变量 random variable排列组合 permutation and combination气体状态方程 equation of state of gas动能 kinetic energy势能 potential energy机械能守恒 conservation of mechanical energy 动量 momentum桁架 truss轴线 axes余子式 cofactor逻辑电路 logic circuit触发器 flip-flop脉冲波形 pulse shape数模 digital analogy液压传动机构 fluid drive mechanism 机械零件 mechanical parts淬火冷却 quench淬火 hardening回火 tempering调质 hardening and tempering磨粒 abrasive grain结合剂 bonding agent砂轮 grinding wheel。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控机床故障的诊断研究中英文翻译Nc machine tool fault diagnosis research in both Chinese and English translation[摘要]故障诊断技术已经有30多年的发展历史,但作为一门综合性新学科《故障诊断学》,还是近些年发展起来的。
从不同的角度出发,设备故障诊断的理论和方法很多,其中故障诊断专家系统方法是近年来故障诊断领域最显著的成就之一,其内容包括诊断知识的表达、诊断推理方法、不确定性推理及诊断知识的获取等。
[abstract] : fault diagnosis technology has a history of more than 30 years of development, but as a comprehensive new subject, diagnostics of fault is developed in recent years. From a different perspective, equipment fault diagnosis theory and method are many, the fault diagnosis expert system method is one of the most significant achievements in fault diagnosis field in recent years, its content including diagnosis knowledge expression, diagnosis reasoning method, uncertainty reasoning and diagnosis knowledge acquisition etc.[关键词]数控机床故障树分析[key words] nc machine tool fault tree analysis一、数控机床故障的诊断研究意义所在A, numerical control machine tool fault diagnosis research is all about故障诊断始于机械设备故障诊断,主要指制造设备和制造过程的状态监测与故障诊断。
制造设备主要指加工机床、夹具、量具和刀具;制造过程指制造工艺过程、工艺参数。
机械设备运行时的状态监测与故障诊断包含两方面内容:一是对设备的运行状态进行监测;二是在发现异常情况后对设备的故障进行分析、诊断。
Fault diagnosis begins with mechanical equipment fault diagnosis, mainly refers to the manufacturing equipment and manufacturing process of condition monitoring and fault diagnosis. Manufacturing equipment is mainly refers to the processing machine tools, fixtures, measuring and cutting tools; Manufacturing process refers to the manufacturing process and process parameters. Condition monitoring and fault diagnosis of mechanical equipment runtime contentcontains two aspects: one is to the equipment running status monitoring; 2 it is after anomalies have been found to equipment fault analysis and diagnosis.设备故障诊断是随设备管理和设备维修发展起来的。
欧洲各国在欧洲维修团体联盟(FENMS)推动下,主要以英国倡导的设备综合工程学为指导;美国以后勤学为指导;日本吸收二者特点,提出了全员生产维修(TPM)的观点。
Equipment fault diagnosis is developed along with the equipment management and equipment maintenance. European countries in the European Union for maintenance group (FENMS), which mainly guided by the British advocate comprehensive equipment engineering; After study with the guidance in the United States; Japan absorption characteristics between them, and put forward the total productive maintenance (TPM) point of view.美国自1961年开始执行阿波罗计划后,出现一系列因设备故障造成的事故,导致1967年在美国宇航局(NASA)倡导下,由美国海军研究室(ONR)主持成立了美国机械故障预防小组(MFPG),并积极从事技术诊断的开发。
美国诊断技术在航空、航天、军事、核能等尖端部门仍处于世界领先地位。
Since the Apollo programme started in 1961 in the United States, appear a series of accidents caused by equipment failure, lead to the NASA (NASA) in 1967, under the sponsorship by the U.S. naval research (ONR) host formed the mechanical failure prevention group (MFPG), and actively engaged in the development of diagnosis technology. The diagnosis technology in aviation, aerospace, military, nuclear and other cutting-edge department is still in the world leading position.英国在上世纪60-70年代,以机器保健和状态监测协会(MHMG&CMA)为最先开始研究故障诊断技术,在摩擦磨损、汽车和飞机发电机监测和诊断方面具领先地位。
UK in the last century 60 s - 70 - s, in order to machine care and state monitoring association (MHMG&CMA) as the first began to study fault diagnosis technology, the friction and wear, cars and aircraft generator monitoring and diagnosis has the leading position.日本的新日铁自1971年开发诊断技术,1976年达到实用化。
日本诊断技术在钢铁、化工和铁路等部门处领先地位。
Japan's Nippon steel since 1971, when the development of diagnostic techniques, to achieve practical application in 1976. Japanese diagnostic technique in iron and steel industry, chemical industry and railway departments in the lead.我国在故障诊断技术方面起步较晚,1979年才初步接触设备诊断技术,近年来得到迅速发展。
目前国内对装备的故障诊断技术,尤其是板级故障诊断技术的研究有了较大的进展。
经过二十多年的研究与发展,我国的故障诊断技术己广泛应用于军工、化工、工业制造等领域,如数控机床、汽车、发电、船舶、飞机、卫星、核反应堆等。
In fault diagnosis technology started late in our country, the preliminary contact with equipment diagnosis technology, in 1979 got rapid development in recent years. At present domestic to equipment fault diagnosis technology, especially the board level fault diagnosis technology research has made big progress. After 20 years of research and development, and the military-industrial complex fault diagnosis technology has wide application in our country, the chemical industry, industrial manufacturing and other fields, such as CNC machine tools, automotive, power generation, Marine, aircraft, satellites, nuclear reactors, etc.二、现代故障诊断技术概述Second, the modern fault diagnosis technology overview1.故障诊断主要内容1. Fault diagnosis and main content故障诊断的实质是在诊断对象出现故障的前提下,通过来自外界或系统本身的信息输入,经过处理,判断出故障种类,定为故障部位(元部件),进而估计出故障可能时间、严重程度、故障原因等,甚至还可以提供评价、决策以及进行维修的建议。