压力容器设计支座 共47页
GB150.1~4-2011《压力容器》新旧版内容对照表

修订 150.1 4.3.3c
制造单位对其制造的每台容器产品应在容器设计使用年限 内至少保存下列技术文件备查: 设计一般规定 “失效措施” 载荷 内压、外压或最大压差 载荷,其中b)增加“当液体静压力小于设计压力的5%,可 忽略不计。” (原“内装物料”改为“内装介质”)
修订 150.1 4.3.2b
修订 150.1 4.3.2c 未变 150.1 4.3.2d 未变 150.1 4.3.2e 未变 150.1 4.3.2f 未变 150.1 4.3.2g 未变 150.1 4.3.2h 修订 150.1 4.3.2i 未变 150.1 4.3.2j 修订 150.1 4.3.3 未变 150.1 4.3.3a
未变 150.1 4.2.2.3c
制造单位的检查部门在容器制造过程中和完工后,…… 3.2.2.2.2
修订 150.1 4.2.2.3d
制造单位在检验合格后,出具产品质量合格证
3.2.2.2.4
修订 150.1 4.2.2.3e
修订 150.1 4.3 新增 150.1 4.3.1 修订 150.1 4.3.2 未变 150.1 4.3.2a
3.5.6
新增 150.1 4.3.8
容器元件的名义厚度和最小成形厚度一般应标注在设计图 样上。
修订 150.1 4.4
许用应力
3.6
安全系数3.0改为2.7;1.6改为1.5;表1中增加“钛及钛
修订 150.1 4.4.1
其他金属材料制容器按本部分相应标准中列入的材料允许 使用温度确定 本标准适用的结构形式 本标准适用钢制容器的结构形式按本部分以及GB150.2~4 的相应规定。
GB150-1998 1 1.1
压力容器制造工艺规程(铆工篇)

压力容器制造工艺规程(铆工篇)编制:周国梁审核:赵洪勇批准:唐明忠镇海炼化检修安装公司2006年2月20日目录封面---------------------------------------------------------------------------第1页目录------------------------------------------------------------------------ 第2页分片过渡段、封头加工成型(艺01) -------------------------------------第4页筒节下料(艺02)-----------------------------------------------------------第7页筒节滚圆、校圆(艺03)----------------------------------------------- 第9页筒节纵缝组对(艺04)------------------------------------------------第10页筒体环缝组对(艺05)--------------------------------------------------第11页接管/法兰组焊(艺06) ------------------------------------------------第13页换热器管束制作及组装(艺07) ------------------------------------------第16页裙座制作安装(艺08)--------------------------------------------------第20页鞍座制作安装(艺09) --------------------------------------------------第22页腿式支座制座安装(艺10) ------------------------------------------第24页支承式支座制作安装(艺11)--------------------------------------------第26页耳式支座制作安装(艺12) -----------------------------------------------第28页补强圈制作(艺13) -----------------------------------------------------第29页塔顶吊柱制作安装(艺14) -----------------------------------------------第31页吊耳制作安装(艺15) --------------------------------------------------第33页塔盘固定件制作安装(艺16) --------------------------------------------第35页其它内外件制作安装(艺17) --------------------------------------------第38页接管、补强圈安装(艺18)---------------------------------------------第40页空冷器管箱制作(艺19) -----------------------------------------------第45页空冷器附件制作(艺20)--------------------------------------------------第47页空冷器组装(艺21) ------------------------------------------------------第48页绕管换热器管束制作(艺22) --------------------------------------------第50页绕管换热器组装(艺23) ------------------------------------------------第54页水压试验(艺24) --------------------------------------------------------第58页气密性试验(艺25) ------------------------------------------------------第60页气压试验(艺26) --------------------------------------------------------第61页A法氨渗漏(艺27) --------------------------------------------------------第63页B法氨渗漏(艺28) -------------------------------------------------------第64页C法氨渗漏(艺29) -------------------------------------------------------第66页酸洗、钝化(艺30)------------------------------------------------------第67页涂敷(艺31)-----------------------------------------------------------第69页包装、运输(艺32)---------------------------------------------------第71页零部件堆焊(艺33) ---------------------------------------------------第74页 预后热及热处理(艺34) -------------------------------------------------第78页分片过渡段、封头加工成型工艺编号:艺011 整体椭圆封头、分片椭圆封头执行JB/T4746-2002标准,旋压封头执行JB/T4746-2002标准,过渡段执行JB/T4746-2002标准, 球形封头执行GB12337-1998《钢制球形储罐》标准,同时应符合GB150-1998《钢制压力容器》、HG20584-1998《钢制化工容器制造技术要求》的有关规定。
压力容器设计

六、封头
按构造形状分为: 半球形封头
凸形封头 椭圆形封头 碟形封头
锥形封头 平盖封头:
1、凸形封头
(1)半球形封头
是半个球壳。 从受力来看,
球形封头是最理想旳构造。 但整体冲压困难,加工工作 量大。
其厚度计算公式:
p c
Di
4[ ]t
p
c
(2)碟形封头
由球面、过渡段及圆柱 直边段三段构成。成型加 工以便,但在三部分连接 处,因为经线曲率发生突 变,受力情况不佳。
2、锥形封头
有两种,一种是无折边锥 形封头,另一种是与筒体连接 处有一过圆弧和一圆柱直边段 旳折边锥形封头。在厚度较薄 时,制造比较以便。
3、平板封头
是最简朴,制造 最轻易旳一种封头。 但相同直径和压力旳 容器,平板封头厚度 过大,材料花费过多 而且十分笨重。
第四节 压力容器附件
设备旳壳体能够采用铸造、铸造或焊接成一种整体, 但大多数化工设备是做成可拆旳几种部件,然后把它们 连接起来。这一方面是设备旳工艺操作需要开多种孔, 并使之与工艺管道或其他附件相连接;另一方面也是为 了便于设备制造、安装和检修。化工设备中旳可拆连接 应该满足下列基本要求:
在设计或选用压力容器零部件时需要将操作温 度下旳最高操作压力(或设计压力)调整为所要 求旳公称压力等级,然后再根据DN与PN选定零 部件旳尺寸。
练一练: P27,1-2,1-3 拟定计算压力、许用应力 P61,6,7 P62,2-3 拟定计算压力、许用应力
四、压力容器旳校核: 1、圆筒容器旳校核
筒体旳强度计算公式:
pD t
2
公式旳应用: 拟定承压容器旳厚度 对压力容器进行校核计算 拟定设计温度下圆筒旳最大允许工作压力 在指定压力下旳计算应力
压力容器设计耳式支座设计计算

t ℃D i mm [σ]t MPa δn mm C mmδe mmm 0kgH 0mmH 1mmh mmq 0N/m 2f i δis mm D o mm a G e N S e mm [M L ]kN·m 支座-Ⅰδ3mm [Q]kN b 2mm n pcs l 2mm k S 1mm P e N P w N P N Dmm Q kN M L KN·m 计算Q245R 支座材料Q235A 支座本体允许载荷150支座处圆筒所受的支座弯矩壳体保温层厚度0支座安装尺寸偏心距00支座实际承受载荷水平力水平风载荷水平地震载荷支座不均匀系数容器外径(包括保温层)支座处壳体的允许弯矩支座数量设备总质量1950048613500设计温度壳体内径壳体材料壳体设计温度下的许用应力筒体有效厚度150支座底板离地面高度2100140筒体名义厚度10厚度附加量1设备总高度结 论Q≤[Q]合格ML≤[ML]合格基本数据4支座筋板间距230支座筋板宽度P w = 1.2f i q 0D o H 0×10-6 =6801.51取较大值支座底板螺栓孔位置1159750地面粗糙度类别B 18.8238010m高度处的基本风压值水平力作用点至支座底板高度550支座垫板厚度1219.890.83风压高度变化系数10.2471.02120地震设防烈度8地震影响系数偏心载荷45910.8047611.18P= P w 或 P= P e +0.25P w =P e = am 0g =2661.6选用支座型号B6=-+-++=)(2)22(122223S l b D D n i δδ=⨯+++=-3010])(4[nDS G Ph kn G g m Q e e e =-=31210)(S l Q M Lt ℃D i mm [σ]t MPa δn mm C mmδe mmm 0kgH 0mmH mmq 0N/m 2f i δis mm D o mm a G e N S e mm [F]kN [Q]kN n pcs k δ3mm D r mm P e N P w N P N Q kN 计算水平地震载荷P e =am 0g=2971.25水平风载荷P w =1.2f i q 0D o H 0×10-6=4989.42水平力P=P w 或P=P e +0.25P w =4989.42支座实际承受载荷17.8封头名义厚度1600基本数据支座安装尺寸1200壳体保温层厚度0偏心载荷0偏心距0设计温度50壳体内径1设备总质量2524设备总高度465512椭圆形封头的允许垂直载荷149厚度附加量 1.3封头有效厚度10.7地震影响系数0.12风压高度变化系数选用支座型号水平力作用点至支座底板高度248010m高度处的基本风压值550支座数量4支座材料Q235A支座本体允许载荷地震设防烈度7封头材料Q345R 封头设计温度下的许用应力189地面粗糙度类别B 支座A312容器外径(包括保温层)162460Q≤[Q]合格Q≤[F]合格取较大值结 论支座不均匀系数0.83支座垫板厚度=⨯+++=-3010])(4[r e e e nD S G PH kn G g m QP c MPa t ℃DN mm [σ]t MPa δn mm C mmδe mmδhn mmm 0kgH 1mH 0mmH mmL mmh mmq 0N/m 2δis mmD o mm a H c mm f i [M L ]kN·m C bt mm 支腿C7-1900-63[Q]kN [τ]t MPa [σ]t MPa δa mm n pcs δb mm W mm C b mm t 2mm Dmm L o mm ηh f mm 支座数量4支座底板厚度22支座垫板厚度105支腿H型钢高度支座底板腐蚀裕度2支腿H型钢翼板厚度12角钢支腿中心圆参数1166180壳体总长度6456支座处壳体的允许弯矩24.26支座材料Q235A 支腿许用剪切应力M2433地脚螺栓规格地脚螺栓腐蚀裕度263支座型号8封头名义厚度16壳体切线距封头直边高度582440支座本体允许载荷壳体设计温度下的许用应力113筒体名义厚度设计压力0.6计 算 简 图地面粗糙度类别B 风压高度变化系数1地震设防烈度地震影响系数设计温度200适用范围:①、DN400~1600mm;②、L/DN≤5;③、对角钢和钢管支柱H1≤5m,对H型钢H 1≤8m;④、设计温度t=200℃;⑤、设计基本风压q o =800Pa,地面粗糙度为A类;⑥、地震设防烈度8度(Ⅱ类场地上),设计基本地震加速度0.2g14厚度附加量1筒体有效厚度13容器公称直径1200壳体材料Q235B 壳体保温层厚度100H型钢70支腿型式钢管支腿底板螺栓孔距设备重要度系数1支腿与壳体装配焊缝长度360基本数据12设计温度下支腿许用应力容器外径(包括保温层)142847720.16设备质心高度H c =H-h+L/2=支承高度190010m高度处的基本风压值800设备总质量13395设备总高度8。
GB150.1-4-2011《压力容器》新旧版内容对照表

修订 150.1 1.5
修订 150.1 1.5a
新增 150.1 1.5b
未变 150.1 1.5c
修订 150.1 1.5d 未变 150.1 1.5e 未变 150.1 1.5f
修订 150.1 1.5g
删除 150.1 删除 150.1 修订 150.1 1.6 未变 150.1 1.6.1 未变 150.1 1.6.2 未变 150.1 1.6.3 未变 150.1 1.6.4
修订 150.1 1.6.5
修订 150.1 2 修订 150.1 3 修订 150.1 3.1 未变 150.1 3.1.1 未变 150.1 3.1.2 未变 150.1 3.1.3 未变 150.1 3.1.4 未变 150.1 3.1.5 新增 150.1 3.1.6 未变 150.1 3.1.7 未变 150.1 3.1.8 新增 150.1 3.1.9 未变 150.1 3.1.10 未变 150.1 3.1.11 未变 150.1 3.1.12 未变 150.1 3.1.13 新增 150.1 3.1.14 新增 150.1 3.1.15 新增 150.1 3.2
新增 150.1 1.4.2
本标准适用范围内的特定结构容器以及铝、钛、铜、镍及 镍合金、锆制容器,其结构形式和适用范围还应满足下述 标准的相应要求: a)GB151《管壳式换热器》 b)GB12337《钢制球形储罐》 c)JB/T4731《卧式容器》 d)JB/T4710《塔式容器》 e)JB/T4734《铝制焊接容器》 f)JB/T4745《钛制焊接容器》 g)JB/T4755《铜制焊接容器》 h)JB/T4756《镍及镍合金焊接容器》 i)NB/T47011《锆制压力容器》
修订 150.1 4.3.3b
压力容器设计审图共11页
前提:是图样必须满足有关法律、法规及标准的要求关键点:(1)图纸的合法性,上类容器是否有设计资格印章,各级设计人员是否签署(2)选用标准的准确性及有效性(3)容器类别划分的正确性。
(4)设计参数是否确定。
(5)制造及验收标准。
(6)本公司制造的可行性(7)结构、选材是否符合有关法规。
(8)探伤比例、合格级别的正确性。
(9)安全附件的选用是否合适(10)耐压试验要求(11)热处理要求(12)表面及包装运输要求一、技术特性表:1.技术特性参数:容器分类要正确、换热面积、换热管的规格、程数、塔器(含立式容器)的地震烈度(卧式容器应注明地震烈度)、基本风压。
搅拌设备应核对减速机型号、电机功率、搅拌转速、电动机防爆等级,全容积(对储存液化石油气的储罐应注明装量系数)。
介质名称(有应力腐蚀的应注明介质的纯净度)、介质密度、介质的物性。
主要受压元件的材质及标准。
设备最大质量(与设计计算载荷有关)、设备净重、最大吊装质量、安全阀的开启压力、安全阀的型号、规格。
焊接材料、保温材料、保温厚度。
设计温度、工作温度:设计温度必要时应考虑环境温度。
设计压力、工作压力:设计压力应≥最高工作压力、试验压力(立置和卧置)、焊缝系数。
(1)装有安全阀的设计压力应≥安全阀的开启压力(2)装有爆破片的设计压力应≥爆破片的爆破压力(3)液化石油气储罐的设计压力符合《容规》要求腐蚀裕量:对有应力腐蚀的应腐蚀介质的限定含量。
对有时效性的材料应考虑介质的相容性,还应注明压力容器的使用年限。
介质为压缩空气、水蒸汽或水的碳素钢或低合金钢的,腐蚀裕量不小于1mm。
2.设计、制造、检验标准。
二、管口与支座方位:管口表该填写的,应填写齐全。
三、技术要求应参考《化工设备图样技术要求》进行审图:1.无损检测:(1)100%RT或UT:1(1)盛装极、高度危害介质容器;(2)采用气压或气液组合耐压试验的容器;(3)图样规定须100%检测的容器;(4)Pd≥1.6MPa的第III类容器;(5)Φ=1.0的;(6)Rm≥540MPa的低合金钢;(7)铁素体型不锈钢、其他Cr-Mo低合金钢;(8)设计温度<-40℃或焊接接头>25mm的低温容器;(9)奥氏体型不锈钢、碳素钢、Q345R、Q370R及其配套锻件的焊接接头厚度>30mm者;(10)MnMo(Ni/Nb)钢及其配套锻件的焊接接头厚度>20mm者;(11)15CrMoR、14CrMo1R、08Ni3DR、双相钢(奥氏体-铁素体不锈钢)及其配套锻件的焊接接头厚度>16mm3)焊缝交叉部位及如下部位:(1)先拼板后成形的凸形封头拼缝;(2)凡被补强圈、支座、垫板、内件等所覆盖的接头;(3)不另行补强的接管,以开孔中心为圆心,开孔直径范围内的焊接接头;(4)嵌入式接管与圆筒或封头的对接接头;250的接管与长颈法兰、接管与接管的对接接头。
支座计算PPT课件
《桥规》有关规定
Rck N恒 (1 )N汽 N人
第35页/共61页
《桥规》有关规定
第36页/共61页
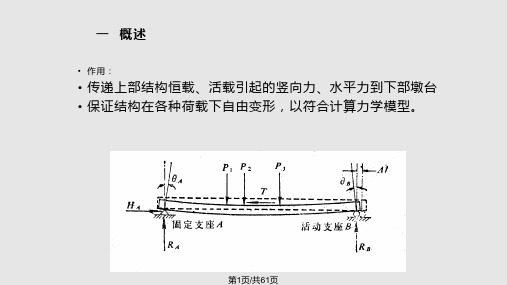
•支座高度 梁式桥的主梁由温度变化等因素在支座处产生的纵向水平位移,
依靠全部橡胶片的剪切变形t来实现, 与t的关系为:
t
h
a
由
tg [tg ]
t
有
t
[tg
]
第37页/共61页
[tg ] --橡胶片容许剪切角的正切,可取用0.5~0.7,不计活载制动力 时用0.5;计及活载制动力时取用0.7,则上式可写成: t 2D
成正比)。根据支座稳定的要求,支座的总厚度不得大于平面最小尺寸 的30%。
第16页/共61页
形状系数
S ab 2(a b)t
t
a b
第17页/共61页
• 构造特点:常用的板式橡胶支座采用薄钢板或钢丝网作为加劲 层以提高支座的竖向承载能力。
• 变形机理:(1)不均匀弹性压缩实现转动;(2)剪切变形实 现水平位移;(3)无固定和活动支座之分。
• 坡型板式橡胶支座
第20页/共61页
• 铅芯橡胶支座
第21页/共61页
5 盆式橡胶支座
盆式橡胶支座是钢构件与橡胶组合而成的新型桥梁支座。具有承载能 力大、水平位移量大、转动灵活等特点,适用于支座承载力为1000KN以上的 大跨径桥梁。
盆式橡胶支座分固定支座与活动支座。活动盆式橡胶支座由上支座板、 聚四氟乙烯板、承压橡胶块、橡胶密封圈、中间支座板、钢紧箍圈、下支座 板以及上下支座连接板组成。组合上、中支座板构造或利用上下支座连接板 即可形成固定支座。
L
t t
t
t
G'
HT t 2GA
压力容器设计_支座 47页
选用:1)根据容器公称直 径DN和总质量选取相应的 支座号和支座数量,2)计 算支座承受的实际载荷,使 其不大于支座允许载荷。
应用:多用于高度较小(容 器总高小于5m)的中小型立 式容器中。
标准:JB/T4713《腿式 支座》。 A(AN)型:角钢支柱, 易与容器圆筒相吻合、 焊接安装较为容易; B(BN)型:钢管支柱, 所有方向上具有相同截 面系数、较高抗受压失 稳能力。
标记示例
JB/T 4724-92,支座 B4,h=600, δ3 =12
材料:10,Q235-A·F/0Cr19Ni9
(3)腿式支座(支腿)
第三章 压力容器的整体设计问题
(3)腿式支座(支腿)
特点:结构简单、轻巧、 安装方便,在容器下面有 较大的操作维修空间。
第三章 压力容器的整体设计问题
与支承式支座的区别:腿式 支座是支承在容器的圆柱体 部分,而支承式支座是支承 在容器的底封头上。
第三章 压力容器的 整体设计问题
第三章 压力容器的整体设计问题
第三节 支座
支座
立式支座 卧式支座
耳式支座 支承式支座 腿式支座 裙式支座
鞍式支座 圈式支座 支腿支座
1. 立式容器支座 (1)耳式支座 (悬挂式支座)
第三章 压力容器的整体设计问题
1. 立式容器支座
(1)耳式支座 (悬挂式支座)
标记方法
JB/T 4713-92,支腿 X X - X
支承高度H,mm
支座号(1~7)
型号(A、AN、B、BN)
(4)裙式支座 圆筒形 圆锥形
第三章 压力容器的整体设计问题
应用:高大的立式容器, 特别是塔器。
圆筒形裙座—— 制造方便,经济上合理,故应用广泛。
压力容器设计手册

中国寰球工程公司设备室压力容器设计手册中国寰球工程公司设备室2006年目录1 目的 (4)2 适用范围 (4)3 设计人职责 (4)4 施工图设计程序及设计文件 (6)4.1 施工图设计程序 (6)4.2 设计文件 (9)5 设计人必备的设计标准和规范及工程统一规定 (9)5.1 个人必备标准规范 (9)5.2 班组保存标准规范 (11)6 设计条件阅读及研究要点 (12)6.1 设计条件基本内容 (12)6.1.1 设备设计条件 (12)6.1.2 梯子平台条件和管架预焊件条件 (13)6.1.3 塔内件支撑件条件 (13)6.1.4 其他外购件连接条件 (13)6.2 容器类设计条件阅读及研究要点 (13)6.3 换热器类设计条件阅读及研究要点 (15)6.4 塔设备类设计条件阅读及研究要点 (17)6.5 球罐设计条件阅读及研究要点 (19)6.6 梯子平台、管架预焊件条件阅读及研究要点 (20)6.7 塔内件支撑件条件阅读及研究要点 (21)6.8 其他构件连接件条件阅读及研究要点 (21)7 工程统一规定阅读要点 (21)8 需要校核人或审核人确认的设计要点 (23)8.1 容器类 (24)8.2 换热器类 (24)8.3 塔设备类 (25)8.4 球罐 (26)8.5 高压设备 (27)9 施工图各阶段设计要点 (28)9.1 初版施工图(一次条件)设计要点 (28)9.1.1 初版施工图(一次条件)的内容 (28)9.1.2 初版施工图(一次条件)的设计 (28)9.2 施工图设计要点 (31)10 计算书内容 (31)10.1 容器类设备计算书 (31)10.1.1 卧式容器计算书 (31)10.1.2 立式容器计算书 (32)10.2 换热器类计算书 (32)10.3 塔设备计算书 (33)10.4 球罐 (34)10.5 高压设备计算书 (34)10.6 需要计算的非标准零件 (35)10.7 需要计算的特殊结构零件和需要特殊考虑的计算 (35)11 设备结构设计及图形绘制 (36)11.1 设备结构设计 (36)11.1.1 标准件的选型 (36)11.1.2 非标准件的设计 (37)11.2 设备图纸绘制 (37)11.2.1 图纸绘制的原则和要求 (38)11.2.2 各类设备图纸绘制原则和图纸组成 (46)12 图面技术要求 (49)13 设计手段及设计文件制备 (50)13.1 设计手段 (50)13.2 设计文件制备 (50)14 专业关系简介 (51)压力容器设计工作是一种严谨的工作,经过几十年的积累已经形成一种比较固定的程序。
压力容器制造工艺规程(铆工篇)
压力容器制造工艺规程(铆工篇)编制:周国梁审核:赵洪勇批准:唐明忠镇海炼化检修安装公司2006年2月20日目录封面---------------------------------------------------------------------------第1页目录------------------------------------------------------------------------ 第2页分片过渡段、封头加工成型(艺01) -------------------------------------第4页筒节下料(艺02)-----------------------------------------------------------第7页筒节滚圆、校圆(艺03)----------------------------------------------- 第9页筒节纵缝组对(艺04)------------------------------------------------第10页筒体环缝组对(艺05)--------------------------------------------------第11页接管/法兰组焊(艺06) ------------------------------------------------第13页换热器管束制作及组装(艺07) ------------------------------------------第16页裙座制作安装(艺08)--------------------------------------------------第20页鞍座制作安装(艺09) --------------------------------------------------第22页腿式支座制座安装(艺10) ------------------------------------------第24页支承式支座制作安装(艺11)--------------------------------------------第26页耳式支座制作安装(艺12) -----------------------------------------------第28页补强圈制作(艺13) -----------------------------------------------------第29页塔顶吊柱制作安装(艺14) -----------------------------------------------第31页吊耳制作安装(艺15) --------------------------------------------------第33页塔盘固定件制作安装(艺16) --------------------------------------------第35页其它内外件制作安装(艺17) --------------------------------------------第38页接管、补强圈安装(艺18)---------------------------------------------第40页空冷器管箱制作(艺19) -----------------------------------------------第45页空冷器附件制作(艺20)--------------------------------------------------第47页空冷器组装(艺21) ------------------------------------------------------第48页绕管换热器管束制作(艺22) --------------------------------------------第50页绕管换热器组装(艺23) ------------------------------------------------第54页水压试验(艺24) --------------------------------------------------------第58页气密性试验(艺25) ------------------------------------------------------第60页气压试验(艺26) --------------------------------------------------------第61页A法氨渗漏(艺27) --------------------------------------------------------第63页B法氨渗漏(艺28) -------------------------------------------------------第64页C法氨渗漏(艺29) -------------------------------------------------------第66页酸洗、钝化(艺30)------------------------------------------------------第67页涂敷(艺31)-----------------------------------------------------------第69页包装、运输(艺32)---------------------------------------------------第71页零部件堆焊(艺33) ---------------------------------------------------第74页 预后热及热处理(艺34) -------------------------------------------------第78页分片过渡段、封头加工成型工艺编号:艺011整体椭圆封头、分片椭圆封头执行JB/T4746-2002标准,旋压封头执行JB/T4746-2002标准,过渡段执行JB/T4746-2002标准, 球形封头执行GB12337-1998《钢制球形储罐》标准,同时应符合GB150-1998《钢制压力容器》、HG20584-1998《钢制化工容器制造技术要求》的有关规定。
压力容器的设计—压力容器零部件

·板卷筒体,与相联接筒体的公称直径相 同; ·无缝钢管作筒体,与相联接无缝管的公 称直径相同。
50
公称压力
公称压力——是以16Mn在200℃时的最高工作压力为依据 制定的,因此当法兰材料和工作温度不同时,最大工作压
力将降低或升高。
法兰公称压力与法兰的最大操作压力和操作温度以及法 兰材料三个因素有关。
公称压力 PN 法兰材质
Q235-A
0.6
16MnR
15MnVR
最大允许工作压力 (MPa)
-20~200℃ 300℃ 350℃
0.4
0.33 0.30
0.6
0.51 0.49
0.65
0.63 0.651
3、压力容器法兰的标记
52
压力容器法兰设计步骤:
(1)确定DN; (2)根据法兰材质、工作温度和最高工作压力,确
有一个圈座是滑动支承的。
77
㈢ 腿式支
座
简称支腿
连接处造成严重的局部应力, 只适用于小型设备
难,榫易损坏。
注意:应使固定在设备上的 法兰为槽面,可拆下部分的法
兰为榫面。
榫槽型压紧面
29
锥形压紧面
通常用于高压密封,其缺 点是需要的尺寸精度和表 面粗糙度要求高。须与透 镜垫片配合,常用于高压管
道。
锥形压紧面
30
梯形槽压紧面
槽底不起密封作用,是槽的 内外锥面与垫片接触成梯形, 形成密封的,与椭圆或八角
凝土制的基础上。
66
㈡ 支承式支座
用钢管、角钢、 槽钢制作,或 用数块钢板焊 成,
型式、结构、 尺寸及材料 JB/T 4724-92 《支承式支 座》。
压力容器设计支座共47页

引入不均匀系数k,安装3个支座时,取 k=1,安装3个以上支座时,取k=0.83
(4)校核支座处圆筒所受的支座弯矩ML,使ML <[ ML ]。
第三章 压力容器的整体设计问题
表1 支座型式特征
第三章 压力容器的整体设计问题
注:1、若支座高度h、垫板厚度δ3与标准尺寸不同,则在设备图纸 零件名称或备注中注明。如:h=450, δ3 =14。
2、支座及垫板的材料应在设备图样的材料栏内标注,表示方法 如下:支座材料/垫板材料。
标记示例
JB/T 4724-92,支座 B4,h=600, δ3 =12
材料:10,Q235-A·F/0Cr19Ni9
2、支座及垫板的材料应在设备图样的材料栏内标注,表示方法 如下:支座材料/垫板材料,无垫板时,只注支座材料。
标记示例
JB/T 4725-92,耳座 B3
材料:Q235-A·F/0Cr19Ni9
(2)支承式支座
第三章 压力容器的整体设计问题
(2)支承式支座
结构:在容器封头底部 焊上数根支柱,直接支 承在基础地面上。
应用:多用于高度较小(容 器总高小于5m)的中小型立 式容器中。
标准:JB/T4713《腿式 支座》。 A(AN)型:角钢支柱, 易与容器圆筒相吻合、 焊接安装较为容易; B(BN)型:钢管支柱, 所有方向上具有相同截 面系数、较高抗受压失 稳能力。
第三章 压力容器的整体设计问题
第三章 压力容器的整体设计问题
材料:A型支腿角钢支柱的材料为Q235-A·F,B型支腿 支柱材料为10号钢,底板、盖板材料均为Q235A·F ,如需要可以改用其它材料,但其强度性能 不得低于Q235-A·F或10号钢的强度性能指标, 且应具有良好焊接性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第三章 压力容器的整体设计问题
材料:鞍座材料为Q235-A·F,如需要可改用其它材料 。
垫板材料一般应与容器壳体材料相同。
垫板的作用是改善壳体局部受力情况。通过垫板, 鞍座接受容器载荷。肋板的作用是将垫板、腹板和底板 连成一体,加大刚性,一起有效地传递压缩力和抵抗外 弯矩。因此,腹板和肋板的厚度与鞍座的高度H(即自筒 体圆周最低点至基础表面)直接决定着鞍座允许负荷的 大小。
第三章 压力容器的整体设计问题
标记方法 JB/T 4724-92,支座 X X
支座号(1~8) 支座型号(A,B)
注:1、若支座高度h、垫板厚度δ3与标准尺寸不同,则在设备图纸 零件名称或备注中注明。如:h=450, δ3 =14。
2、支座及垫板的材料应在设备图样的材料栏内标注,表示方法 如下:支座材料/垫板材料。
标记示例
JB/T 4724-92,支座 B4,h=600, δ3 =12
材料:10,Q235-A·F/0Cr19Ni9
(3)腿式支座(支腿)
第三章 压力容器的整体设计问题
(3)腿式支座(支腿)
特点:结构简单、轻巧、 安装方便,在容器下面有 较大的操作维修空间。
第三章 压力容器的整体设计问题
与支承式支座的区别:腿式 支座是支承在容器的圆柱体 部分,而支承式支座是支承 在容器的底封头上。
其它:
圈座:用于大直径薄壁容器和 真空容器,增加局部刚 度。
支腿:重量较轻的小型容器。
第三章 压力容器的整体设计问题
a.鞍座
b.圈座 c.支腿
鞍座
第三章 压力容器的整体设计问题
鞍座结构
第三章 压力容器的整体设计问题
鞍座是卧式容器广泛应用的一种支座。通常由数块钢板焊接制 成。鞍座是由垫板(又叫加强板)、腹板、肋板和底板构成。
它将耳式支座分为A 型(短臂)和B型 (长臂)两类,每 类又有带垫板和不 带垫板两种,不带 垫板的分别以AN和 BN表示。B型耳式 支座有较大的安装 尺寸,当容器外面 包有保温层,或者 将容器直接放置在 楼板上时,宜选用B 型。
耳座数量
一台设备一般配置2-4个支 座。必要时也可适当增加,但在 安装时不容易保证各支座在同一 平面上,也就不能保证各耳座受 力均匀。对于大型薄壁容器或支 座上载荷较大时,可将各支座的 底板连成一体组成圈座,既改善 了容器局部受载过大,又可避免 各耳座受力不均。
第三章 压力容器的整体设计问题
裙座的结构
1-塔体;2-保温支承圈;3-无保温时排气孔;4-裙座筒体;5-人孔 6-螺栓座;7-基础环;8-有保温时排气孔;9-引出管通道; 10-排液孔
2.卧式容器支座
第三章 压力容器的整体设计问题
形式:鞍座、圈座及支腿三种。
应用:常见的大型卧式 储罐、换热器等多采用 鞍座。是应用最为广泛 的一种卧式容器支座。
支座型式
根据底板上螺栓孔形状的不同,鞍座分成两种型式, 一种为固定鞍座(代号F),鞍座底板上开圆形螺栓孔。 另一种为滑动鞍座(代号S),鞍座底板上开长圆形螺 栓孔。在安装滑动鞍座时,每个地脚螺栓都有两个螺母, 第一个螺母拧紧后,倒退一圈,然后再用第二个螺母锁 紧,使鞍座能在基础面上自由滑动。
支座位置的选择
第三章 压力容器的整体设计问题
A型、AN型耳式支座
第三章 压力容器的整体设计问题
B型、BN型耳式支座
Q [m0g Ge kn
4(Ph GeSe)] nD
10 3 K N
第三章 压力容器的整体设计问题
支承式支座
第三章 压力容器的整体设计问题
支腿布置
第三章 压力容器的整体设计问题
第三章 压力容器的整体设计问题
材料:A型支腿角钢支柱的材料为Q235-A·F,B型支腿 支柱材料为10号钢,底板、盖板材料均为Q235A·F ,如需要可以改用其它材料,但其强度性能 不得低于Q235-A·F或10号钢的强度性能指标, 且应具有良好焊接性能。
垫板材料一般应与容器壳体材料相同。
第三章 压力容器的整体设计问题
圈座
耳式支座的选用步骤:
第三章 压力容器的整体设计问题
(1)根据设备重量和支座个数粗略估算单个支 座的载荷Q。
(2)确定支座型式后,从JB/T 4725中按照公称 直径DN和允许载荷等于或大于计算载荷(即[Q]≥Q) 的原则选出标准支座。
第三章 压力容器的整体设计问题
第三章 压力容器的整体设计问题
表1 支座型式特征
第三章 压力容器的整体设计问题
第三章 压力容器的整体设计问题
第三章 压力容器的整体设计问题
第三章 压力容器的整体设计问题
第三章 压力容器的整体设计问题
标记方法 JB/T 4725-92,耳座 X X
支座号(1~8) 型号(A,AN,B,BN)
结构:由筋板和支脚板组成,广 泛用于反应釜及立式换热器等直 立设备上。
特点:简单、轻便,但对器壁会 产生较大的局部应力。因此,当 容器较大或器壁较薄时,应在支 座与器壁间加一垫板,垫板的材 料最好与筒体材料相同。 筋板和底板材料为Q235-A·F
第三章 压力容器的整体设计问题
标准: JB/T4725 《耳式支座》,
(3)按照设备重量及作用在容器上的外载荷,算 出每个支座需要承担的实际载荷Q,使Q≤[Q]。
在确定载荷Q时,须考虑到设备在安装时可能出 现的全部支座未能同时受力等情况。
引入不均匀系数k,安装3个支座时,取 k=1,安装3个以上支座时,取k=0.83
(4)校核支座处圆筒所受的支座弯矩ML,使ML <[ ML ]。
4、容器圆筒与鞍座间温差大于200℃时; 5、容器圆筒材料与鞍座材料不具有相同或相近化学成
分和性能指标时。
支座数目
第三章 压力容器的整体设计问题
一般采用两个支座。当容器采用多于两个以上的鞍 座时,由于支承面水平高度不等、壳体不直和不圆等微 小差异以及容器不同部位在受力挠曲的相对变形不同, 使支座反力难以为各支点平均分摊,导致壳体应力趋大。
注:1、若垫板厚度δ3与标准尺寸不同,则在设备图纸零件名称或备 注中注明。如: δ3 =12。
2、支座及垫板的材料应在设备图样的材料栏内标注,表示方法 如下:支座材料/垫板材料,无垫板时,只注支座材料。
标记示例
JB/T 4725-92,耳座 B3
材料:Q235-A·F/0Cr19Ni9
(2)支承式支座
第三章 压力容器的整 体设计问题
第三章 压力容器的整体设计问题
第三节 支座
支座
立式支座 卧式支座
耳式支座 支承式支座 腿式支座 裙式支座
鞍式支座 圈式支座 支腿支座
1. 立式容器支座 (1)耳式支座 (悬挂式支座)
第三章 压力容器的整体设计问题
1. 立式容器支座
(1)耳式支座 (悬挂式支座)
标记方法
JB/T 4713-92,支腿 X X - X
支承高度H,mm
支座号(1~7)
型号(A、AN、B、BN)
(4)裙式支座 圆筒形 圆锥形
第三章 压力容器的整体设计问题
应用:高大的立式容器, 特别是塔器。
圆筒形裙座—— 制造方便,经济上合理,故应用广泛。
圆锥形裙座—— 用于受力情况比较差,塔径小且很高的 塔(如DN<1m,且H/DN>25,或DN >1m,且H/DN>30),为防止风载或 地震载荷引起的弯矩造成塔翻倒,要配 置较多地脚螺栓及具有足够大承载面积 的基础环。
第三章 压力容器的整体设计问题
1、当鞍座邻近 封头时,封头对 支座处筒体有加 强作用,鞍座应 尽可能靠近封头, 即A≤Do/4。
2、若两鞍座间距离过大,会使壳体中因荷重引起的弯 曲应力过大。故A≤0.2L。当需要时,A最大不得大于 0.25L。
本节重点
支座的分类 各种支座的结构特点及选用
耳式支座
第三章 压力容器的整体设计问题
(2)支承式支座
结构:在容器封头底部 焊上数根支柱,直接支 承在基础地面上。
第三章 压力容器的整体设计问题
应用:高度不大、安装位置 距基础面较近且具有凸形封 头的立式容器。
特点:简单方便, 但它对容器封头会 产生较大的局部应 力,因此当容器较 大或壳体较薄时, 必须在支座和封头 间加垫板,以改善 壳体局部受力情况。
选用:1)根据容器公称直 径DN和总质量选取相应的 支座号和支座数量,2)计 算支座承受的实际载荷,使 其不大于支座允许载荷。
应用:多用于高度较小(容 器总高小于5m)的中小型立 式容器中。
标准:JB/T4713《腿式 支座》。 A(AN)型:角钢支柱, 易与容器圆筒相吻合、 焊接安装较为容易; B(BN)型:钢管支柱, 所有方向上具有相同截 面系数、较高抗受压失 稳能力。
标准: JB/T4724《支承式支座》
它将支承式支座分为A型和B型, A型支座由钢板焊制而成;B型 支座采用钢管作支柱。支座与 封头连接处是否加垫板,应根 据容器材料和容器与支座焊接 部位的强度及稳定性决定。
第三章 压力容器的整体设计问题
表1 支座型式特征
材料
A型支座筋板和底板的材料为Q235-A·F;B型支座钢 管材料钢号为10,底板材料均为Q235-A·F。 垫板材料一般与容器封头材料相同。
第三章 压力容器的整体设计问题
各种型号的鞍座结构特征表
第三章 压力容器的整体设计问题
垫板选用 公称直径小于或等于900mm的容器,鞍座分为带垫
板和不带垫板两种结构形式,当符合下列条件之一时, 必须设置垫板。
1、容器圆筒有效厚度小于或等于3mm时; 2、容器圆筒鞍座处的周向应力大于规定值时;
3、