标准折弯机模具规格尺寸参考表
数控折弯机技术要求

工作速度(mm/sec)
9
回程速度(mm/sec)
90
滑块重复定位精度(mm)
0.02
后挡料前后(X轴)行程(mm)
0-500
后挡料X轴最大运行速度(mm/s)
200
后挡料X轴重复定位精度(mm)
0.025
数控轴数
3
2.1.2.核心零部件的配置
序号
名称
数量
供应商
1
数控系统
1套
荷兰Delem DA51
2
伺服系统
2套
ESTUN/安川
3
伺服电机
2套
ESTUN/安川
4
压力溢流阀
1套
德国Bosch
5
液压密封件
1套
日本VALQUA
6
光栅尺
1套
德国HEIDENHAIN
7
限位开关
1套
法国施耐得
8
滚珠丝杠
2根
HIWIN/MPI
9
滚动导轨
3根
HIWIN/MPI
10
后挡料
2个
直线导轨
2.1.3.随机配置
序号
名 称
数 量
备 注
1
机床资料
2套
2
内六角扳手
一套
3
黄油枪
一支
4
地脚螺栓
一套
5
调整螺栓
一套
6
脚踏开关
一只
7
标准模具
一副
含2V下槽
8
刀具快速装夹
一套
2.2.3米折弯机
2.2.1.00
工作台长度(mm)
3000~3200
喉口深度(mm)
折弯机折弯参数表
折弯机折弯参数表折弯机是一种用于将金属板材进行折弯加工的设备,通常应用于制造业中的金属制品加工过程中。
折弯机操作简单、效率高、精度高,能够满足不同形状、尺寸的金属板材加工需求。
以下是折弯机折弯参数表的详细内容:1.折弯机型号:折弯机的型号是其标识和区分的重要指标,常见的型号有WC67Y、WC67K、WE67K等。
2.最大折弯力:也称为压力或者弯曲力,指的是折弯机最大能够施加在工件上的力,通常以吨(T)为单位。
3. 最大折弯长度:指的是折弯机能够处理的最大金属板材长度,通常以毫米(mm)为单位。
4. 最大开口高度:指的是折弯机上模具之间的最大距离,也是折弯机能够处理的最大金属板材高度,通常以毫米(mm)为单位。
5. 滑块行程:指的是折弯机滑块上下运动的行程,也是控制折弯角度的重要参数,通常以毫米(mm)为单位。
6. 折弯角度:指的是金属板材在折弯机上弯曲的角度,可以用度(°)或弧度(rad)表示。
7.数控系统:折弯机通常配备数控系统,用于控制机床的运动参数、位置精度和操作便捷性,常见的数控系统有国内的ESTUN、TLC等以及国外的DELEM、ESA等。
8.机械传动方式:折弯机的机械传动方式主要有液压和机械两种,液压传动具有速度快、力度大、稳定性好等优点,机械传动主要是通过齿轮和曲柄机构实现。
9.后挡料系统:折弯机通常配备后挡料系统,用于定位和控制金属板材的位置,以确保折弯的精确度和一致性。
10. 定位精度:指的是折弯机在定位和加工过程中的精度要求,通常以毫米(mm)或百分比(%)表示。
11.工作台长度:指折弯机的工作台长度,它决定了折弯机可以同时加工的金属板材数量。
12.控制方式:折弯机可以采用脚踏开关、按钮开关、液压控制台等方式进行操作和控制。
13.安全装置:折弯机通常配备紧急停止开关、防护罩、光幕等安全装置,以确保操作人员和设备的安全。
以上是折弯机折弯参数表的详细内容,折弯机的参数表可以根据实际需求进行调整和完善,以满足不同的加工需求。
折弯(压断差)参数表
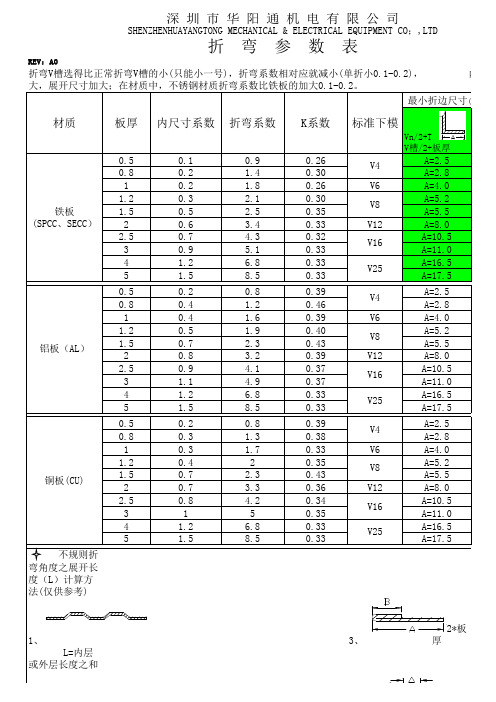
标准下模
Vn/2+T V槽/2+板厚
V4 V6 V8 V12 V16 V25 V4 V6 V8 V12 V16 V25 V4 V6 V8 V12 V16 V25
铁板 (SPCC、SECC)
A=2.5 A=2.8 A=4.0 A=5.2 A=5.5 A=8.0 A=10.5 A=11.0 A=16.5 A=17.5 A=2.5 A=2.8 A=4.0 A=5.2 A=5.5 A=8.0 A=10.5 A=11.0 A=16.5 A=17.5 A=2.5 A=2.8 A=4.0 A=5.2 A=5.5 A=8.0 A=10.5 A=11.0 A=16.5 A=17.5
材质
板厚
0.5 0.8 1 1.2 1.5 2 2.5 3 4 5 0.5 0.8 1 1.2 1.5 2 2.5 3 4 5 0.5 0.8 1 1.2 1.5 2 2.5 3 4 5
内尺寸系数
0.1 0.2 0.2 0.3 0.5 0.6 0.7 0.9 1.2 1.5 0.2 0.4 0.4 0.5 0.7 0.8 0.9 1.1 1.2 1.5 0.2 0.3 0.3 0.4 0.7 0.7 0.8 1 1.2 1.5
L=A+B-1/2*板厚
L=A+B+C-板厚
铝板(AL)
铜板(CU)
不规则折弯角度之展开长度(L)计算方法(仅供参考) 1、 L=内层或外层长度之和 4、 2、 3、
L=A+B-1
L=A+B+C
L=A+B-(180-a)*折弯系数/90
阳 通 机 电 有 限 公 司
NICAL & ELECTRICAL EQUIPMENT CO;,LTD
各种折弯加工尺寸公差标准
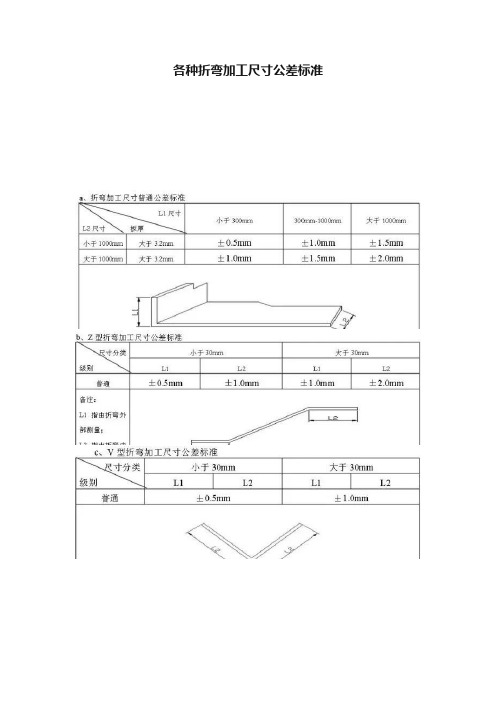
各种折弯加工尺寸公差标准
来源:钣金家园
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,或无法确认真正原始作者,故仅标明转载来源,如涉及作品版权问题,请与我们联系,我们将在第一时间协商版权问题或删除内容!内容为作者个人观点,并不代表本公众号赞同其观点和对其真实性负责。
折弯机加工范围

第2章折床加工规范2.1折床刀具的介绍折床的刀具有上下模之分。
一个整刀的长度为835mm,分割上模的长度分别为:300、200、100、100、50、40、20、15、10。
分割下模的长度分别为:400、200、100、50、40、20、15、10。
1上模有:GXW8867(小弯刀角度88度高度67)、GDW8890(大弯刀角度88度高度为90)、GZJ3090(直尖刀角度为30度高度为90)、GZJ3095(直尖刀角度为30度高度为90)、GZJ8895(直尖刀角度为88度高度为88)、GZJ3067(直尖刀角度为30度高度为67)、GDC55(断差上模高55)、GYPX65(压平上模高度65 )、GR3.0(R3圆弧刀高度为95)、GWT88120(弯头刀角度88度高度为120)。
2下模有双V和单V的。
刀具有:GV48860(单V下模V槽为4 角度为88 高度为60)、GV68860(单V下模V槽为6 角度为88 高度为60)、GV88860(单V下模V槽为8 角度为88 高度为60)、GV108860(单V下模V槽为10 角度为88 高度为60)、GV208860(单V下模V槽为20 角度为88 高度为60)、GV258860(单V下模V槽为25 角度为88 高度为60)、GV308860(单V下模V槽为30 角度为88 高度为60)、GV63060(单V下模V槽为6 角度为30 高度为60)、GV103060(单V下模V槽为10 角度为30 高度为60)、GV43060(单V下模V槽为4 角度为30 高度为60)、GV208825(单V下模V槽为20 角度为88 高度为25)、W6108846(双V下模V槽为6和10 角度为88 高度为46)、W8128846(双V下模V槽为8和12 角度为88 高度为46)、W12208846(双V下模V槽为12和20 角度为88 高度为46)。
另外还有压平下模、断差下模、夹易模等。
钣金工艺规范及折弯及模具手册

钣金工艺规范及折弯及模具手册钣金工艺规范及折弯机模具手册1简介1.1钣金所用材料常用材料有:冷轧板SPCC、热轧板SPHC、电解板SECC、普通铝板及铝合金板AL1050、AL5052-H32,不锈钢板SUS304、覆铝锌钢板.1.2典型钣金件加工流程图面展开---编程---下料(剪、冲、割)----冲网孔----校平----拉丝----冲凸包----压铆----折弯-----焊接----立体拉丝----表处----组装2下料2.1数冲是用数控冲床加工,板材厚度加工范围为:冷扎板、热扎板小于或等于3.0mm;铝板小于或等于4.0mm;不锈钢小于2.0mm。
2.1.1 冲孔有最小尺寸要求冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
t为材料厚度,冲孔尺寸一般不小于1.5t。
如遇特殊情况,可参照下表:图2.1.1 冲孔形状示例* t为材料厚度,冲孔最小尺寸一般不小于1.2mm。
冲孔最小尺寸列表2.1.2 数冲的孔间距与孔边距零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图2.1.2。
当冲孔边缘与零件外形边缘不平行时,该最小距离应不。
2.1.3 折弯件及拉深件不可选用数冲下料,可选用二次激光切割。
2.1.4 螺钉、螺栓的过孔和沉头座螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。
用于螺钉、螺栓的过孔*要求钣材厚度t≥h。
用于沉头螺钉的沉头座及过孔*要求钣材厚度t≥h。
用于沉头铆钉的沉头座及过孔激光切割是用激光机飞行切割加工,板材厚度加工范围为冷扎板、热扎板小于或等于8.0mm;不锈钢小于或等于4.0mm ;铝板小于等于5.0mm。
其优点是加工板材厚度大,切割工件外形速度快,加工灵活.缺点是会产生热变型,网孔件不宜用此方式加工,加工成本高!折弯折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
折弯展开参数表
注意单箱重量≦20KG
PG外购要有都堵塞
1.dkba04801006-3.2x2.8 DKBA0.480.1006为双板两面均沉孔拉铆钉2.压死边的工件如表处有 电镀,则一般先折成大角度电镀后再压;3.反折有间隙的注意留漏液孔4.热浸锌后要有钳工 扩孔的工艺5.非表处件要有涂断面防锈漆工艺6.注意导电布的压缩高度,是否要调整各工件 间隙7.注意冲滑道时的冲子厚度与冲凸包时不同,多一个上模厚度8.户外柜锁周围要打防水 胶9.沉孔要实配为准
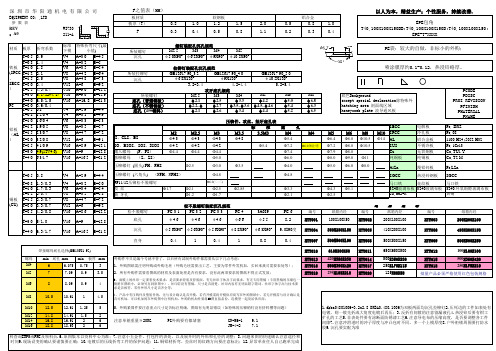
深 圳 市 华 阳 通MECHANICAL 机 电 有& 限 公 司 SHENZHENHUAYANGTONG ELECTRICAL EQUIPMENT CO;,LTD 参 数 表 REV WI730 :A0 211-A
标准 下模 T=0.5 0.9 V4 T=0.8 1.4 V4 V6 铁板 T=1.0 1.8 (SPCC T=1.2 2.1 V8 、 T=1.5 2.5 V8 SECC T=2.0 3.4 V12 ) T=2.5 4.3/0.7 V16 T=3.0 5.1(12V4.8) V16 T=4.0 6.5/1.5 V16 T=2.0 3.6/0.4 PC T=0.5 0.8 V4 T=0.8 1.2/0.4 V4 T=1.0 1.6/0.4 V6 T=1.2 1.9/0.5 V8 铝板 T=1.5 2.3/0.7 V8 (AL T=2.0 3.2/0.8 V12 ) T=2.5 4.1/0.9 V16 T=3.0 4.9(12V4.6) V16 材质 板厚 折弯系数 T=4.0 6.3/1.7 V16 特殊折弯尺寸(最 小值) A=3.0 B=4.5 A=3.2 B=5 A=3.5 B=5.4 A=4.2 B=6.4 A=4.8 B=7.3 A=6 B=9.2 A=9.0 B=12.2 A=9.6 B=12.9 A=16.8 B=21.3 A=2.9 A=3.1 A=3.3 A=3.5 A=4.7 A=6 A=8.9 A=9 A=16.5 B=4.4 B=4.9 B=5.3 B=5.7 B=7.2 B=9.1 B=12.1 B=12.8 B=21.2
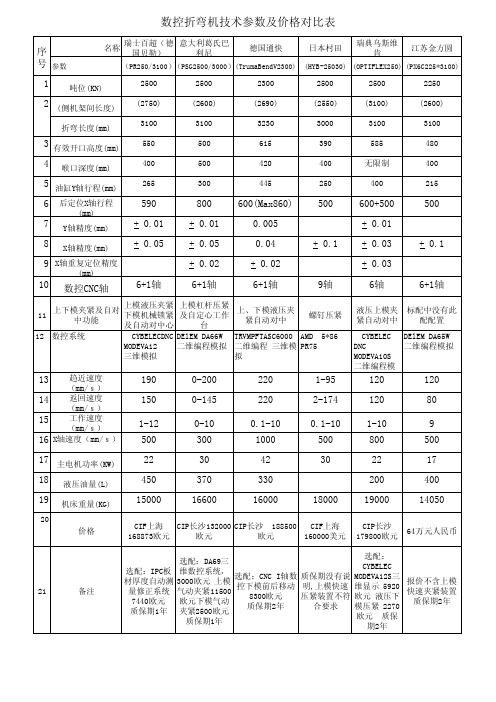
数控折弯机技术参数及价格对比表
500
600+500 + 0.01
500
+ 0.1
+ 0.03 + 0.03
+ 0.1
9 X轴重复定位精度 1轴
6+1轴
9轴
6轴
6+1轴
上模液压夹紧 上下模夹紧及自对 下模机械锁紧 中功能 及自动对中心 12 数控系统 CYBELECDNC MODEVA12 三维模拟
13 14 15 16
数控折弯机技术参数及价格对比表
序 号 1
名称
参数
瑞士百超(德 意大利葛氏巴 国贝勒) 利尼
德国通快
日本村田
瑞典乌斯维 肯
江苏金方圆
(PR250/3100) (PSG2500/3000)(TrumaBendV2300)
(HYB-25030) (OPTIFLEX250) (PX6C225*3100)
吨位(KN)
趋近速度 (mm/s) 返回速度 (mm/s) 工作速度 (mm/s) X轴速度(mm/s)
190 150 1-12 500 22 450 15000
上模杠杆压紧 上、下模液压夹 液压上模夹 标配中没有此 及自定心工作 螺钉压紧 紧自动对中 紧自动对中 配配置 台 DElEM DA66W TRVMPFTASC6000 AMD 5*86 CYBELEC DElEM DA65W 二维编程模拟 二维编程 三维模 PR75 DNC 二维编程模拟 拟 MODEVA10S 二维编程模 拟 120 0-200 220 1-95 120
0-145 0-10 300 30 370 16600
220 0.1-10 1000 42 330 16000
2-174 0.1-10 500 30
折弯机模具图纸77
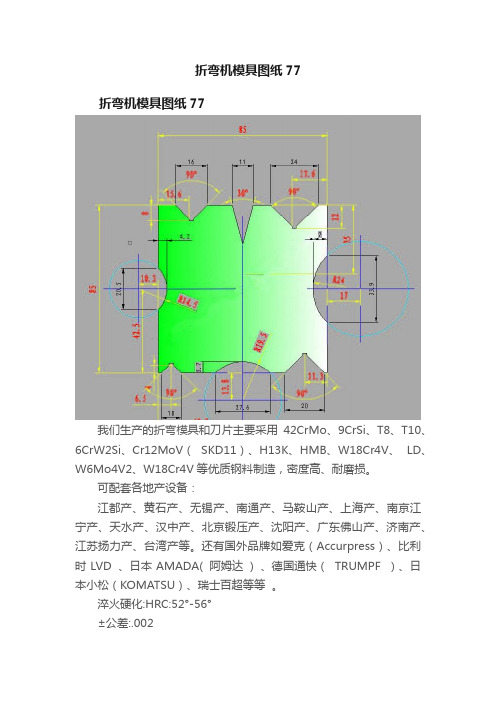
折弯机模具图纸77折弯机模具图纸77我们生产的折弯模具和刀片主要采用42CrMo、9CrSi、T8、T10、6CrW2Si、Cr12MoV( SKD11)、H13K、HMB、W18Cr4V、 LD、W6Mo4V2、W18Cr4V等优质钢料制造,密度高、耐磨损。
可配套各地产设备:江都产、黄石产、无锡产、南通产、马鞍山产、上海产、南京江宁产、天水产、汉中产、北京锻压产、沈阳产、广东佛山产、济南产、江苏扬力产、台湾产等。
还有国外品牌如爱克(Accurpress)、比利时LVD 、日本AMADA( 阿姆达 ) 、德国通快( TRUMPF )、日本小松(KOMATSU)、瑞士百超等等。
淬火硬化:HRC:52°-56°±公差:.002其它服务:数控折弯模具磨削、修磨、维修等标准长度:835mm、800mm、550mm(标准数控折弯机模具产品现货供应,非标折弯机模具规格可根据客户提供的图纸要求定制加工及生产。
)数控折弯刀具分段,常规分段规格如下:模具分段1数控折弯上模:100(左)、10、15、20、40、50、200、300、100(右)=835mm数控折弯下模:10、15、20、40、50、100、200、400=835mm模具分段2数控折弯上模:100(左)、10、15、20、40、50、165、300、100(右)=800mm另有各种非标异型模具定做:(以下折弯机模具规格可供参考尺寸描述未必与您所需要的产品相吻合,如有疑问可直接致电我们销售热线咨询,我们可根据您所提供的产品图纸、样品、规格及刀片材料、HRC值等要求加工定做,欢迎新老客户咨询洽谈订购。
)型号公称压力工作台长度立柱间矩喉口深度滑快行程/行程次数最大开启高度主电机功率机器重量外表尺寸40/2200 400 2200 1600 200 100/10 320 5.5 3 000 2300×1000×190040/2500 400 2500 1900 200 100/10 320 5.5 3 300 2600×1100×190050/2200 500 2200 1600 200 100/10 320 5.5 3 300 2300×1150×194050/2500 500 2500 1900 200 100/10 320 5.5 3700 2300×1150×194063/2500 630 2500 1900 250 120/10 360 5.5 4 800 2600×1600×230063/3200 630 3200 2600 250 120/10 360 5.5 5 500 3300×1600×230080/3200 800 3200 2600 320 120/10 380 7.5 6 500 3300×1700×230080/4000 800 4000 3100 320 120/10 380 7.5 7 300 4100×1700×2300100/3200 1000 3200 2600 320 120/5 380 7.5 7200 3300×1800×2400100/4000 1000 4000 3100 320 120/8 380 7.5 8000 4100×1800×2400160/3200 1600 3200 2600 320 200/6 450 11 11000 3300×1600×2600160/4000 1600 4000 3200 320 200/6 450 11 12000 4100×2000×2600160/6000 1600 6000 4820 320 200/6 450 11 20000 6100×2000×3200200/3200 2000 3200 2600 320 200/3 500 11 13000 3300×2100×2800200/4000 2000 4000 3100 320 200/3 500 11 15000 4100×2100×2900200/5000 2000 5000 4000 320 200/3 500 11 19000 5100×2100×3000250/4000 2500 4000 3200 350 250/3 550 18.5 20000 4100×2200×3500250/5000 2500 5000 4000 350 250/3 550 18.5 23000 5100×2200×3500250/6000 2500 6000 4800 350 250/3 550 18.527000 6100×2200×3500300/5000 3000 5000 4000 400 250/3 550 22 27000 5100×2600×4000300/6000 3000 6000 5000 400 250/3 550 22 30000 6100×2600×4200300/7000 3000 7000 5620 400 250/3 550 22 35000 7100×2600×4400320/7000 3200 7000 5620 400 250/2.5 600 22 38000 7100×2600×4400350/6000 3500 6000 5100 450 250/2.5 680 30 33000 6100×2600×4200350/7000 3500 7000 5620 450 250/2.5 680 30 40000 7100×2500×4500400/4000 4000 4000 3100 350 300/2.5 620 30 31000 4100×2700×3800400/6000 4000 6000 4820 400 320/2.5 620 30 39000 6100×2600×4200400/6500 4000 6500 5100 400 320/2.5 630 30 44000 6100×2800×4300500/5000 5000 5000 4100 400配机单位:江都产折弯机模具、黄石产折弯机模具、无锡产折弯机模具、南通产折弯机模具、马鞍山产折弯机模具、上海产折弯机模具、南京江宁产折弯机模具、天水产、折弯机模具汉中产折弯机模具、北京锻压产折弯机模具、沈阳产折弯机模具、广东佛山产折弯机模具、济南产折弯机模具、江苏扬力产折弯机模具、台湾产折弯机模具等。
钣金冲孔折弯模具及IP防护等级
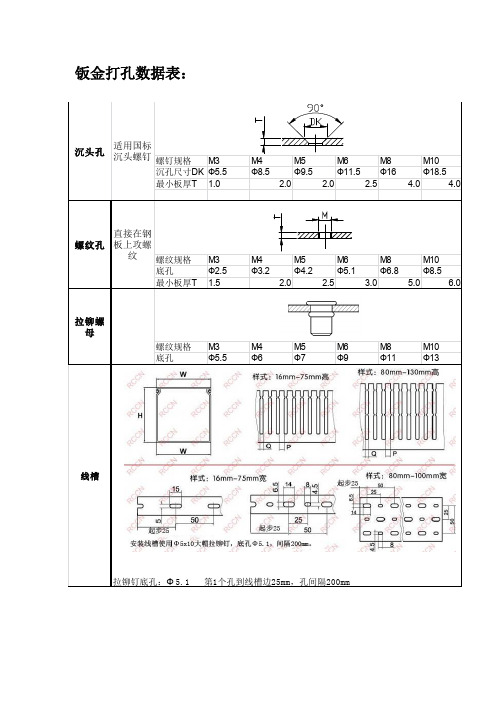
钣金打孔数据表:螺钉规格M3M4M5M6M8M10沉孔尺寸DK Ф5.5Ф8.5Ф9.5Ф11.5Ф16Ф18.5最小板厚T 1.0 2.0 2.0 2.5 4.04.0螺纹规格M3M4M5M6M8M10底孔Ф2.5Ф3.2Ф4.2Ф5.1Ф6.8Ф8.5最小板厚T 1.5 2.0 2.5 3.0 5.06.0螺纹规格M3M4M5M6M8M10底孔Ф5.5Ф6Ф7Ф9Ф11Ф13拉铆钉底孔:Φ5.1 第1个孔到线槽边25mm,孔间隔200mm线槽沉头孔螺纹孔拉铆螺母适用国标沉头螺钉直接在钢板上攻螺纹导轨拉铆钉底孔:Φ4.5 第1个孔到线槽边18mm,孔间隔144mm铜排折弯极限尺寸:折弯常用尺寸直角弯最小尺寸Z形弯最小尺寸U形弯尺寸孔距折弯边最小尺寸H min H min L min H min2016202312121720101014178912157钣金冲孔模具表:∅1.5∅1.5∅2.9∅3.2∅3.5∅4.2∅4.5∅5.2∅6.06∅6.2∅7.2∅8.02∅8.2∅8.5∅9.2∅10∅11∅12.5∅13∅14∅14.5∅15∅15.5∅16.5∅20∅21∅22.5∅24.5∅24.5∅24.5∅25.5∅29∅30.5∅32.5∅37∅40.5∅46∅56∅5.5×8∅9.2×15∅9.2×21∅6.2×25∅8.2×25∅11×25∅6.2×20∅6.2×105x5 6.5x6.57.2x7.28x89.2x9.212x1213x1320x2046x4610x312x8.313x8.315x1016.5x320x6.525x7.533x1345x645x830x2.456x576.2x5M4 S6M5 S7M6 S9M8 S11M10 S133-9.2X9.23-∅4.2百叶窗60x12步距20长孔冲孔模具圆孔正方形矩形六方形拉铆螺母成型模具OD45xID35xH7OD19X6.5XH7冲凹三连模IP防护等级:。