标准格式 (模具)
模具报价单格式范文
模具报价单格式范文
序号零件名称数量单价总价备注
...
报价单总价:合计:税额:价税合计:
报价单说明:
1.价格有效期:本报价单有效期为_______,超过有效期恕不接受订单。
2.价格条款:本报价单中的单价均以人民币(RMB)为单位,未含税。
3.交货期:根据具体订单量和生产周期确定,双方商定后再确定。
4.付款方式:按照合同约定的付款方式执行。
5.税额:税点按照国家规定的税收政策执行。
6.注意事项:请客户仔细阅读本报价单,并在接受报价后及时签署正
式合同。
备注:
1.报价单中的价格可能会随市场行情波动而有所变动,请以正式合同
为准。
2.样品费用及快递费用需由客户自行承担。
3.如有其他特殊要求,请在备注处详细说明。
此报价单仅为参考,请以正式合同为准。
以上是一个模具报价单的基本格式样例,根据具体的报价需求,还可
以根据客户要求和公司标准进行调整、修改和添加相应的字段。
报价单的
重点是清晰的列出零件名称、数量、单价和总价等相关信息,提供给客户
参考和对比。
同时,报价单中还需要简要阐述价格条款、交货期、付款方式、税额等重要信息,并提醒客户在接受报价后及时签署正式合同。
报价单的完整性是指信息内容的准确、清晰和完备,以及格式的规范、易读和易理解。
在编制报价单时,要确保所有必要的信息都包含在内,避
免遗漏或模糊不清的情况。
并且,应该注意使用简洁明了的语言和有序的
布局,方便客户能够快速理解和获取所需信息。
最后,建议根据具体的业
务场景和客户需求,适当进行调整和定制报价单的格式和内容。
模具报价单格式--

单价(元)/Unit Price(RMB)
费用计算说明/Descripition
0
金额(元)/Price(RMB) 金额(元)/Price(RMB)
小计(元)/Subtotal(RMB)
0
小计(元)/Subtotal(RMB)
0
金额(元)/Price(RMB) 金额(元)/Price(RMB)
小计(元)/Subtotal(RMB)
0
品牌/Supplier
数量/Number
单价(元)/Unit Price(RMB)
金额 (元)/Price(RMB)
小计(元)/Subtotal(RMB)
0
工时(小时)/Hour 工时(小时)/Hour
单价(元)/Unit Price(RMB) 单价(元)/Unit Price(RMB)
工时(小时)/Hour
电极/Electrode 滑块/Slide 斜顶/Lifter
热处理名称/Item 调质/Tempered 淬火/Hardened 氮化/Nitriding
装配材料费 /Assemly Material
Cost
设计费/Design Cost
加工费/ Manufacturing
Cost
三坐标测量费 CMM Measure
模具供应商报价单
Mold Quotation Form
项目名称 /Programm 联系人 /Attention:
电话/TEL:
模具名称/Mold Specification 尾门下护板
产品大小/Part Size (mm)
外形尺寸/Mold Size (mm)
型腔数量/Cav. 1
产品重量/Part Weight(g)
富士康模具出图及图纸管理要求
富士康模具出图及图纸管理要求一、出图要求(标准格式)所有需打印的图纸均采用“STD”打印格式,各图纸出图要求分述如下: (1).排位图1) 用排位图框(PW2X40;PWA0;PWA1)和排位图标注格式。
2) 表达清楚分型面,主要镶拼结构,流道浇口及模胚类型。
3) 标明唧嘴及顶棍孔双及螺丝的大小及位置。
4) 标明产品定位基准最大外形尺寸,胶位至料边,料底距离,大行位的外围尺寸,前后模料最高尺寸,多个产品出一套模时需表达清楚各产品间距以及顶出最小行程。
5) 标明模胚主要尺寸﹑总高﹑顶出行程以及码模坑位置开框大小及藏呵深度。
6) 标明基角,前模在模胚长度方向的右下角,后模在模胚长度方向的左下角7) 标明弹弓孔大小位置藏入B板深度。
8) 产品定位加□,所有参考尺寸均加( )。
9) 前内模与A板做平,后内模高出B板0.5MM。
10) 细水口模要计算拉杆长度。
11) 产品必须而且只能镜射一次,之后只可旋转移动各复制,不得再镜射,立体视角一定不能镜射。
12) 模具有止口以及要求模胚厂开框的零出止口图和开框图,A4打印。
13) 更新排位,当有下列情况之一者,需及时更新排位:A. 核对模胚材料单.B. 设计部来正式蓝图或改图.C. 设计变更.14) 正式排位发出后,立即出司筒和钢料单。
(2)装配图1) 用装配图图框(ZP2XA0; ZPA0; ZPA1) 和装配图标注格式2) 主要考虑运水﹑撑头等。
3) 表达清楚模具所有结构,必要时采用局部放大剖示图。
4) 浇口要有放大的部示图。
5) 要有明细表。
6) 及时出零件清单。
(3)顶针图1) 用零件图图框(LJA0, A1, A2, A3, A4)和零件图标准格式(LJ, LJJ)。
2) 胶位(产品,流道浇口)部分的线条用149号颜色表示,笔宽0.05。
3) 必须标明基角。
4) 调用AL-LXY工具栏表示顶针。
5) 顶针图应包含所有线割穿丝孔,镶针孔位置大小。
6) 有托顶针要有剖示图表达托位避空尺寸。
模具设计2D标注规范

模具设计2D标注规范1. 引言模具设计2D标注规范是为了规范模具设计图纸中的标注方法和格式,以便于快速准确地理解和解读模具设计图纸。
本文档将详细介绍模具设计2D标注规范的要求和注意事项。
2. 标注要求在进行模具设计2D标注时,应满足以下要求:2.1 标注清晰标注应采用黑色实线,线宽适中,字迹清晰可辨。
避免使用颜色或虚线标注,以免造成混淆和误解。
标注应避免与图形、尺寸或其他标注重叠或遮挡,以确保标注的准确性和清晰度。
2.3 标注位置准确标注应放置在要标注的对象或特征上方或右侧,并与之相连接,以便于理解和解读。
对于曲线或圆弧等特殊形状,标注应尽量居中并与之相切。
2.4 尺寸标注规范尺寸标注应采用下划线连接尺寸线和箭头,标注数字与尺寸线相邻,字体要清晰易读,尺寸整齐排列。
2.5 表面质量标注对于需要标注表面质量的特征,应采用符号标注,如平面、凸台、凹槽等,以便于理解和评估设计要求。
标注应具有明确的意义和明确的指示,避免模糊或含糊不清的标注。
标注应与设计意图相符,并能够指导生产制造操作。
3. 标注格式在进行模具设计2D标注时,应注意以下格式要求:3.1 尺寸标注格式尺寸标注应按照以下格式进行标注:•长度单位: 应在图纸或标题栏中明确指定长度单位,如mm、cm等。
•尺寸线: 采用细实线进行标注,与被标注的对象或特征连接。
•箭头: 采用实心箭头,指向被标注的对象或特征。
•标注数字: 字体要清晰易读,与尺寸线相邻,与箭头保持一定的距离。
3.2 表面质量标注格式表面质量标注应采用以下格式进行标注:•符号标注: 采用几何图形或符号进行标注,如平面采用单横线、凸台采用三角形、凹槽采用双横线等。
•标注位置: 符号标注应与被标注特征相连,并放置在特征之上或之下,以便于理解和解读。
3.3 其他标注格式其他标注应采用以下格式进行标注:•文字标注: 标注应使用清晰易读的字体,并与被标注的对象或特征相连,以指示具体的信息或指导操作。
模具式样书-A0
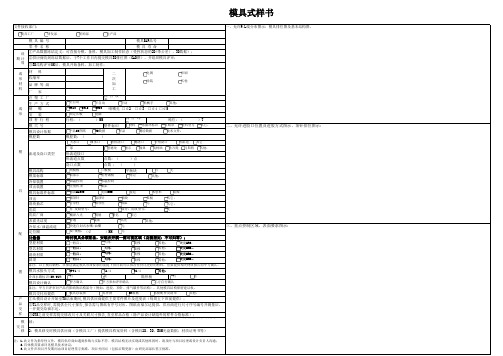
材 料收缩率品 牌 等 级厂 家注 塑 工 厂机 台 设备生 产 方 式喷 嘴安 装顶 杆 行 程机 台 吨位模 穴 号塑件标识模具设计依据模腔数厂家热流道接口热流道点数浇口点数模具结构平衡块模架标准冷却装置顶出装置模具标准件标准顶出滑块抽芯皮纹皮纹厂商表面光洁度冷却水/油温流道定位圈计数器型腔材质型芯材质滑块材质斜顶模具水接头方式冷却水路标识(IN/OUT)模具设计确认模具交付应提供模具式样书零 件 名 称③3D结构评审OK后,模具开始备料、加工制作;成形材料①产品数据冻结定义:可直接分模、备料、模具加工制作状态(受控状态的2D(带公差)、3D数据);一、允许P.L线分布图示:模具排位图及基本结构图。
模具SAP品号 喷嘴孔 □¢2 □¢3 □¢4 □¢5注:1.此文件为指导性文件,模具供应商如遇到参数与实际不符、模具结构无法实现或其他原因时,请及时与项目经理或设计负责人沟通;2.具体模具要求详见模具技术协议;3.此文件在项目开发期间由项目经理签字批准,项目关闭后(包括后期更新)由研发部部长签字批准。
③OTS之前交样需提交修改尺寸及关联尺寸报告,直至样品合格(除产品设计缺陷外的样件合格标准);成形模 具 寿 命吨位:( )T 文件接收部门:设计周期②供应商收到冻结数据后,于7个工作日内提交模具3D排位图(CAD图),并组织模具评审;模 具 编 号模腔数:( )模具移交隔热板①从模具设计开始至T0结束期间,模具供应商提供主要零件照片及进度表(每周五下班前提供);模具配置2:模具移交时模具供应商(含模具工厂)提供模具档案资料(含模具2D、3D、BOM光盘数据;材质证明书等)产品交样行程:( )MM 二次加工1:研发项目主导模具验收,模具验收合格以后,须向模具供应商(含模具工厂)提交验收单,办理模具资产转移手续;备注:以上模具钢材,在保证满足模具寿命要求的前提下供应商可以推荐性价比更好的材料,但要提供相关材质报告给甲方确认。
模具管理规范
模具管理规范一、引言模具是创造工业中不可或者缺的重要工具,对于产品的质量和生产效率起着至关重要的作用。
为了保证模具的安全、有效和高效使用,制定一套模具管理规范是必要的。
本文将详细介绍模具管理的标准格式,包括模具的分类、标识、存放、维护和报废等方面的要求。
二、模具分类1. 按照模具的用途进行分类,包括注塑模具、压铸模具、冲压模具等。
2. 按照模具的结构进行分类,包括单腔模具、多腔模具、复合模具等。
3. 按照模具的材料进行分类,包括钢模具、铝模具、塑料模具等。
三、模具标识1. 每一个模具都应有惟一的标识号码,用于区分和追踪。
2. 标识号码应清晰可见,可以采用刻字、喷码等方式进行标识。
3. 标识号码应记录在模具管理系统中,包括模具的名称、型号、创造商、购买日期等信息。
四、模具存放1. 模具应存放在干燥、通风、无腐蚀性气体的仓库中,避免受潮、腐蚀和变形。
2. 模具应放置在专用的模具架上,避免与其他物品磨擦和损坏。
3. 模具存放区域应进行划分,按照模具的分类和标识号码进行归类存放,方便查找和管理。
五、模具维护1. 模具的维护应定期进行,包括清洁、润滑、防锈等。
2. 清洁时应使用专用的清洗剂,避免使用腐蚀性物质和粗糙的工具。
3. 润滑时应使用适当的润滑剂,避免过多或者不足的润滑,以免影响模具的使用寿命。
4. 防锈时应使用防锈剂进行喷涂或者涂刷,避免模具受潮和生锈。
六、模具报废1. 模具在达到预定的使用寿命后应及时报废,避免继续使用造成产品质量问题。
2. 模具报废时应进行记录,包括报废日期、原因、报废处理方式等信息。
3. 报废的模具应进行封存和标识,避免误用和损坏。
七、模具管理系统1. 建立模具管理系统,实现对模具信息的全面管理和追踪。
2. 模具管理系统应包括模具的基本信息、维护记录、报废记录等功能。
3. 模具管理系统应定期进行数据备份和更新,确保数据的完整和安全。
八、模具培训1. 对模具管理人员进行培训,提高其对模具管理的认识和技能。
模具设计标准规范格式有哪些
模具设计标准规范格式有哪些模具设计标准规范格式是指在模具设计过程中,按照一定的要求和规定所遵循的设计标准和规范的具体格式要求。
以下是一些常见的模具设计标准规范格式:1. 零件图纸格式:(1) 图纸尺寸:常用的尺寸有A0、A1、A2、A3、A4等,要根据实际设计需要选择合适的尺寸。
(2) 图纸布局:零件图纸应根据设计要求合理布局,包括将主要视图放在前面,副视图或断面视图放在后面等。
(3) 标注:零件图纸上应标注重要的尺寸、形位公差、材料等信息。
2. 总图纸格式:(1) 主视图:主视图是模具总图纸上最重要的视图,应包括模具整体结构和主要组成部分。
(2) 副视图:副视图是模具总图纸上的辅助视图,可以包括一些特殊部位或者需要特别强调的部分。
3. 零件图样格式:(1) 图样尺寸:零件图样的尺寸应与零件的实际尺寸相符,图样应包含所有需要加工的细节。
(2) 标注:图样上应标注零件的名称、编号、材料、尺寸、形位公差等信息。
4. 零件加工工艺文件格式:(1) 工艺路线:零件加工工艺文件应包含详细的工艺路线,包括各个加工工序的顺序、所需设备和工具等。
(2) 工艺参数:零件加工工艺文件应包含加工工序所需的各项参数,如切削速度、进给速度、加工深度等。
5. 模具装配图格式:(1) 模具装配图应清晰明了,包括所有模具组成部分的拆装关系。
(2) 标注:模具装配图上应标注模具名称、模具编号、每个组件的名称和编号等信息。
总之,模具设计标准规范格式涵盖了零件图纸格式、总图纸格式、零件图样格式、零部件加工工艺文件格式和模具装配图格式等,旨在确保模具设计的准确性和规范性。
这些格式要求设计者严格按照规定的要求进行设计,以保证模具在实际生产中的性能和质量。
模具技术要求【范本模板】
模具技术要求一.模具材料及热处理要求1.拉延、成形类模具●外板件拉延序凸模、凹模及压边圈使用GGG70L铸铁,淬火硬度HRC50—55;内板件凸模、凹摸及压边圈使用MoCr铸铁,淬火硬度HRC50-55.特殊情况下须渗氮或TD处理(模具图纸会签时确认).●变形剧烈及高强度钢板(抗拉强度≥350MPa)的制件应采用整体镶Cr12MoV;淬火硬度要达到HRC58—62。
●基体采用HT300。
采用键槽与螺栓链接。
●GGG70L铸件厂:天津虹岗或长城精工或经甲方认可的同等铸造品质铸造厂。
2.冲裁类模具●普通板料零件料厚小于或等于1。
2mm的刃口镶块可采用空冷钢(7CrSiMnMoV 或ICD-5),淬火硬度HRC55—60;料厚大于1.2mm的采用Cr12MoV材料,淬火硬度为HRC58~62。
料厚大于等于1。
4mm的镶块采用波浪刃口。
●高强度板的制件采用Cr12MoV材料,淬火硬度为HRC58~62。
●所有凹模镶块、废料刀均采用背托,凹模采用镶块结构,凸模可采用整体结构。
●模具基体采用HT300.3.翻边、整形类模具●中大型模具凹模镶块原则上应采用侧面固定式以便于调整;小型模具可采用整体式结构,料厚大于1.4mm的凹模采用镶块式。
●零件料厚小于或等于1.2mm,材料可选用MoCr/7CrSiMnMoV;零件料厚大于1.2mm 的采用Cr12MoV或与之相当的材料(应取得甲方工艺认可,具体以会签为准)。
●普通板料的制件凸模可采用合金铸铁,表面淬火硬度不低于HRC50;高强度板的制件采用Cr12MoV材料,淬火硬度为HRC58—62;如采用分体或镶块式基座(底板)可采用HT300的材料。
●对于部分易拉毛部位,必要时需进行TD处理。
4.压料(退料)顶出器可采用铸造结构,但应根据其强度要求,决定用铸铁或球铁或铸钢材料(工艺会签时,甲方根据具体结构决定)。
5.其它部件材质及热处理按国家标准执行。
二.模具结构及技术要求1.模具结构1。
模具零部件编号规范

Insert Pin
P101~
06-666p101~102.103
后模镶针
Insert Pin
P201~
06-666p201~202.203
斜顶 顶块
Lifter core blade
C3B01~
06-666C3B01~C3B02.C3B03
行位
Slide
C3A01
06-666C3A01~C3A02.C3A03
模具锁紧块
顶杆司筒扁顶
p501
06-666p501~p502.p503
撑头
Support Pillar
SP
06-666SP
垃圾钉
Garbage Pin
ST
06-666ST
弹簧
spring
SPR
06-666SPR
II3D图形颜色设计:
分模工程师根据模具总装设计,在完成分模图后在3D分模图形上不同用途的部位,分别表示成不同颜色,方便编程工程师根据不同的颜色进行相应部位的编程加工。
名称
英文名称
零件代号
总称例:
面板
Top Clamp Plate
A2
06-666A2
水口推板
Stripper Plate
A1
06-666A1
A板
A Plate
A0
06-666A0
推板
Stripper Plate
B0
06-666B0
B板
B Plate
B1
06-666B1
托板
Support Plate
B2
改动部分的插穿、碰穿位
红色
留有0.05-0.1mm余量进行研配
成型条件标准表标准格式

锁模
1段 2段 3段 4段
±10℃ ±10℃
1段
/ ±10℃ / ±10℃ 2段 3段
/ ±10℃ / / ±10℃ / 4段 开模
注:温度由射嘴至下料口(不含下料
口温度)依次设置
±10℃ ±10℃
/ ±10
℃
/ ±10
℃
/ ±10℃ 注:热流道温度
由左至右设置
/ ±10℃ 。
顶针 进1 进2 退1 退2
速度 ±5% 55 50 35
/
35 25 85
/ 速度 ±5% 速度 ±5% 35 27 20
/
压力 ±5% / 位置 ±10% 230 射胶压力 2550 特殊装置 / 抽芯速度 /
// 30 1.55 切换方式 射座后退 抽芯时间
15 / 位置
/ /
/
/
/
/
80 180 365 /
顶出保持 0.8 熔胶时间
射出标准条件表
年
月
日
部门:
客户
原料
机台名 称: 模号
机台吨位: 周期时间/s
品名
干燥时间/h
模具尺寸
螺杆直径/mm
机种
干燥温度/℃
模穴数
冷却时间/s
锁模力
颜色
毛重/g
净重/g
使用夹具
主
副
主副
顶针确认
有
无
料筒道温度 射嘴
热流道温度1: 热流道温度2:
/ ±10℃ / ±10℃
/ ±10℃ / / ±10℃ /
背压 20 / 20
低压保护时 间
抽芯压力 / 进芯速度
压力 ±5% 压力 ±5%
位置
资料(冲压模具标准)

一.模具制造流程二、模具常用材质:1、钢料(SKD11、G05、DC53、SS41、S45C)2、铸件(FC30、GM241、FCD55、TGC600、ICD-5)三、模具专有名词:1、CAD DATA(2D线架构,3D面形状)2、NC程序(2D及3D加工程序)3、成品图4、工法图(工艺图)5、工程内容:1、BL(下料)2、FO(成形)3、DR(拉延、拉伸)、RDR(再拉伸)4、TR(修边、剪边)5、PI(冲孔)6、RST(再整形)7、FL(翻边)8、BUR(孔翻边)9、SEP(分切)10、CAM(凸轮)11、CAM TR(侧剪)CAM PI(侧冲孔)CAM RST(侧整形)CAM BUR(侧整形)12、SLIT(剪缝)13、CUT(剪切)14、JOG(段阶)15、HEM(压平)四、模具主要结构名称:1、下模(PUNCH)2、上模(DIE)3、押板or活塞(B、H)4、押料板(PAD)5、分块(SECTION DIE)剪边、整形6、发料剪(SCRAP CUTTER)7、凸轮(CAM)驱动块(CAM DRIVER)滑动块(CAM SLIDER)押料板(CAM PSD)8、押条(BEAD)9、导引(上、下模、上模与押料板、下模与押板)GUIDE10、助条(RIB)11、发料槽(SCRAP SHUTE)12、发料盒(SCRAP BOX)13、进、退料支架(LOADING STAY、UNLOADING STAY)14、滚轮(ROLLER)15、顶料机构(LIFTER)16、折边顶料机构(FL LIFTER)17、踢出机构(KICKER)18、镶块(INSERT)19、吊耳(KOOK)→镶入吊耳or插销式吊耳20、平衡垫块(DISTANCE BLOCK)一、DR(拉伸模):一、主要结构:1、下模(PUNCH)2、押板(活塞)押褂环:B.H3、上模(DIE)二、模具设计重点:1、模垫销位置设定(依机械规格)2、导引(上、下导引方式及下模与押板导引方式)3、销槽、定位槽(依机械规格)4、吊耳(上模、下模、押板)5、平衡垫块设置6、素材定位具7、成形到底记号(R/L MARK)8、助条分布(250~350)9、打料装置10、规视孔11、减轻孔12、KEY槽13、基准孔14、模具高度15、送料高度16、进退料支架17、翻转孔三、标准零件部品:1、耐磨板(滑板)2、吊耳3、平衡垫块4、行程螺栓(行程挡块)5、成形至底记号(R/L MARK)四、设计要素:1、成品线、鱼肉造型线2、分模线(下模与押板分模线)3、下料线4、基准线(点)5、座标线6、模具中心线、机械中心线(自行决定)五、DR(拉伸模)设计方针:1、模垫销:○a位置数量须整体考虑其平衡性(B.H)○o行程大小决定○o下模座逃孔2、机械中心之决定3、押板下之模垫销位置须设置“助条”支撑4、平衡垫块数量及位置须平均分布约400~500间隔一个且须有助条支撑(B.H)5、下模与B.H导引方式:○o内导引注意模垫销行程○o外导引6、上、下模导引一般便用导跟方式7、行程定位螺栓设置(4个)8、销槽、定位槽设置(依机械规格)9、吊耳设置(上、下模及B.H)10、KEY槽(上、下模)11、肋条平均分布250~35012、进、退料支架设置工法图之认识:1、表头内容记要2、各工程内容之表示方式平面图、断面图3、进料方向4、加工方向(PRESS行压方向)(一)、构想图内容须表示之项目一、出图比例:1/4二、每张图内之名称须注记(上模or下模平面图or SECA-A……)及图框表格处注记。
模具图上零件明细表的标准化
模具图上零件明细表及物料钉单填写的标准化一、模具图零件明细表的格式及填写方法BOM表采用东江标准格式,根据模具规格书、客户资料、定案评审记录及模具实际设计情况填写;并尽量采用技术部UG二次开发的“BOM表自动生成功能”来完成填写。
从左至右分别填写:零件编序号(ITEM)、零件名称(DESCRIPTION)、数量(QTY)、材料/供应商(MATERIAL/SUPPLIER)、尺寸/牌号(SIZE/CAT.NO.)、备注内容(HEAT TREATMENT)。
1、其中零件编序一般依照以下顺序:模胚组板——成型件——浇注系统相关零件——脱模构件——限位、管位零件——热流道系统相关零件——运水系统相关零件——辅助装置——紧固件。
2、零件的命名零件命名时必须从《模具零件的中英文标准命名》标准中去选取合适的名称,中英文都必须填写正确(国内客户<模号为1字头>);若确实在标准中未有恰当的名称,需要使用超出标准规定的名称,也应该先填写《新增模具零件中英文标准名称申请表》,获得技术部标准化组批准后才可使用。
3、“数量”的填写即为模具中用到此相同零件的准确数量,若要为客户提供备件,则应采用“a+b”的形式。
例:某“下模镶件”在模具中使用到的数量为8个,准备为客户提供2个备用件,其数量应填写为“8+2”。
4、“材料/供应商”栏的填写1)、若零件为非标准件,则应填写所选用的正确的材料代号。
比如钢材类的:S50C、1050、01、738、P20、1.2344、GS2344、2083等。
2)、若零件为标准件,则应填写此标准件的品牌名称。
如:STD、DAIDO、DME、HASCO、MOLDMASTER、RABOUDIN、正钢、司达行等。
3)、若零件为购买某标准件的相同尺寸规格,则应填写为“品牌EQV”的形式。
如:DME EQV、HASCO EQV等。
4)、若此零件为客供,且无从知道其具体材料,则可填写客户公司名称或不填,并在备注栏填写“客供”。
模具报价标准模板
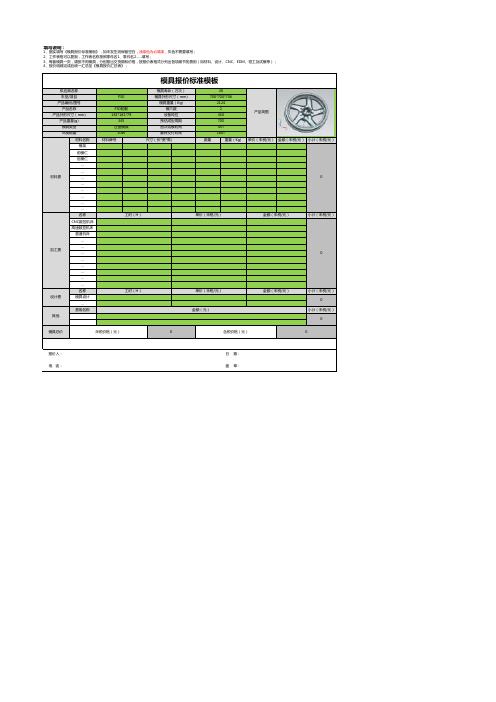
材料名称材料牌号数量重量(Kg)单价(未税/元)金额(未税/元)小计(未税/元)模架
前模仁
后模仁
…
…
…
…
…
…
…
…
名称
小计(未税/元)CNC数控机床
高速数控机床
普通机床
…
…
…
…
…
…
…
…
名称
小计(未税/元)模具设计
…
费用名称
小计(未税/元)报价人:
日 期:电 话:盖 章:金额(元)材料费加工费设计费其他模具总价
0000
未税价格(元)0含税价格(元)0工时(H)单价(未税/元)金额(未税/元)年度纲量
10W 最终交付时间180T 尺寸(长*宽*高)工时(H)单价(未税/元)金额(未税/元)产品简图产品外形尺寸(mm)
181*181*79设备吨位450产品重量(g)
345预估成型周期70S 模具类型
注塑模具首次试模时间45T 车型/项目
F30模具外形尺寸(mm)700*700*706产品编码/图号
模具重量(Kg)2124产品名称
F30轮毂模穴数2填写说明:
1、据实填写《模具报价标准模板》,如未发生则保留空白,浅绿色为必填项,灰色不需要填写;
2、工作表格可以复制,工作表名称按照零件名1、零件名2……填写;
3、每套模具一页,请按不同模具,分别报出交货期和价格,按报价表格式分列出各项细节的费用(如材料、设计、CNC、EDM、钳工及试模等);
4、报价明细完成后统一汇总至《模具报价汇总表》;供应商名称
模具寿命(万次)30模具报价标准模板。
B-0007 文件标准格式及书写规定V-004
文件標准格式及書寫程序生效日期:2021年 6 月 28日批准審查制定1、目的:為了使本公司各項管理文件記錄及資料管理有所依據,使所有單位品質與HSF系統文件之製作撰寫作業具有一致性、標準化,特制定本程序。
2、範圍:所有品質系統與HSF系統有關之管制文件均屬之。
3、權責:3.1、各部門:依品保部文管單位制定的格式制作品質及HSF系統文件,經審核、會簽、核准後,交文管中心統一發行和保存。
3.2、品保部文管單位:負責管制文件之發行、回收、銷毀、存檔、借閱等管制。
4、作業內容:4.1、內容:4.1.1、一、二階文件之格式使用:4.1.1.1、首頁(附件一)4.1.1.2、修訂頁(附件二)4.1.1.3、內容頁(附件三)4.1.2、一、二階文件之架構需包含以下項目:4.1.2.1、目的:敘述編寫此文件之意圖。
4.1.2.2、範圍:敘述此文件適用於組織內之特定人、物、事、地。
4.1.2.3、權責:敘述涉及此檔之相關部門權責之劃分。
4.1.2.4、作業內容:敘述此檔中特殊或專有名詞之意義;敘述特定人員在何種時機或狀況,以何種方式執行某種特定工作,並產生某些記錄、報告,作為實際作業現況之規定、依據;敘述文件中記錄之保存等。
4.1.2.5、相關文件:敘述文件中引用的其他文件及資料。
4.1.2.6、相關表單:敘述文中用到的表單等附件。
4.1.3、文件之書寫規定:4.1.3.1、參考範例如內容頁。
4.1.3.2、第一、二階品質文件統一用A4紙列印,字體統一用標楷體,且大小為12(流程圖中可依據需要自定大小),文件統一使用word軟件。
4.1.3.3、第三、四階品質文件格式不受限制作業,以利于實際運作為原則。
4.1.3.4、文件生效日期以實際發行日期為準。
4.1.3.5、文件之內容頁數不包括修訂頁在內。
4.1.3.6、文件封頁的版次以內容頁中之最新版次為準。
4.1.3.7、文件中述及之參考文件用“【】”標示出來。
4.1.3.8、文件中述及之表單用雙引號標示出來。
模具加工合同书样本格式
模具加工合同书样本格式甲方(委托方):公司名称:地址:联系电话:代表人:## 乙方(加工方):公司名称:地址:联系电话:代表人:## 合同编号:签订日期:### 第一条合同目的本合同旨在明确甲方委托乙方加工特定模具的条款和条件。
### 第二条模具规格与要求1. 模具名称:2. 模具型号:3. 技术要求:4. 数量:5. 交货期限:### 第三条价格及支付方式1. 模具加工费用总额为人民币(¥):2. 支付方式:3. 付款期限:### 第四条质量保证1. 乙方保证所加工的模具符合甲方提供的技术要求和质量标准。
2. 乙方应提供模具质量保证书,保证期限为模具交付之日起一年。
### 第五条交货与验收1. 乙方应按照合同约定的期限完成模具加工并交付甲方。
2. 甲方在收到模具后应进行验收,如有质量问题,应在收到模具后7天内书面通知乙方。
### 第六条违约责任1. 如乙方未能按时交付模具,应按日支付合同总额的千分之五作为违约金。
2. 如甲方未能按时支付加工费用,应按日支付未付款项的千分之五作为违约金。
### 第七条合同变更与解除1. 合同一经签订,双方均不得擅自变更或解除。
2. 如遇不可抗力因素,双方可协商变更或解除合同。
### 第八条争议解决双方因履行本合同所发生的任何争议,应首先通过协商解决;协商不成时,可提交甲方所在地人民法院诉讼解决。
### 第九条其他约定1. 本合同未尽事宜,双方可另行协商解决。
2. 本合同一式两份,甲乙双方各执一份,具有同等法律效力。
### 甲方(盖章):代表人签字:日期:### 乙方(盖章):代表人签字:日期:(此页以下无正文)注:本合同样本仅供参考,具体条款应根据实际情况制定。
模具方案格式

模具方案格式在制造业中,模具是一个非常重要的工具。
它被广泛应用于各种生产线上,从汽车制造到医疗设备制造,从电子设备生产到玩具制造。
为了制造出高质量、高效率的模具,制造商们需要制定一种标准的模具方案格式,以确保所有的模具方案都符合同样的规范和标准。
在本文中,我们将介绍模具方案格式的基本要素,以及如何使用该格式来开发和评估模具方案。
模具方案格式的基本元素模具方案格式通常由一系列标准的组成部分组成,这些部分包括以下元素:1. 产品规范产品规范定义了模具将要生产哪种产品。
它包括产品的尺寸、样式、特征和材料等方面的详细信息。
产品规范是模具方案的核心,因为它直接决定了模具的构造和功能。
2. 模架结构模具方案的第二个重要组成部分是模架结构。
它包括所有模具的组件,如模芯、模板、导孔、顶出机构和冷却系统等。
3. 工艺流程工艺流程是制造模具的一系列步骤,包括设计、加工、组装和测试。
它详细说明了每一步骤的具体要求,并规定了制造过程的所有标准和指南,以确保模具的质量和效率。
4. 材料清单材料清单描述了制造模具所需要的所有材料。
它包括模具的主要材料,如钢和铝合金,以及其他材料,如润滑剂、密封剂和涂层等。
5. 质量控制标准质量控制标准规定了模具在制造过程中需要遵守的所有质量要求和标准。
它包括模具的几何和物理特性的测量和测试,以及模具的性能和寿命的评估。
如何使用模具方案格式制造商可以使用模具方案格式来开发、评估和优化模具设计。
使用模具方案格式有以下优点:1. 提高效率使用模具方案格式可以帮助制造商在制造过程中更加高效和准确地操作。
它可以减少错误和重复操作,缩短项目的开发周期,并提高制造量和质量。
2. 保证质量模具方案格式的标准化实际上是制造模具质量的保证。
它可以确保所有模具都遵循同样的标准和要求,从而实现一致的质量,并提高模具的性能和寿命。
3. 支持决策模具方案格式提供了一个系统的框架,可以帮助制造商做出正确的决策。
它可以帮助制造商评估模具方案的可行性、可靠性和可维护性,并提供有关成本和生产时间的信息。
模具方案格式

模具方案格式引言模具是工业生产中不可或缺的一部分,而模具技术也在不断发展。
模具方案是指根据工件的特性和客户需求,选择合适的加工工艺和设计模具的过程。
制定一个科学、规范的模具方案能够有效提高生产效率和产品质量,减少生产成本。
模具方案格式好的模具方案需要包含以下方面的内容(以文本形式呈现):1.工件零件图纸及技术要求在一份完整的模具方案中,首先应该包含工件的零件图纸和技术要求。
工件的图纸应该包括外观尺寸、基准尺寸等信息,技术要求应该包括加工工艺、精度要求等。
2.模具结构图模具结构图应该详细描述模具的结构和组成部件。
包括上模、下模、侧板、压痕板、精修模等部件。
3.模具设计图和技术要求模具设计图应该详细描述模具的设计,包括模具的加工准备、制作过程、零件拼装等。
在设计阶段,还应该确定模具的技术要求,包括材料、热处理要求等。
4.加工工艺卡加工工艺卡是对整个模具制作过程进行规范管理的重要工具。
加工工艺卡应该按照制作工艺流程,明确每个环节的加工工序、设备要求和质量控制要求。
5.模具零件检验记录在模具制作的各个环节,需要对零件进行严格的检验和测试,保证零件质量符合要求。
模具零件检验记录需要详细记录每个零件的检验过程、结果和结论。
6.模具整体检验记录模具整体检验需要对制作完成后的模具进行全面的检测。
记录每个零部件的加工精度和装配精度,检验结果要符合技术要求。
结论模具方案的制定对于保证模具的质量和生产效率有着重要的作用。
一个好的模具方案不仅需要各个方面的要求都得到满足,而且还需要注重每个细节,保证每个零件的质量都得到保证,从而保证最终的产品质量。
模具方案格式

模具方案格式模具设计是机械制造行业中非常重要的部分,其设计质量和生产成本对整个企业的效益都有着重要的影响。
制定规范的模具方案格式不仅有助于提升设计效率,而且可以有效地保证模具设计的质量。
在实际的工作中,模具方案格式是非常重要的工具,下面将介绍一些常见的模具方案格式。
1.模具方案格式的定义模具方案格式是指在模具设计过程中用于规范化模具设计方案的一种文件格式。
模具方案格式通常包括以下几个方面的内容:•产品结构图•零部件图•零件避让控制图•工装夹具设计图•钢材规格表•工艺卡•模具装配图•模具放样尺寸表•其他相关设计文件以上内容需要根据具体情况进行适当的调整。
2. 模具方案格式的要求为了保证模具方案的质量和设计效率,模具方案格式需要满足以下要求:2.1 易于阅读和理解模具方案格式应该能够清晰地表达设计方案的内容,使所有相关人员容易理解。
在设计中需要注意排版、字体大小、图表和文字的颜色等方面,使得方案具有良好的可读性。
2.2 适用于不同的模具种类不同类型的模具有不同的特点和要求,在设计模具方案格式时应该考虑到不同类型模具的不同要求,以便可以适应不同类型的模具的设计需求。
2.3 具有可维护性模具方案格式需要易于维护和更新,以便能够随时对模具方案进行调整和优化。
2.4 能够满足生产和制造需求模具方案格式应该能够满足相应模具的生产和制造需求,使得设计出来的模具可以方便地进行加工和生产。
3. 模具方案格式的实现实现模具方案格式需要注意以下几个方面:3.1 图表设计在设计中需要考虑到图表的大小、位置、字体和颜色,以及图例的设计,从而使得图表具备良好的可读性和说明性。
3.2 格式规范模具方案的格式需要符合设计规范,方便后续的维护和管理。
除此之外还需要注意标注、符号和单位等要求。
3.3 文件命名规范设计后需要将模具方案保存为相应的文件格式,需要注意文件命名规范,以方便后续的查找和管理。
4. 结语模具方案格式是模具设计中非常重要的一部分,设计出符合规范的模具方案不仅能够提升设计效率和保证设计质量,而且还可以为后续的生产和制造提供必要的参考。
模具加工合同范本格式
模具加工合同范本格式甲方(定作方):公司名称:______________________法定代表人:____________________地址:______________________联系方式:____________________乙方(承揽方):公司名称:______________________法定代表人:____________________地址:______________________联系方式:____________________一、模具基本信息1. 模具名称:______________________2. 模具规格:______________________3. 模具材质:______________________4. 模具数量:______________________5. 模具用途:______________________二、模具加工要求及技术标准1. 乙方应按照甲方提供的模具设计图纸及技术要求进行加工,确保模具的质量和性能符合甲方的要求。
2. 模具的加工工艺和技术标准应符合国家及行业相关标准,如无相关标准,则应按照双方商定的标准执行。
3. 乙方应在模具加工过程中严格控制质量,进行必要的检验和测试,确保模具的各项指标符合要求。
如甲方需要,乙方应提供相应的检验报告和测试数据。
三、模具加工期限及交付地点1. 模具加工期限为自合同签订之日起______个工作日内完成。
如因甲方原因或不可抗力因素导致工期延误,工期相应顺延。
2. 乙方应在模具加工完成后______个工作日内通知甲方进行验收,甲方应在接到通知后的______个工作日内组织验收。
如甲方逾期未进行验收,则视为模具验收合格。
3. 模具交付地点为甲方指定的地点(详细地址:______________________)。
四、模具价格及付款方式1. 模具总价款为人民币______元(大写:______________________元整),此价格包含模具的设计、加工、材料、运输及税费等一切费用。
模具方案格式

模具方案格式模具是制造工业产品的重要设备之一,是生产过程中不可或缺的组成部分。
为了能够顺利地进行模具设计和生产,就需要制定一套科学合理的模具方案格式。
本文将介绍常见的模具方案格式,供读者参考。
一、方案名称每个模具方案都应该有一个唯一的名称,以便于标识和识别。
方案名称使用简短有意义的词语进行命名,可以包括产品名称、模具类型、用途和版本号等信息,例如“汽车仪表盘注塑模具V1.0”。
二、方案概述模具方案的概述应包括模具的基本信息、设计要求、生产工艺等内容。
其中,模具的基本信息包括模具的类型、规格、加工精度等;设计要求主要是针对产品的材质、外形、尺寸、表面要求等进行描述;而生产工艺则包括模具的加工过程、加工方法等。
三、模具图纸模具图纸是模具设计中最重要的部分,是模具设计师进行模型绘制、分析和优化的基础。
模具图纸包括整体模型图、结构零件图、侧向和底部图等。
每一份图纸都应该有清晰明了的标注和图例,并应该考虑生产工艺的影响,确保模具的质量和使用寿命。
四、材料清单材料清单是模具制造中必不可少的一环。
在制定模具方案时,需要列出所需材料的种类、规格、用途和数量等信息。
材料清单的清晰明了,直接影响到模具的成本、质量和生产周期等因素。
五、零件清单零件清单是模具制造中对于细节问题的一个重要考虑,其包括标准件和非标准件两部分。
标准件包括螺纹、钢珠、弹簧等常用零件,而非标准件则包括纹路板、冷却水口等需要特殊定制的零部件。
零件清单对于模具的质量和生产周期起着很大的影响。
六、制造工艺制造工艺是模具制造过程中的关键环节,它是指生产模具所需的具体步骤、工具、材料和设备等。
制造工艺应该清楚详细地描述模架的制作、铣削、电极加工、钳工加工等具体工艺和操作规程,以确保模具质量和生产周期的优化。
七、质量验收质量验收是模具生产过程中不可避免的一环,其主要目的是确保模具的质量和精度达到设计要求。
质量验收程序一般包括外观检查、测量、试模和性能试验等,每个环节都应该有详细的记录和标准要求,以支持质量控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
深圳欧菲光科技股份有限公司
.线路刀模有上线刀模和下线刀模(若先镭射听筒孔及FPC开槽,则可共用),外形在实际线路尺寸基础上单边内缩0.05(下料图尺寸不变,用以防止模具冲出来尺寸偏大),上下线都要镜像开模,定位针和菲林上的银胶孔要一致,定位孔左右各三个,如有听筒或按键孔的情况,距离外形要
上才可一起冲切;如果小于5mm的孔先用镭射,再开外形刀模冲切。
具体要求:底板为15.8mm的铝板,雕刻刀模,钢板厚度8MM,刀高1.5MM,内直外斜
4补强双面胶刀模一般以正视图开模,如果有撕手需要低刀则以背视图开模,外形内缩
孔或视窗需要在面版上外扩0.5mm以上。
模具要求同底胶刀模。
5.面版OCA刀模直接以镭射图档镜像开即可,但如果有通气槽或类似的开槽则不能开模,具体要求:底板为木板(厚度22mm),材质为日本镜面刀,刀高23.8,定位线刀高
8.面版刀模:未做验证,暂不加入规范。