现场验收测试(SAT)检验表
设备的FAT、SAT 管理规程

设备FAT、SAT管理规程1. 目的:检查整个设备是否达到合同、用户需求(URS)的要求,对设备的功能、性能进行全面的试验和测试,使整个设备运行正常,能达到预期的要求。
2. 适用范围:适用于直接影响系统的设备和需要验收测试的设备。
3. 责任者:质量管理部、设备工程部、生产运行部或设备使用部门的相关技术人员对本规程的实施负责。
4. 程序:4.1 术语和定义4.1.1验收测试:包括FAT(工厂验收测试)和SAT(现场验收测试)。
4.1.2供应商:设备或自动化系统的制造商或分包商。
4.1.3 FAT(工厂验收测试):FAT是factory acceptance test的英文缩写,FAT是用来验证供应商提供的设备及其配套系统是否符合技术要求而开展的一系列活动。
FAT主要由供应商实施,客户监督,如个别项目的FAT客户自己进行测试时,按规定必须事先在合同中说明。
4.1.4 SA T(现场验收测试):SAT是site acceptance test的英文缩写,SAT用来验证不同供应商提供的设备的安装是否符合应用规范和安装指南要求而开展的一系列活动。
SAT测试在相关的硬件/软件部件已运抵现场并正确安装完毕后进行。
4.2 验收测试的职责4.2.1供应商职责:提供FAT、SAT文件,如合同中不提供测试方案,应当由客户自己提供方案;提供用于检测、维护测量试验和记录等必要的设备;FAT中提供全部场地设施及模拟的现场环境、负责设备的安装和调试;负责设备的安装和调试。
4.2.2本公司职责4.2.2.1 SAT中提供设备使用现场环境,参与设备的安装和调试。
4.2.2.2设备工程部职责提供测试方案(如合同中制造商不提供测试方案);审核验收测试方案;负责技术资料的收集、设备验收测试过程中根据技术资料要求进行检查;负责设备验收测试过程中设备配置检查、外观、结构、材质检查及运行检查等。
4.2.2.3 质量管理部职责审核/批准验收测试方案;参与FA T/SAT的全过程,对测试的具体实施进行监督、检查、并确认;参与FA T/SAT过程中偏差调查与处理,及变更实施过程。
FAT,SAT,DQ,IQ,OQ,PQ
FAT,SAT,DQ,IQ,OQ,PQ:这是项目实施过程中的不同阶段。
FAT:单个产品设备在工厂做好了,等待发货前,进行的验收SAT: 设备在现场安装好后,进行的验收SIT: 对由所有设备联合起来组成的系统进行实验,看是否达到要求。
还要通过系统试运行一段时间后才最终结束。
工厂验收测试(FAT)规范工厂验收(FAT)FAT包括指定的系统功能测试、稳定性测试、可用性测试。
FAT按双方在设计联络会上确定的时间进行。
1、在FAT时,卖方应提供用于检测、维护测量试验和记录等必要的设备。
2、FAT时,卖方应提供全部场地设施及模拟的现场环境。
3、卖方负责系统的安装和调试。
4、买卖双方均应派有经验的工程师参与FAT。
一、系统功能测试按照本功能规范书指定的方式接入系统的各设备,运转操作应正常;整个系统正常运行,系统测试用卖方为本工程开发的全部软件进行。
1、系统在本功能规范书规定的环境条件下正常持续工作。
2、测试所有人机接口的功能。
3、测试所有软硬件支持平台的功能及所有电力市场应用功能。
4、测试系统中所有故障(硬、软)切换功能(手动与自动)5、测试所有事件、报警功能。
6、测试所有诊断程序。
二、稳定性测试为考验系统稳定性,要进行系统连续运转72小时的稳定性测试。
在测试的72小时内,不得对系统外设进行机械或电气调整及软件调整,除非经过买方特许。
在此期间若设备/部件发生故障,可用备品备件予以恢复,但必须重作72小时稳定性试验;若测试因系统应用功能故障而中断(不包括系统做故障切换),也必须重作72小时的稳定性试验。
在稳定性试验时应不影响用户的正常操作,除非操作会对正在进行测试的系统正常运行产生影响。
此期间还应对CPU负荷、网络负荷进行测试,对画面响应时间和操作响应时间进行测试。
三、测试成功的标准:1、所有功能和技术指标应满足招标文件的要求。
2、在连续72小时稳定性试验内,不允许故障自动切换,且各主机均不能发生系统崩溃。
3、不丢失信息或数据。
现场验收测试(SAT)检验表格模板
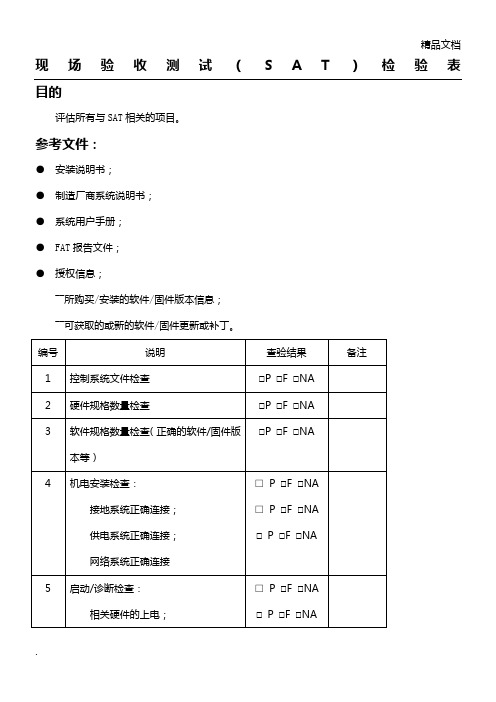
现场验收测试(S A T)检验表目的
评估所有与SAT相关的项目。
参考文件:
●安装说明书;
●制造厂商系统说明书;
●系统用户手册;
●FAT报告文件;
●授权信息;
――所购买/安装的软件/固件版本信息;
――可获取的或新的软件/固件更新或补丁。
注释:
不一致之处记录在不符合项表中,按启动会议确定的协议分类和处理。
P----合格
F----不合格
NA----不适用
签名:日期:
SAT不符合项表
参与者:
任何未完成的工作或者不符合项都应被记录在SAT不符合项表中,并按照如下类型被分类:a)当场整改,然后继续进行SAT;
b)在SAT过程中同时进行整改;
c)需再次进行SAT;
d)在SAT完成之后进行整改。
注:。
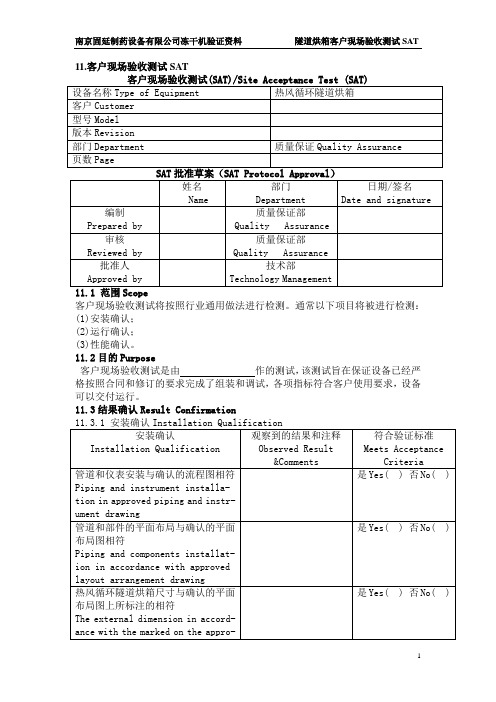
11.客户现场验收测试SAT(烘箱)
(3)性能确认。
11.2目的Purpose
客户现场验收测试是由作的测试,该测试旨在保证设备已经严格按照合同和修订的要求完成了组装和调试,各项指标符合客户使用要求,设备可以交付运行。
11.3结果确认Result Confirmation
总体结论
General Conclusion
符合验证标准
Meets Acceptance Criteria
设备符合合同要求,可以交付运行
In line with the contractual agree-
ment.The equipment can be accepted
for start-up.
风门提升机构运行正常
是Yes( ) 否No( )
最大最小机构运行正常
是Yes( ) 否No( )
控制系统运行正常
是Yes( ) 否No( )
11.3.3性能确认Performance Qualification
性能确认
Performance Qualification
观察到的结果和注释
Observed Result &Comments
是Yes( ) 否No( )
热风循环隧道烘箱尺寸与确认的平面布局图上所标注的相符
The external dimension in accord-
ance with the marked on theappro-
vedlayoutarrangementdrawing
是Yes( ) 否No( )
电路接线与确认的电器接线图相符
11.客户现场验收测试SAT
客户现场验收测试(SAT)/Site Acceptance Test (SAT)
传递窗URS
Requirement Specification 用户需求说明书当前版本号:01设备名称:传递窗设备型号:数量:编制人:编制日期:设备名称:传递窗Equipment Name:制造商:Manufacturer:当前版本号:03文件编号:Document Number:第2页共10 页此表用于在本文件执行前的审核和批准;审核/批准部门/人员签字日期审核批准设备名称:传递窗Equipment Name:制造商:Manufacturer:当前版本号:03文件编号:Document Number:第3页共10 页目录1.总说明 (4)2.卖方的责任 (4)2.1 卖方的供货范围 (4)2.2 卖方的工作范围 (4)3. 供货界限 (4)4. 安装位置 (4)5. 性能参数 (4)6. 技术参数详述 (5)6.1 依据的标准和规范 (5)6.2 工作原理 (5)6.3 技术参数详述 (5)7. 电气设备 (6)8. 原材料、零部件和控制系统的可追溯性 (7)9. FAT工厂内验收测试 (7)9.1 FAT工作范围: (7)9.2确认及测试(包括但不限于以下内容)........................................................................................ (7)10. 包装、运输 (7)10.1 运输的准备 (7)10.2 运输 (7)11. SAT用户现场调试验收测试(包括但不限于) (7)11.1 测试和检查 (8)11.2 验证(所有验证项目由双方共同参与全过程,双方最后在验证文件上签字确认) (8)12. 文件资料 (8)12.1 文件格式 (8)12.2 提供文件的时间(进度)表 (9)13. 质量保证和责任 (9)14.售后服务和培训 (9)设备名称:传递窗Equipment Name:制造商:Manufacturer:当前版本号:03文件编号:Document Number:第4页共10 页1、总说明本文件的目的是制定xxx采购不锈钢传递窗的设计、生产、安装、测试和供应的要求。
SAT
神华煤直接液化项目—煤液化41601873(UCR1-03)PKS系统SAT测试步骤与测试报告文件号:41601873 No-600-R0版本号:0错误!未找到引用源。
Copyright StatementThis document contains valuable confidential and proprietary information and is subject to any confidentiality or non-disclosure agreements between Honeywell and its Business Partners involved software development资料递交记录版本递交日期递交方接收方和接收人备注A 2007-1-16 Honeywell资料的更改记录版本更改日期更改人更改概要本文件由Honeywell完成并提供给神华、SEI,各方审定并确认后,作为现场验收的执行文件。
此文件所涉及的信息及相关内容的部分或全部未经任何一方同意,不得仿造,出版或泄露给第三方。
各方只可用纸面形式在内部拷贝或散发,除用于软件备份之唯一目的外的任何其它形式将被禁止使用。
目录1前言 (5)1.1目的 (5)1.2 SA T测试整体说明 (5)1.2.1工厂验收测试(IFAT)已完成内容 (5)1.2.2SAT的准备工作 (5)1.2.3实施SAT (6)1.3 范围 (6)1.4缩写 (6)1.5 依据文件 (7)2现场验收测试实施规则 (8)3现场验收准备及验收内容 (9)3.1现场开箱 (9)3.2现场安装和安装指导 (9)3.2.1机柜 (9)3.2.2操作台、打印机台及辅操台 (9)3.2.3电缆/电缆槽 (9)3.3系统上电前检查和系统搭建 (10)3.3.1控制室环境情况 (10)3.3.2电源 (10)3.3.3 接地 (10)3.3系统上电及软件下装 (12)3.4 现场验收 (13)3.4.1确认IFAT后待解决问题的完成情况 (13)3.4.2SAT实施 (15)4SAT问题解决方案 (16)5SAT验收报告 (17)5.1遗留问题清单 (PUNCH LIST) (17)5.2 SA T期间的变更清单(WISH LIST) (18)5.3 SA T测试验收报告 (19)6附件 (20)附件一: 参加人员名单表 (20)附件二: 开箱报告............................................................................................................ 错误!未定义书签。
工厂验收fat和sat的含义
工厂验收 FAT 和 SAT 的含义工厂验收(Factory Acceptance Test,FAT)和现场验收(Site Acceptance Test,SAT)是在工程领域中常见的术语,用于确保设备在制造商及用户之间达成一致的验收标准,保证设备能够正常、安全、可靠地运行。
工厂验收(FAT)工厂验收是制造商在设备制造结束后进行的测试和确认程序。
在进行工厂验收之前,制造商通常会按照用户提供的技术规格书进行设备的制造和调试,以满足用户的需求和要求。
在工厂验收阶段,用户代表将到制造商的工厂进行现场检查和验收,以确认设备是否符合订单要求和规格。
通常,工厂验收将包括一系列测试、检查和演示过程,以确保设备的功能是否正常、性能是否稳定、安全性是否达标。
只有在用户代表确认设备通过了工厂验收,并且符合所有验收标准后,设备才会被发运到用户现场进行安装和调试。
现场验收(SAT)现场验收是在设备安装到用户现场后进行的验收程序。
在设备成功运抵用户现场后,用户代表将对设备进行现场检查和测试,以确保设备在实际使用环境中的性能和功能符合预期。
现场验收通常包括对设备的机械结构、电气接线、程序设定等方面的检查,以验证设备能否正确安装、联通、运行。
在现场验收过程中,用户代表还可能对设备进行不同工况下的测试,以确认设备能够满足用户的实际需求。
工厂验收与现场验收的关系工厂验收和现场验收是一个互补的过程。
工厂验收主要是在设备制造完成后,制造商和用户之间对设备是否按照订单要求制造、是否符合技术规格进行确认;而现场验收则是在设备安装到用户现场后,进一步验证设备是否能够在实际环境中正常运行并满足用户需求。
工厂验收主要侧重于设备的制造质量和性能,而现场验收则更关注设备在实际使用环境下的可靠性和稳定性。
综上所述,工厂验收(FAT)和现场验收(SAT)在设备交付和安装调试过程中起着至关重要的作用,通过这两个阶段的验收程序能够确保设备能够顺利运行并满足用户的需求。
工地试验室现场检查验收表(附件3)

1
组织机构设置
5分
授权负责 人
8分
2
人 检测员 员 配 配置数量 置
6分 4分
人员档案
2分
3
仪器设备配备
5分
4
环境条件
15分
5
管理体系 管 运行情况 理 情 况 标准配备 情况
10分
5分
1.试验室布局合理;仪器设备拜访合理整齐;环境整洁干净;不符合要求每项扣2分 。 1.1 合理设置检测室。隧道工程应加设置石料室,路面工程应加设置沥青及沥青混合 料室、杂物或闲置仪器可设置储藏室等。 1.2 检测室内根据功能划分,合理摆放仪器设备,保证一定操作空间和距离。 1.3 按照试验检测工作流程,同一试验检测项目或参数使用的仪器应就近摆放在同一 或相邻检测室。 1.4 各检测室使用面积合理,具体面积可参考标准化建设指南。如根据工程量大小合 理设置标养室面积。 1.5 各检测室整洁干净,特别注意外业检测室、留样室和储藏室。 2.仪器设备安装、环境条件满足检测要求;安全防护措施完善;不符合要求每处扣1 分。 2.1 各检测室上下水应满足试验检测要求,水泥混凝土室应设泄水槽、外设沉淀池。 2.2 水泥振实台、跳桌基座应符合规范规程要求。 2.3 压力机、万能材料机等大型力学设备应安装安全防护网,防护措施安全固定结实 且保证试验操作方便。 2.4 标养室内感应器放置合理。 2.5 煮沸箱、高温炉放置应注意对检测室环境的影响。 2.6 精密天平注意防尘防潮防振动。 2.7 试验过程中使用或产生有毒有害物质的检测室,如化学室、沥青室、沥青混合料 室等,应采用合理有效的通风设施。 3.对温湿度有要求的检测室或仪器有水泥室、标准养生室、力学室、砼成型室、集料 室、比表面积仪(湿度)、砂的比表面积(配备恒温水浴)、针入度(配置恒温水 浴)等。若未配备温湿度监控或记录,每处扣1分。 1.有母体受控的管理手册和程序文件,无扣2分; 2.母体对工地试验室检查验收相关文件、记录齐全完整,整改闭合,不符合要求扣4 分; 3.工地试验室按母体管理体系要求,对设备安装、环境检查验收,相关记录齐全完 整,整改闭合,不符合要求扣4分; 4.人员了解运行管理要求并按要求落实,不符合要求扣2分。 1.与本项目试验检查工作有关的标准规范规程收集齐全且受控;不齐全按缺失比例扣 分。 2.采用无效的标准、规范及桂城的,每项扣2分; 3.建立标准文件受控及借阅记录清单,无扣1分;
设备确认

四 流程说明
2.验证主计划(Validation Master Plan ,VMP) ●定义:建立整个项目验证计划·作为项目进行人员安排和技术规划的指南
概括了项目周期中验证的总方针和方法,并对验证的每个阶段提 出了要求
四 流程说明
3.设计确认(Design Qualification,DQ) ●定义:通过有文件记录的方式证明设备设计适用于预期用途,用数据证
明设计结果满足用户需求 ●内容:对设备选型·技术参数·图纸(来源·依据)等进行审查
设备是否符合产品的生产工艺·校准·维修·保养·清洗等要求
举例:多功能自动胶塞清洗机 3.1 设备功能和技术特点的确认
3.2 设备技术性能参数的确认 3.3 设备主要材质和光洁度的确认
3.4 设备部件和配置确认 3.5 工艺流程图的确认
三 发起时机
3.1由年度验证总计划规定而发起 3.2因偏差的发生,根据偏差处理的要求而发起 3.3因变更的发生,根据变更处理的要求而发起;包括因新设备的采购而引
发的变更
四 流程
→1.用户需求标准URS
→2.验证主计划VMP
→3.设计确认DQ
→4.工厂验收测试FAT/现场验收测试SAT
设备确认
→5.安装确认IQ →ห้องสมุดไป่ตู้.运行确认OQ
●内容:参考的文件(法律法规,行规,公司手册等) 设备描述(功能·结构·性能·原理·材质·安装区域等) 通用需求(清洁消毒·灭菌·维修·维护·文件证书·验证·培
训·技术支持,环境健康安全等)
胶塞清洗机 符合GMP要求 功能:清洗胶塞 原理:真空脱泡,汽水冲击 材质:316不锈钢 尺寸大小:3000*1800*2000mm 灭菌:热循环风灭菌干燥
ioq引用sat报告
ioq引用sat报告
在医疗设备和制药行业,IOQ(Installation Qualification,设备安装确认)是确保设备正确安装、运行和满足规定标准的验证步骤之一。
SAT(Site Acceptance Test,现场验收测试)则是验证设备在实际使用场地是否满足特定需求和规格的测试。
当需要引用SAT报告时,通常需要遵循一定的格式和流程。
以下是引用SAT报告的一般步骤:
1.提供报告的完整引用:
-在文档的适当位置提供SAT报告的完整引用,包括报告的标题、作者、出版日期等信息。
2.引用格式:
-根据你所使用的引用风格,如APA、MLA、Chicago等,提供符合规范的引用格式。
3.报告编号:
-如果SAT报告有编号,确保在引用中包含报告编号,以便读者可以准确地检索相关信息。
4.提及关键信息:
-在引用中提及报告中的关键信息,如测试的设备、测试日期、测试环境等。
示例(以APA风格为例):
```
作者姓氏,作者名字.(报告年份).报告标题.公司名称.报告编号.
```
例如:
```
Smith,John.(2023).Site Acceptance Test for XYZ Equipment.ABC Pharmaceuticals.SAT-2023-123.
```
请根据你的具体情况和文档的要求进行适当的调整。
确保引用提供足够的信息,以便读者可以查找到原始的SAT报告并了解详细信息。
自控项目FAT、SAT、SIT验收测试流程
自控项目FAT、SAT、SIT验收测试流程目前过程控制领域有这样一个现象,工程项目的周期被要求压缩的越来越短,同时,自控系统却由于需求上升、安全上升等各种原因越来越复杂,所以,了解过程工业自动化系统测试验收流程,有助于帮助用户、承包商和分包商理清各自承担的责任和义务,就总目标达成共识,昌晖仪表就过程工业自动化系统FAT、SAT、SIT验收测试流程,进行简单汇总介绍,帮助仪表人做好自控系统的测试验收工作。
学习之前,大家先了解FAT/SAT/SIT的定义:出厂验收测试factory acceptance test(FAT)定义:用来验证供应商提供的系统及其配套系统是否符合技术规范要求而开展的一系列活动。
现场验收测试site acceptance test(SAT)定义:用来验证不同供应商提供的系统的安装是否符合应用規范和安装指南要求而开展的一系列活动。
现场综合测试site integration test(SIT)定义:用来验证不同的系统是否巳整合成为一个完整的系统,并且所有部件已按要求正常协同工作而开展的一系列活动。
出厂验收测试FAT验收流程一、出厂验收测试前置条件1、完成硬件集成;2、完成软件编制;3、供应商应完成所有的内部测试,并提供可供复査的测试报吿;4、各方准备好所有相关文件,例如:业主/总承包商通常要准备的文件各种规范;各种巳签协议;功能规划;因果图;顺序功能图;操作画面及其相关文本;控制说明;仪表索引,例如:位号、说明文本、输入/输出类型、量程、单位;报警信息列表,例如:位号、报警类型、分类原则(优先级、工厂区域);设定值、控制、作用和安全说明;联锁清单,例如:每个传感器/执行器、软件和硬件的联锁;供应商通常要准备的文件系统文件;使用手册、系统数据资料、证书;系统设计说明;硬件设计说明;接口说明;I/O清单和位号命名约定;操作画面打印清册;组态打印清册;内部测试报告;典型回路移交清单(分为硬件、软件、应用软件和许可权);测试计划。
纯水系统现场验收测试SAT
方案批准Approval for Protocol目录SUMMARY1 目的PURPOSE (2)2 责任RESPONSIBILITIES (2)3 相关资料RELATED DOCUMENTATION (2)4 技术参数TECHNICAL PARAMETERS (2)5 系统功能描述INTRODUCTION SYSTEM CONSTRUCTION (3)6 测试列表FAT PROTOCOL ACTIVITIES (4)7 现场验收测试方案内容 SAT PROTOCOL ACTIVITIES (4)7.1文件和图纸的确认Verification of document and diagram (4)7.2 部件确认Verification of components:physical inspection of the design (10)7.3公用设施确认Verification of services, fluids and energies and so on (10)7.4电器连接确认Electric connection qualification (13)7.5运行测试Operation tests (13)7.6现场验收测试报告SAT REPORT (29)附1偏差单ANNEX 1 Non conformity List (32)1 目的PURPOSESAT协议书的目的是为了描述当纯化水生产系统接近完成时,通过测试来了解客户的设备。
最根本的目的是在活动开始时做一个系统的资格预审,以保证进行IO和OQ测试时可以检测出最小的故障。
此项测试须经WEMAC和客户双方同意,以满足双方具体的需求。
The purpose of the SAT protocol is describing the tests to be realised at customer facilities when the installation of MULTI-EFFECT WATER DISTILLER nears completion. The main objective is make a pre qualification of the system during the start up activity in order to have the security that minimal incidences could be detected during IQ and OQ activities.The test must be agreed between customer and Wemac in order to establish exactly the expectative of both parts.2 责任RESPONSIBILITIES山东精鹰负责编辑工厂验收测试方案并向客户提交进行确认;ABC制药有限公司在执行前审核和批准本方案。
关于FAT及SAT
工厂验收试验(FAT)、现场验收试验(SAT)和现场集成试验(SIT)3.1工厂验收试验(FAT)供方在做完工厂内部测试后,应以书面形式通知业主,业主及其代表将根据需要参加并监督有关仪表、自控设备和控制系统的工厂验收试验,仪表、自控设备和控制系统的最终工厂测试通常应包括以下方面的内容:外观检查;λ尺寸检查;λ材料测试;λ功能测试;λ性能测试;λ压力试验等。
λ3.2.1外观检查外观检查是查看仪表和自控设备及其附件外表面有无凹痕、划痕,组装连接和焊接有无缺陷,玻璃和垫圈/片有无破损及裂纹,会影响计量过程的沉积物是否存在,机械加工的部件是否完整,指示部件如刻度盘是否干净、字迹是否清晰,螺栓及要求的其它零部件、配件是否短缺等。
同时检查仪表和自控设备及其附属件是否同供方产品样本说明和合同阐明的一致。
3.2.2 尺寸检查所有仪表和自控设备及连接部件、附属件的位置、形式、尺寸,设备外壳、箱体、指示盘的形状和尺寸,连接法兰的形式、尺寸等都应进行检查。
3.2.3 材料测试该试验是确定所提供的仪表和自控设备的材料是否满足本规格书及相对应的产品专用技术规格书和数据表中对材料的要求。
仪表和自控设备的防腐油漆应做均匀度检查,看其是否分布均匀、有无碎裂以及是否平滑。
在对油漆进行轻微敲打时,油漆应不会从仪表、自控设备表面剥落。
该油漆应完全适用于仪表和自控设备安装所在地气候及环境条件的腐蚀类型。
供方应针对本工程输送介质和安装环境的特点对仪表和自控设备所使用的材料进行试验,试验内容应包括:抗腐蚀性(测量介质的腐蚀);λ抗冲刷;λ耐压;λ抗低温;λ抗侵蚀(雨水、湿气、霜冻、风暴、沙尘)等。
λ供货商应对正确使用材料以及材料的质量负全部责任。
3.2.4 性能测试仪表及自控设备的性能测试主要包含以下方面的内容:准确度;λ灵敏度;λλ重复性;λ滞后性;λ线性度;λ作用时间(动作次数);λ启动顺序;λ过载等。
这些测试值和上述性能参数应明确标注在正式的检查测试报告中。
出厂、现场验收表格

现场设备调试报告产品名称产品编号试验介质介质温度入口压力出口压力环境温度调试日期调试内容○电动球阀开启关闭○整体气密试验○安全放散○计量系统○电气系统○仪表系统○汇管排污平衡管线○调压系统○过滤系统调试结果电气系统阀门开启关闭仪器仪表系统气密试验整体调试结果:经现场调试及验收,整体撬装设备符合设计要求。
满足安全运行要求,可以投入生产运行。
现场检验:单位名称:产品制造方:单位名称:日期:现场产品验收合格、交货证明书产品名称产品编号调试日期运行日期验收项目验收记录验收结论产品是否符合设计要求产品竣工资料文件及备用件是否提交产品设备是否运行正常产品气密性试验是否合格产品是否进行操作及培训综合验收结论参加验收单位现场检验参加人员产品制造方负责人:年月日负责人:年月日负责人:年月日出厂设备验收单设备名称产品编号验收时间执行标准:GB27791-2011《城镇燃气调压箱》验收项目验收标准、方法、合格标准验收记录焊接外观检查需补充管道焊缝的位置应符合下列规定:1、直管段上两对接焊口中心面间的距离,当公称尺寸大于或等于150mm 时,不应小于150mm;当公称尺寸小于l50mm 时,不应小于管子外径,且不应小于100mm。
2、除采用定型弯头外,管道焊缝的中心与弯管起弯点的距离不应小于管子外径,且不应小于100mm。
强度试验1、水作为介质试验压力应为设计压力的1.5倍。
用水作为介质试验后应吹干并做好防腐处理。
()2、压缩空气或惰性气体作为介质试验压力应为设计压力的1.15倍且不低于0.6MPa。
()3、不得用氧气作为介质。
()4、试验用压力表的精度不应低于1.6级。
()5、试验时,应缓慢升压,待达到试验压力后,稳压10min,再将试验压力降至设计压力,稳压不少于30min,以压力表压力不降、管道所有部位无渗漏为合格。
()6、影像记录。
()吹扫1、安装前进行,管道内无异物。
()2、开口处及时封堵,防止异物进出。
()管道安装1、当管道安装时,应检查法兰密封面及密封垫片,不得有影响密封性能的划痕、斑点等缺陷。
SAT文件模板(客户现场验收报告)
现场验收测试Site Acceptance TestXXXX项目空调系统现场测试Version:1.0第1页共42页目录1、概要 (3)1.1、设备简介BRIEF INTRODUCTION OF EQUIPMENT (3)1.2、目的O BJECTIVE (3)1.3、设备描述D ESCRIPTION OF E QUIPMENT (3)1.4、范围S COPE (3)1.5测试参照标准: (3)1.6先决条件P RE –R EQUISITES (3)2.目的PURPOSE (4)3. 范围SCOPE (4)4.依据REFERENCE (5)5. 职责 RESPONSIBILITY (5)6.偏差及变更CHANGE AND DEVIATION (5)7.机组测试 (6)7.1ZK组合式空调机组空调机组测试 (6)7.3空调机组测试 (31)8.结论CONCLUSION (41)9. 不符合项清单和模板 (42)1、概要1.1、设备简介Brief Introduction of Equipment组合式空调机组:所有面板采用扣板锁紧专利技术平接,表冷器采用优质紫铜管套铝翅片经胀接紧密,风机为高效率、低噪音双进风离心风机,各功能段均配有特殊设计、双层密封的检修门。
冷凝段部分采用全封闭涡旋式压缩机,单模块多制冷回路、多压缩机设计,水侧换热器采用高效U型换热管,每个模块都有独立的框架结构、制冷系统、配电系统和保护系统。
(详见设备说明书)1.2、目的Objective本文件的目的是用于对XXXX机电生产的组合式空调机组进行现场验收测试(SAT),制定测试程序和测试标准,检测此设备是否满足合同技术要求,各项技术参数是否稳定可靠,性能是否符合工艺要求。
1.3、设备描述Description of Equipment用于无菌室送风净化及温度、湿度调节。
1.4、范围Scope本文件规定了现场验收测试时所需要进行的所有功能确认测试,包括了检测项目、测试程序、测试标准和测试结果。
SAT验收报告
在系统恢复供电后,不出现不正常现象、配置参数不受影响。
硬件验收
设备硬件配置,应符合URS需求相应。
超限报警
报警清单所列报警功能,均能实现。
参与验证人员经过培训并有培训记录
整改确认
FAT及IQ过程所产生的整改项目均已经整改完成
静态测试
源代码检查正确无误
软件版本与技术规格一致
软件模块符合技术规格要求
模块配置与布局图一致
单体动态测试
当PLC满足输入条件时各输出点有相应的动作。
在触摸屏上对15L&150L发酵罐搅拌电机,蠕动泵等自控部分进行操作,相应的部件执行对应操作。
日期
调试负责人
日期
质量负责人
日期
BIO-Microbial fermentationsystem
BIOF-DVT-3000F微生物发酵系统
SAT现场验收
15L+150L
测试描述:
本验证请参考URS文件,FAT/IQP文件等,电气原理图、管道工艺图、设备安装布局图。
测试项目
测试标准
测试结果
判定
执行资格
现场验收测试报告
Site Acceptance TestingReport
(15L&150L1套)
设备信息
订单号
设备编号
设备型号
调试周期
控制系统
型号
编号
软件名称
版本号
PLC型号
软件系列
远程控制系统
□是□否
软件名称
软件系列
版本号
装料容器
产品编号压Leabharlann 容器□是□否特种类别
□Ⅰ□Ⅱ□Ⅲ
容积(L)
客户确认栏
制造负责人
药厂制水设备需要验证文件
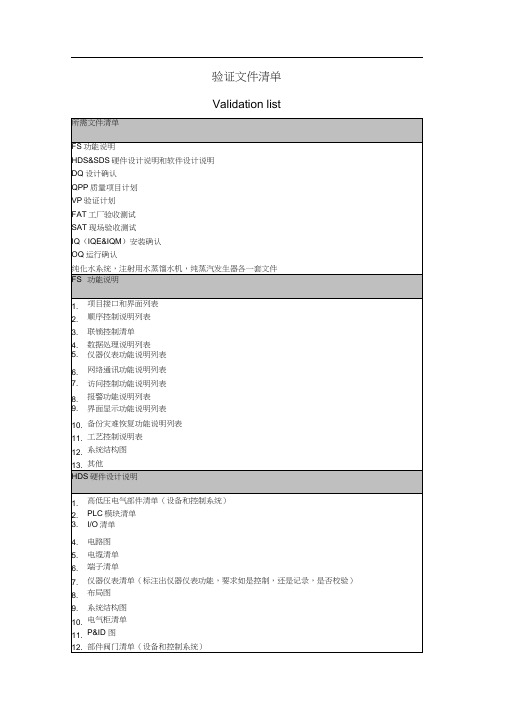
验证文件清单Validation list7. 标准操作程序FAT工厂验收测试1. 文件检查确认2. 部件检查确认3. 材质证书,酸洗钝化,耐压测试,焊接记录等资料检查确认4. 3D测试5. 排水能力测试6. 接线确认7. 通电测试确认8. I/O测试确认9. HMI确认10. 报警测试11. 顺序控制测试12. 互锁控制测试13. 访问控制确认测试14. 数据采集,存储,批记录打印,备份确认测试15. 网络通讯测试16. 急停和启动测试17. 运行测试所有FS或URS提及的控制工艺程序必须经过确认并符合相关GMP要求。
18. 灾难恢复测试19. 其他20. 偏差汇总报告21. 变更汇总报告22. 测试总结报告____________________________________________________________ SAT现场验收测试:1. 文件检查确认2. 部件检查确认3. 材质证书,酸洗钝化,耐压测试,焊接记录等资料检查确认4. 3D测试5. 排水能力测试6. 接线确认7. 通电测试确认8. I/O测试确认9. HMI确认10. 报警测试11. 顺序控制测试12. 互锁控制测试13. 访问控制确认测试14. 数据采集,存储,批记录打印,备份确认测试15. 网络通讯测试16. 急停和启动测试17. 运行测试所有FS或URS提及的控制工艺程序必须经过确认并符合相关GMP要求。
18. 灾难恢测试复19. 其他20. 偏差汇总报告21. 变更汇总报告22. 测试总结报告IQ安装确认1. 先决条件确认2. 文件检查确认3. 材质证书,表面粗糙度等确认(关键外购设备也需要提供相应的材质证书,表面粗糙度,耐压测试,探伤报告等)4. 焊工证书,焊接记录,内窥镜等5. 酸洗钝化,耐压测试等6. P&ID等图纸核查确认7. 接线确认8. 部件检查9. 备件检查10. I/O测试确认11. 仪表校验(必须回路校验)12. 排水能力测试13. 3D检测14. 偏差汇总报告15. 变更汇总报告16. 测试总结报告OQ运行确认1. 先决条件确认2. 文件检查确认3. HMI确认4. 访问控制确认测试5. 数据存储,批记录打印,备份确认测试6. 报警控制确认测试7. 连锁控制测试8. 网络通讯测试9. 功能运行测试所有FS或URS提及的控制工艺程序必须经过确认并符合相关GMP要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现场验收测试(SAT)检验表
目的
评估所有与SAT相关的项目。
参考文件:
●安装说明书;
●制造厂商系统说明书;
●系统用户手册;
●FAT报告文件;
●授权信息;
――所购买/安装的软件/固件版本信息;
――可获取的或新的软件/固件更新或补丁。
注释:
不一致之处记录在不符合项表中,按启动会议确定的协议分类和处理。
P----合格
F----不合格
NA----不适用
签名:日期:
SAT不符合项表
参与者:
任何未完成的工作或者不符合项都应被记录在SAT不符合项表中,并按照如下类型被分类:
a)当场整改,然后继续进行SAT;
b)在SAT过程中同时进行整改;
c)需再次进行SAT;
d)在SAT完成之后进行整改。
注:。