铝钢异种材料焊接研究现状与发展
铝钢异种材料焊接研究现状与发展

铝钢异种材料焊接研究现状与发展作者:郑小明来源:《数字化用户》2013年第29期【摘要】当今科技的高速发展无疑让各个领域的技术都得到了滋润的甘露,在工业这一块儿,尤其如此。
改革开放以来,国内一直实行科学发展道路,全面推出可持续发展战略,这就推动了一些产业的技术革新,像铝钢异种材料的焊接技术在新世纪的今天就有了极大的发展。
但是,从总体来讲,这些异种材料的焊接技术发展的速度还比较缓慢,整体上可走向产业化发展。
【关键词】铝钢焊接技术产业化新中国成立以来实行的科技强国战略全面推动了科学技术的发展,越来越高的经济水平也要求相应的“绿色生活”出现,随之而来的需求催化了异种材料混合的诞生,而铝合金就是其中的典型。
铝合金是由铝和钢等其他一些异种材料通过焊接技术得来的焊接物,这种新型的钢材具有轻和硬度强的特点,如今在航天航空业、船舶制造业等机械制造业方面应用得十分广泛。
不过,铝钢这种异种材料焊接则在技术上的要求更高。
这几年,通过国家的大力研究已经研究出了一些焊接技术,像常见的激光焊、钎焊、电子束焊等等,不过这些技术应用在铝钢的焊接上还存在着一些问题,需要进一步地研究才能推进铝合金材料的大量生产和广泛应用。
一、当下铝钢异种材料焊接存在的情形异种材料的焊接具有一定的难度,尤其是铝钢这一类的金属,既要分析它们各自的活泼程度、熔点等化学属性,同时又要考虑到它们结合的材料是否会具有大众所需的轻、薄等物理属性。
而且,对于一些反映比较大的材料,在接口处可能会出现变形或裂纹,从而导致接口易损且易断。
现如今在铝钢异种材料的应用方面使用得最广泛的焊接技术,莫过于通过熔化来实现焊接的熔焊、利用压力实现焊接结合的压焊以及采用不同种类的钎料来实现异种材料的融合的钎焊。
(一)熔焊技术在铝钢异种材料中的应用所谓熔焊,是非常常见的一种焊接方法,它指的是通过电流、激光和气体等方式来对两种相同和不同的材料进行对接。
在焊接的过程中,熔焊需将焊接接头拿到高温下进行融化,然后再将两个被焊的接头紧紧连接在一起,之后经过冷却、重力等工序完成两个工件的融合。
铝-钢异种金属搅拌摩擦焊研究现状及展望
铝-钢异种金属搅拌摩擦焊研究现状及展望随着现代工业的不断发展,钢、铝等金属材料越来越广泛地应用于航空航天、汽车、轮船、火车等领域,因此如何实现这些材料的高效连接成为了一个研究热点。
传统的焊接技术,如电弧焊、气体保护焊等,存在着成本高、工艺复杂、易污染等缺点。
而摩擦焊因其无污染、低成本、高效率等优点,受到了广泛关注。
然而,由于钢和铝之间存在严重的材料差异,铝-钢异种金属摩擦焊变得极具挑战性。
目前,针对铝-钢异种金属摩擦焊问题,研究者结合实验和模型仿真等手段进行了广泛的研究。
研究成果主要涉及以下几个方面:(1)难点问题:铝和钢两种材料在摩擦焊接过程中存在的差异性使得焊接过程非常困难,如界面反应、扭转瞬间的热变形、金属蒸发等问题都需要克服。
而传统的工艺参数无法适用于铝-钢异种金属摩擦焊的情况,因此需要针对性的工艺参数优化。
(2)优化工艺方法:研究者发现,在铝-钢异种金属搅拌摩擦焊中,采用混合力和无负荷起始工艺是一种优化的焊接方法。
混合力可以增加初始焊接质量,无负荷起始可以减小焊接过程中的不均匀性。
(3)材料界面特性:从焊缝的微观结构、硬度分布和断口形貌等方面研究铝和钢之间的界面特性,可以更深入地理解铝-钢异种金属摩擦焊的本质。
(4)金属熔深分析:采用热仿真实验和有限元模拟等手段,对铝-钢异种金属焊接时的金属熔深进行分析,可以为优化焊接工艺提供指导。
未来展望:(1)工艺参数寻优:针对铝-钢异种金属焊接,在工艺参数寻优方面还有待进一步探索,如利用人工智能等技术快速优化焊接参数。
(2)界面反应机理研究:界面反应是阻碍铝-钢异种金属焊接的重要因素,未来需要在深入研究其机理的基础上,开发新的界面调节材料和工艺方法。
(3)高强度焊接研究:针对铝-钢异种金属的高强度焊接需求,需要研究更高效、更稳定的工艺及材料组合。
总之,铝-钢异种金属搅拌摩擦焊是目前一个富有挑战的问题,但其优越性是显而易见的。
在未来的研究中,应不断深入探索其机理,提高其焊接强度、耐久性和适用范围,从而更好地实现铝-钢异种金属的高效连接。
铝钢异种金属焊接性能的研究

铝钢异种金属焊接性能的研究1. 概述近年来,随着节能减排和环保要求的提高,在保证汽车安全性能的前提下,汽车轻量化成为了汽车工业发展的重要方向.铝以其在地球上的储量大、密度低、比强高、耐腐蚀性强等大量优点,使其在汽车轻量化进程中得到广泛应用.当前大量交运工业都采用了'以铝代钢'的铝/钢焊接复合结构.国内外科研工作者研究了多种铝钢焊接的方法,如扩散焊、爆炸焊、摩擦焊、熔化焊、钎焊、熔钎焊等,但存在异种材料连接强度不高或者连接方法使用范围受限等缺点.冷金属过渡焊(CMT)是一种新型焊接技术,能够实现送丝与焊接中焊丝熔滴过渡的相互协调,具有无飞溅、热输入低和效率高等优点,有着广阔的应用前景.铝/钢界面的金属间化合物及种类将严重影响铝/钢焊接接头性能,而影响CMT焊接工艺性能的主要参数有:焊接电流、焊接时间、电弧电压、焊接速度和送丝速度等.本文基于C M T焊接工艺技术,探究了1050铝合金板和Q235镀锌板焊接接头的微观组织和力学性能.为了使评价指标权重的确定更加科学准确,本文将层次分析法和熵值法结合起来使用,取其权重的综合值作为指标的综合权重.既能够充分考虑专家的知识及经验,又可以减少在指标权重确定的过程中主观随意性影响,使评价结果更加客观可靠[6,8]。
综合权重计算公式为:2. 试验材料及方法选用规格为50mmX250mmX 1mm的1050铝合金板和Q235镀锌板作为焊接材质,焊丝选用直径为1.2mm的ER4043(AlSi5)焊丝.采用奥地利Fronius公司生产的TSP5000CMT数字化冷金属过渡焊机.焊接接头形式为搭接接头,铝合金板在上,镀锌板在下.焊接前先清洗镀锌钢板表面的油污,并在表面涂抹一层特定成分的特种钎剂,置于烘箱中烘干后待用.然后去除铝合金板表面的氧化膜,并用丙酮清洗.铝合金板清理干净后需要立即进行焊接,以防被再次氧化.焊接时的送丝速度为3.9mm/min,焊接速度为300mm/min.焊接后垂直于焊缝取样,分别制备拉伸试样和金相试样.金相试样经镶嵌、研磨和抛光后,先用4%的硝酸酒精腐蚀样品的钢侧,再用0.5%的氢氟酸水溶液腐蚀样品的铝侧,然后在显微镜和扫描电镜下观察组织.拉伸试验在电子万能试验机上进行,拉伸速度为1mm/min.a)电机的工作环境:设备在铺管船作业线室内使用,高盐雾、高湿度、尘土、金属粉尘等污染物较多,环境温度-20℃~+50℃;新型职业农民培养的苏南模式是在江苏经济发达地区全面推动城乡一体化的背景下,针对农村劳动力结构性变化引起的“谁来种地”现实问题,基于职业生涯选择、产业体系转型和生产技能提升的多重需求,将新型职业农民培养与高职院校教学改革相融合,确定了本土化来源的青年学生、现有农业经营主体、传统农民三类培养对象,采用三线耦合的培育路径培养青年职业农民、新型农业经营主体、新型农业生产者,定向培养本土化新型职业农民,形成“校地联动、教产衔接、开放共享、终身学习”的人才培养新模式,将职业养成、职业提升和终身学习有机耦合,实现精准培育和开放培养,从而解决谁来种地和如何种好地的问题(图2)。
铝合金/钢异种金属熔-钎焊技术研究进展
中图分类号 : T 4 7 1 G 5 .7
0 前
言
头 强度 , 受工 件形 状 和尺 寸 的限制 , 但 应用 范 围和 接 头
形式受到了很 大的限制。另外 , 一些传统 的铝合金 与
钢 机械 连接 方法 如铆 接 、 栓 连 接都 有 各 自的不 足 , 螺 而 不 能满 足 日益 发展 的 铝 合 金/ 复 合 结 构 在 密 封 及 表 钢
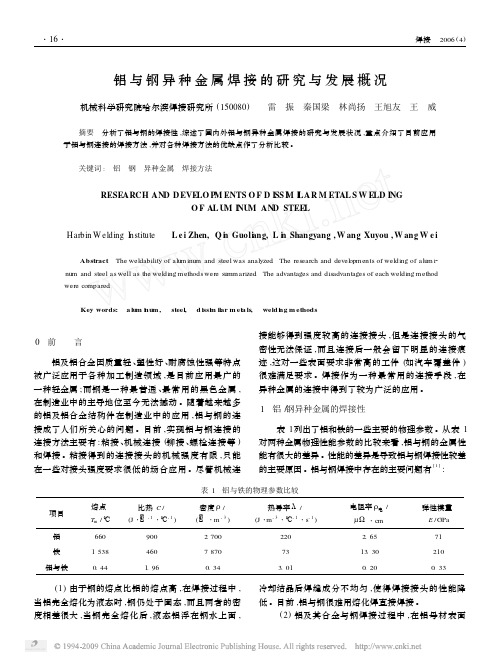
铝 与铁 的热 物 理 性 能 相 差 很 大 , 因而 给 铝 和 钢 的
熔 化焊 带来 了很 多 困难 。表 1列 出了 铝 和铁 的主 要 热
间化合物 , 严重 恶化接 头的力学性能 , 而使铝合金/ 从 钢熔化焊接头失去了应用价值 。对于钎焊和摩擦焊等 固相连接方法来说 , 虽然可以得到较高的铝合金/ 钢接
参考。 1 铝 与 钢焊 接 时存在 的 问题
焊、 钎焊 、 爆炸焊、 扩散焊 、 电阻焊和激光 焊等 , 可分 为 熔化 焊 、 焊和 固相 焊 三大 类 。对 熔 化 焊来 说 , 钎 由于铝
与 钢两 种金 属 在 固态 下 几 乎 不 固溶 , 热 物 理 性 能差 且
异较 大 , 焊 接接 头 内极 易生成 硬 而脆 的 F 在 e—A 金属 1
收稿 日期 : 0 0—1 2 2 1 0— 9
物理性能参数H 。 J 从表中数据可知 : ( )由于铝和钢 的熔 点和密度相差均 比较大 , 1 当 钢完全熔化时 , 液态铝浮在钢表面上 , 冷却结晶后焊缝 成分很不均匀 , 严重降低 了接头的质量 。此外 , 铝易氧
基金 项 目: 国家 自然科学基金资助 项 目( 0 0 0 9 ; 5 9 59 ) 教育部博士 点基金
钢_铝异种金属连接工艺的研究现状

化合物;超声作用时间增加,富铁金 属间化合物生成。这种富铁化合物提 高了接头的连接强度。接头的最大剪 切强度可达127MPa。 2.3 钢/铝异种金属的熔焊
钢铝异种金属连接结构能够充分 发挥两种材料各自的性能优势,实现 轻量化,具有良好的经济效益。比如 在汽车制造中采用钢铝合金的异种金 属结构可以降低车体重量,从而提高 燃料利用率,减小环境污染,达到节 能减排的目的 。 [3] 但由于钢和铝的物 理、化学性能相差较大,焊接时容易 出现裂纹、熔合不良等缺陷,因此钢 和铝异种金属的优质、高效焊接是材 料制造领域的一项技术难题。近年来 众多学者对钢铝异种材料连接进行了
钢与铝熔焊时,由于两种金属性 能差异,很难采用常规熔焊方法实现 两者连接。钢与铝及铝合金熔焊一般 采用惰性气体保护焊(TIG)、电子束 焊和激光焊工艺。焊接时要保证在接 头处尽量少地产生金属间化合物,通 常的做法是在钢表面镀一层过渡金属。
G.Sierra等[15]采用激光深熔焊接对 6000铝合金和低碳钢进行搭接,钢放 置于铝合金之上。试验表明当钢在铝 合金中的穿透深度限制在500μm以下 时,可得到无缺陷的焊缝。焊缝中出 现少量金属间化合物以及由富铝化合 物形成的白色熔质带。焊接接头的脆 性物质主要位于焊缝和铝合金界面处, 其中包含厚度在5 ̄20μm之间的Fe2Al5 和FeAl3。当钢在铝合金中的穿透深度 小于500μm时,可限制钢在铝合金中 的扩散从而达到控制焊接接头硬度的 目的,同时可以得到250N/mm的最大 线性强度,接头失效位置位于焊缝和 铝合金的交界处;当穿透深度不断增 加时,失效位置会产生变化(转移至 焊缝处或钢和焊缝的交界面),伴随 着接头强度的剧烈减小。 2.4 钢/铝异种金属的熔-钎焊
异种金属的焊接
异种金属的焊接本文分析了异种金属焊接的研究现状、应用和发展趋势,旨在为异种金属焊接研究提供帮助。
焊接是现代工业生产中的重要金属加工工艺方法,广泛应用于造船、航空、航天、汽车工业和机械制造等领域。
随着科学技术的发展,异种金属的焊接技术发展越来越快,质量要求也越来越高。
因此,研究异种金属的焊接工艺技术已成为焊接领域的一种发展趋势。
1.异种金属的焊接研究现状1.1 铝钢异种金属焊接研究现状近年来,汽车工业为了节约燃料、保护环境、不断努力减轻汽车重量,对汽车材料提出了更高的要求。
增加铝材的使用量是其中的重要措施之一。
因此,在汽车工业生产中,采用“钢+铝”双金属焊接结构成为汽车轻量化的首选方案,这必然涉及到铝和钢两种材料之间的连接。
目前,应用于铝和钢连接的焊接方法主要有压焊、钎焊、熔焊、扩散焊、电弧焊、激光焊和磁脉冲焊等。
铝钢之间的焊接一直是焊接领域的难点和热点问题,其中脆性金属间化合物的生成是影响接头性能的主要因素。
压力焊和钎焊由于基体可以在焊接过程中保持固态,同时焊接热输入容易控制,因此接头的性能一般不受限于金属间化合物的厚度,比较适于铝钢之间的焊接。
但是这种焊接方法效率较低,对工件的尺寸和形状有特殊的要求,不适于大批量生产。
熔焊方法比较灵活,效率较高,但是金属间化合物又成为不可避免的附加产物。
虽然采用熔钎结合的方法已经获得了很好的效果,但是对于金属间化合物的生长动力学以及如何促进铝合金熔体润湿钢板表面等方面还没有系统研究,因此,解决上述问题对于促进高效的焊接方法在铝钢焊接中的应用具有重要的意义。
1.2 铜钢异种金属焊接研究现状采用钢和铜复合零部件因在性能与经济上优势互补,具有广阔的应用前景。
世界各国的研究者对铜和钢的焊接进行了实验和理论分析,目前常用的焊接方法有熔焊、压焊、钎焊和熔焊-钎焊等。
不需要删除明显有问题的段落。
每种焊接方法都有其独特的特点和适用范围。
其中,冷金属过渡焊接是一种相对较新的焊接方法,具有广阔的应用前景。
关于铝钢异种金属焊接的研究

关于铝钢异种金属焊接的研究1 前言在各种加工制造领域里,铝及铝合金应用非常广泛,因为铝合金质量轻、塑性好、耐腐蚀性强,铝合金已经成为当前得到广泛使用的一种轻金属。
在工业领域的发展过程中,钢作为一种最为普遍、最为常用的黑色金属,在机械制造业中处于非常重要的地位。
就目前制造业的发展情况来看,随着铝及铝合金结构件的广泛应用,铝与钢的连接问题越来越受到人们的深切关注。
一般情况,钢和铝的连接方式包括两种:(1)粘接。
粘接指的是在铝和钢的连接中,连接接头的机械强度非常有限,一般情况不太适合超强度的焊接要求,通常只是适用于一些对接头强度要求不是很高的情况;(2)机械连接。
在机械连接的过程中,连接的气密性很难保证,但是机械连接能够实现高强度的连接接头。
与此同时,还有一个问题就是机械连接后往往会留下明显的连接痕迹,这种缺点不能满足那些对表面要求相对较高的工件。
在异种金属的连接中,焊接是一种最常用的连接手段,广泛应用在异种金属的连接中。
2 铝钢异种金属的焊接性铝与钢的金属性能有很大的差异。
铝与钢焊接性较差的主要原因就是铝与钢性能的差异导致的。
铝与钢焊接中存在的主要问题可以归结为以下几点:(1)熔点不同导致焊接中的问题。
由于钢的熔点比铝的熔点高,所以一般情况下,在焊接过程中,当钢还处在固态的时候,铝已经完全熔化为液态,当钢完全融化了以后,两者的密度又不同,并且密度的整体差别很大。
这样一来,在熔化的过程中,当钢完全熔化了,液态的铝水就会浮在钢水的上方。
在这种情况下,如果等到钢水和铝水冷却之后,焊缝的成分就变的不够均匀,这往往就是造成接头性能变低的主要原因。
(2)夹渣现象的出现。
通常情况下,在焊接铝及合金的过程中会出现夹渣现象。
在铝及合金的焊接中,往往会在母材的上方形成很难熔化的Al2O3氧化膜,有时候熔池表面也会有这种氧化膜的存在。
随着熔池温度的越来越高,表面的氧化膜变得越来越厚。
氧化膜产生之后会造成液态金属的相互分离,不能够得到有效的结合,最终也导致金属焊缝产生夹渣现象。
铝钢异种金属旋转摩擦焊接研究现状

专题综述滋蕊铝/钢异种金属旋转摩擦焊接研究现状朱瑞灿1'4'5,赵衍华!,王浩$,秦国梁$%,刘顺刚%,张凌东&(1.首都航天机械有限公司,北京100076#2.山东大学,济南250061#3.中国电建集团核电工程公司,济南2500674.清华大学,北京100072#5.机械科学研究总院,北京100044#%.火箭军驻北京地区第一军代表室,北京100076)摘要:根据铝/钢异种金属焊接冶金特点及旋转摩擦焊接工艺特点,分析认为旋转摩擦焊最适合铝/钢异种金属轴对称件焊接的工艺。
分别介绍了连续驱动摩擦焊和惯性摩擦焊接工艺对铝/钢异种金属焊接接头的组织和性能的影响。
总结了铝/钢异种金属摩擦焊接技术研发中亟待解决的主要科学问题,铝/钢旋转摩擦焊过程中摩擦界面及其附近剧烈的塑性流变对IMCs生成的影响规律和机制需要进一步的研究;需要开发相应的工艺措施促进铝/钢接头界面成以Fe-AlIMCs为标志的冶金结合,并使IMCs%。
最,研究揭示铝/钢摩擦界面IMCs生成机理、相的组成、形态、分布等冶金行为,对铝/钢旋转摩擦焊接头的组织性能调控具要,铝/钢异种金属焊接结构性能的理。
关键词:铝/钢异种金属;旋转摩擦焊;焊接工艺;力学性能;金属间化合物中图分类号:TG457.10前言、、等工业的迅速发展,能和等问题,节能发的-铝合金具、、成等优点,是结的主要结;但单一铝合金能满要求,铝合金/钢(铝/钢)复合结3能够充分发挥两种材料的性能优势,的的强度等性能,、、冶金、等工域具应[+],发动机铝/钢异种金属[2]、开发用铝/钢异种金属合钻杆⑻及LNG中铝/钢过接头等,均为典型的铝/钢异种金属管式焊接结构,而这些铝/钢复合结构的应用与开发都面临着铝/钢异种金属高强、高可靠性焊接技术瓶颈。
铝/钢异种金属焊接是制备铝/钢复合结构的关键加工制造工艺,常规的3接、螺栓连接等机械连接方法虽然可以实现铝/钢的连接,但存密性差、效果差等缺点,因此难等行业对铝/钢复合结构的要求,需要合适的焊接工艺实现铝/钢异种金属、可靠连接"收稿日期:2020-09-16基金项目:山东省重大科技创新工程项目(2018CXGC0810)doi:10.12073/j.hj.202009160021铝/钢异种金属焊接性分析图1为Fe-Al二元合金相图⑷。
铝与钢异种材料胶焊研究.pdf

致 谢衷心感谢我的导师时海芳教授在完成整个研究过程中给予的指导与关怀。
时海芳教授渊博的专业知识、科学的研究方法、开阔的思路和独到见解、严谨的治学态度和执着的进取精神是我一生学习和工作的榜样。
通过时海芳教授的悉心指导,本人对研究生期间所学的知识进行了系统的回顾,进一步提高了自己的理论水平以及分析问题和解决问题的能力,做到理论联系实际,将所学的知识运作到实际中去。
特此向时海芳老师表示深深的谢意和真诚地感谢。
对在研究期间给予我指导的迟长志老师、杨芳老师、卫立华老师等老师表示衷心的感谢。
感谢他们悉心与耐心的教导。
同时,感谢硕士研究生杨海艳、韩彦召在实验中给予的帮助。
杨倩2011年12月于辽宁工程技术大学摘 要随着社会能源紧缺,大众环保意识增强,越来越多的消费者青睐于节能减排的汽车。
很多汽车厂商采用两种材料连接的模式,来减轻汽车自身重量。
本文以汽车车身采用铝/钢的结构来减轻自重为主要应用背景,以纯铝板和Q235钢板的焊接工艺为主要研究对象,对点焊、胶焊焊接工艺进行研究。
通过正交试验方法,研究焊接电流、通电时间、胶层种类以及工艺垫片对焊缝成形的影响规律,研究表明:铝/钢焊接加垫片时,通电时间影响显著,最佳工艺参数为焊接电流9.3KA,通电时间0.06s;铝/钢焊接不加垫片时,焊接电流影响显著,最佳工艺参数为焊接电流12.4KA,通电时间0.06s。
当焊接电流增大、通电时间延长时,其焊接接头的性能也有所提高。
在最佳工艺条件下,加垫片焊接时的性能优于不加垫片焊接;环氧树脂胶焊性能优于聚氨酯胶焊和电阻点焊。
利用光学显微镜和扫描电镜对焊缝界面和内部组织及物相做了分析,并测试了力学性能。
本研究成果对汽车车身铝/钢复合结构的电阻点胶焊焊接有指导作用,对于我国汽车产业的发展,环境保护,节约能源来说有重要意义。
关键词:铝板;电阻点焊;环氧树脂;聚氨酯;胶焊AbstractWith the shortage of social energy, more and more consumers enhance to public environmental awareness on energy saving cars. Many car manufacturers use the two materials connected mode to reduce the car's own weight. The main background of this research is use the automotive body with aluminum/steel structures to reduce weight, the main research object is the welding process of Q235 steel and pure aluminum, research on spot welding, plastic welding technology. I study the welding current, power-on time, type and process spacer layer on the influence of the weld by orthogonal test method. The results showed that: aluminum/steel welding plus pads, the power-on time is significantly affected, the best process parameters is 9.3KA and 0.06s; Aluminum/steel welded without gaskets, the welding current is significantly affected, the best process parameters is 12.4KA and 0.06s.When we increase the welding current and extend the power time,the performance of welded joints will be increased.In optimum conditions, plus welding pads without pads is superior to welding; epoxy glue is superior to welding and resistance spot welding of polyurethane rubber. Using optical microscopy and scanning electron microscopy of the weld interface and the internal organization of the physical properties of phases were analyzed, and tested the mechanical properties.This research on the car body aluminum/steel composite structure of the Resistance Spot Welding with plastic guide for the development of China's automobile industry, environmental protection, energy conservation is of great significance.Key Words:aluminum;resistance spot welding;epoxy resin;polyurethane; plastic welding目 录摘要 (I)Abstract (II)1 绪论 (1)1.1 课题研究背景 (1)1.2铝及铝合金与低碳钢连接技术发展现状 (1)1.2.1铝及铝合金与低碳钢的可焊性分析 (1)1.2.2铝及铝合金与低碳钢电阻点焊工艺及原理 (3)1.2.3铝及铝合金与低碳钢胶接工艺及原理 (4)1.3 胶接点焊技术的发展现状 (6)1.3.1胶焊技术的特点 (6)1.3.2胶焊技术基本工艺 (7)1.3.3 胶焊技术的应用现状及发展趋势 (8)1.4 本课题主要研究内容 (9)2 实验材料、设备与方法 (10)2.1 实验材料 (10)2.1.1 焊接材料 (10)2.1.2 胶接材料的选择 (10)2.3 实验方法及设备 (13)2.3.1 表面处理 (13)2.3.2胶焊 (14)2.4 焊接接头的性能测试及组织观察 (16)2.4.1拉剪强度试验 (16)2.4.2金相显微组织观察 (16)2.4.3微观组织、断口形貌SEM观察和能谱分析 (17)3钢与钢胶焊结果及分析 (18)3.1 正交实验分析 (18)3.1.1点焊的极差方差分析 (18)3.1.2 环氧树脂胶焊的极差方差分析 (19)3.2 焊接部位显微组织分析 (21)3.2.1 显微组织分析 (21)3.2.2 组织形成过程 (22)4铝与钢胶焊结果及分析 (23)4.1 点焊、胶焊正交试验及结果分析 (23)4.1.1 正交设计极差分析 (23)4.1.2 方差分析 (26)4.2 工艺参数对焊接接头强度的影响 (29)4.2.1焊接电流不同对焊接接头的影响 (29)4.2.2通电时间不同对焊接接头的影响 (30)4.3 焊接接头的表面形貌和断口形貌 (32)4.3.1 焊接接头的断口形貌 (32)4.3.2焊接接头的表面形貌 (35)4.4 铝/钢异种金属焊接接头显微组织 (38)结论 (43)参考文献 (44)作者简历 (46)学位论文原创性声明 (47)学位论文数据集 (48)1 绪论1.1 课题研究背景汽车产业在全世界的飞速发展,给人们带来便利的同时,也带来交通拥挤、环境污染和能源短缺等社会问题。
铝钢焊接研究现状及发展趋势

铝钢焊接研究现状及发展趋势【摘要】在提倡节约能源与合理利用资源的背景下,追求车身的轻量化已经成为汽车生产行业的一大主题,因此铝钢焊接结构得到了广泛的应用。
本文分析了铝钢焊接的工艺特点和难点,综述了目前国内外铝钢焊接的主要方法和技术,最后展望了铝钢焊接未来的发展前景。
【关键词】铝钢;焊接;研究前景1 前言现在科学技术的发展往往要求同一物体的不同部位具有不同的工作条件,如载荷或者介质。
用单一的金属材料制造这样的物件不仅不经济,而且有时是不可能的,因此出现了异种金属的连接[1]。
铝钢焊接结构具有耐腐蚀、耐高温、耐超低温、散热性能好、导电性能优异等特点,在汽车制造领域、冶金领域、航空航天领域得到了广泛的应用[2]。
目前,国内外的许多研究者对铝钢焊接的工艺控制、焊接方法等方面的研究已经取得了较大的进展。
新兴焊接工艺的发展并投入运用无疑为提高铝钢焊接性提供了契机。
而MIG焊、TIG焊、电子束焊和激光焊等现代焊接技术将成为铝钢焊接研究领域中的热点,并且自动化程度好和可靠性程度高的焊接技术将是研究者们的追求的方向。
2 铝钢焊接的主要技术2.1 铝钢的钎焊由于钎焊具有变形小,接头光滑美观这一优点,因而适合于焊接精密、复杂和由不同材料组成的构件。
近年来,不少的研究者对铝钢焊接中的钎焊进行了研究。
2009年刘树英、铃春晓男等人,对铝合金与不锈钢钎焊性能影响因素进行了研究[3]。
研究中发现,由于钎料在润湿不锈钢母材前,先与铝合金发生润湿,反应后并急速等温凝固,结果导致熔融钎料层消失,造成铝合金与不锈钢异种金属间很难形成强固接头。
并且得出了形成接头的条件:钎料在凝固前对不锈钢产生润湿。
采用预热填丝或者冷填丝对工件进行钎焊,是Alexandre[4]等人在铝钢钎焊方面的研究。
作者运用激光钎焊,对填丝为铝硅合金的6016-T4和镀锌低碳钢进行的焊接实验。
实验中发现,焊接接头能被更好的填充,原因是激光能使冷填丝或预热填丝更好的熔化。
异种钢焊接性的研究现状和进展
异种钢焊接性的研究现状和进展摘要:本文首先对异种钢焊接特征加以阐述,其次对现阶段异种钢焊接应用情况加以分析,最后对异种钢焊接性研究进展如熔合区组织变化主要特性、接头位置断口形态等予以分析,望借此为推动异种钢焊接性研究的推进提供参考。
关键词:异种钢;焊接性;研究进展随着我国科学技术的发展,推动工业生产领域不断发展,并对工业生产领域所应用构件也提出更高要求。
为满足工业生产需求,将异种钢焊接应用至工业生产领域具备重要现实意义。
借助异种钢的应用除可实现材料自身性能的充分发挥外,还可有效提升构件性能,并提高工业生产技术水平,以推动工业生产领域可持续发展。
1 异种钢焊接特征异种钢焊接即指两种不同牌号钢的焊接,在异种金属焊接领域中较为常见。
焊接接头可分再细分为两种形式,其一为同类异种钢所构成的接头,此类接头虽化学成分存在差异,但均为奥氏体类钢,或铁素体类钢;其二为异类异种钢所构成的接头,两侧木材为不同接头,如分别为奥氏体类钢、铁素体类钢,熔合方式见图1。
图1异类异种钢接头熔合不同牌号的钢组织成分也存在一定差异,并在焊接时易存在接头残余应力分布及焊接成分稀释等问题。
分析低合金钢化学成分可知,钢的淬硬性将会伴随钢种合金元素比重的增加而不断加大,并对异种钢焊接性产生影响。
熔合比为影响合金元素在焊接金属中比重的重要因素,而熔合比则受金属导热性、熔化特性及焊接参数等诸多因素影响。
若在焊接过程中产生熔合区过渡层,则会降低接头性能,成为接头薄弱之处,过渡层中所包含的脱碳层在高温条件下易导致晶间腐蚀的产生,对钢力学性能造成影响。
此外,在异种钢焊接过程中,异种钢热收缩性、热膨胀性的不均匀也会导致焊接中分布的残余应力、同种金属中分布的应力二者间产生差异,且借助回火也无法将残余应力消除,借助回火只能重新分布残余应力。
2 异种钢焊接应用现状电站锅炉、交通运输、机械工程等领域中一种异种钢焊得以广泛应用。
实际应用过程中,异种钢焊接工艺、接头性能将会对构件的使用期限、强度水平产生直接影响,并在性能、成分、组织同母材差异较大异种钢焊接中尤为明显。
钢铝异种金属连接结构研究与应用

钢铝异种金属连接结构研究与应用随着工业技术的不断发展,异种金属连接结构的研究与应用也日益受到重视。
尤其是钢铝异种金属连接结构,其具备轻量化、高强度、高耐腐蚀等优点,在航空航天、汽车制造、建筑工程等领域具有广泛的应用前景。
本文将就钢铝异种金属连接结构的研究进展、特点以及应用案例进行探讨。
钢铝异种金属连接结构的研究进展钢铝异种金属连接结构的研究主要集中在连接方式、连接强度以及耐腐蚀性能等方面。
目前,常见的连接方式包括焊接、螺栓连接和胶粘连接。
焊接是一种常用的钢铝连接方式,可以通过电弧焊、摩擦焊、激光焊等方法实现。
螺栓连接则通过螺栓将钢铝件固定在一起,具有拆卸方便、可重复使用等优点。
胶粘连接则利用胶粘剂将钢铝件黏合在一起,具有良好的吸能性能和防震性能。
钢铝异种金属连接结构的特点钢铝异种金属连接结构的特点主要体现在以下几个方面:1. 轻量化:相比于传统的纯钢结构,钢铝连接结构具有更轻的重量,能够减小整体结构的质量,提高载荷能力和效率。
2. 高强度:钢铝连接结构可以充分发挥钢材和铝材的优点,提供更高的强度和刚度,以满足特定应用场景的要求。
3. 高耐腐蚀性:通过选用合适的连接方式和防腐蚀措施,钢铝连接结构能够有效抵抗腐蚀,延长使用寿命。
4. 良好的装配性:钢铝连接结构可以实现零件的快速组装,提高生产效率和工序灵活性。
钢铝异种金属连接结构的应用案例1. 航空航天领域:钢铝异种金属连接结构在飞机制造领域具有广泛应用。
例如,飞机机身的连接结构中,钢铝连接件被广泛用于提高强度和减小重量。
此外,钢铝连接结构还可用于飞机发动机零部件等领域。
2. 汽车制造领域:钢铝异种金属连接结构在汽车制造领域中也有重要的应用。
例如,汽车车身部件的连接结构中,钢铝连接件可以提供坚固的连接,并减轻整车重量,提高燃油效率。
3. 建筑工程领域:钢铝异种金属连接结构在建筑工程中的应用逐渐增多。
例如,在高层建筑的结构中,钢铝连接结构可用于提高结构的承载能力和抗震性能,减小结构的质量。
铝钢异种金属焊接

• 铝钢异种金属焊接概述 • 铝钢异种金属焊接的难点与挑战 • 铝钢异种金属焊接的焊接方法与材料
选择 • 铝钢异种金属焊接的应用案例 • 铝钢异种金属焊接的发展趋势与未来
展望
01
铝钢异种金属焊接概述
铝钢异种金属焊接的定义
01
铝钢异种金属焊接是指将铝和钢 两种不同金属通过焊接工艺连接 在一起的过程。
压力容器制造中的应用
总结词
在压力容器制造中,铝钢异种金属焊接的应用主要是为了满足压力容器的密封性和耐腐蚀性要求。
详细描述
压力容器是一种用于存储气体或液体的设备,需要具备高强度、密封性和耐腐蚀性。通过铝钢异种金 属焊接,可以实现压力容器的制造,提高其密封性和耐腐蚀性,延长使用寿命。这种技术的应用对于 保证压力容器的安全性和可靠性具有重要意义。
电弧焊接
适用于大型结构件或厚板的铝钢异种 金属焊接,具有较高的生产效率和较 低的成本。
焊接材料选择
铝侧填充材料
01
选择与母材铝相容性好、熔点接近的铝填充材料,以保证焊接
质量。
钢侧填充材料
02
选择与母材钢相容性好、熔点接近的钢填充材料,以保证焊接
质量。
过渡层材料
03
在铝钢异种金属之间添加过渡层材料,以减小熔合区的不均匀
焊接接头的强度和耐腐蚀性
强度下降
由于铝和钢的物理性质存在较大差异 ,导致焊接接头处的强度可能低于母 材。这限制了铝钢异种金属焊接在需 要高强度连接的应用场景中的使用。
耐腐蚀性问题
铝和钢的电化学性质不同,导致在焊 接接头处容易出现电化学腐蚀。这种 腐蚀可能削弱焊接接头的强度,影响 其使用寿命。
03
热导率差异
铝的热导率较高,而钢的热导率较低。 这意味着在焊接过程中,铝的热量散 失较快,而钢的热量散失较慢,导致 焊接困难。
铝与钢异种金属焊接的研究与发展概况
冷却结晶后焊缝成分不均匀 , 使得焊接接头的性能降 低 。目前 ,铝与钢很难用熔化焊直接焊接 。 ( 2 ) 铝及其合金与钢焊接过程中 , 在铝母材表面
焊接 2006 ( 4 )
・17・ 爆炸焊是利用炸药爆炸时的可控能量 , 迫使两种 或两种以上的金属形成高质量的冶金结合的连接方 法 。爆炸焊是一种高压过程 , 在这个过程中由于两种 金属材料的碰撞 , 其表面的薄膜以塑性的方式从基体 上喷射出去 ,爆炸焊的时间非常短 , 以致结合材料间的 反应区 (或热影响区 ) 很小 , 而且少数原子由于碰撞速 度高 ( 200 ~500 m / s)而变成“ 浆状物 ” ,爆炸完成后“ 浆 状物 ” 迅速地冷却 ,剧变区形成一种金属与另一种金属 的熔合线 ,从而实现两种金属的连接 。 在各种焊接方法中 , 爆炸焊可以焊接的异种金属 的组合的范围最广 , 原则上讲爆炸焊可以应用于一切 异种金属的连接
接能够得到强度较高的连接接头 , 但是连接接头的气 密性无法保证 , 而且连接后一般会留下明显的连接痕 迹 ,这对一些表面要求非常高的工件 (如汽车覆盖件 ) 很难满足要求 。焊接作为一种最常用的连接手段 , 在 异种金属的连接中得到了较为广泛的应用 。
1 铝 /钢异种金属的焊接性
表 1列出了铝和铁的一些主要的物理参数 。从表 1 对两种金属物理性能参数的比较来看 ,铝与钢的金属性 能有很大的差异 。性能的差异是导致铝与钢焊接性较差 [1] 的主要原因 。铝与钢焊接中存在的主要问题有 :
[9]
镀锌钢板进行了摩擦焊的试验研究 ,试验得到的搭接接 头强度要好于相同条件下铝与非镀锌钢得到的接头强 度 ; X射线分析表明焊接接头有金属间化合物生成 ,化合 物主要以 Fe4 A l13和 Fe2 A l5 形式存在
铝钢异种材料焊接研究现状与发展

0 前
言
产中, 采用 “ +铝 ” 金 属 焊 接 结 构 成 为 汽 车轻 量 化 钢 双 的首选 方案 , 必然 涉 及 到 铝 和 钢 两 种 材 料 之 间 的 连 这 接 ] 。从 2 1世纪 初开 始 , 内外 许 多 研 究 机 构 和 汽 国 车生产 厂 家便 一直 在寻 找 一种 有 效 的焊 接方 法 来 减 轻 汽 车的重 量 。美 国 成立 了 “ 一 代 汽 车 合 作 计 划 ” 即 新 ,
维普资讯
焊接
2 o ( 2 o6 1 )
・7 ・
铝 钢 异 种 材 料 焊 接 研 究 现 状 与 发 展①
哈 尔滨工 业 大学现代 焊接 生产技 术 国 家重点 实验 室( 5 0 1 10 0 ) 张 洪涛 何 鹏
哈 尔 滨 建 成 北 方 专 用 车 有 限 公 司(5 00 103 ) 哈 尔 滨 建 成 集 团 有 限
近年来 , 环保 问题 越 来越 受 到 世 界各 国 的重 视 汽 车工业 为 了节约 燃料 、 护 环境 、 断努 力 减 轻 汽 车重 保 不 量, 因此对 汽 车 用 材 料 提 出 了更 高 的要 求 。增 加 铝 材 的使 用量是 其 中 的重 要 措 施 之 一 , 以 在 汽 车 工 业 生 所
HabnJa c e g Not p ca up s tmo i sC ., t . r i i h n rh S e ilP ro eAuo bl o L d n e
Ko gQig i n n we,
Ta do ng Xu ng,Su n Li
HabnJa c e g Gru o Ld r i in h n o p C ., t .
s lw l n r u e n e rs a c i c in W o e a td o so l n n t i f l . t a as ito c d a d t e e r h d r t a f r c se f in wed g i si d e s o d h e o s f u i h e
铝钢异种金属焊接研究现状

铝钢异种金属焊接研究现状摘要:随着经济和科技的快速发展,铝及其合金具有密度小、比强度高、能显著降低结构的重量,而钢铁合金具有强度高,塑韧性较好、价格便宜、可加工性好的特性,广泛应用于机械加工制造。
因此,采用“铝+钢”复合结构可以充分发挥铝钢各自优势,提高结构强度,减轻结构质量,是实现汽车轻量化的有效途径之一。
铝/钢异种金属焊接是制备铝/钢复合结构的关键加工制造工艺,常规的铆接、螺栓连接等机械连接方法虽然可以实现铝/钢的连接,但存在气密性差、减重效果差等缺点,因此难以满足航空航天等行业对铝/钢复合结构的要求,需要合适的焊接工艺实现铝/钢异种金属高强度、可靠连接。
关键词:铝/钢异种金属;旋转摩擦焊;焊接工艺引言铝和钢之间的焊接问题都是难点,但是铝及铝合金应用非常广泛,人们越来越关注铝与钢的连接问题。
首先介绍了钢铝异种金属的焊接性问题,然后介绍了当前存在的集中焊接方式,各有利弊,有些焊接研究还不够深入,需要广大学者进一步努力,推动异种金属焊接技术的不断进步。
1铝/钢异种金属焊接性分析铝与铁的物理性能差异较大,使得了铝/钢异种金属熔化焊接性很差:①铝的熔点和密度比钢低,这导致铝先比钢熔化,当钢熔化时,液态铝浮在钢表面,结晶后焊缝成分不均匀,难以获得高质量的接头;而且在焊接过程中,铝易氧化形成薄膜,使液态铝在钢表面的润湿能力降低,产生夹渣等缺陷,降低接头质量;②铝的热导率、线膨胀系数、弹性模量分别约为铁的3倍、2倍和0.33倍,相差较大,会使接头严重变形,并在内部产生较大的残余应力,易产生裂纹。
因此,铝/钢采用传统的熔化焊接时会产生大量脆硬的金属间化合物,难以获得优质的接头,但因铝/钢复合结构能够满足某些特定的使用要求,有着广泛的应用前景,引起了国内外研究者的广泛关注。
摩擦焊作为一种固态连接工艺,热输入低,在异种材料连接方面有着其它焊接工艺难以取代的优势。
近些年来,国内外学者针对铝/钢摩擦焊展开了较多的研究。
铝与钢异种金属焊接深入研究及其发展概况分析论文

铝与钢异种金属焊接的深入研究及其发展概况的分析【摘要】:随着社会的不断发展,人们对环保问题越来越重视,我国的汽车行业为了大力的提倡保护环境的理念,一直在努力减轻自身的重量。
铝建材的使用是重要措施之一,很多企业采用了铝与钢的异型金属焊接方式,很大程度的减轻了汽车的自身重量,本文就铝与钢的焊接问题进行研究与讨论。
【关键词】:铝;钢;异形金属;焊接;中图分类号:g71一、铝与钢异形金属焊接首先我们对铝和钢的物理特性进行研究和分析,铝的熔点为660℃、比热为900℃、密度为2700p、热导率为220、电阻率为265、弹性模量是71;铁的熔点为1538℃、比热为460℃、密度为7870p、热导率为73、电阻率为13.30、弹性模量为210;铝和铁的熔点为0.44℃、比热为1.96℃、密度是0.34p、热导率为3.01、电阻率为0.20、弹性模量为0.33,从以上物理数据我们可以看出,铝和钢的金属性能有很大的区别,这也是导致铝与钢焊接性能差的原因,其中主要存在的问题有:⑴铝和钢很难进行直接的焊接,因为它们的熔点和密度不同,钢的熔点较铝高,当铝熔为液体时,钢仍然处于固态;其次密度问题当钢融化后,液态的铝会浮在钢水上,当液体冷却后它们所焊接的成分不均匀,导致焊接头性能降低。
⑵钢和铝的热导数相差很大,容易产生焊接头变形和产生裂纹。
二、焊接方式目前,我国铝和钢的焊接方式主要以下几种:摩擦焊接、爆炸焊接、电弧焊接、钎焊接、激光焊接、扩散焊接和磁脉冲焊接等。
⑴摩擦焊接。
摩擦焊接是以机械能作为能源的固相连接法。
它主要是利用机械的两表面相互摩擦产生热来进一步实现金属的连接。
对于铝和钢来说,摩擦焊是非常有效的焊接方式。
摩擦焊可以有效的破坏铝表面的氧化膜,降低它的有害作用。
在1981年有研究学者证明金属间的化合物是影响铝与钢实现焊接的主要问题。
科学家们通过大量的试验最终得出结论,虽然摩擦焊可以把铝与钢很好的进行焊接,并得出焊接接头,但是要做出复杂的形状是不能使用这个模式的,所以我们还需继续研究与探讨。
铝钢异种金属焊接

பைடு நூலகம்、钢与铝及铝合金的焊接
由于铝及铝合金的密 度小、比强度高、具 有良好的导电性、导 热性和耐腐蚀性,因 此,近年来采用铝-钢 双金属焊接结构的产 品越来越多,并在航 空、造船、石油化工、 原子能和车辆制造工 业中显示出独特的优 势和良好的经济效益。
3、1
焊接性分析
铝和铁的物理性能相差很大,焊接过程中铝与钢的接 头处会产生很大的热应力,增加裂纹倾向。 铝相对密度2.70,弹性模量70Gpa,泊松比0.33。熔 点660℃。沸点2327℃。
采用冷压焊焊接钢与铝及其合金,有两种焊接工艺: 一种是在Al+Al3Fe的共晶温度以上焊接;另一种是先 在钢件上涂敷Cu、Ag或Zn,然后再进行冷压焊。采 用第一种工艺时,加热温度可控制在654~660℃,这 时铝还处于固态下,而共晶体已成为液态。采用第二 种工艺时,先在钢件上涂敷铜,然后在654~660℃下 铜与铝接触时,产生Cu-Al共晶液相而形成接头。由 于Ag比Cu不易氧化,也可渡Ag,使Ag-Al固溶体与 Fe-Al固溶体形成共晶点为585℃的共晶液相,使共晶 温度大大低于铝的熔点。
2、异种材料焊接难点
1)、异种材料的线膨胀系数不同,容易产生热应力, 而且这种热应力不易消除,结果会使接头处产生裂纹 或大的焊接变形。 2)、异种材料焊接过程中,由于金相组织的变化以及 新生成的物相结构或化合物,可使焊接接头的性能恶 化,给焊接带来困难。 3)、异种材料焊接熔合区和热影响区的力学性能较差, 特别是塑性和韧性明显下降。 4)、由于接头塑韧性的下降以及焊接应力的存在,异 种材料焊接接头容易产生裂纹,尤其是焊接熔合区和 热影响区更容易产生裂纹,甚至发生断裂。
谢谢大家
铝钢异种材料焊接研究现状与发展前景
铝钢异种材料焊接研究现状与发展前景摘要:各种新的科技成果涌现出来,应用于各个领域中,实现行业新发展,特别是工业企业,新技术成果带来日新月异的变化。
改革开放几十年,工业企业的发展中成效显著,我国长期以来走科学发展道路,尤其是持续健康发展战略提出来,对戏产业革新起到一定的促进作用,正如近年来铝钢异种材料焊接技术快速发展起来。
但是,与西方发达国家相比较,异种材料焊接技术发展依然存在滞后性。
该技术要实现更哈发展,就要了解其现状,从实际角度出发分析,本论文着重于研究铝钢异种材料焊接研究现状以及未来发展前景。
关键词:铝钢异种材料;焊接技术;研究现状;未来发展前景引言中国长期以来走科技强国道路,这是发挥科学技术的作用为国家发展指明了方向。
在经济水平逐渐提高的情况下,人们的绿色理念竖立起来,于是开始倡导“绿色生活”,相应的需求增加,促使各种异种材料应运而生,其中极具典型意义的是铝合金。
铝合金的主要成分是铝和钢,结合使用其他异种材料,采用焊接技术获得焊接物。
这种材料的重要特点是比较轻,有很强的硬度,现在很多高端机械制造领域都使用这种材料[1]。
但是,这种铝制品的制作过程中,进行异种材料焊接的时候有很高的技术要求。
近年来,国家通过深入研究焊接技术,很多新技术出现,虽然技术上有所更新的,但是应用于铝钢焊接上依然存在不足之处,这就需要从应用领域需求出发进一步深入研究,以实现铝合金材料量生化,扩大应用范围。
一、铝钢异种材料焊接现状(一)铝钢异种材料中熔焊技术的应用现状熔焊作为一种焊接方法是比较常见的,在焊接的过程中主要发挥作用的是激光、电流以及气体,将两种相同材料或者不同材料连接起来。
焊接技术应用中,应用管熔焊技术,需要在高温作用下将焊接接头融化,之后连接两个被焊的接头,冷却处理之后在重力的作用下融合两个工件。
在对不同种类的材料进行焊接的过程中通常会采用这种焊接技术,就是使用焊条和电弧就可以完成焊接工作,还要将气体合理运用可以对焊接起到很好的保护作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝钢异种材料焊接研究现状与发展
铝钢异种材料的焊接是一种常用的重要连接方式,它是在热加工的情况下,把两种不同的金属或非金属材料经由填充材料的辅助焊接而成为一体,从而达到坚固连接、结构固定和抗外力作用的效果。
近年来,随着技术的发展和铝钢异种材料应用的增多,铝钢异种材料焊接成为一种重要的焊接方式。
本文就铝钢异种材料焊接研究现状与发展进行综述,旨在进一步发展铝钢异种材料焊接技术,为科学研究提供一定的理论基础。
一、钢异种材料焊接的基本性能
铝钢异种材料焊接具有良好的工艺性能,可以实现快速焊接、结构化焊接及定位精度的控制。
同时,铝钢异种材料焊接具有一定的高温耐受性和抗腐蚀性,不易因外部温度和湿度的变化而受到影响。
有限度的改变焊缝结构可增加材料的强度和耐磨性,以及抗腐蚀性、颜色不变性等性能。
但是,由于铝钢异种材料的焊接过程中易受到外部的机械应力和温度、湿度的影响,所以必须采取一定的措施来控制这些因素。
并且由于材料的物理、化学性能不同,对焊接后材料结构形状、强度、粘接性和可靠性的要求也不同,因此在选择焊接方式和技术参数时,需要综合考虑这些因素。
二、究现状
铝钢异种材料焊接的研究现状主要包括焊接技术及研究、基础研究及数值模拟、材料及材料组合研究等方面。
在发展的过程中,各种
焊接方法的性能也有所提高,如单晶焊接(SMAW)、电弧焊接(MMAW)及埋弧焊接(TIG)等。
焊接参数的研究也不断深入,如焊接电流、电压、材料厚度、温度和湿度等。
相关研究成果表明,改变不同参数可以改变焊接特性,改善焊接质量和提高焊接性能。
基础研究的重点是研究焊接温度的分布情况,以及焊缝中残余应力和应变的分布状况等。
不同的焊接方式,焊接温度的分布会有所不同,也会影响焊接的质量和性能。
相关研究成果表明,如使用半结晶或全结晶焊接、无用氩气填充焊接等较新的技术可以显著改善焊接质量。
对于Ⅱ型铝钢异种材料焊接,如不锈钢/铝、铝/铁、铝/铜等,目前主要进行材料组合的研究,以及进行c温度和弹性的考察。
通过分析不同的组合材料的特性,可以确定合适的焊接参数和焊接方式,从而达到良好的焊接效果。
三、究发展方向
随着材料技术的发展,铝钢异种材料焊接也面临着种种挑战。
因此,未来的研究将致力于提高焊接质量和性能,以满足客户的各种需求。
首先,需要进一步完善焊接技术,开发新的焊接工艺,如新型电弧焊接、激光焊接、超声焊接等,以及新型填充材料的应用等。
其次,还要对各种材料组合、合金等进行详细的研究,并研究复杂场景下的焊接工艺,如压力加工、夹紧焊接、反复焊接等,以及进行材料的性能验证,确定合理的焊接参数和焊接技术条件。
最后,为了提高焊接
质量和性能,还将研究新型焊接控制系统,建立新型焊接实验室,进行多种性能分析和安全检测等。
综上所述,铝钢异种材料焊接研究主要侧重于性能优化,发展前景广阔。
只要科研人员充分发挥创造性思维,不断探索和改进,就能不断提高焊接质量和性能,为铝钢异种材料的应用提供有效的技术保障。