激光-电弧新技术及其应用
激光-电弧复合焊接技术综述
相对于传统的T I G 焊 、M 1 G / M A G 焊等 热源 焊接而言,激光一 电弧复合焊接技术具有焊接熔 深大 、焊接速度快 、焊后变形小 、焊接热影响 区窄 、焊缝成形好 、熔池桥接能 力强 、焊接接 头性能好等特点 ,是一种可靠性高 、适应性强
的焊接工 艺方法 ;与传统单热源焊接相 比,激 光一 电弧复合焊接能够通过激光与电弧问的相互
送丝 ,所以大多数焊接过程采用旁轴 复合 ,但
是同轴复合也可以实现。T i d 在研究 中发现,
当电弧与激光位置完全重合时 ,激光 能量 主要 用于熔化焊丝而不是形成匙孑 L ,因此改变激光 与 电弧相对位置可增大熔深 。并且在复合焊接 时,焊接方向对接头形状会有一定程度的影响。 4 . 3 激光一 等离子弧复合焊接 激光一 等离子弧复合焊接主要适用于薄板对 接、镀锌板搭接、钛合金、铝合金等高反射率和高 导热系数材料的焊接及切割、表面合金化等 。 在激光一 等离子弧复合焊接过程中 ,利用等离子
焊接时,由于等离子弧焊枪的特殊结构 ,导致它 与激光复合时的调节余地减小 ,不过大量试验结 果表明此种复合也具有很 明显的优势 ,它消除了 单一等离子弧焊接时容易出现的咬边问题 。
4 . 4 激光一 双Ml G电弧复合焊接
节约资源 、减少污染、降低能耗、改善汽车
性能以及车身材料的再生 l 生,已经成为汽车工业
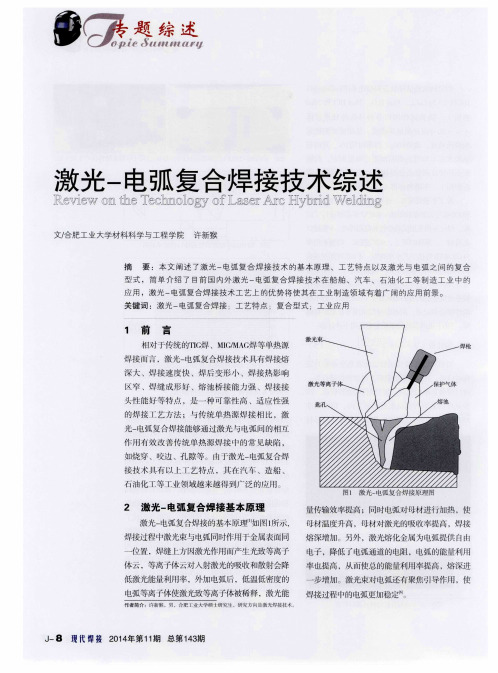
激光一 电弧复合焊接的基本原理 如 1 所示,
量传输效率提高;同时电弧对母材进行加热 ,使 母材温度升高 ,母材对激光的吸收率提高 焊接
焊接过程中激 光束与电弧同时作用 于金属表面同
一
熔深增加。另外 , 激光熔化金属为电弧提供 『 j 南
电子 ,降低了电弧通道的电阻 ,电弧的能世利用
[电弧,激光,特点]机械激光―电弧复合焊接的技术特点及作用
![[电弧,激光,特点]机械激光―电弧复合焊接的技术特点及作用](https://img.taocdn.com/s3/m/ce3f370028ea81c759f57895.png)
机械激光―电弧复合焊接的技术特点及作用近年来,随着激光设备和电弧设备性能的提高,机械激光-电弧复合焊接技术也成为了研究的重点,因而需要深入了解激光-电弧复合焊接技术的发展背景,总结技术特点延伸实际应用,让激光-电弧复合焊接技术在实际需求中发挥重要作用。
一、机械激光-电弧复合焊接技术的发展背景机械激光-电弧复合焊接技术是为了满足特定材料的加工焊接要求,综合利用机械激光焊接和电弧焊接的优势,将其物理性能和能量传输性能以恰当的方式融合到一起,形成的一种科学先进的技术手段。
将电弧焊接和激光焊接技术取长补短的结合起来形成的激光-电弧复合焊接技术具有经济、高效的特点,解决了许多材料的加工要求,实现了优质的焊接。
电弧焊接是应用最早且在材料技术上运用较普遍的焊接的技术,将电能转换为热能完成金属之间的连接,分为非熔化极电弧焊接和熔化极电弧焊接,但是由于电弧能力分布密度特性,导致焊接速度较慢,焊接的深度和熔度较浅,造成材料容易焊接变形,并且生产效率较低。
激光焊接可以利用高达107W/cm2的能量密度形成小孔和等离子体时的热加工,激光焊接速度比较快,材料变形较少,通过较少的热输入量形成深度比大的良好焊接效果,从而实现精密焊接。
但是也存在着一定的缺点,即焊接接头的间隙要求较高、焊接过程的稳定性和激光能量的利用率较差、焊接厚度较高的材料成本过高。
为顺应时代发展,综合焊接需求,针对电弧焊接和激光焊接的优劣,在20世纪70年代末,英国伦敦帝国大学对复合焊接工艺进行了研究,提出了电弧与激光焊接结合的工艺概念,随后英国学者和美国等科学研究者利用了激光配合一定量的辅助电弧,形成了现如今激光-电弧复合焊接的技术工艺,解决了焊接熔深浅问题和生产成本过高的问题,有效的提升了能量的利用率,提高了焊接的生产效率。
二、激光-电弧复合焊接的原理激光―电弧复合焊接技术在工作时,激光及电弧同时作用在金属表面的一点上。
在激光的作用下,焊缝的上方会产生一定的等离子体云,这种等离子体云会吸收及散射进行射入过程中的激光,从而降低了激光能量的功能。
大连理工大学科技成果——低能耗激光-电弧复合焊接工艺及设备
大连理工大学科技成果——低能耗激光-电弧复合焊接工艺及设备一、产品和技术简介:大连理工大学在国家“十五”863、科技攻关以及“十一五”科技支撑计划的持续支持下,发现了激光诱导增强电弧的行为与机制,发明了低功率激光-电弧复合焊接技术,并开发出了具有自主知识产权的低能耗激光-电弧复合焊接工艺和装备。
该技术充分利用了激光焊与电弧焊的优点,解决了激光能量利用率低、搭桥能力差以及电弧焊效率低、焊接质量低等一系列问题,实现低能耗高效焊接。
应用测试表明,低能耗激光-电弧复合焊接装备与现有电弧焊设备相比,焊接能耗可降低50%,焊接效率可提高5-8倍,焊接性能提高20-30%,是具有低能耗、优质、高效等高端功能的先进焊接装备。
二、应用范围:可用于焊接各种尺寸的镁合金、铝合金、钛合金等轻合金以及高强钢等同质和异质材料结构件,如镁合金汽车、自行车、摩托车等结构件,船舶企业、汽车等企业各类宽幅板材拼焊以及典型结构件制备等。
三、生产条件:低能耗激光-电弧复合热源焊接装备可以满足激光焊接、氩弧焊接使用的所有焊接生产条件,并且焊接速度为氩弧焊接5-8倍,组对间隙为激光焊接2-4倍,焊接熔深为氩弧焊接2-3倍,激光焊接4-5倍。
四、规模与投资:本产品具有光纤耦合传递系统,能够与焊接机器人配合,可以实现全方位、精密、柔性焊接,能够满足复杂结构件的优质、高效焊接需求。
本产品适合大批量生产,产品成本预计20-30万元,主要包括激光器、电弧电源以及自动控制系统和工作台。
五、知识产权情况:具有完全自主知识产权。
六、市场需求与经济效益分析:基于能源节约型的低能耗激光-电弧复合焊接工艺与设备与传统电弧焊相比,焊接效率可提高5-8倍,成本仅为大功率激光焊接的20-30%,因此可以部分替代现有的传统电弧焊设备以及大功率激光焊接设备,在汽车薄板以及船舶、石化中厚板等焊接领域具有巨大的应用前景。
目前我国拥有电弧焊设备预计在150万台以上,因此随着本产品的产业化推广应用,将逐步替代传统电弧焊设备,拥有巨大的市场空间,蕴藏着显著的经济和社会效益。
焊接电弧的激光诊断技术应用
焊接电弧的激光诊断技术应用随着工业生产的发展,为了适应不断提高的加工技术要求,焊接工作者也在不断改进和完善焊接设备和工艺。
电弧作为热源应用于材料的连接已有一百多年的历史。
从二战到上世纪的60年代中期,包括激光、电子束在内的大部分常用焊接方法都已问世,同时亦激发了人们对其机理的探索和认识。
在这一背景下,加快研究焊接电弧状态、以电弧物理理论指导焊接工艺、提高生产效率和产品质量有着重大的现实意义。
这样也就发展了多种焊接电弧诊断方法。
1 不同电弧诊断方法以往,在确定等离子体气体温度、电子温度以及电子密度的方法中,发射光谱法是最常用的诊断方法。
然而,只有当局部热力学平衡(LTE, local thermodynamic equilibrium)在电弧等离子体中存在时,测量结果才有效。
一般认为,当电子数密度超过1023m-3时,就可以满足LTE[1],也就是说,那些电子密度超过1023m-3的区域就可以测得电弧的温度。
然而,自由燃烧电弧中LTE的存在是有争议的。
同时,传统的发射光谱法是对观测方向上辐射强度的累积,它不能直接对电弧中单个点的状态参数做出诊断。
因而其直接测量电弧温度的效果也就不太理想。
直接确定等离子体中这些参数,特别是在不干扰周围条件时,一种可行方法为等离子体激光Thomson散射的谱线形状分析法[2]。
Snyder和Bentley通过该方法测量了常压下自由燃烧的直流电弧,描述出随时间变化的中心线气体温度曲线[3];Bentley应用该方法发现常压自由燃烧氩弧中电子温度和电子密度的径向和轴向分布大范围的偏离了LTE[4]。
在自由燃烧氩弧条件下,不同学者用光谱法和其他方法测得的温度值之间存在很大的差异。
举例而言,Koyabashi和Suga[5]、Hsu、Etemadi和Pfender[6]用光谱法测量发现这些电弧具有超过20000K 的温度峰值。
相反的是,Seeger和Tiller[7]用光谱法测量,而Gick、Quigley和Richards[8]用静电探针方法测量,在同样类型电弧条件下,他们得到电弧的最高温度约为12000K。
【涨知识】激光电弧复合焊接技术
【涨知识】激光电弧复合焊接技术长期以来,激光焊接和电弧焊接两种工艺由于能源传输的物理过程和能源流动的方式不同,都有其各自的特殊应用领域。
激光焊接工艺的热影响区非常窄,焊缝的深宽比也很高,具有较高的焊接速度,但由于焦点直径很小,所以焊缝桥接能力很差。
电弧焊工艺能源密度较低,但可以在表面形成较大的聚焦点,缺点是工艺速度较慢。
如果将这两种工艺结合起来,结果会怎样呢?事实证明,两种工艺的混合焊接工艺可以获得非常好的综合效应,在焊接质量、生产工程和生产成本等方面都有明显的优势,因此在汽车工业中得到了广泛应用。
激光复合焊开发早在20世纪70年代,将激光光束和焊接电弧融合到一起形成焊接工艺的方法就已经为人知晓,但是,此后很长一段时间,人们并没有对这种工艺进行进一步研发。
不过,最近研究人员又开始把目光转向这种工艺,试图再将电弧焊接的优势与激光焊接的优势结合起来,形成一种混合型的焊接工艺。
在早些时候,激光器是否适合工业使用尚待证明,而今天,在许多生产企业里,激光器几乎已经成为一种标准设备。
将激光焊接工艺与另外一种焊接工艺相结合,被称为“激光混合焊接工艺”,即激光束和电弧同时在一个焊接区域内起作用,二者相互影响、相互支持。
激光焊接不仅需要强大的激光功率,而且还需要高质量的激光束,这样才能获得理想的“深焊缝效应”。
例如大众汽车公司目前正在进行的项目就使用灯泵浦固体激光器,激光光束的功率为4kW,激光通过水冷600mm玻璃纤维进行传输,激光束通过焦距为200mm/220mm的调焦模块投射到待焊工件上。
激光电弧混合焊接工艺是将激光焊与电弧焊这两种焊接工艺有机地结合起来,从而获得了优良的综合性能,提高了效率/成本比。
如1.5mm+2.0mm AlMgSi1接头激光混合焊接的焊接速度可以达到8.1m/min,并且只需使用4kW的固体激光源。
当利用激光混合焊接工艺焊接金属工件时,钕钇铝石榴石激光束进行聚焦后获得强度为106W/mm2 的光束。
3.22 激光电弧复合焊的应用讲解

4)LAH与其它焊接方法对比
表1 LAH与其它焊接方法相关参数对比
5)工业实际应用
(1)大众Phaeton(辉腾)车型 激光-MIG复合焊:激光功率2.9KW、Ar保护、焊速4.2m/min.,
焊丝AlSi12,送丝速度4.2m/min.焊缝长度达357cm。
(2)丹麦Odense造船厂 激光 - 电弧复合焊代替激光焊,装配精度从 0.4mm 降到 1mm,节 省机加成本且提高效率。
3. 小结
激光可与多种电弧组成复合焊,以激光 -MIG 复合焊研究和
应用最多,特别是对铝板和中厚钢板的焊接适应性强、对焊
前装配要焊接过程是否采用填丝主要考虑的影响因素是什么?
2)为什么激光 -MIG 复合焊焊接铝合金比单独采用激光焊接铝
合金有明显优势?
(2)激光与MIG复合焊
a:填丝焊接过程稳定,改善冶金性能 b:提高间隙适应性,改善成形和组织
c:减少热输入,稳定焊接过程
图3 激光-MIG复合焊的实际焊接
(3)激光与等离子弧复合焊
a:提高焊速,提高焊接效率 B:延长冷却时间,减少硬化和残余应力的敏感性
实例:采用该方式对0.16mm锌板的焊速高达90m/min.,单独用 激光焊在48m/min.时则不稳定,产生缺陷。
图1 激光-电弧同轴复合示意图
2)旁轴式
激光和电弧不在同一轴线上(图2,非对称热源)
图2 激光-电弧旁轴复合示意图
3)激光与不同电弧的复合
(1)激光与TIG复合焊 a:低功率激光器代替高功率焊接
b: 薄件高速焊接
c:增加熔深,改善成形 d:降低装配要求 实例:CO2激光器功率0.8KW,TIG电流为90A,焊速为2m/min.时, 相当于5KW激光器焊接能力。
激光在焊接电弧高速摄像技术中的应用
激光焊接电弧高速摄像技术中提要: 建立了以激光为背景光源的高速摄像系统, 该系统包括焊接平台、焊接设备和摄像装置三部分。
介绍了电弧高速摄像的关键技术,包括光路的设计、背景光源的选择和弧光的消除等。
利用此系统可在线观测和监控焊接过程。
关键词: 激光应用; 电弧; 高速摄像,肉眼无法观察, 必须借助于高速摄像机进行观察。
本文建立了一套新的电弧高速摄像系统,特点是以激光作为背景光源, 使用方便、成本低。
重点介绍了高速摄像关键技术。
1高速摄像系统组成高速摄像系统由三部分组成: 焊接平台: 焊接设备: 摄像装置。
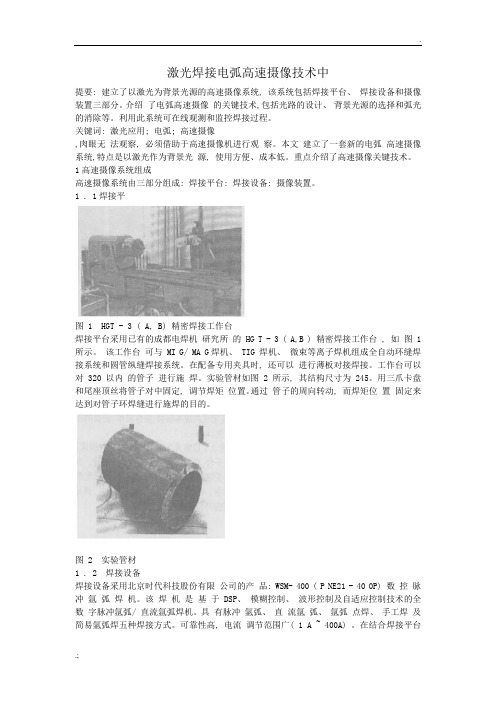
1 . 1焊接平图 1 HGT - 3 ( A, B) 精密焊接工作台焊接平台采用已有的成都电焊机研究所的 HG T - 3 ( A,B ) 精密焊接工作台 , 如图 1 所示。
该工作台可与 MI G/ MA G焊机、 TIG 焊机、微束等离子焊机组成全自动环缝焊接系统和圆管纵缝焊接系统。
在配备专用夹具时, 还可以进行薄板对接焊接。
工作台可以对 320 以内的管子进行施焊。
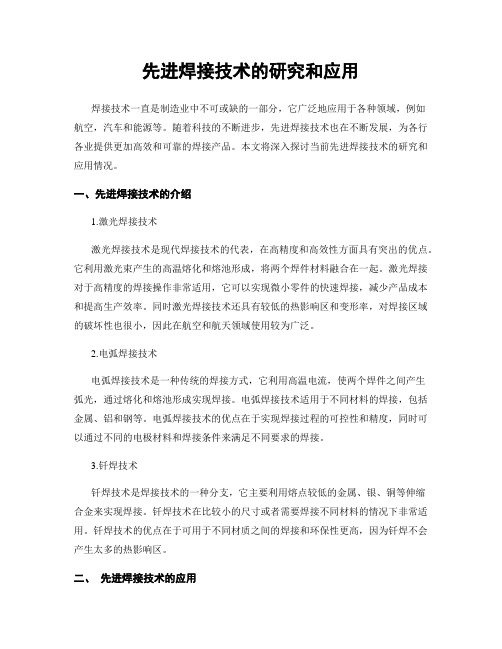
实验管材如图 2 所示, 其结构尺寸为245。
用三爪卡盘和尾座顶丝将管子对中固定, 调节焊矩位置。
通过管子的周向转动, 而焊矩位置固定来达到对管子环焊缝进行施焊的目的。
图 2 实验管材1 .2 焊接设备焊接设备采用北京时代科技股份有限公司的产品: WSM- 400 ( P NE21 - 40 0P) 数控脉冲氩弧焊机。
该焊机是基于DSP、模糊控制、波形控制及自适应控制技术的全数字脉冲氩弧/ 直流氩弧焊机。
具有脉冲氩弧、直流氩弧、氩弧点焊、手工焊及简易氩弧焊五种焊接方式。
可靠性高, 电流调节范围广( 1 A ~ 400A) 。
在结合焊接平台具体操作时 , 将焊机的焊炬夹持在焊接平台的三维调节机构上, 该调节机构可以在 ( x ,y , z ) 三个方向进行调节。
这样, 可以通过同心度检测来调整管子和焊炬的相互位置。
1 . 3 摄像装置常见的高速摄像装置由四部分组成。
新型激光电焊方法

新型激光电焊方法
新型激光电焊方法是一种高效、精准、环保的焊接技术,它采用激光束对焊接材料进行加热,使其熔化并形成焊缝。
相比传统的电弧焊、气焊等方法,新型激光电焊方法具有以下优势:
激光电焊方法具有高效性。
激光束的能量密度非常高,可以在极短的时间内将焊接材料加热至熔点,从而实现快速焊接。
与传统的焊接方法相比,激光电焊可以大大缩短焊接时间,提高生产效率。
激光电焊方法具有高精度。
激光束的直径非常小,可以精确地控制焊接位置和焊接深度,从而实现高精度的焊接。
这对于一些对焊接精度要求较高的行业,如航空航天、汽车制造等,具有重要意义。
激光电焊方法具有环保性。
激光电焊不需要使用焊接剂,不会产生有害气体和废弃物,对环境没有污染。
这对于现代社会追求绿色环保的理念来说,具有重要意义。
激光电焊方法具有广泛的应用前景。
激光电焊可以用于焊接各种材料,如金属、塑料、陶瓷等,具有广泛的应用前景。
目前,激光电焊已经被广泛应用于航空航天、汽车制造、电子制造等领域。
新型激光电焊方法是一种高效、精准、环保的焊接技术,具有广泛的应用前景。
随着科技的不断进步,激光电焊技术将会得到更加广泛的应用和发展。
激光-电弧复合焊接技术的研究进展及应用现状

激光-电弧复合焊接技术的研究进展及应用现
状
激光-电弧复合焊接技术是一种新兴的焊接成形技术,它的出现
使焊接的效率大幅度提高,并且能够生产卓越的焊接质量,广泛应用
在苛刻的工业环境中。
激光-电弧复合焊接技术,用先进的激光焊接技术,将大功率的
激光束同电弧火焰和保护气体协同作用,以焊接高性能金属材料。
激
光-电弧复合焊技术具有低温焊接、节能效率高、焊接速度快、焊接质
量稳定等优点。
激光-电弧复合焊技术在基础研究领域,有其重要的研究进展,
如激光-电弧复合焊技术在空间条件下的应用研究,在电弧焊与激光焊
的组合应用等。
激光-电弧复合焊技术在实际应用中,应用于各种航空
航天、汽车制造、过程控制设备、智能装备、各种工程结构件的制造
等领域,已经在能源工程、石油、化工等行业取得了满意的效果。
激光-电弧复合焊技术的发展前景也非常乐观,将朝着智能化、
定制化、小批量化、大规模统一生产等目标迈进。
例如在智能化方面,运用柔性操控、智能调节和智能优化等使激光-电弧复合焊技术的智能
化的程度更上一层楼,再结合深度学习等技术,有望实现成型质量如
痕迹般可控和重复;同时,将在新材料的开发和运用上,加入特殊元
素以改善焊接性能,提升激光-电弧复合焊技术的应用效率。
总之,激光-电弧复合焊技术发展迅速,它的出现为众多苛刻环
境中的焊接尽心提供了便利。
随着技术、材料以及运用形式的不断完
善和发展,激光-电弧复合焊技术将在变革和创新中保持其领先的地位,为人类的技术进步做出更多的贡献。
激光_电弧复合焊接技术的研究与应用

0前言20世纪70年代末,英国学者W M Steen 等率先利用TIG 和CO 2激光实现了激光-电弧复合焊。
近年来,随着电弧焊设备和激光器性能的提高,激光-电弧复合焊技术的发展日益加速,激光-电弧复合焊已成为激光焊接研究的热点方向,德国、美国、日本和瑞典等国家都在该领域做了大量的研究实践工作。
激光-电弧复合焊的应用研究主要是针对高速薄板焊接、中厚钢板焊接和铜铝合金等高反射材料的焊接等,涉及的行业包括汽车、造船、航空和石油管道等。
1激光-电弧复合焊接的提出背景、基本原理和复合形式聚焦激光束由于具有高的热源密度,使其应用于焊接领域具有速度高、热输入小、变形小、热影响区窄以及接头综合性能好等一系列优点。
但是,与其他焊接热源一样,激光焊也有其缺点:设备投资大;能量利用率低;焊前的准备工作要求高;高反射金属焊接困难,接头中容易产生气孔、裂纹、咬边等缺陷。
为避免单独激光焊接所存在的问题,研究者便提出了激光与电弧的复合,其出发点是利用电弧焊接的低成本、适用范围宽等特点。
随后的研究成果表明,激光-电弧复合热源既综合了上述2种焊接热源的优点,又相互弥补了各自的不足,还产生了额外的能量协同效应。
激光-电弧复合焊接的原理如图1所示,激光与电弧同时作用于金属表面同一位置,焊缝上方因激光作用而产生光致等离子体云,等离子云对入射激光的吸收和散射会降低激光能量利用率,外加电弧后,低温低密度的电弧等离子体使激光致等离子体被稀释,激光能量传输效率提高;同时电弧对母材进行加热,使母材温度升高,母材对激光的吸收率提高,焊接熔深增加。
另外,激光熔化金属为电弧提供自由电子,降低了电弧通道的电阻,电弧的能量利用率也提高,从而使总的能量利用率提高,熔深进一步增加。
激光束对电弧还有聚焦、引导作用,使焊接过程中的电弧更加稳定。
在复合焊中,参与复合的激光包括Nd :YAG (钕:钇铝石榴石)激光、CO 2激光;电弧包括TIG电弧、MIG /MAG 电弧以及等离子弧,利用各种复合收稿日期:2009-12-09文章编号:1002-025X (2010)05-0002-06激光-电弧复合焊接技术的研究与应用袁小川1,赵虎2,王平平2(1.山东中德设备有限公司,山东济南250101;2.山东省冶金地质水文勘察公司,山东济南250101)摘要:阐述了激光-电弧复合焊接的基本原理和复合形式,归纳了几种激光-电弧复合焊接技术的特点、应用范围和国内外的研究进展,介绍了目前国内外激光-电弧复合焊接技术在汽车、造船、石油化工等制造业中的应用,最后指出激光-电弧复合焊接技术有着非常广泛的应用前景,是今后激光焊接技术的发展趋势,激光-电弧复合焊接机理还有待于进一步研究。
先进焊接技术的研究和应用
先进焊接技术的研究和应用焊接技术一直是制造业中不可或缺的一部分,它广泛地应用于各种领域,例如航空,汽车和能源等。
随着科技的不断进步,先进焊接技术也在不断发展,为各行各业提供更加高效和可靠的焊接产品。
本文将深入探讨当前先进焊接技术的研究和应用情况。
一、先进焊接技术的介绍1.激光焊接技术激光焊接技术是现代焊接技术的代表,在高精度和高效性方面具有突出的优点。
它利用激光束产生的高温熔化和熔池形成,将两个焊件材料融合在一起。
激光焊接对于高精度的焊接操作非常适用,它可以实现微小零件的快速焊接,减少产品成本和提高生产效率。
同时激光焊接技术还具有较低的热影响区和变形率,对焊接区域的破坏性也很小,因此在航空和航天领域使用较为广泛。
2.电弧焊接技术电弧焊接技术是一种传统的焊接方式,它利用高温电流,使两个焊件之间产生弧光,通过熔化和熔池形成实现焊接。
电弧焊接技术适用于不同材料的焊接,包括金属、铝和钢等。
电弧焊接技术的优点在于实现焊接过程的可控性和精度,同时可以通过不同的电极材料和焊接条件来满足不同要求的焊接。
3.钎焊技术钎焊技术是焊接技术的一种分支,它主要利用熔点较低的金属、银、铜等伸缩合金来实现焊接。
钎焊技术在比较小的尺寸或者需要焊接不同材料的情况下非常适用。
钎焊技术的优点在于可用于不同材质之间的焊接和环保性更高,因为钎焊不会产生太多的热影响区。
二、先进焊接技术的应用1. 汽车工业随着汽车工业的发展,高强度和轻量化成为汽车焊接的主要趋势。
激光焊接技术和电弧焊接技术在汽车行业中得到广泛的应用。
例如在汽车车架中,激光焊接可以实现高精度的焊接,使车身强度更高,并且减少车身的重量,同时车身变形率也会比较小。
电弧焊接技术在汽车生产中也非常普遍,主要用于焊接底盘和引擎等地方。
2. 能源工业能源产业需要使用高强度和耐高温的材料,先进焊接技术满足了这些要求。
例如火力发电厂和核电站的焊接,需要使用焊接技术确保高强度和耐腐蚀能力。
激光焊接技术和电弧焊接技术适用于这些需要高强度和耐腐蚀的场合。
大连理工大学科技成果——低能耗激光-电弧复合柔性焊接理论及技术
研究内容与特色
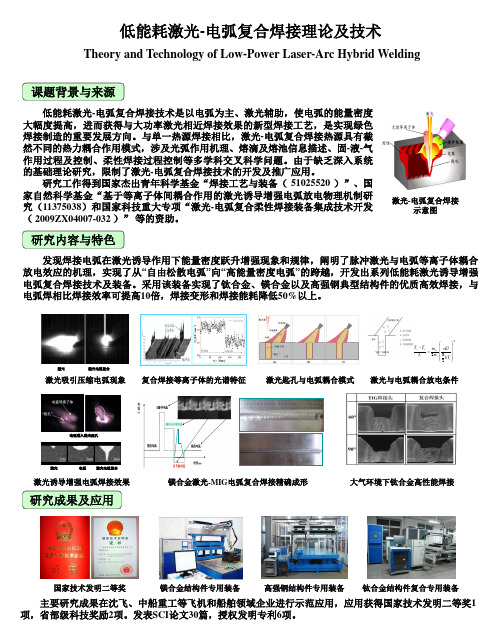
发现焊接电弧在激光诱导作用下能量密度跃升增强现象和规律,阐明了脉冲激光与电弧等离子体耦合 放电效应的机理,实现了从“自由松散电弧”向“高能量密度电弧”的跨越,开发出系列低能耗激光诱导增强 电弧复合焊接技术及装备。采用该装备实现了钛合金、镁合金以及高强钢典型结构件的优质高效焊接,与 电弧焊相比焊接效率可提高10倍,焊接变形和焊接能耗降低50%以上。
研究工作得到国家杰出青年科学基金“焊接工艺与装备( 51025520 )”、国 家自然科学基金“基于等离子体间耦合作用的激光诱导增强电弧放电物理机制研 究(11375038)和国家科技重大专项“激光-电弧复合柔性焊接装备集成技术开发 ( 2009ZX04007-032 )” 等的资助。
激光-电弧复合焊接 示
高强钢结构件专用装备 钛合金结构件复合专用装备
主要研究成果在沈飞、中船重工等飞机和船舶领域企业进行示范应用,应用获得国家技术发明二等奖1 项,省部级科技奖励2项。发表SCI论文30篇,授权发明专利6项。
低能耗激光-电弧复合焊接理论及技术
Theory and Technology of Low-Power Laser-Arc Hybrid Welding
课题背景与来源
低能耗激光-电弧复合焊接技术是以电弧为主、激光辅助,使电弧的能量密度 大幅度提高,进而获得与大功率激光相近焊接效果的新型焊接工艺,是实现绿色 焊接制造的重要发展方向。与单一热源焊接相比,激光-电弧复合焊接热源具有截 然不同的热力耦合作用模式,涉及光弧作用机理、熔滴及熔池信息描述、固-液-气 作用过程及控制、柔性焊接过程控制等多学科交叉科学问题。由于缺乏深入系统 的基础理论研究,限制了激光-电弧复合焊接技术的开发及推广应用。
激光
激光电弧复合
激光—MIG电弧复合焊接基础研究及应用
华中科技大学硕士学位论文激光—MIG电弧复合焊接基础研究及应用姓名:王治宇申请学位级别:硕士专业:材料加工工程指导教师:胡伦骥20060424华 中 科 技 大 学 硕 士 学 位 论 文摘要激光—电弧复合焊接是一种新兴的特种激光加工技术,它将两种物理性质、能量传输机制截然不同的激光和电弧热源复合在一起,同时作用于同一加工位置,既充分发挥了两种热源各自的优势,又相互弥补了各自的不足,从而形成了一种全新高效的热源。
激光—电弧复合热源至少是一种激光热源(CO2、YAG等)与一种弧焊热源(TIG、Plasma、MIG/MAG)的组合,激光—MIG复合热源因其焊接效率高、间隙适应性好、焊缝成分和性能可控等优点正在成为工业生产中最重要的激光焊接方法之一。
本文在总结国内外激光—电弧复合热源焊接研究现状基础上,对激光—MIG复合焊接技术进行了工艺基础及应用的研究。
首先建立了CO2激光—MIG电弧旁轴复合热源系统,以普通碳钢为试材进行了堆焊试验,对焊缝的横断面几何形貌进行了测定,结果显示,复合焊较激光、电弧焊的熔深、熔宽增加,焊缝成型更美观,复合激光功率越大,作用效果越明显。
随后利用Nd:YAG激光—MIG电弧复合热源系统对激光功率、电弧功率、焊接速度、焊接方向等参数与焊缝形貌之间的关系进行了研究,讨论了激光与电弧的交互作用。
研究表明:在一定的焊接工艺条件下,激光功率主要影响复合焊缝熔深,而电弧功率主要影响熔宽,激光电弧的交互作用有利于增加熔深,却负作用于熔宽的增加;当一定功率的Nd:YAG激光与电弧热源复合时,焊缝熔深随着电弧功率的增大先增后减,熔深最大时,电弧功率与复合热源功率的比值约为0.6。
对应的其它实验结果也表明:复合热源焊接效率提高,焊前适应性好。
最后,将激光—MIG复合焊接技术应用于ZL114铝合金的焊接,成功地实现了2mm和8mm厚平板及筒体复合热源的拼焊。
关键词:激光—MIG复合焊接激光加工Nd:YAG激光电弧功率焊缝形貌铝合金华 中 科 技 大 学 硕 士 学 位 论 文AbstractLaser–arc hybrid welding is a new special welding technique in laser processing, in which the laser beam and the arc act on the same molten pool, the synergistic actions of the laser and the arc were exploited, improving the welding efficiency compared with the individual processes.A descriptive term of laser–arc processes should include the laser type(i.e. CO2, Nd:YAG) and the arc welding process(TIG, Plasma, MIG/MAG), and hybrid laser–MIG welding becomes one of the most significant laser welding technologies in industry dueto its higher welding efficiency, higher tolerance to gaps between plates, and adjustment of composition and microstrcture of the weld metal.Based on summarization of the current research on hybrid welding technique, a program of experimental work was undertaken to investigate the hybrid laser–MIG welding process and its application in this paper. First a paraxial CO2 laser–MIG hybrid welding system was set up and produced bead–on–plate runs on carbon steel under different welding conditions, the weld bead shape were measured. The results show that the laser–MIG hybrid welding can increase penetration and width, improve the quality of weld bead formation compared with laser and arc welding, and the higher the laser power, the more significant the effect.Then a Nd:YAG laser–MIG hybrid welding system was used to study the relationship between hybrid welding parameters and bead geometry, the parameters like laser power, arc power, welding speed, welding direction etc greatly influenced the weld bead. Influence of interaction between laser and arc energy on bead geometry was analyzed, it was found that under stated condition the weld penetration mainly depends on the laser power and the width depends on the arc power, the reciprocity of laser and arc contributesa positive effect on penetration, but a negative effect on weld width. With a certain华 中 科 技 大 学 硕 士 学 位 论 文constant power of Nd:YAG laser combined with the arc, the weld penetration went deeper at first and then reduced as the arc power increased, when penetration was in peak value, the energy ratio of arc power to hybrid power was about 0.6. Later the advantages of hybrid welding compared with laser or MAG welding alone were assessed, and a series of adaptability experiments of laser–MIG hybrid welding were carried out. The results indicate that the laser–MIG hybrid welding improves welding efficiency and owns good welding adaptability.At last, the application of laser–MIG hybrid welding on ZL114 aluminum alloy was realized on the 2–8mm thick plates and cylinders butt joints.Key words: Laser–MIG hybrid welding Laser processing Nd:YAG laser Arc power Bead geometry Aluminum alloy华 中 科 技 大 学 硕 士 学 位 论 文独创性声明本人声明所呈交的学位论文是我个人在导师指导下进行的研究工作及取得的研究成果。
激光-电弧复合焊接的应用
蕈 3 卷 第2 6 期 20 0 6年 2月
雹晖俄
Wed Ma li d曲 e
V0.6 No2 1 . 3
F b2 0 e .0 6
激 光一 弧 复 合 焊 接 的 应 用 电
王治宇 , 明 , 王春 胡伦骥 。 胡席远
( 中 科技 大 学 材 料 学 院 , 北 武 汉 4 0 7 } 华 湖 30 4
K y w r s h ̄ -w hb d e igw li q im n; d sil pj t n “’ f“ ¨pop! e o d : r y r l n ;e n eup e t n uta a i w d d g i r p I 日 o ;f “— 0 rsfl cj p 日 e
磐厦 生 产
Appia in o s ra ch brd wed n n idu t y l to fl e -r y i li g i n sr c a
WA G Z i uWA G C u - i , U L nj H i un N h y . N h nr n H u - . uX — a - u g i y
1 基 本 原 理 及 提 出 背 景
聚焦激光束由于具有高的热源密度 , 使其应用 于焊接领域具有 速度高 、 线能量 小 、 变形 , , 】 热影响 、 区窄以及接头综合性能好等一系列优点。 但是. 和其 他焊接热源一样 . 激光 也有其缺点 : 设备投 资大; 能 量利用率低 ; 前的准备 1作要 求高 ; 焊 : 高反射 金属 焊接 困难 , 接头 中容易 产生 气孔 、 裂纹 、 咬边 等缺
激光一 电弧复合焊接始于 2 世纪 7 年代末. 0 0 由 萸国伦敦帝 国大学学者 MS et .en 首先提 出, t U 但直到 最近几年 . 由于工业生产的需要 . 才逐 步成为国际焊 接界的关注焦点 , 井得到 r 广泛重视。 目前 , 为一种 作 新兴焊接技 术 , 、 在德 日本等发达 国家已先后 进
激光-电弧复合焊接技术国内研究现状及典型应用

激光-电弧复合焊接技术国内研究现状及典型应用激光-电弧复合焊接技术(Laser-arc Hybrid Welding)是 20 世纪70 年代末由 Steen[1-3]最先提出并逐渐发展成熟起来的一种优质、高效的新型焊接技术。
传统电弧焊具有设备投资成本低、熔池金属搭桥能力强、应用范围广、操作简单等优点,但是弧焊的缺点也比较明显,如焊接速度慢、效率低、焊后变形大、部分焊接工件的后续处理工作量大等。
激光焊具有焊接速度高、焊后变形和残余应力小、深熔焊焊缝的深宽比大、焊接热影响区窄、加工过程易实现自动化、可实现对精密工件及复杂工件的精密焊接等优点。
但是,激光焊也存在着一些诸如对工件坡口装配要求高、高反射率材料(如铝、铜等)的能量损失大、不填充材料焊接某些高性能金属材料时易产生冷裂纹或热裂纹等缺点。
传统电弧焊和激光焊的这些缺点都制约着这两种焊接方法的应用。
激光-电弧复合焊是将激光焊和电弧焊两种热源的能量通过一定方式共同作用于工件产生同一个焊接熔池,并通过二者的相互作用来实现材料的优质高效焊接的一种新型焊接方法。
激光-电弧复合焊分别继承了单独激光焊和弧焊的优点,而又相互弥补对方的缺点,是一种极具应用前景的先进焊接工艺方法。
激光-电弧复合焊接不是激光热源与电弧热源的简单叠加,在焊接过程中两热源会产生一系列的相互作用,获得高速稳定的焊接过程,并获得“1+1>2”的协同效应及焊接效果。
根据不同的分类标准可以将激光-电弧复合焊接进行不同的分类。
根据激光-电弧复合焊所使用的激光器的类别不同,通常可将其分为气体激光-电弧复合和固体激光-电弧复合;根据与激光复合的电弧类别,可将其分为激光-非熔化极电弧复合(包括钨极氩弧和等离子弧)和激光-熔化极电弧复合;根据激光与电弧的空间位置分布,可将其分为同轴复合和旁轴复合;根据激光功率的级别,又可将其分为百瓦级激光与电弧复合、千瓦级激光与电弧复合、万瓦级激光与电弧复合。
千瓦及万瓦级固体激光-熔化极电弧复合焊接技术是目前该技术领域的发展趋势并已在国内外的汽车制造、造船[4-6]、压力容器、石化管道、工程机械、航空航天、能源电力、轨道交通等领域获得了一定程度的应用。
哈尔滨工业大学科技成果——激光-TIG电弧复合热源焊接技术

哈尔滨工业大学科技成果——激光-TIG电弧复合热源
焊接技术
主要研究内容
激光-TIG电弧复合热源焊接是将激光束与TIG电弧复合在一起同时作用于熔池,利用激光产生的锁孔效应吸引、压缩和稳定焊接电弧,使得电流密度显著提高,从而建立一种全新的高效热源,是一种高效率、高质量、高适应性的焊接方法,具有熔深大、焊速快、成本低等显著优势,非常适合于薄板高速焊及大厚板的焊接,更适用于铝合金、一些特殊材料或者异种材料的连接。
哈工大率先在国内开展激光与电弧复合焊接的研究,研究水平与国外保持同步,激光-TIG复合脉冲协调控制焊接新方法获得了国家发明专利。
激光-TIG复合电弧
激光-TIG复合热源焊接接头
主要技术指标
与同能量输入的激光焊接相比,复合热源焊接技术可将焊接熔深提高50%以上,焊接速度提高一倍以上。
在焊接2-8mm厚不锈钢薄板时,间隙达到0.4-0.8mm,对中偏差0.25mm及错边0.5mm时仍可获得满意焊缝。
激光-TIG复合热源焊接可以获得上下几乎等宽的优良焊缝形状,成功地应用在长征系列运载火箭动力系统的Ω连接件中。
火箭发动机连接件。
激光-电弧技术发展流程

激光-电弧技术发展流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!激光-电弧技术作为一种新兴的金属切割和焊接技术,随着科技的不断发展和应用场景的不断扩大,其在各个领域的应用也变得越来越广泛。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:本文主要介绍激光-电弧复合焊接新技术的原理、特点以及其焊接头的复合结构方式。
论述了目前国内外该技术的研究现状,主要集中在激光-电弧相互作用、焊缝中显微组织相组成的分析、焊接参数优化和低功率激光-电弧复合焊等几个部分。
并简单介绍该技术在国内外的应用情况。
关键词:激光;复合焊接;激光-电弧复合焊接作为一种焊接新技术,不仅具有高功率密度、低热输入量等优点,而且焊接质量好、速度快,提高了电光能量转换效率和利用率,使得焊接过程更加稳定。
与传统的TIG 焊、MIG焊相比,它是一种功能多、适应性强、可靠性高的精密焊接方法。
激光复合焊接技术已在航空航天、汽车制造、造船、核电设备等领域得到广泛应用,成为了研究最多最广泛的复合焊接方法。
目前国内外很多公司都在研制激光-电弧复合焊接的设备。
1 激光-电弧复合焊接技术英国学者W.Steen教授于上世纪七十年代首先提出了激光-电弧复合焊接方法,他在实验中发现复合焊接过程中激光作用产生的匙孔对电弧具有吸引和压缩作用,电弧特性发生改变,电弧效率显著提高,激光能量的吸收率也显著提高,因此焊缝熔深增加,焊接质量良好。
1.1 激光-电弧复合焊接技术原理激光电弧复合焊接是一种将物理性质、能量传输机制截然不同的两种热源复合,并产生了“1+1>2”的“协同效应”的全新、高效焊接方法,其原理如图1-1 所示:图1-1:激光-电弧复合焊接示意图激光-电弧复合焊接时,激光作用产生的金属蒸汽进入电弧区,由于金属蒸汽电离能较低,更容易电离,导致电弧通道的电阻降低,电弧电流密度增加,电弧稳定性增强,电弧的能量利用率提高。
同时激光作用形成的小孔处温度较高,热发射电子比较容易,因此电弧被压缩并吸引进入小孔中,深熔小孔压缩电弧尺寸并引导电弧,成为稳定的阳极斑点或阴极斑点,为电弧提供导电通道。
又由于电弧对工件预热以及等离子体的相互作用提高了激光能量的吸收效率,更多的激光能量用于熔化金属。
因此,新技术具有相比于单热源焊接更大的焊接熔深和焊接速度,其焊缝成形兼具激光焊接与电弧焊接成形的特点。
并且,复合热源的能量利用率提高,产生相互增强的协同效应,可使焊接效率、过程稳定性和焊接质量进一步提高1.2 激光-电弧复合焊接特点采用激光+电弧的复合方式可以充分地发挥两种热源的优势,弥补双方的不足,是一种新型、优质、高效、节能的焊接方法。
在同等条件下,激光-电弧复合焊比单一的激光焊或电弧焊具有更强的适应性,焊缝的成型性更好。
其优点如下:(1) 提高了焊接接头的适应性。
由于复合焊中电弧的加入,扩大了热作用范围,熔化金属增多,降低了激光对接头间隙的装配精度的要求,因此可以在较大的接头间隙下实现焊接。
当采用直流反接时,电弧可在激光焊接之前清洁焊缝表面,去除氧化膜,从而有利于焊接铝合金。
同时电弧大的热作用范围、热影响区扩大,温度梯度减小,冷却速度降低,熔池凝固过程变得缓慢,可减少或消除气孔和裂纹的产生,这可以改善难熔难焊金属的焊接性。
(2) 增加了焊缝的熔深。
在激光的作用下电弧可以到达焊缝的深处,使得熔深增加。
其次由于电弧的作用会增大金属对激光的吸收率也是熔深增大的原因。
(3) 改善焊缝质量,减少焊接缺陷。
激光的作用使得焊缝的加热时间变短,不易产生晶粒过大而且使热影响区减小,改善焊缝组织性能。
由于在电弧的作用下复合热源能够减缓熔池的凝固时间,使得熔池的相变充分的进行,而且有利于气体的溢出,能够有效地减少气孔、裂纹、咬边等焊接缺陷。
而且激光和电弧的能量都可以单独调节,将两种热源适当配比可以获得不同的焊缝深宽比。
同时复合焊接能够在接头间隙高达1.5mm 的情况下获得理想的焊缝成形。
焊缝成形的改善,避免了焊缝表面缺陷,使接头的延伸率和疲劳性能较单纯激光焊接有所改善。
(4) 增加焊接过程的稳定性。
由于激光的作用在熔池中会形成匙孔,它对电弧有吸引作用,从而增加了焊接的稳定性。
而且匙孔会使电弧的根部压缩,从而增大电弧能量的利用率。
并且,激光加入后,其作用点能够为电弧提供稳定的阳极或阴极斑点,为电弧稳定燃烧提供充足的带电粒子,有效抑制电弧跳跃。
激光等离子体还能够通过激光、电弧相互作用提高了电弧的电离程度,稳定和压缩电弧,提高工艺稳定性。
(5) 提高生产效率,降低生产成本。
激光与电弧的相互作用会提高焊接速度,由于电弧的作用使得用较小功率的激光器就能达到很好的焊接效果,与激光焊相比可以降低设备成本。
1.3 激光-电弧复合焊接接头形式(1)旁轴复合结构鉴于激光-MIG电弧复合存在着送丝和熔滴过渡等问题,绝大多数焊接设备都是采用旁轴复合方式进行焊接,如图1-2所示为德国库格勒公司生产的复合焊接头。
在国内,华中科技大学及大连理工大学设计的复合焊接加工头虽然实现了电弧方向的调节及电弧角度变化,然而激光聚焦与电弧的一致性仍存在问题,调节精度难以达到要求,气体保护也不能起到良好效果。
(2)同轴复合结构 TIG电极的非熔化性使得TIG与激光更容易实现同轴复合焊接,日本Tishide与M.Nayama研制了一种电弧从2束激光中间穿过的YAG激光-TIG同轴复合焊接头。
图1-2:德国库格勒公司复合焊接头从光纤出来的激光被分为2束,再经过透镜聚焦使得激光的聚焦点与电弧的辐射点重合。
焊接过程中,YAG激光-TIG复合焊接时形成的匙孔直径是单独YAG激光焊接的1.5倍,非常有利于气体的逸出,对减少焊缝中的气孔非常有益。
激光被分为2束,再经过透镜聚焦使得激光的聚焦点与电弧的辐射点重合。
焊接过程中,YAG激光-TIG复合焊接时形成的匙孔直径是单独YAG激光焊接的1.5倍,非常有利于气体的逸出,对减少焊缝中的气孔非常有益。
我国哈尔滨工业大学陈彦宾教授采用空心钨极的方法实现激光与TIG电弧的同轴复合。
电弧在空心钨极的尖端产生,激光束从钨极中心穿过环状电弧到达工件表面,其复合原理如图1-3所示。
同轴复合时激光从电弧中心穿过,因而没有焊接方向性问图1-3:激光与空心钨极同轴示意图题,尤其适合于三维零件的焊接。
同轴复合的焊接头调节没有旁轴那么复杂,但是钨极孔径的大小、钨极尖端与工件的距离对焊接质量有较大的影响,钨极尖端的烧损会严重影响环状电弧的形状,影响焊接过程的稳定性和焊缝形状。
(3)旋转双焦点复合结构通过将2束激光按照一定的方式排布或者将1束激光分成2束激光后形成2个单独的焦点,在焊接过程中2个焦点一边以一定的频率绕对称中心轴旋转,而用于焊接的电弧与焊缝中心始终保持重合状态,但不进行旋转。
如图1-4所示,焊接头以焊接速度向前运动,这两者的运动复合起来形成了一个类似螺旋状轨迹前进,从而实现焊接过程。
旋转双焦点激光-电弧复合焊接的2个旋转着的激光束对焊接熔池上方的等离子体起到搅拌的作用,从而打破了等离子体对激光束的负透镜效应,也减少了电弧对激光的能量吸收和散焦作用。
另外,旋转着的双焦点对焊接熔池起到搅拌作用,使得有害气体更容易逸出,减少焊接气孔的缺陷;同时激光束均匀地搅拌,就能防止熔池匙孔的闭合,从而使得激光束更能够吸引和压缩电弧,电弧也更加稳定,大大提高了能量密度,增大了熔深。
图1-4:旋转双焦点激光-电弧复合焊接头示意图2 国内外研究现状随着高功率激光的出现与广泛应用,复合焊接技术逐渐形成了激光为主导,电弧为辅助热源的焊接方式,利用电弧焊接的适用范围广,加热区域大的特点用来改善激光焊接中存在的问题,并逐渐发展为一种热门的焊接应用技术,得到了广泛的关注。
目前国内外对激光-电弧复合焊接的研究主要集中在激光-电弧相互作用、焊缝中显微组织相组成的分析、焊接参数优化和低功率激光-电弧复合焊等几个部分。
2.1 激光-电弧相互作用激光与 TIG 电弧复合,英国的 Steen 教授利用小功率 CO2发现在激光作用下电弧电流增大而电压降低,电弧的稳定性及焊接速度均得到了提高。
日本 Naito等进行 YAG 激光-TIG 电弧复合焊接的研究表明电弧被吸引到小孔上方的区域,深熔小孔喷出的金属蒸汽与电弧发生剧烈的作用,引起电弧形态的快速变化。
而 V.V.Avlov等通过阳极间隙法发现激光-TIG 旁轴复合热源的电流密度相比单电弧作用时增加了近 3 倍,电弧形态也发生了明显的收缩,如图 2-1 所示。
图2-1:TIG电弧与激光-TIG电弧复合时的电流密度变化激光-TIG电弧旁轴复合试验时国内陈彦宾教授等在进行CO2发现,电弧电流和激光功率增加使等离子体膨胀长大,以致出现激光维持的燃烧波,对激光能量产生了严重的屏蔽,而大电流的存在降低了激光光路上保护气体电离的阈值。
宋刚等在小功率YAG激光-交流TIG电弧复合焊接镁合金时发现,激光与材料作用产生的光致等离子体增强了电弧的放电能力,从而提高了高速焊接时电弧的稳定性。
2.2焊缝中显微组织相组成的分析W.Steen在20世纪70年代末提出了激光-电弧复合热源焊接(复合焊),复合焊接工艺综合了激光焊与电弧焊的优点,能够更有效的焊接铝合金厚板。
随着焊接工程技术的进步和提高,铝合金厚板在国防应用中也越来越重要和普遍。
目前,国内外研究者已对铝合金的各类焊接接头做了较多的研究,观察到焊缝显微组织主要为α-Al树枝晶以及(Al-Si)共晶。
从冶金学的角度来讲,显微组织的尺寸、分布及组成等方面决定了材料的力学性能,因此,焊缝中金属的凝固行为必然会对接头的力学性能产生影响。
另外,随着焊接板的厚度增加,焊缝中将存在温度梯度,特别是当焊缝熔凝区形状变化时,焊缝中的显微组织将产生明显的不均匀性。
随着焊接厚度的增加,组织分布更加不均匀,力学性能在沿板厚方向上差异会更大,因此,探索焊缝形状与其显微组织的分布规律,对进一步研究焊缝形状、显微组织与接头力学性能的关系具有重要的理论意义。
例如,ZL114A铸造铝合金是成分、性能和ZL101A优质合金相近似的Al-Si-Mg系三元合金,由于比重较轻,其焊接件近年来广泛应用在航空航天、军事工业以及民用工业等领域。
图2-2为复合焊典型的接头形貌,焊缝呈以中心线为对称的字母Y形,熔凝区上部较宽而下部逐渐变窄,到根部宽度变化不明显。
实验结果表明,当焊接工艺参数选择合适、保护到位时,8mm厚的ZL114A铝合金板可一次焊透成形,而且焊缝饱满较美观,焊后板材几乎无变形。
图2-3为接头横截面部分区域腐蚀后的金相照片,复合焊焊接接头可以大致分为三个区域:熔凝区(FZ)、热影响区(HAZ)和母材(basemetal)。
图2-2:复合焊典型的接头形貌图2-3:接头横截面部分区域腐蚀后的金相照片从图2-3中可见,焊缝中主要是由白色的α-Al树枝晶以及分布在其间的黑色(Al-Si)共晶组成,熔合线附近的晶粒是从母材外延生长而来,α-Al树枝晶由母材到熔凝区依次变得细小;在Laser-MIG复合焊中,熔池中金属的冷却速率极快,属于典型的激冷结晶组织,故熔凝区的组织较细小。