我国化纤母粒行业发展现状及趋势
中国化纤行业的发展现状和挑战
中国化纤行业的发展现状和挑战中国化纤行业自改革开放以来取得了长足的发展,成为了全球最大的化纤生产和消费国。
然而,随着国内外环境的变化,该行业面临着一些新的挑战。
本文将就中国化纤行业的发展现状和挑战进行探讨。
一、发展现状近年来,中国化纤行业以年均增长率超过10%的速度发展,生产规模迅速扩大。
中国的化纤生产商拥有先进的技术和设备,使得产品质量和产能得到显著提升。
与此同时,中国政府对该行业的支持也起到了积极的推动作用。
中国化纤行业的主要产品包括涤纶、尼龙和丙纶等。
这些产品在家纺、服装、汽车、建筑和家电等领域得到广泛应用。
行业的高速增长促进了相关产业链的发展,同时也为就业机会和税收贡献提供了巨大的潜力。
二、挑战与机遇尽管中国化纤行业在发展中取得了巨大的成功,但仍然面临一些挑战。
首先,环保问题一直是该行业的短板。
化纤生产对环境造成的污染和能源消耗相对较高,需要进一步采取措施来减少对环境的负面影响。
其次,全球市场竞争的加剧对中国化纤行业构成了挑战。
中国化纤产品的价格竞争力在国际市场上逐渐减弱,需要加强技术创新和产业升级来提高产品质量和降低成本。
此外,原材料成本的波动也对中国化纤行业造成一定的压力。
化纤产品的主要原材料包括石油和煤炭,而这些资源的价格和供给都面临着较大的不确定性。
然而,挑战之中也蕴藏着机遇。
中国化纤行业可以通过推动科技创新和技术进步来提高产品的附加值,开拓新的市场。
同时,中国政府出台的鼓励节能环保和产业升级的政策也为该行业提供了发展的良机。
三、发展战略为了应对挑战并实现可持续发展,中国化纤行业可以采取以下战略:1. 加强环保措施,减少排放和能源消耗。
化纤企业应当加大技术改造和设备升级的力度,降低对环境的影响。
2. 提高技术创新能力,提高产品质量和降低成本。
化纤企业应积极开展科技研发,推动新材料、新工艺和新设备的研究和应用。
3. 加强产业链合作,提高综合竞争力。
化纤企业应积极参与国内外合作,建立健全的产业链,实现资源共享和优势互补。
化纤市场分析揭示化纤行业的市场规模增长率和竞争格局

化纤市场分析揭示化纤行业的市场规模增长率和竞争格局化纤行业作为我国重要的产业之一,一直以来都扮演着重要的角色。
随着经济的快速发展,化纤市场也呈现出了蓬勃的增长势头。
本文将通过对化纤市场的详细分析,揭示化纤行业的市场规模增长率和竞争格局。
一、市场规模增长率分析化纤市场的规模增长率是衡量行业发展状况的重要指标。
根据最新的研究数据显示,当前全球化纤市场正以每年3%的速度增长,预计到2025年,化纤市场规模将达到XXX亿元。
化纤市场规模增长的主要推动因素是:首先,人民生活水平的提高和城市化进程的推进,使得纺织品需求量不断增加;其次,国家政策的支持和鼓励,如“一带一路”倡议的推进,为化纤行业发展带来了巨大机遇;再次,创新技术的不断涌现,提高了纤维材料的强度和耐久性,进一步推动了化纤市场的增长。
二、竞争格局分析化纤行业的竞争格局主要由企业之间的竞争以及市场需求与供应之间的关系构成。
目前,全球化纤市场竞争格局呈现出以下几个特点:1. 前期投入较大企业占主导地位:随着化纤市场的规模扩大,企业需要投入大量资金进行技术研发和生产设备升级,规模较小的企业面临较大的竞争压力,导致行业竞争逐渐趋于集中。
2. 企业间技术竞争加剧:化纤行业技术创新的速度越来越快,主要表现在纤维材料的强度、附加功能等方面。
企业通过持续的技术创新来提高竞争力,并争夺市场份额。
3. 纵向一体化与横向合作带来竞争优势:在市场竞争加剧的背景下,一些企业通过纵向一体化和横向合作来提高竞争能力。
通过整合上下游产业链资源和技术优势,实现规模化经营和降低成本。
4. 环保要求与绿色发展受到重视:随着人们对环境保护意识的增强,绿色发展已成为化纤行业的重要发展方向。
企业需要积极采取环保措施,减少对环境的污染,提高产品的可持续发展能力。
综上所述,化纤市场的规模增长率和竞争格局直接关系到行业的发展趋势和企业的生存与发展。
随着市场需求的不断扩大和技术创新的推进,化纤行业将迎来更多的机遇和挑战。
化学纤维行业的市场竞争与供需关系分析
化学纤维行业的市场竞争与供需关系分析化学纤维,作为现代工业的重要基础材料之一,广泛应用于纺织、服装、建筑、交通、医疗等多个领域。
本文将重点分析我国化学纤维行业的市场竞争现状及供需关系,并探讨未来的发展趋势。
一、市场竞争格局当前,我国化学纤维行业竞争格局呈现出两个主要特点:集中度高和同质化竞争严重。
首先,从生产端来看,我国化学纤维行业集中度高。
据我的2023数据,前十大企业的产能占比超过50%,头部企业如桐昆股份、恒力股份、荣盛石化等,凭借其规模效应和产业链整合优势,市场份额持续扩大。
其次,从需求端来看,我国化学纤维行业同质化竞争严重。
由于行业内大部分企业生产的产品同质化严重,客户对产品的选择主要基于价格因素,导致行业内竞争激烈,价格成为主要竞争手段。
二、供需关系分析2.1 供给情况从供给端来看,我国化学纤维产能持续增长。
据我的2023数据,我国化学纤维年产能已超过6000万吨,约占全球总产能的60%。
然而,由于环保政策的趋严和生产成本的上升,部分小产能、高污染的企业将被淘汰,行业集中度有望进一步提高。
2.2 需求情况从需求端来看,我国化学纤维需求保持稳定增长。
据我的2023数据,我国化学纤维年消费量已超过5000万吨,年复合增长率达到约6%。
其中,纺织服装行业是化学纤维最大的应用领域,占比超过60%。
随着消费升级和产业升级,未来化学纤维在建筑、交通、医疗等领域的应用前景广阔。
2.3 供需平衡总体来看,我国化学纤维行业目前处于供需基本平衡的状态。
但在某些细分领域,如高性能纤维,供不应求的状况较为明显。
未来,随着行业集中度的提高和需求的多样化,供需结构将得到进一步优化。
三、未来发展趋势展望未来,我国化学纤维行业的发展趋势主要表现在以下几个方面:1.行业集中度进一步提高。
环保政策的趋严和生产成本的上升,将加速小产能、高污染企业的淘汰,头部企业将进一步扩大市场份额。
2.产品结构优化。
随着消费升级和产业升级,高性能纤维的需求将持续增长,行业将逐步向高附加值、高技术含量的产品方向发展。
市场趋势化纤行业的未来发展方向

市场趋势化纤行业的未来发展方向近年来,随着社会的不断进步和人们生活水平的提高,对纺织品的需求量也逐渐增加。
化纤作为纺织行业的重要原材料之一,扮演着举足轻重的角色。
然而,随着环保意识的兴起和石化资源的持续消耗,传统的化纤产业模式不断受到挑战。
本文将探讨市场趋势化纤行业的未来发展方向,以应对环境压力和市场需求的变革。
1. 可持续发展随着环保意识的普及,消费者对产品的环境友好性和可持续性的要求越来越高。
未来,市场趋势化纤行业必须致力于推动可持续发展。
首先,从原材料的角度考虑,化纤企业应当积极寻求替代石化原料的环保材料,如生物基材料和再生纤维等。
其次,从生产过程来看,化纤企业应当采用清洁生产技术,降低能耗和污染物排放,减少对环境的不良影响。
最后,化纤企业还应当关注产品的再利用和回收利用,提高资源利用率,减少废弃物的产生。
2. 技术创新未来,市场趋势化纤行业的发展离不开技术创新的支撑。
目前,新型化纤材料的研发已经受到广泛关注。
例如,碳纤维作为一种轻质高强度的新型纤维材料,在航空航天、汽车等领域具有广阔的应用前景。
此外,以功能性纤维为代表的创新产品也迎来了发展机遇,如抗菌纤维、保暖纤维等。
在技术创新的推动下,市场趋势化纤行业将迎来产品结构的升级和产业链的优化,提升市场竞争力。
3. 智能化生产随着信息技术的快速发展,智能化生产成为化纤行业未来的发展方向之一。
通过引入物联网、人工智能等技术手段,化纤企业可以实现生产过程的精细管理和智能化控制。
例如,通过传感器技术实时监测生产设备的运行状态,提前预警并进行维护,确保生产的稳定性和安全性。
另外,通过数据分析和优化算法,化纤企业可以实现生产成本的降低和效率的提高,增强企业的竞争力。
4. 产业协同市场趋势化纤行业的未来发展,离不开产业协同的推动。
一方面,化纤企业应积极加强与上游原材料供应商的合作,稳定原材料供应,并探索新的原材料采购渠道。
另一方面,化纤企业还应加强与下游纺织、服装等企业的合作,共同开展产品研发和市场拓展。
化纤行业的市场化纤市场未来几年的发展趋势和机会

化纤行业的市场化纤市场未来几年的发展趋势和机会化纤行业的市场发展趋势和机会随着全球经济的快速发展和人们对生活质量要求的不断提高,化纤市场作为纺织行业的重要组成部分,扮演着越来越重要的角色。
在这个趋势下,化纤市场拥有广阔的发展前景和机会。
本文将分析化纤行业的市场化纤市场未来几年的发展趋势和机会。
1. 市场发展趋势近年来,化纤行业的市场呈现出以下几个发展趋势:1.1 环保纤维的兴起随着人们对环境保护意识的提高,环保纤维成为化纤市场的新宠。
生态纤维、再生纤维和可降解纤维等环保纤维在市场上日益增长,如生态棉、生态麻等纤维材料在纺织行业中得到广泛应用。
1.2 新兴市场需求增长发展中国家经济的快速增长和人民生活水平的提高,带来了对纺织品和服装的需求增长。
尤其是新兴市场,如印度、巴西和印尼等国家,这些市场潜力巨大,对化纤市场的需求增长势头强劲。
1.3 高性能纤维的崛起高性能纤维如碳纤维、芳纶纤维等在军事、航空航天、能源等领域的应用逐渐增多。
这些高性能纤维具有优异的特性,如高强度、高模量、耐高温等,将成为未来市场的重要发展方向。
2. 市场机会在化纤行业的市场化纤市场中,存在着许多发展机会:2.1 新技术的推动随着科技的飞速发展,新技术将不断涌现,为化纤行业带来新的机会。
比如纳米技术在纤维材料领域的应用,可以改善纤维的性能和功能,提高产品的附加值。
2.2 消费升级的趋势随着人们对生活品质要求的提高,消费者对纺织品和服装的要求也在不断提升。
消费升级对化纤市场提供了新的机会,如功能性纤维的需求增加,如抗菌纤维、防紫外线纤维等。
2.3 自主品牌的崛起中国作为全球化纤生产大国,拥有丰富的资源和技术积累。
随着中国品牌在国内外市场的崛起,自主品牌将逐渐占据市场份额,为化纤行业创造更多机会。
3. 持续创新的重要性在化纤市场的竞争中,持续创新是获取机会和保持竞争力的关键。
企业应加大研发投入,提升产品性能,不断开发新产品和新技术,满足市场需求。
化纤行业的未来趋势行业发展的关键趋势和前景
化纤行业的未来趋势行业发展的关键趋势和前景近年来,化纤行业在全球范围内经历了快速的发展和变革。
随着科技进步和消费需求的变化,该行业正面临着一系列的挑战和机遇。
本文将探讨化纤行业的关键趋势和前景,为读者提供对该行业未来发展的全面了解。
一、可持续发展的重要性和影响如今,可持续发展已经成为各行各业的关键话题,化纤行业也不例外。
随着人们对环境保护和资源利用的关注度不断提高,化纤行业面临着来自各方面的压力,需要采取可持续发展的措施来降低其对环境的影响。
在这方面,一个重要的趋势是推动化纤行业向更加环保和资源节约的方向发展。
例如,许多企业正在探索使用可再生能源来供应工厂的电力需求,以减少碳排放。
同时,化纤行业也在积极研究和应用新的生产技术,以降低能源和水资源的消耗,并减少废物和有害物质的排放。
二、人工智能和数字化转型人工智能和数字化技术在各行各业都产生了巨大的影响,化纤行业也不例外。
这些技术的广泛应用为化纤行业带来了更高的生产效率、更好的质量控制和更快的产品创新速度。
一个重要的趋势是在化纤行业中广泛应用人工智能和大数据分析技术。
通过实时监测和分析生产数据,企业可以更加准确地预测市场需求,优化生产计划,并及时调整生产线。
此外,人工智能还可以应用于产品设计和开发过程中,通过模拟和优化算法,提高产品的性能和质量。
三、功能纤维的兴起和发展功能纤维是指具有特定功能和性能的纤维材料,如防静电纤维、防紫外线纤维、抗菌纤维等。
这些纤维材料在各种领域有着广泛的应用,如医疗保健、汽车制造和纺织品等。
随着人们对生活品质和舒适性的要求不断提高,功能纤维的需求也在不断增加。
化纤行业必须不断推陈出新,研发具有更多功能的纤维材料,以满足市场需求。
同时,企业还需要加强与其他行业的合作,共同开发应用功能纤维的创新产品。
四、市场多元化和创新驱动化纤行业正面临着市场需求多元化和竞争加剧的挑战。
为了应对这些挑战,企业必须加强创新能力,不断推出具有差异化竞争优势的产品。
中国化纤行业的发展现状和未来趋势
中国化纤行业的发展现状和未来趋势随着中国经济的快速增长和人民生活水平的提高,化纤行业在国内的需求也逐渐增加。
化纤作为一种重要的合成纤维材料,广泛应用于纺织、服装、家居用品、汽车等领域。
本文将探讨中国化纤行业的发展现状以及未来的发展趋势。
一、发展现状1.市场规模不断扩大中国化纤行业自改革开放以来得到了长足的发展,市场规模不断扩大。
中国已成为全球最大的化纤生产和消费国家。
目前,中国化纤行业占据了全球市场份额的三分之一以上,年产量超过全球总产量的四分之一。
2.产品结构优化升级中国化纤行业在不断优化产品结构、提升质量水平方面取得了显著进展。
过去,中国化纤主要以低档次产品为主导,但近年来,高端纤维、功能纤维以及生物可降解纤维等新型产品的研发和应用逐渐增多。
这些创新产品推动了行业结构的升级,提高了中国化纤企业的竞争力。
3.技术水平逐步提高中国化纤行业的技术水平逐步提高,自主创新能力不断增强。
目前,中国已具备从原材料开发、纺丝加工到织造印染的全产业链能力,在一些领域已经达到国际先进水平。
高性能纤维、新型纤维增强材料等关键技术的突破,为化纤行业的可持续发展提供了有力支撑。
二、未来趋势1.技术创新驱动发展未来,中国化纤行业将继续以技术创新为驱动,不断提升自身的竞争力。
在石油资源日益紧缺的背景下,发展可再生资源为原料的生物化纤、循环化纤、生物可降解纤维等将成为行业的重要发展方向。
同时,新型纤维材料、纺织工艺以及环保技术的研发应用将推动化纤行业走向更高水平。
2.加强产学研合作随着科技进步的加速和市场需求的多样化,产学研合作将成为化纤行业发展的重要推动力。
企业需要加强与科研机构、高校之间的合作,共同开展创新研究,加快新技术、新产品的研发和推广。
产学研合作将有助于加快技术转化和产业升级,为化纤行业的未来发展注入新动力。
3.绿色可持续发展在环境保护成为全球共识的背景下,化纤行业需要加强绿色可持续发展。
企业应积极引进节能环保技术,减少污染物排放,优化资源利用。
化纤行业的未来展望市场的发展和机会
化纤行业的未来展望市场的发展和机会化纤行业的未来展望:市场的发展和机遇近年来,化纤行业一直处于快速增长的状态,成为了全球纺织产业的重要支柱。
本文将探讨化纤行业未来的发展前景和市场机遇,并分析可能出现的挑战。
一、市场的发展趋势1. 增长速度持续加快:随着全球人口的增长和经济的发展,对纺织品的需求不断扩大,化纤行业有望继续保持较高的增长速度。
2. 创新技术的应用:新型化纤材料的不断涌现,如聚酯纤维、尼龙纤维和生物基纤维等,为行业的发展带来了更多的机会。
3. 环保意识提升:随着环保意识的日益增强,消费者对可持续发展和环保纺织品的需求不断增加,这为生态友好型化纤品牌的发展提供了契机。
4. 新兴市场的崛起:发展中国家纺织产业的迅猛发展,特别是中国、印度和巴西等新兴市场,为化纤行业带来了巨大的机遇。
二、市场机会的分析1. 高性能纤维的需求增加:随着人们对体育、户外和安全保护等领域需求的增长,对高性能纤维的需求将继续上升,如碳纤维、芳纶纤维和超高分子量聚乙烯纤维等。
2. 智能纺织品的发展:随着智能科技的飞速发展,智能纺织品的市场前景广阔。
例如,具有温度感应、防水透气和防辐射等功能的智能纤维将在医疗、运动和军事等领域迎来更大的应用空间。
3. 生物基纤维的推广应用:生物基纤维以其可再生、可降解的特点逐渐受到消费者的青睐,并逐渐在纺织品市场占据一席之地。
4. 环保纺织品的需求增长:环保纺织品在市场上的需求不断增加,对相关化纤材料的研发和生产提出了更高的要求。
三、面临的挑战1. 原材料价格波动:化纤行业对原材料的依赖程度较高,原材料价格的波动可能对行业的盈利和成本产生重大影响。
2. 环境压力增加:化纤行业与环境保护之间的矛盾不断凸显,行业需要在环保要求和经济效益之间寻求平衡。
3. 技术创新竞争:化纤行业是技术密集型产业,技术创新的竞争日益激烈,企业需加强研发能力,不断提高产品质量和附加值。
四、发展的对策和建议1. 提升技术研发能力:化纤企业应加大技术研发投入,不断推陈出新,开发绿色环保型化纤材料,提高产品的附加值。
了解化纤行业的市场趋势和前景
了解化纤行业的市场趋势和前景化纤行业是指化学纤维行业,是纺织工业的重要组成部分。
随着世界经济的发展和人们对生活品质的不断追求,化纤行业已经成为全球纺织业的主导力量。
本文将以市场趋势和前景为主题,对化纤行业进行全面的了解和分析。
一、市场趋势1.1 主要产品化纤行业的主要产品包括聚酯纤维、聚酰胺纤维、聚酰亚胺纤维、氨纶等。
随着科技的进步,新型化学纤维的研发速度加快,以生物基材料为基础的可降解纤维、高性能纤维和功能性纤维等新品种相继推出。
1.2 技术创新化纤行业的发展离不开技术创新,新技术的应用不断提升产品的质量和性能。
近年来,纳米技术、生物技术、智能技术等的引入,使化纤行业发生了革命性的变化。
新技术的应用不仅改善了产品的质量,还提高了生产效率和降低了成本,进一步推动了化纤行业的发展。
1.3 环保问题随着全球环保意识的提高,环境与可持续发展的问题成为化纤行业发展的重要考虑因素。
在传统化学纤维的生产过程中,会产生大量的废水、废气和废渣,对环境造成污染。
为了应对这一问题,化纤行业开始加大环保投入,积极推进绿色生产技术和循环经济发展,以减少对环境的影响。
1.4 产业集中度提高随着化纤行业的发展,产业集中度也在逐渐提高。
大型化纤企业通过资源整合和技术创新,迅速壮大,形成了规模经济效应。
同时,政府也加大了对产业的规范管理和支持力度,促使行业向集中化和专业化方向发展。
二、市场前景2.1 国内市场随着我国经济的快速发展和人民生活水平的提高,纺织品消费需求不断增加。
化学纤维作为纺织原料的重要组成部分,其市场需求也在不断扩大。
据统计,我国化学纤维产量和消费量一直稳居全球首位。
未来,随着国民经济发展和城市化进程的加快,我国化纤行业有望继续保持较快增长。
2.2 国际市场我国化纤行业在国际市场上有很大的潜力和竞争力。
中国是全球最大的纺织品制造和出口国,因此对化纤原料的需求巨大。
同时,随着“一带一路”倡议的推进,我国化纤产品将有更多的出口机会和市场空间。
市场化纤行业的发展前景和趋势

市场化纤行业的发展前景和趋势近年来,市场化纤行业以惊人的速度发展,成为了国民经济的重要支柱产业。
市场化纤包括合成纤维和再生纤维两大类,其中合成纤维主要包括涤纶、尼龙和腈纶等,再生纤维主要包括再生棉和再生涤纶等。
本文将从市场需求的变化、技术创新和环保意识的提升等方面,分析市场化纤行业的发展前景和趋势。
一、市场需求的变化随着人民生活水平的提高,消费者在穿着方面对舒适度和时尚性的要求也越来越高。
传统纺织品所具有的吸湿性、透气性、抗菌性等性能已经不能完全满足消费者的需求。
而合成纤维在这方面具有独特的优势,既可以模仿天然纤维的舒适性,又可以通过技术手段增加其他功能,如抗静电、抗UV等,因此,合成纤维在休闲服装、运动装备等领域的需求不断增长。
同时,随着新兴产业的快速发展,市场对高性能纤维的需求也日益增加。
比如在航空航天、电子信息、汽车等领域,对高强度、高耐热、高电导和高导弹性等特性的纤维需求量巨大。
因此,市场化纤行业在这些领域有着广阔的发展空间。
二、技术创新的推动技术创新是市场化纤行业快速发展的重要驱动力。
随着科技的不断进步,市场化纤行业在纤维材料、纺纱、织造和加工等方面取得了重大突破。
首先,在纤维材料方面,通过改进合成纤维的成分和结构,使得纤维性能得到进一步提升。
例如,高强度、高弹性的碳纤维在航空、航天和汽车等领域得到广泛应用。
其次,在纺纱技术方面,新型纺纱技术的出现使得纤维的生产效率大幅提升。
比如空气喷涂纺纱技术、电纺技术等的应用,使得纤维的细度和功能性能得到了大幅提升。
再次,在织造和加工方面,数字化、智能化的生产设备的应用,使得纺织品的质量和工艺水平大幅提高。
这些技术创新的推动,进一步提高了市场化纤行业的竞争力。
三、环保意识的提升随着环保意识的提升,市场化纤行业也面临着转型和升级的压力。
作为传统纺织品的替代品,合成纤维在环境方面具有明显的优势。
合成纤维的生产过程中,废水、废气和含水涂料等问题都可以得到较好的解决。
2024年化纤行业深度报告
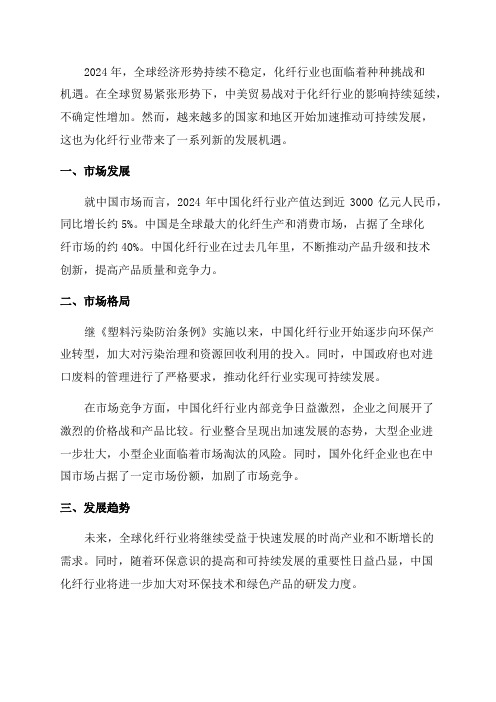
2024年,全球经济形势持续不稳定,化纤行业也面临着种种挑战和机遇。
在全球贸易紧张形势下,中美贸易战对于化纤行业的影响持续延续,不确定性增加。
然而,越来越多的国家和地区开始加速推动可持续发展,这也为化纤行业带来了一系列新的发展机遇。
一、市场发展就中国市场而言,2024年中国化纤行业产值达到近3000亿元人民币,同比增长约5%。
中国是全球最大的化纤生产和消费市场,占据了全球化纤市场的约40%。
中国化纤行业在过去几年里,不断推动产品升级和技术创新,提高产品质量和竞争力。
二、市场格局继《塑料污染防治条例》实施以来,中国化纤行业开始逐步向环保产业转型,加大对污染治理和资源回收利用的投入。
同时,中国政府也对进口废料的管理进行了严格要求,推动化纤行业实现可持续发展。
在市场竞争方面,中国化纤行业内部竞争日益激烈,企业之间展开了激烈的价格战和产品比较。
行业整合呈现出加速发展的态势,大型企业进一步壮大,小型企业面临着市场淘汰的风险。
同时,国外化纤企业也在中国市场占据了一定市场份额,加剧了市场竞争。
三、发展趋势未来,全球化纤行业将继续受益于快速发展的时尚产业和不断增长的需求。
同时,随着环保意识的提高和可持续发展的重要性日益凸显,中国化纤行业将进一步加大对环保技术和绿色产品的研发力度。
另外,以创新驱动为主要特征的产业升级也将成为未来发展的重要趋势。
化纤行业需要加大在智能制造、高端纤维材料研发等领域的投入,提高产品的附加值和市场竞争力。
此外,全球化纤行业的国际合作也将继续加强,特别是在技术创新、市场开拓和信息共享方面。
中国化纤企业需要加大在国际市场的布局,积极参与全球化纤行业的合作与竞争中,实现更好的发展。
综上所述,2024年是化纤行业发展的关键之年,化纤市场将继续保持旺盛的需求,同时也面临着各种挑战和机遇。
只有不断创新、跟上市场发展的脚步,才能在激烈的市场竞争中立于不败之地。
期待未来中国化纤行业能够实现更好的发展,为行业的可持续发展做出更大的贡献。
未来化纤行业的发展机会和趋势

未来化纤行业的发展机会和趋势随着科技和经济的快速发展,化纤行业作为现代纺织产业的重要组成部分,正迎来新的发展机遇和趋势。
本文将探讨未来化纤行业的发展机会和趋势,从技术创新、环保可持续、智能制造等方面进行分析。
一、技术创新为化纤行业带来新机遇1.1 新型纤维材料的开发未来化纤行业将继续致力于新型纤维材料的研发和应用。
例如,碳纤维、生物基纤维、高性能纤维等新型纤维材料在航空航天、能源、装备制造等领域具有广阔的市场前景。
这些新材料的研发将推动化纤行业朝着更高强度、更轻质、更环保的方向发展。
1.2 智能制造的应用智能制造是当前制造业的发展趋势,化纤行业也将积极采用智能制造技术来提高生产效率和产品质量。
通过引入人工智能、大数据分析、自动化生产等先进技术,化纤企业可以实现生产过程的智能化管理,提高工作效率、节省成本、降低能源消耗。
二、环保可持续是化纤行业的必然选择2.1 环保纤维的需求增加随着全球环境保护意识的增强,消费者对环保纤维的需求也在不断增加。
生态纤维、可降解纤维等环保纤维将逐渐替代传统化纤产品,成为市场的新宠。
化纤企业可以通过引进环保纤维的生产线,满足消费者对环保产品的需求,同时也为企业赢得了更好的社会形象。
2.2 循环经济的推动未来化纤行业将积极响应国家循环经济的政策导向,加强废弃纤维的回收与再利用。
废旧纺织品的再生利用和化纤产品的循环利用将成为行业发展的重要方向。
通过开展废纺织品回收再利用项目,化纤企业可以实现资源的最大化利用,减少对自然资源的依赖。
三、智能化生产促进化纤行业转型升级3.1 智能化技术在生产中的应用随着信息技术的飞速发展,化纤行业也将加快智能化生产的步伐。
通过引入先进的设备和自动化控制系统,化纤生产线可以实现自动化操作、在线监测和智能化管理。
这不仅可以提高生产效率和产品质量,还能减少人员劳动强度,降低事故风险。
3.2 智能化供应链管理智能化供应链管理是未来化纤行业转型升级的重要手段。
2024年化纤织造市场发展现状
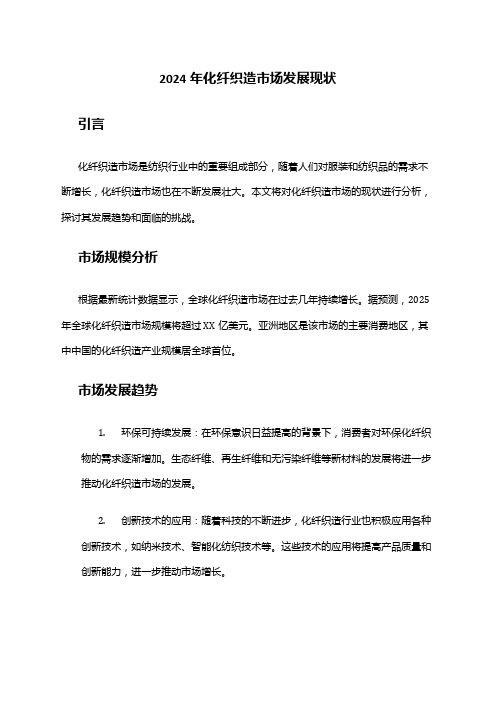
2024年化纤织造市场发展现状引言化纤织造市场是纺织行业中的重要组成部分,随着人们对服装和纺织品的需求不断增长,化纤织造市场也在不断发展壮大。
本文将对化纤织造市场的现状进行分析,探讨其发展趋势和面临的挑战。
市场规模分析根据最新统计数据显示,全球化纤织造市场在过去几年持续增长。
据预测,2025年全球化纤织造市场规模将超过XX亿美元。
亚洲地区是该市场的主要消费地区,其中中国的化纤织造产业规模居全球首位。
市场发展趋势1.环保可持续发展:在环保意识日益提高的背景下,消费者对环保化纤织物的需求逐渐增加。
生态纤维、再生纤维和无污染纤维等新材料的发展将进一步推动化纤织造市场的发展。
2.创新技术的应用:随着科技的不断进步,化纤织造行业也积极应用各种创新技术,如纳米技术、智能化纺织技术等。
这些技术的应用将提高产品质量和创新能力,进一步推动市场增长。
3.个性化定制需求增加:现代消费者对个性化产品的需求日益增加,这对化纤织造市场提出了新的挑战和机遇。
定制化生产和个性化设计将成为市场发展的新方向。
市场竞争格局化纤织造市场存在着激烈的竞争,主要竞争因素包括产品质量、创新能力、品牌知名度和价格等。
目前市场上的主要竞争者包括国内外知名品牌以及一些新兴企业。
为了在市场中取得竞争优势,企业需要不断提高产品品质,加强品牌建设,并积极拓展海外市场。
面临的挑战和机遇1.原材料价格波动:化纤织造行业的发展受制于原材料价格的波动。
原材料价格的不稳定性可能会导致成本的不确定性,给企业带来一定的风险。
2.环保压力增加:随着环保要求的提高,化纤织造企业需要采取更多的环保措施,以减少对环境的影响,这将给企业带来一定的成本压力和技术难题。
3.国际贸易摩擦:当前国际贸易形势复杂多变,化纤织造企业面临着来自国际市场的竞争和贸易壁垒。
企业需要灵活应对贸易摩擦,寻找新的市场机会。
结论化纤织造市场在全球范围内持续发展壮大,面临着机遇和挑战。
如何应对环境压力、提升产品质量和品牌竞争力,将是化纤织造企业未来发展的关键。
2024年化纤市场前景分析
2024年化纤市场前景分析简介化纤市场是指合成纤维产品的生产和销售领域。
随着全球经济的发展和人们对舒适、时尚的需求增加,化纤市场得以迅速发展。
本文将对化纤市场的前景进行分析。
市场概况化纤市场是一个巨大的市场,涵盖着合成纤维材料的生产和销售。
化纤产品广泛应用于纺织、服装、家居装饰、汽车、医疗等多个领域。
全球各地的消费者对于化纤产品的需求持续增长,为化纤市场带来了巨大的发展机遇。
市场驱动因素1. 经济发展全球各国经济的不断发展,带动了人民生活水平的提高和消费能力的增强。
人们对于高质量服装和家居用品的需求不断增加,推动了化纤市场的发展。
2. 人口增长全球人口不断增长,尤其是发展中国家的人口增长速度更加迅猛。
人口的增长意味着更多的需求,而化纤产品可以满足人们对衣物和其他生活用品的需求,因此化纤市场将继续获得稳定增长。
新的合成纤维技术的不断涌现,为化纤市场带来了更多的机遇。
新技术的应用使得合成纤维产品的性能得到提升,满足了人们对于更加舒适、环保和功能性的需求。
市场挑战1. 环境问题化纤生产过程中会产生大量的污染物和废弃物。
人们对于环境保护的意识日益增强,对于环保产品的需求也在增加。
化纤市场需要解决环境问题,采用更加环保的生产技术和材料。
2. 市场竞争化纤市场竞争激烈,存在着大量的同质化产品。
在这个竞争激烈的市场环境中,企业需要通过不断创新和提高产品质量来获得竞争优势。
市场前景展望尽管化纤市场面临着一些挑战,但整体来看,化纤市场仍具备广阔的发展前景。
1. 人们对于高品质产品的需求随着人们对衣物、家居用品等消费品质量的要求不断提高,化纤产品作为一种高质量的替代品,将继续受到人们的欢迎。
新技术的不断涌现将为化纤市场带来更多可能性。
新的材料和合成纤维技术的应用将使得化纤产品的性能得到进一步提升,满足人们对于舒适、环保和功能性的需求。
3. 发展中国家的潜力发展中国家的人口增长速度较快,对于化纤产品的需求也在不断增长。
2024年化学纤维制造市场发展现状

2024年化学纤维制造市场发展现状引言化学纤维是指通过化学方法从天然或合成的高分子聚合物中得到的纤维。
它具有轻巧、柔软、舒适等优点,广泛应用于纺织、服装、家居用品等领域。
随着全球经济的发展和人们对高品质纺织品的需求增加,化学纤维制造市场也呈现出一定的发展态势。
本文将分析化学纤维制造市场的现状,并对其发展趋势进行展望。
主体市场规模根据统计数据,化学纤维制造市场规模呈现逐年增长的趋势。
截至2020年,全球化学纤维市场规模达到XX亿美元。
其中,中国、美国、德国等国家是全球化学纤维制造市场的主要消费国和生产国。
主要产品类型在化学纤维制造市场中,主要产品类型包括聚酯纤维、锦纶纤维、腈纶纤维等。
聚酯纤维是市场上最常见的化学纤维类型之一,其具有良好的耐磨性和抗皱能力,在纺织、服装领域得到广泛应用。
锦纶纤维具有优异的强度和耐久性,广泛用于制造运动装备、汽车座椅等。
腈纶纤维作为一种高强度、高模量的纤维,常用于防弹衣、防刺刺绳等领域。
市场驱动因素化学纤维制造市场的发展受到多种因素的驱动。
首先,全球人口的增长和人们生活水平的提高带动了纺织品、服装消费的增加,从而推动了化学纤维制造市场的扩大。
其次,环保和可持续发展成为当今社会关注的焦点之一。
化学纤维制造市场通过开发和推广可再生纤维材料,如再生聚酯纤维和再生纺织品,以减少对传统高能耗、高排放材料的需求。
另外,技术进步也对化学纤维制造市场的发展起到积极推动作用。
新的纤维生产技术的应用,如无纺布制造技术、纳米纤维技术等,不仅提高了纤维的品质和性能,还拓宽了化学纤维的应用领域。
市场挑战虽然化学纤维制造市场存在着一定的发展机遇,但也面临着一些挑战。
首先,原材料成本的波动对化学纤维制造市场造成一定的压力。
化学纤维制造所需原材料,如石油、天然气等存在价格不稳定性,这可能导致生产成本的波动。
其次,环保问题是化学纤维制造市场亟需解决的难题。
传统的化学纤维制造过程中,会产生大量的污水和废气,对环境造成严重的污染。
纤维母粒产量逐年提升,下游政策助力本行业持续增长

纤维母粒产量逐年提升,下游政策助力本行业持续增长
资料来源:观研报告网《2022年中国纤维母粒市场调研报告-产业供需现状与投资商机研究》
二、我国纤维母粒行业需求分析
我国纤维母粒需求市场主要来自于化学纤维领域。
根据数据显示,2019年我国化学纤维产量为5952.8万吨,比去年增加534.8万吨,同比增加9.9%。
2020年1-6月,中国化纤产量为2810.54万吨,同比下降0.98%,降幅比一季度收窄8.98个百分点。
实现营业收入3493.57亿元,同比减少18.38%,降幅比一季度加深6.98个百分点;实现利润总额72.34亿元,同比下降41.48%,降幅比一季度收窄20.44个百分点;营业收入利润率2.07%,比去年同期下降1.04个百分点。
2015-2020年我国化学纤维产量走势
资料来源:观研报告网《2022年中国纤维母粒市场调研报告-产业供需现状与投资商机研究》
经过连续多年的技术攻关,中国生物基化学纤维及原料核心技术取得新进展,生物基化学纤维的发展重点是突破生物基化学纤维产业化关键装备的制造,攻克生物基化学纤维及原料产业化技术瓶颈,实现生物基化学纤维的规模化生产,同时进一步拓展在服装、家纺和产业用纺织品领域的应用。
我国高性能纤维的技术水平、产业化开发也取得重大突破,未来,将进一步提升与突破高性能纤维重点品种关键生产和应用技术,进一步提高纤维的性能指标稳定性,同时拓展高性能纤维在航空航天、海洋工程、先进轨道交通、新能源汽车和电力等领域的应用。
中国化纤产业发展现状及趋势分析

中国化纤产业发展现状及趋势分析
当代的新材料和技术层出不穷,化纤也在迅速发展,其发展水平和技
术含量逐年提升。
中国的化纤产业一直以来处于发展阶段,随着多年来的
不断投入,化纤产业正在取得长足的进步。
中国化纤产业的发展现状主要表现在两个方面:一是产量的增加;二
是产品的改良和技术的进步。
中国化纤产业的总产量在过去几十年中稳步
增加,主要原因是行业得到了政府的大力支持,厂家也在充分投入,技术
水平不断提升,大量的先进技术被引入,生产能力也在改善。
目前,中国
化纤产业的总产量已经达到5773万吨,其中纤维素和尼龙占总产量的比
例分别为80.5%和13.7%。
产品品质也在提高,比如,现在拥有完全自主知识产权的纤维素织物
的抗拉强度有所提高,丝光奢华纤维织物的柔滑度也有所改善,尼龙制品
的光泽度、抗张强度、耐热性也有所提高。
此外,中国现代化纤维的研究
开发也走在了世界前列,现已成功开发出多款高性能化纤产品,如热塑性
聚丙烯纤维、聚乳酸纤维、纳米纤维等,这些新材料在生活用品、医疗用品、服装面料等领域的使用量增加,将对相关行业的发展产生积极的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
我国化纤母粒行业发展现状及趋势文 | 万 雷 李德利 吴文静 李增俊 张凌清 吉 鹏 王华平摘要:差别化、功能性产品是化纤行业高质量发展的重要标志之一。
文章介绍了化纤行业原液着色纤维和功能性纤维的发展现状以及化纤色母粒行业的发展情况,分析了化纤母粒行业存在的问题,并对母粒行业的发展前景进行了展望。
关键词:化纤;色母粒;功能母粒;现状;前景中图分类号:TQ340.42 文献标志码:A作者单位:万 雷、李德利、吴文静、李增俊、张凌清,中国化学纤维工业协会;吉 鹏、王华平,东华大学研究院。
Abstract: Differentiated and functional products are one of the important indicators for the high-quality development of the chemical fiber industry. The paper introduces the development status of solution-dyed fiber and functional fiber in chemical fiber industry and the development of chemical fiber masterbatch industry, analyzes the problems existing in chemical fiber masterbatch industry, and looks forward to the development direction of masterbatch industry.Key words: chemical fiber; masterbatch; functional masterbatch; current situation; prospect化纤生产使用的母粒中以色母粒和功能性母粒最为常见,两者分别用于原液着色纤维和功能性纤维的生产。
原液着色纤维是指由含有着色剂的纺丝原液或熔体纺制成的有色纤维。
2017年我国原液着色纤维产量约500万t ,占化学纤维总产量的10%。
其中,黑色纤维的产量约300万 ~ 325万t 。
采用原液着色生产纤维的主要品种有聚酯纤维、聚酰胺6纤维、再生纤维素纤维和聚丙烯腈纤维,其中聚酯纤维占到了原液着色纤维的90%,约440万t ,占聚酯纤维总产量的11.2%。
2017年我国共生产阻燃、抗菌、耐化学品、抗紫外、蓄热等各种功能性纤维240万 ~ 280万t 。
功能性母粒的研制和生产,也成为了行业的热点,目前有蓄能、夜光、抗老化、竹炭、远红外、彩色阻燃、抗菌、光致变色、隔热、磁性、聚酰胺导电等10余种功能母粒,并已开发出了将功能性与着色功能相复合的母粒。
1 国内外原液着色纤维的发展概况1.1 发展进程国外公司化纤原液着色纤维技术研发较早,1936年英国的卜内门公司开发原液着色纤维溶液纺丝技术,1946年英国ICI 公司申请了以炭黑为颜料的原液着色黑色聚酯纤维专利,上世纪60年代以后,瑞士、德国、美国、日本等先后推出色母粒产品和原液着色纤维。
国外公司依靠先进的技术与精细化管理,生产的颜料纯度高、粒径小、粒径分布均匀,掌控了高端纤维级色母粒用颜料市场。
国外色母粒市场主要集中在西欧、北美和日本,而生产则集中在一些超级大公司。
其中,垄断世界炭黑生产的美国Cabot (卡博特)公司同时也垄断了世界上30%黑色母粒的生产。
其它色母粒生产和销售的主要企业还包括Clariant (科莱恩)、汉纳和休门公司等。
Honeywell (霍尼韦尔)、BASF (巴斯夫)、Evonik (赢创)、科莱恩等都拥有适合不同类型色母粒应用的分散剂,其中非极性分散剂如聚乙烯、聚丙烯蜡,极性分散剂如EVA 蜡、丙烯酸酯蜡等,也有一些专用于聚酯和锦纶等的专用分散剂。
为了避免分散剂对化纤制品的最终性能产生影响,国外色母粒企业已着手开发无分散剂的产品,如利用低聚物作为载体成功制备了聚酯用无分散剂色母粒,有效改善了力学性能。
1.2 我国原液着色纤维的研发进展Development Status and Trend of China’s Chemical Fiber MasterbatchIndustry我国从20世纪70年代开始进行纺前着色技术的研究开发,纺前着色纤维年产量有十几万吨,下游应用已涉及绣花线、缝纫线、服饰面料、产业用纺织品等多个领域。
值得一提的是,2004年我国全军军服实现了纺前着色,这是军队自1983年开始试验纺前着色纤维以来的第一次全面推广应用。
此外,军队还成功对用于防寒靴面料的海岛纤维进行了纺前着色试验。
“十二五”期间,我国的染料工业、电子配色技术和色母粒生产技术都有了长足发展,推动我国原液着色纤维产业快速发展。
其中,原液着色长丝主要为聚酯纤维和聚酰胺6纤维,短纤主要为聚酯纤维、再生纤维素纤维和聚丙烯腈纤维。
2010年以来原液着色纤维产量的年均增长率达到14%,高于化纤总产量年均9.2%的增长率,其中,原液着色聚酯长丝、短纤的年均增长率分别为12%和26%;聚酰胺6长丝年均增长71%,再生纤维素短纤维为49%。
随着环境资源约束的日益严格,原液着色纤维具有广阔的发展空间。
目前,我国化纤用色母粒产品色系齐全,具有精密可控的色系、高可纺性、高稳定性、高色牢度、高色含量以及高适用性等,兼顾品质和性价比,并将满足纺丝及后面的各种加工处理过程作为产品开发的必要条件。
2 我国化纤母粒行业的发展现状2.1 总体情况伴随着我国化纤原液着色纤维的发展,在塑料用色母粒的研发基础上,我国开始了化纤用色母粒的研发工作。
现阶段,色母粒的研发生产工作主要从着色剂、载体、助剂和功能粉体等 4 个方面着手,涵盖了颜(染)料的合成、精细研磨、表面修饰以及在纤维应用方面的评价工作。
其中,燕山石化等公司开发出了色母粒专用树脂,如LDPE 1I20A,但品种很少,目前主要还是选用通用型载体树脂,或选择与纤维基体一致的树脂。
色母粒的生产目前普遍采用高速搅拌机对着色剂进行处理,采用双螺杆挤出机造粒的方式进行色母粒的生产,单线产能偏低,约1 000 t/a,且粉尘排放较为严重,产品质量不够稳定。
由于颜料分散性、母粒流动性等限制,生产深色、超细旦纤维等品种还比较困难。
同时,国产原液着色纤维的色牢度、耐热性、色光等仍有待较大幅度的提升。
“十三五”期间,国家重点研发计划项目“高品质原液着色纤维开发及应用”正式启动。
项目将通过研究聚酯、聚酰胺原液着色纤维的聚合、纺丝动力学与色彩变化机理,以及高效均匀分散技术和高效色母粒、色浆制备技术等,建立原液着色纤维的制备与应用数据库和标准规范,形成工艺、装备与控制系统的中试验证平台,从而实现原液着色纤维的制备与产业链应用示范。
该项目将大大推动我国聚酯、聚酰胺原液着色纤维产业的快速良性发展。
当前国际上化纤色母粒的市场需求和生产主要集中在我国。
2017年世界原液着色纤维约占化纤总产量的13.9%,化纤用色母粒的需求量为25万~ 30万t。
2017年国内500万t左右的原液着色纤维产量,对色母粒的需求量为13万~ 15万t,其中黑色母粒的市场需求量最大,为 8 万~ 10万t。
按照我国化纤产量占世界化纤总产量的68.7%计算,我国原液着色纤维的比重仍偏低。
功能性纤维方面,240万~ 280万t的产量中大部分是采用功能性切片纺丝制成,采用添加功能性母粒纺丝的仅占10%左右,功能性母粒的使用量为4 000 ~ 5 000 t,从中可以看出功能性母粒是很有前景的项目。
2.2 主要生产企业及规模在化纤母粒的发展过程中,涌现出了一批专业从事化纤色母粒研发和制造的企业,据统计,当前我国化纤色母粒生产企业有30多家,表 1 列出了2017年我国主要化纤母粒生产企业及其生产规模,其中产能前 8 名企业的产能集中度(CR8)约为62%。
表 1 中,苏州宝丽迪材料科技股份有限公司、浙江金彩新材料有限公司等立足色丝,生产出了多个系列的母粒产品。
其中PET类系列产品有黑色母粒、消光母粒、普通彩色母粒、高性能专用彩色母粒、户外用品和汽车内饰等高耐晒牢度母粒和功能母粒等 6 个系列;PA6类系列产品包含黑色母粒、消光母粒、彩色母粒和功能母粒等 4 个系列。
晋大纳米科技(厦门)有限公司开发的抗菌母粒广泛适用于纺织品、化纤、鞋材等领域。
广东蒙泰高新纤维股份有限公司采用聚丙烯基体开表 1 2017年我国主要化纤母粒生产企业及其市场规模万t公司名称生产规模苏州宝丽迪材料科技股份有限公司 3.5 ~ 3.8厦门鹭意彩色母粒有限公司 1.6 ~ 1.8浙江金彩新材料有限公司 1.0 ~ 1.2常州富桐纤维新材料有限公司 1.2 ~ 1.3广东彩艳股份有限公司 1.0 ~ 1.2吴江市曙光色母粒厂0.6 ~ 0.8厦门鑫万彩塑胶染料工贸有限公司0.6 ~ 0.8科莱恩化工(广州)有限公司0.5 ~ 0.6浙江丽绣色纺材料有限公司0.4 ~ 0.5无锡市长虹化塑色粒有限公司0.4 ~ 0.5发了多种用途的母粒产品及纤维产品,这些母粒产品的突出优势表现在精密可控的色系、高可纺性、高稳定性、高色牢度、高含色量以及高适应性。
仅有少数几家企业的色母粒和功能母粒满足军用化纤的生产与应用要求。
2.3 制备技术及工艺路线为了使纤维功能和颜色均匀,纤维用功能材料或着色颜料必须满足两个条件:一是使功能材料或着色颜料团聚体或凝聚体充分分散;二是使其均匀分散在高聚物中。
在此过程中需要将功能材料或者颜料团聚体或凝聚体破碎,使粒子粒径减小。
颜料的分散通常由润湿、细化两个过程来实现。
其中,润湿过程是颜料和分散剂混合,并使分散剂进入颜料团聚体和凝聚体中,从而降低颜料之间的吸引力和颜料细化过程所需的能量;而细化过程则是颜料粒径减小的过程,主要通过干混法、液体介质法和熔融剪切分散法来实现。
干混法是将颜料和粉状、颗粒状树脂以及助剂等通过高速搅拌,以树脂和颜料颗粒之间的撞击而使颜料细化;液体介质法是通过液体介质传递剪切力,使颜料的团聚体或凝聚体破碎;熔融剪切分散法则是采用外面包有颜料颗粒的受热粉状、颗粒状树脂通过剪切区,而使颜料分散的过程,其分散质量不仅与剪切力的大小相关,还与聚合物的黏度有关,一般呈正比例关系。
目前,工业上化纤母粒的制备常采用干混法和湿法,两种方法的工艺路线分别如图 1 和图 2 所示。
图 1 干混法制备化纤母粒的工艺路线图 2 湿法制备化纤母粒的工艺路线图 3 PET 色母粒生产流程干混法的优点是工艺过程简单,易操作,生产成本低,母粒填料的分散程度较低,但可以满足一般的工业应用。
国内大部分中小型塑料母粒厂常采用此法制备母粒,国外如卡博特、科莱恩、PolyOne (普立万)等公司的大部分母粒产品也采用此方法。