STM32F103xx系列单片机介绍
(完整版)STM32F103xx系列单片机介绍

STM32F103xx系列单片机介绍STM32F103xx增强型系列由意法半导体集团设计,使用高性能的ARMCortex-M332位的RISC内核,工作频率为72MHz,内置高速存储器(高达128K字节的闪存和20K字节的SRAM),丰富的增强I/O端口和联接到两条APB总线的外设。
所有型号的器件都包含2个12位的ADC、3个通用16位定时器和一个PWM定时器,还包含标准和先进的通信接口:多达2个I2C和SPI、3个USART、一个USB和一个CAN。
1、结构与功能■内核:ARM32位的Cortex™-M3CPU−72MHz,1.25DMips/MHz(Dhrystone2.1),0等待周期的存储器−支持单周期乘法和硬件除法■存储器−从32K字节至512K字节的闪存程序存储器(STM32F103xx中的第二个x表示FLASH容量,其中:“4”=16K,“6”=32K,“8”=64K,B=128K,C=256K,D=384K,E=512K)−从6K字节至64K字节的SRAM■时钟、复位和电源管理−2.0至3.6伏供电和I/O管脚−上电/断电复位(POR/PDR)、可编程电压监测器(PVD)−内嵌4至16MHz高速晶体振荡器−内嵌经出厂调校的8MHz的RC振荡器−内嵌40kHz的RC振荡器−PLL供应CPU时钟−带校准功能的32kHzRTC振荡器■低功耗−睡眠、停机和待机模式−VBAT为RTC和后备寄存器供电■2个12位模数转换器,1us转换时间(16通道)−转换范围:0至3.6V−双采样和保持功能−温度传感器■DMA−7通道DMA控制器−支持的外设:定时器、ADC、SPI、I2C和USART■多达80个快速I/O口−26/37/51/80个多功能双向5V兼容的I/O口−所有I/O口可以映像到16个外部中断■调试模式−串行线调试(SWD)和JTAG接口■多达7个定时器−多达3个16位定时器,每个定时器有多达4个用于输入捕获/输出比较/PWM或脉冲计数的通道−16位6通道高级控制定时器−多达6路PWM输出−死区控制、边缘/中间对齐波形和紧急制动−2个看门狗定时器(独立的和窗口型的)−系统时间定时器:24位自减型■多达9个通信接口−多达2个I2C接口(SMBus/PMBus)−多达3个USART接口,支持ISO7816,LIN,IrDA接口和调制解调控制−多达2个SPI同步串行接口(18兆位/秒)−CAN接口(2.0B主动)−USB2.0全速接口■ECOPACK®封装(兼容RoHS)2、特点概述ARM®的Cortex™-M3核心ARM的Cortex-M3处理器是最新一代的嵌入式ARM处理器,它为实现MCU的需要提供了低成本的平台、缩减的管脚数目、降低的系统功耗,同时提供卓越的计算性能和先进的中断系统响应。
4-STM32系列微控制器开发简介

杰出的功耗控制
代码在F1ash中以72 MHz的全速运行时,如果外部时钟开启,处理器仅消耗27 mA 电流; 待机状态时极低的电能消耗,典型的耗电值仅为2μA; 提供2.0~3.6 V的低电压工作能力,使CPU可以运用于电池供电系统。
B R T
电子系统设计
出众及创新的外设
可达12 Mbit/s的USB接口、高达4.5 Mbit/s的USART接口、可达18 Mbit/s的SPI 接口、可达400 kHz的I2C接口、最大翻转频率为18 MHz的GPIO、可使用最高72 MHz 时钟输入的PWM定时器、可达48 MHz的SDIO接口、从8 kHZ至96 kHz的I2S接口、 转 换时间为1μs,多达3个12位ADC、2通道12位DAC、2个独立的CAN接口、10/100 Mbit/s 自适应、硬件IEEE 1588规范的以太网接口。
B R T
电子系统设计
STM32处理器 分类:
B R T
电子系统设计
Cortex-M3 CPU 36/72 MHz
闪存 接口
最大512KB 闪存存储器 最大64KB SRAM
JTAG/SW 调试 嵌入式跟踪宏单元 嵌套向量中断控制器 1个系统时基定时器 多达12个DMA通道 SDIO SD/SDIO/MMC/CE-ATA CRC校验 桥
ARM
ARM公司于2007年推出的嵌人式开发工具MDK,是用来开发基于ARM内核微控 制器的嵌人式应用程序的开发工具; ARM公司的RealView编译工具集是面向ARM技术的编译器中,能够提供最佳性 能的一款编译工具;
B R T
电子系统设计
Keil MDK
Keil MDK集Keil公司的IDE环境μVision和ARM公司的RealView编译工具RVCT两 者优势于一体,提供了包括C编译器、宏汇编、链接器、库管理和一个功能强 大的仿真调试器在内的完整开发方案,通过一个集成开发环境(μVision)将这 些功能组合在一起; Keil MDK也是目前为数不多的完全支持Cortex-M3处理器开发的企业级开发工 具,并内含STM32F10x系列处理器片上外设固件库(Firmware Library)和完 整的数据手册; μVision当前最高版本是μVision4,它的界面和常用的微软VC++的界面相似, 界面友好,易学易用,适合不同层次的开发者使用。
STM32F103 MCU开发方案

OLIMEX STM32F103 MCU开发方案关键词:ARM,MCU,USB,CAN,工业控制,医疗设备,PWM,摘要:OLIMEX公司的STM-H103开发板是专门用来开发ST公司的32位MCUSTM32F103xx的。
STM32F103xx是采用高性能ARM Cortex-M3 32位 RISC内核的MCU,工作在72 MHz的频率,所有系列工作在2.0到3.6V电源,提供两个12位ADC,闪存高达128KB,SRAM高达20KB以及有大量的增强性能的IO与外设,工作温度有两种范围:−40 到+85 °C和−40 到+105 °C,广泛应用在各种工业应用如马达驱动和应用控制,医疗设备,PC外设和GPS平台以及告警系统等。
本文介绍了ST公司的32位MCUSTM32F103xx的主要性能,方框图以及OLIMEX公司的STM-H103开发板的主要性能,方框图和开发板的主要电路图。
OLIMEX公司的STM-H103开发板是专门用来开发ST公司的32位MCU STM32F103xx的。
STM32F103xx是采用高性能ARM Cortex-M3 32位 RISC内核的MCU,工作在72 MHz的频率,所有系列工作在2.0到3.6V电源,提供两个12位ADC,闪存高达128KB,SRAM高达20KB以及有大量的增强性能的IO与外设,工作温度有两种范围:−40 到+85 °C和−40 到+105 °C,广泛应用在各种工业应用如马达驱动和应用控制,医疗设备,PC外设和GPS 平台以及告警系统等。
本文介绍了ST公司的32位MCU STM32F103xx的主要性能,方框图以及OLIMEX公司的STM-H103开发板的主要性能,方框图和开发板的主要电路图。
一.STM32F103x6 STM32F103x8 STM32F103xB主要性能The STM32F103xx performance line family incorporates the high-performance ARM Cortex-M3 32-bit RISC core operating at a 72 MHz frequency, high-speed embedded memories (Flash memory up to 128Kbytes and SRAM up to 20 Kbytes), and an extensive range of enhanced I/Os and peripherals connected to two APB buses. All devices offer two 12-bit ADCs, three general purpose 16-bit timers plus one PWM timer, as well as standard and advanced communication interfaces: up to two I2Cs and SPIs, three USARTs, an USB and a CAN.The STM32F103xx performance line family operates from a 2.0 to 3.6 V power supply. It is available in both the −40 to +85 °C temperature range and the −40 to +105 °C extended temperature range. A comprehensive set of power-saving mode allows to design low-power applications.The complete STM32F103xx performance line family includes devices in 5 different package types: from 36 pins to 100 pins. Depending on the device chosen, different sets of peripherals are included, the description below gives an overview of the complete range of peripherals proposed in this family.These features make the STM32F103xx performance line microcontroller family suitable for a wide range of applications:● Motor drive and application control● Medical and handheld equipment● PC peripherals gaming and GPS platforms● Industrial applications: PLC, inverters, printers, and scanners● Alarm systems, Video intercom, and HVACSTM32F103xx主要特性:■ Core: ARM 32-bit Cortex™-M3 CPU– 72 MHz maximum frequency, 1.25 DMIPS/MHz (Dhrystone 2.1) performance at 0 wait state memory access– Single-cycle multiplication and hardware division■ Memories– 32 to 128 Kbytes of Flash memory– 6 to 20 Kbytes of SRAM■ Clock, reset and supply management– 2.0 to 3.6 V application supply and I/Os– POR, PDR, and programmable voltage detector (PVD)– 4-to-16 MHz crystal oscillator– Internal 8 MHz factory-trimmed RC– Internal 40 kHz RC– PLL for CPU clock– 32 kHz oscillator for RTC with calibration■ Low power– Sleep, Stop and Standby modes– VBAT supply for RTC and backup registers■ 2 x 12-bit, 1 μs A/D converters (up to 16 channels)– Conversion range: 0 to 3.6 V– Dual-sample and hold capability– Temperature sensor■ DMA– 7-channel DMA controller– Peripherals supported: timers, ADC, SPIs, I2Cs and USARTs■ Up to 80 fast I/O ports– 26/37/51/80 I/Os, all mappable on 16 external interrupt vectors, all 5 V-tolerant except for analog inputs■ Debug mode– Serial wire debug (SWD) & JTAG interfaces■ Up to 7 timers– Up to three 16-bit timers, each with up to 4 IC/OC/PWM or pulse counter– 16-bit, 6-channel advanced control timer:up to 6 channels for PWM output, deadtime generation and emergency stop– 2 watchdog timers (Independent and Window)– SysTick timer: a 24-bit downcounter■ Up to 9 communication interfaces– Up to 2 x I2C interfaces (SMBus/PMBus)– Up to 3 USARTs (ISO 7816 interface, LIN, IrDA capability, modem control)– Up to 2 SPIs (18 Mbit/s)– CAN interface (2.0B Active)– USB 2.0 full speed interface■ Packages are ECOPACK® (RoHS compliant)图1.STM32F103xx 方框图二.STM-H103 开发板主要性能STM32-H103board is entry level development board for the new ARM Cortex M3 family of devices produced by ST Microelectronics Inc.With STM32-H103 you can explore the features of STM32 family on budged, the board have everything necessary to build simple applications:USB port where power is taken and power supply circuit, reset and oscillator circuits, JTAG port for programming and debugging, two status LEDs and user button. Although very simple this board will allow you to easily build USB application like PC mouse, USB mass storage device, USB Audio class device, USB to Virtual RS232 port. There are plenty of GPIOs on extension headers where you can connect your additional circuits.- CPU: STM32F103RBT6 ARM 32 bit CORTEX M3™- JTAG connector with ARM 2x10 pin layout for programming/debugging with ARM-JTAG, ARM-USB-OCD, ARM-USB-TINY- USB connector- user button- RESET button- status LED- power supply LED- on board voltage regulator 3.3V with up to 800mA current- single power supply: takes power from USB port or extension connector pin - 8 Mhz crystal oscillator- 32768 Hz crystal and RTC backup battery connector- extension headers for all uC ports- PCB: FR-4, 1.5 mm (0,062"), soldermask, silkscreen component print- Dimensions: 61x 34mm (2.4 x 1.3")- Distance between the extension connectors: 25.4 mm (1")图2. STM32-H103开发板外形图图3. STM32-H103方框图图4. STM32-H103开发板电路图。
STM32F103增强型中文数据手册

数据手册STM32F103x6STM32F103x8 STM32F103xB 增强型,32位基于ARM核心的带闪存、USB、CAN的微控制器7个16位定时器、2个ADC 、9个通信接口功能■内核:ARM 32位的Cortex™-M3 CPU− 72MHz,1.25DMips/MHz(Dhrystone2.1),0等待周期的存储器−单周期乘法和硬件除法■存储器−从32K字节至128K字节的闪存程序存储器−从6K字节至20K字节的SRAM■时钟、复位和电源管理− 2.0至3.6伏供电和I/O管脚−上电/断电复位(POR/PDR)、可编程电压监测器(PVD)−内嵌4至16MHz高速晶体振荡器−内嵌经出厂调校的8MHz的RC振荡器−内嵌40kHz的RC振荡器− PLL供应CPU时钟−带校准功能的32kHz RTC振荡器■低功耗−睡眠、停机和待机模式−V BAT为RTC和后备寄存器供电■2个12位模数转换器,1us转换时间(16通道) −转换范围:0至3.6V−双采样和保持功能−温度传感器■DMA−7通道DMA控制器−支持的外设:定时器、ADC、SPI、I2C和USART■多达80个快速I/O口− 26/37/51/80个多功能双向5V兼容的I/O口−所有I/O口可以映像到16个外部中断■调试模式−串行线调试(SWD)和JTAG接口■多达7个定时器−多达3个16位定时器,每个定时器有多达4个用于输入捕获/输出比较/PWM或脉冲计数的通道− 16位6通道高级控制定时器−多达6路PWM输出−死区控制、边缘/中间对齐波形和紧急制动−2个看门狗定时器(独立的和窗口型的)−系统时间定时器:24位自减型■多达9个通信接口−多达2个I2C接口(SMBus/PMBus)−多达3个USART接口,支持ISO7816,LIN,IrDA接口和调制解调控制−多达2个SPI同步串行接口(18兆位/秒)− CAN接口(2.0B 主动)− USB 2.0全速接口■ECOPACK®封装(兼容RoHS)表一 器件列表参考基本型号STM32F103x6 STM32F103C6,STM32F103R6,STM32F103T6STM32F103x8 STM32F103C8, STM32F103R8,STM32F103V8, STM32F103T8 STM32F103xB STM32F103RB, STM32F103VB,STM32F103C8数据手册1 介绍 (3)2 规格说明 (3)2.1 器件一览 (4)2.2 概述 (5)3 管脚定义 (11)4 存储器映像 (19)5 电气特性 (20)6 封装参数 (20)7 订货代码 (20)7.1 后续的产品系列 (21)8 版本历史 (21)附录A 重要提示 (22)A.1PD0和PD1在输出模式下 (22)A.2ADC自动注入通道 (22)A.3ADC的混合同步注入+交替模式 (22)A.4ADC通道0 (22)1介绍本文给出了STM32F103xx增强型的订购信息和器件的机械特性。
STM32F103中文手册

2007年10月 第三版 第1页STM32F103x6STM32F103x8 STM32F103xB增强型,32位基于ARM 核心的带闪存、USB 、CAN 的微控制器7个定时器、2个ADC 、9个通信接口功能■ 核心− ARM 32位的Cortex™-M3CPU− 72MHz ,高达90DMips ,1.25DMips/MHz − 单周期硬件乘法和除法——加快计算 ■存储器− 从32K 字节至128K 字节闪存程序存储器 − 从6K 字节至20K 字节SRAM − 多重自举功能■时钟、复位和供电管理− 2.0至3.6伏供电和I/O 管脚− 上电/断电复位(POR/PDR)、可编程电压监测器(PVD)、掉电监测器− 内嵌4至16MHz 高速晶体振荡器− 内嵌经出厂调校的8MHz 的RC 振荡器 − 内嵌40kHz 的RC 振荡器 − 内嵌PLL 供应CPU 时钟− 内嵌使用外部32kHz 晶体的RTC 振荡器 ■低功耗− 3种省电模式:睡眠、停机和待机模式 − VBAT 为RTC 和后备寄存器供电■2个12位模数转换器,1us 转换时间(16通道) − 转换范围是0至3.6V − 双采样和保持功能 − 温度传感器 ■ 调试模式− 串行线调试(SWD)和JTAG 接口 ■DMA− 7通道DMA 控制器− 支持的外设:定时器、ADC 、SPI 、I2C 和USART■多达80个快速I/O 口− 26/36/51/80个多功能双向5V 兼容的I/O 口 − 所有I/O 口可以映像到16个外部中断■ 多达7个定时器− 多达3个同步的16位定时器,每个定时器有多达4个用于输入捕获/输出比较/PWM 或脉冲计数的通道− 16位6通道高级控制定时器− 多达6路PWM 输出 − 死区控制、边缘/中间对齐波形和紧急制动− 2个看门狗定时器(独立的和窗口型的) − 系统时间定时器:24位的、带自动加载功能的■ 多达9个通信接口− 多达2个I2C 接口(SMBus/PMBus)− 多达3个USART 接口,支持ISO7816,LIN ,IrDA 接口和调制解调控制− 多达2个SPI 同步串行接口(18兆位/秒) − CAN 接口(2.0B 主动) − USB 2.0全速接口 ■ ECOPACK ®封装(兼容RoHS )表一 器件列表 参 考基本型号STM32F103x6 STM32F103C6, STM32F103R6,STM32F103T6STM32F103x8 STM32F103C8, STM32F103R8,STM32F103V8, STM32F103T8STM32F103xB STM32F103RB, STM32F103VB,STM32F103C8初步信息1介绍本文给出了STM32F103xx增强型的订购信息和器件的机械特性。
stm32f103中文手册[1]
![stm32f103中文手册[1]](https://img.taocdn.com/s3/m/f9dc370982c4bb4cf7ec4afe04a1b0717fd5b3fc.png)
STM32F103中文手册概述32位ARM® Cortex®-M3内核,最高运行频率72 MHz从16 KB到1 MB的闪存,从6 KB到96 KB的SRAM从36到144个引脚的不同封装,支持LQFP、BGA、TFBGA、UFBGA和V FQFPN等从1.65 V到3.6 V的宽电源电压范围,支持低功耗模式和电池供电从-40°C到+105°C的工作温度范围多达11个通信接口,包括3个USART、2个UART、2个I2C、2个SPI、1个CAN和1个USB 2.0全速多达15个定时器,包括7个16位通用定时器、2个16位基本定时器、2个16位高级定时器、2个32位定时器和2个看门狗定时器多达3个12位模数转换器(ADC),每秒可采样1.2 M次两路12位数模转换器(DAC)多达80个外部中断/事件源多达112个GPIO端口,支持5 V耐压CRC计算单元,用于检测数据传输错误实时时钟(RTC),支持日历功能和闹钟功能嵌入式内存保护单元(MPU),用于增强应用程序安全性嵌入式调试支持,包括串行线调试(SWD)和JTAG接口7层DMA控制器,支持所有外设数据传输可选的双银行闪存模式,支持实时软件更新存储器映射STM32F103系列单片机的存储器映射如下图所示:![存储器映射]代码区:包括闪存和系统存储器。
闪存用于存储用户程序代码和数据。
系统存储器用于存储引导加载程序(bootloader)和设备标识符。
SRAM区:包括SRAM1和SRAM2。
SRAM1用于存储用户程序数据和堆栈。
SRAM2用于存储备份寄存器和备份域。
外设区:包括APB1外设、APB2外设和AHB外设。
APB1外设和APB2外设是通过两个高速总线矩阵连接到内核的低速外设。
AHB外设是通过一个高速总线矩阵连接到内核的高速外设。
外部设备区:包括FSMC区域、NOR/PSRAM区域和NAND/CF区域。
stm32f103中文手册[7]
![stm32f103中文手册[7]](https://img.taocdn.com/s3/m/38586d2658eef8c75fbfc77da26925c52cc59127.png)
stm32f103中文手册1. 概述stm32f103是一款高性能、低功耗、高集成度的32位微控制器,基于ARM Cortex-M3内核,支持Thumb-2指令集,具有72MHz的主频和64KB至512KB的闪存。
stm32f103具有丰富的外设资源,包括多种通信接口、定时器、模数转换器、DMA控制器、触摸感应控制器等,能够满足各种复杂的应用需求。
stm32f103还具有多种低功耗模式,能够实现动态电源管理,降低系统功耗。
stm32f1 03采用多种封装形式,适用于不同的应用场合。
2. 引脚定义stm32f103的引脚定义如图1所示。
stm32f103的引脚分为四类:电源引脚、复位引脚、晶振引脚和功能引脚。
电源引脚包括VDD、VSS、V DDA和VSSA,分别提供数字电源、数字地、模拟电源和模拟地。
复位引脚包括NRST和BOOT0,分别用于复位芯片和选择启动模式。
晶振引脚包括OSC_IN和OSC_OUT,分别连接外部晶振的输入和输出端。
功能引脚包括多达80个可编程的通用输入输出(GPIO)引脚,以及一些专用功能引脚,如JTAG/SWD调试接口、USB接口等。
图1 stm32f103引脚定义3. 系统架构ARM Cortex-M3内核:是stm32f103的核心部分,负责执行程序指令,处理数据和中断等。
存储器:包括闪存(Flash)、静态随机存储器(SRAM)和备份寄存器(Backupregisters),分别用于存储程序代码、数据和备份数据等。
外设总线:包括总线矩阵(Bus matrix)、总线桥(Bus bridge)和外设总线(Peripheralbus),分别用于连接内核、存储器和外设等。
时钟和复位控制:包括时钟树(Clocktree)、复位控制器(Reset controller)和电源管理单元(Power managementunit),分别用于提供时钟信号、复位信号和电源管理等。
stm32f103简介
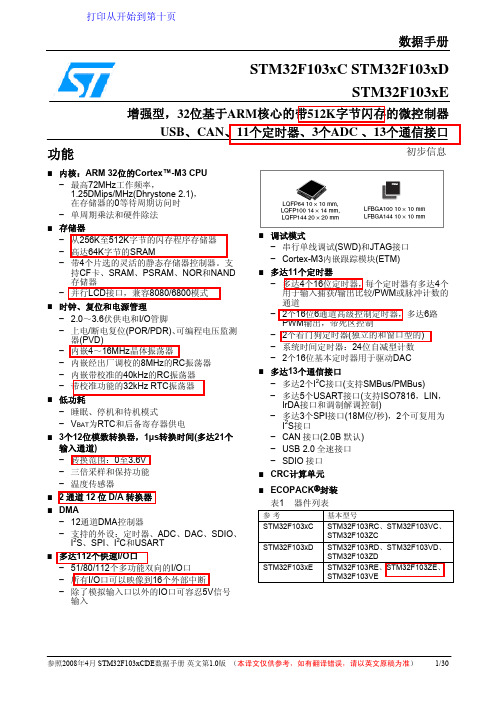
数据手册STM32F103xC STM32F103xDSTM32F103xE增强型,32位基于ARM核心的带512K 字节闪存的微控制器USB 、CAN 、11个定时器、3个ADC 、13个通信接口初步信息功能■ 内核:ARM 32位的Cortex™-M3 CPU − 最高72MHz 工作频率,1.25DMips/MHz(Dhrystone2.1), 在存储器的0等待周期访问时 − 单周期乘法和硬件除法 ■ 存储器− 从256K 至512K 字节的闪存程序存储器 − 高达64K 字节的SRAM− 带4个片选的灵活的静态存储器控制器。
支持CF 卡、SRAM 、PSRAM 、NOR 和NAND 存储器− 并行LCD 接口,兼容8080/6800模式 ■ 时钟、复位和电源管理− 2.0~3.6伏供电和I/O 管脚 − 上电/断电复位(POR/PDR)、可编程电压监测器(PVD)− 内嵌4~16MHz 晶体振荡器− 内嵌经出厂调校的8MHz 的RC 振荡器 − 内嵌带校准的40kHz 的RC 振荡器 − 带校准功能的32kHz RTC 振荡器 ■ 低功耗− 睡眠、停机和待机模式− V BAT 为RTC 和后备寄存器供电■ 3个12位模数转换器,1μs 转换时间(多达21个输入通道)− 转换范围:0至3.6V − 三倍采样和保持功能 − 温度传感器■ 2通道12位D/A 转换器■ DMA− 12通道DMA 控制器− 支持的外设:定时器、ADC 、DAC 、SDIO 、I 2S 、SPI 、I 2C 和USART ■ 多达112个快速I/O 口− 51/80/112个多功能双向的I/O 口 − 所有I/O 口可以映像到16个外部中断− 除了模拟输入口以外的IO 口可容忍5V 信号输入■ 调试模式− 串行单线调试(SWD)和JTAG 接口 − Cortex-M3内嵌跟踪模块(ETM) ■ 多达11个定时器− 多达4个16位定时器,每个定时器有多达4个用于输入捕获/输出比较/PWM 或脉冲计数的通道− 2个16位6通道高级控制定时器,多达6路PWM 输出,带死区控制− 2个看门狗定时器(独立的和窗口型的) − 系统时间定时器:24位自减型计数 − 2个16位基本定时器用于驱动DAC ■ 多达13个通信接口− 多达2个I 2C 接口(支持SMBus/PMBus)− 多达5个USART 接口(支持ISO7816,LIN ,IrDA 接口和调制解调控制)− 多达3个SPI 接口(18M 位/秒),2个可复用为I 2S 接口− CAN 接口(2.0B 默认) − USB 2.0全速接口 − SDIO 接口 ■ CRC 计算单元 ■ ECOPACK ®封装 表1 器件列表打印从开始到第十页1介绍本文给出了STM32F103xC、STM32F103xD和STM32F103xE增强型的订购信息和器件的机械特性。
STM32F103中文教程及参考手册

参考手册STM32F101xx和STM32F103xxARM内核32位高性能微控制器导言本参考手册针对应用开发,提供关于如何使用STM32F101xx和STM32F103xx微控制器的存储器和外设的详细信息。
在本参考手册中STM32F101xx和STM32F103xx被统称为STM32F10xxx。
STM32F10xxx系列拥有不同的存储器容量,封装和外设配置。
关于订货编号,电器和物理性能参数,请参考STM32F101xx和STM32F103xx数据手册。
关于芯片内部闪存的编程,擦除和保护操作,请参考STM32F10xxx闪存编程手册。
关于ARM Cortex™-M3内核的具体信息,请参考Cortex™-M3术参考手册。
* 感谢南京万利提供原始翻译文档目录1文中的缩写141.1寄存器描述表中使用的缩写列表------------------------------------------------------14 2存储器和总线构架152.1系统构架-------------------------------------------------------------------------------------152.2存储器组织---------------------------------------------------------------------------------162.3存储器映像---------------------------------------------------------------------------------172.3.1 外设存储器映像----------------------------------------------------------------------182.3.2 嵌入式SRAM--------------------------------------------------------------------------202.3.3 位段--------------------------------------------------------------------------------------202.3.4 嵌入式闪存----------------------------------------------------------------------------202.4启动配置-------------------------------------------------------------------------------------22 3电源控制(PWR) 233.1电源-------------------------------------------------------------------------------------------233.1.1 独立的A/D转换器供电和参考电压-----------------------------------------------233.1.2 电池备份区域-------------------------------------------------------------------------243.1.3 电压调节器----------------------------------------------------------------------------243.2电源管理器---------------------------------------------------------------------------------253.2.1 上电复位(POR)和掉电复位(PDR)-------------------------------------------------253.2.2 可编程电压监测器(PVD)-----------------------------------------------------------253.3低功耗模式---------------------------------------------------------------------------------263.3.1 降低系统时钟-------------------------------------------------------------------------273.3.2 外部时钟的控制----------------------------------------------------------------------273.3.3 睡眠模式-------------------------------------------------------------------------------273.3.4 停止模式-------------------------------------------------------------------------------283.3.5 待机模式-------------------------------------------------------------------------------293.3.6 低功耗模式下的自动唤醒(AWU)-------------------------------------------------313.4电源控制寄存器---------------------------------------------------------------------------323.4.1 电源控制寄存器(PWR_CR)--------------------------------------------------------323.4.2 电源控制/状态寄存器----------------------------------------------------------------333.5PWR寄存器地址映像--------------------------------------------------------------------34 4复位和时钟控制354.1复位-------------------------------------------------------------------------------------------354.1.1 系统复位-------------------------------------------------------------------------------354.1.2 电源复位-------------------------------------------------------------------------------364.1.3 备份域复位----------------------------------------------------------------------------364.2时钟-------------------------------------------------------------------------------------------364.2.1 HSE时钟--------------------------------------------------------------------------------384.2.2 HSI时钟---------------------------------------------------------------------------------394.2.3 PLL--------------------------------------------------------------------------------------394.2.4 LSE时钟--------------------------------------------------------------------------------394.2.5 LSI时钟---------------------------------------------------------------------------------404.2.6 系统时钟(SYSCLK)选择------------------------------------------------------------404.2.7 时钟安全系统(CSS)------------------------------------------------------------------404.2.8 RTC时钟--------------------------------------------------------------------------------414.2.9 看门狗时钟----------------------------------------------------------------------------414.2.10 时钟输出-------------------------------------------------------------------------------414.3RCC寄存器描述---------------------------------------------------------------------------414.3.1 时钟控制寄存器(RCC_CR)---------------------------------------------------------424.3.2 时钟配置寄存器(RCC_CFGR)-----------------------------------------------------434.3.3 时钟中断寄存器 (RCC_CIR)-------------------------------------------------------464.3.4 APB2外设复位寄存器 (RCC_APB2RSTR)-------------------------------------484.3.5 APB1外设复位寄存器 (RCC_APB1RSTR)-------------------------------------504.3.6 AHB外设时钟使能寄存器 (RCC_AHBENR)-----------------------------------524.3.7 APB2外设时钟使能寄存器(RCC_APB2ENR)---------------------------------534.3.8 APB1外设时钟使能寄存器(RCC_APB1ENR)---------------------------------544.3.9 备份域控制寄存器 (RCC_BDCR)-------------------------------------------------564.3.10 控制/状态寄存器 (RCC_CSR)------------------------------------------------------574.4RCC寄存器地址映像---------------------------------------------------------------------58 5通用和复用功能I/O(GPIO和AFIO) 605.1GPIO功能描述-----------------------------------------------------------------------------605.1.1 通用I/O(GPIO)------------------------------------------------------------------------625.1.2 单独的位设置或位清除-------------------------------------------------------------635.1.3 外部中断/唤醒线----------------------------------------------------------------------635.1.4 复用功能(AF)--------------------------------------------------------------------------635.1.5 软件重新映射I/O复用功能---------------------------------------------------------635.1.6 GPIO锁定机制------------------------------------------------------------------------635.1.7 输入配置-------------------------------------------------------------------------------645.1.8 输出配置-------------------------------------------------------------------------------645.1.9 复用功能配置-------------------------------------------------------------------------655.1.10 模拟输入配置-------------------------------------------------------------------------665.2GPIO寄存器描述--------------------------------------------------------------------------675.2.1 端口配置低寄存器(GPIOx_CRL) (x=A..E)--------------------------------------675.2.2 端口配置高寄存器(GPIOx_CRH) (x=A..E)--------------------------------------685.2.3 端口输入数据寄存器(GPIOx_IDR) (x=A..E)------------------------------------695.2.4 端口输出数据寄存器(GPIOx_ODR) (x=A..E)----------------------------------695.2.5 端口位设置/复位寄存器(GPIOx_BSRR) (x=A..E)-----------------------------705.2.6 端口位复位寄存器(GPIOx_BRR) (x=A..E)--------------------------------------705.2.7 端口配置锁定寄存器(GPIOx_LCKR) (x=A..E)---------------------------------715.3复用功能I/O和调试配置(AFIO)--------------------------------------------------------725.3.1 把OSC32_IN/OSC32_OUT作为GPIO 端口PC14/PC15-----------------------725.3.2 把OSC_IN/OSC_OUT引脚作为GPIO端口PD0/PD1---------------------------725.3.3 BXCAN复用功能重映射------------------------------------------------------------725.3.4 JTAG/SWD复用功能重映射--------------------------------------------------------725.3.5 定时器复用功能重映射-------------------------------------------------------------735.3.6 USART复用功能重映射-------------------------------------------------------------74复用功能重映射---------------------------------------------------------------7515.3.7 I2C1复用功能重映射---------------------------------------------------------------755.3.8 SPI5.4AFIO寄存器描述--------------------------------------------------------------------------765.4.1 事件控制寄存器(AFIO_EVCR)----------------------------------------------------775.4.2 复用重映射和调试I/O配置寄存器(AFIO_MAPR)-----------------------------775.4.3 外部中断配置寄存器1(AFIO_EXTICR1)---------------------------------------805.4.4 外部中断配置寄存器2(AFIO_EXTICR2)---------------------------------------805.4.5 外部中断配置寄存器3(AFIO_EXTICR3)---------------------------------------815.4.6 外部中断配置寄存器4(AFIO_EXTICR4)---------------------------------------815.5GPIO 和AFIO寄存器地址映象---------------------------------------------------------835.5.1 GPIO寄存器地址映象---------------------------------------------------------------835.5.2 AFIO寄存器地址映象---------------------------------------------------------------84 6中断和事件856.1嵌套向量中断控制器---------------------------------------------------------------------856.1.1 系统嘀嗒(SysTick)校准值寄存器--------------------------------------------------856.1.2 中断和异常向量----------------------------------------------------------------------856.2外部中断/事件控制器(EXTI)------------------------------------------------------------876.2.1 主要特性-------------------------------------------------------------------------------876.2.2 框图--------------------------------------------------------------------------------------886.2.3 唤醒事件管理-------------------------------------------------------------------------886.2.4 功能说明-------------------------------------------------------------------------------886.2.5 外部中断/事件线路映像-------------------------------------------------------------896.3EXTI 寄存器描述--------------------------------------------------------------------------916.3.1 外部中断/事件寄存器映像----------------------------------------------------------94 7DMA 控制器(DMA)957.1简介-------------------------------------------------------------------------------------------957.2主要特性-------------------------------------------------------------------------------------957.3功能描述-------------------------------------------------------------------------------------967.3.1 DMA处理------------------------------------------------------------------------------967.3.2 仲裁器----------------------------------------------------------------------------------97通道------------------------------------------------------------------------------977.3.3 DMA7.3.4 错误管理-------------------------------------------------------------------------------987.3.5 DMA请求映像------------------------------------------------------------------------987.4DMA寄存器--------------------------------------------------------------------------------1017.4.1 DMA中断状态寄存器(DMA_ISR)----------------------------------------------1017.4.2 DMA中断标志清除寄存器(DMA_IFCR)--------------------------------------1027.4.3 DMA通道x配置寄存器(DMA_CCRx)(x = 1…7)-----------------------------1037.4.4 DMA通道x传输数量寄存器(DMA_CNDTRx)(x = 1…7)-------------------1047.4.5 DMA通道x外设地址寄存器(DMA_CPARx)(x = 1…7)---------------------1057.4.6 DMA通道x存储器地址寄存器(DMA_CPARx)(x = 1…7)------------------1057.5DMA寄存器映像--------------------------------------------------------------------------1058实时时钟(RTC)1088.1简介------------------------------------------------------------------------------------------1088.2主要特性------------------------------------------------------------------------------------1088.3功能描述------------------------------------------------------------------------------------1098.3.1 概述------------------------------------------------------------------------------------1098.3.2 复位过程-----------------------------------------------------------------------------1108.3.3 读RTC寄存器------------------------------------------------------------------------1108.3.4 配置RTC寄存器---------------------------------------------------------------------1118.3.5 RTC标志的设置---------------------------------------------------------------------1118.4RTC寄存器描述--------------------------------------------------------------------------1138.4.1 RTC控制寄存器高位(RTC_CRH)-------------------------------------------1138.4.2 RTC控制寄存器低位(RTC_CRL)--------------------------------------------1138.4.3 RTC预分频装载寄存器(RTC_PRLH/RTC_PRLL)-----------------------1158.4.4 RTC预分频分频因子寄存器(RTC_DIVH / RTC_DIVL)--------------------1168.4.5 RTC计数器寄存器 (RTC_CNTH / RTC_CNTL)------------------------------1168.4.6 RTC闹钟寄存器(RTC_ALRH/RTC_ALRL)-------------------------------1178.5RTC寄存器映像--------------------------------------------------------------------------118 9备份寄存器(BKP) 1209.1简介------------------------------------------------------------------------------------------1209.2特性------------------------------------------------------------------------------------------1209.3侵入检测------------------------------------------------------------------------------------1209.4RTC校准-----------------------------------------------------------------------------------1219.5BKP寄存器描述--------------------------------------------------------------------------1219.5.1 备份数据寄存器x(BKP_DRx) (x = 1 … 10)-----------------------------------1219.5.2 RTC时钟校准寄存器(BKP_RTCCR)----------------------------------------1229.5.3 备份控制寄存器(BKP_CR)-------------------------------------------------------1229.5.4 备份控制/状态寄存器(BKP_CSR)----------------------------------------------1239.6BKP寄存器映像--------------------------------------------------------------------------124 10独立看门狗(IWDG) 12510.1简介------------------------------------------------------------------------------------------12510.1.1 硬件看门狗--------------------------------------------------------------------------12510.1.2 寄存器访问保护--------------------------------------------------------------------12610.1.3 调试模式-----------------------------------------------------------------------------12610.2IWDG寄存器描述------------------------------------------------------------------------12710.2.1 键寄存器(IWDG_KR)----------------------------------------------------------12710.2.2 预分频寄存器(IWDG_PR)--------------------------------------------------------12710.2.3 重装载寄存器(IWDG_RLR)------------------------------------------------------12810.2.4 状态寄存器(IWDG_SR)-----------------------------------------------------------12810.3IWDG寄存器映像------------------------------------------------------------------------129 11窗口看门狗(WWDG) 13011.1简介------------------------------------------------------------------------------------------13011.2主要特性------------------------------------------------------------------------------------13011.3功能描述------------------------------------------------------------------------------------13011.4如何编写看门狗超时程序--------------------------------------------------------------13111.5调试模式------------------------------------------------------------------------------------13311.6寄存器描述--------------------------------------------------------------------------------13311.6.1 控制寄存器(WWDG_CR)---------------------------------------------------------13311.6.2 配置寄存器(WWDG_CFR)-------------------------------------------------------13411.6.3 状态寄存器(WWDG_SR)---------------------------------------------------------13411.7WWDG寄存器映像----------------------------------------------------------------------135 12高级控制定时器(TIM1) 13612.1简介------------------------------------------------------------------------------------------13612.2主要特性------------------------------------------------------------------------------------13612.3框图------------------------------------------------------------------------------------------13712.4功能描述------------------------------------------------------------------------------------13812.4.1 时基单元-----------------------------------------------------------------------------13812.4.2 计数器模式--------------------------------------------------------------------------13912.4.3 重复向下计数器--------------------------------------------------------------------14712.4.4 时钟选择-----------------------------------------------------------------------------14812.4.5 捕获/比较通道-----------------------------------------------------------------------15112.4.6 输入捕获模式-----------------------------------------------------------------------15312.4.7 PWM输入模式----------------------------------------------------------------------15412.4.8 强置输出模式-----------------------------------------------------------------------15512.4.9 输出比较模式-----------------------------------------------------------------------155模式----------------------------------------------------------------------15712.4.10 PWM12.4.11 互补输出和死区插入--------------------------------------------------------16012.4.12 使用刹车功能-----------------------------------------------------------------16112.4.13 在外部事件时清除OCxREF信号------------------------------------------16312.4.14 六步PWM的产生-------------------------------------------------------------16412.4.15 单脉冲模式--------------------------------------------------------------------16512.4.16 编码器接口模式--------------------------------------------------------------16712.4.17 定时器输入异或功能--------------------------------------------------------16912.4.18 与霍尔传感器的接口--------------------------------------------------------16912.4.19 TIM1定时器和外部触发的同步-------------------------------------------17112.4.20 定时器同步--------------------------------------------------------------------17412.4.21 调试模式-----------------------------------------------------------------------17412.5TIM1寄存器描述--------------------------------------------------------------------------17512.5.1 控制寄存器1(TIM1_CR1)--------------------------------------------------------17512.5.2 控制寄存器2(TIM1_CR2)--------------------------------------------------------17612.5.3 从模式控制寄存器(TIM1_SMCR)----------------------------------------------17812.5.4 DMA/中断使能寄存器(TIM1_DIER)-------------------------------------------17912.5.5 状态寄存器(TIM1_SR)------------------------------------------------------------18112.5.6 事件产生寄存器(TIM1_EGR)----------------------------------------------------18212.5.7 捕获/比较模式寄存器1(TIM1_CCMR1)---------------------------------------18312.5.8 捕获/比较模式寄存器2(TIM1_CCMR2)---------------------------------------18612.5.9 捕获/比较使能寄存器(TIM1_CCER)-------------------------------------------18712.5.10 计数器(TIM1_CNT)----------------------------------------------------------19012.5.11 预分频器(TIM1_PSC)--------------------------------------------------------19012.5.12 自动重装载寄存器(TIM1_ARR)-------------------------------------------19012.5.13 周期计数寄存器(TIM1_RCR)----------------------------------------------19112.5.14 捕获/比较寄存器1(TIM1_CCR1)-----------------------------------------19112.5.15 捕获/比较寄存器2(TIM1_CCR2)-----------------------------------------19212.5.16 捕获/比较寄存器3(TIM1_CCR3)-----------------------------------------19212.5.17 捕获/比较寄存器(TIM1_CCR4)-------------------------------------------19312.5.18 刹车和死区寄存器(TIM1_BDTR)-----------------------------------------19312.5.19 DMA控制寄存器(TIM1_DCR)---------------------------------------------19512.5.20 连续模式的DMA地址(TIM1_DMAR)------------------------------------19512.6TIM1寄存器图-----------------------------------------------------------------------------196 13通用定时器(TIMx) 19813.1概述------------------------------------------------------------------------------------------19813.2主要特性------------------------------------------------------------------------------------19813.3框图------------------------------------------------------------------------------------------19913.4功能描述------------------------------------------------------------------------------------20013.4.1 时基单元-----------------------------------------------------------------------------20013.4.2 计数器模式--------------------------------------------------------------------------20113.4.3 时钟选择-----------------------------------------------------------------------------20913.4.4 捕获/比较通道-----------------------------------------------------------------------21213.4.5 输入捕获模式-----------------------------------------------------------------------21313.4.6 PWM输入模式----------------------------------------------------------------------21413.4.7 强置输出模式-----------------------------------------------------------------------21513.4.8 输出比较模式-----------------------------------------------------------------------21613.4.9 PWM 模式----------------------------------------------------------------------------21713.4.10 单脉冲模式--------------------------------------------------------------------22013.4.11 在外部事件时清除OCxREF信号------------------------------------------22113.4.12 编码器接口模式--------------------------------------------------------------22213.4.13 定时器输入异或功能--------------------------------------------------------22413.4.14 定时器和外部触发的同步--------------------------------------------------22413.4.15 定时器同步--------------------------------------------------------------------22713.4.16 调试模式-----------------------------------------------------------------------23213.5TIMx寄存器描述--------------------------------------------------------------------------23313.5.1 控制寄存器1(TIMx_CR1)--------------------------------------------------------23313.5.2 控制寄存器2(TIMx_CR2)--------------------------------------------------------23413.5.3 从模式控制寄存器(TIMx_SMCR)----------------------------------------------23513.5.4 DMA/中断使能寄存器(TIMx_DIER)-------------------------------------------23713.5.5 状态寄存器(TIMx_SR)------------------------------------------------------------23813.5.6 事件产生寄存器(TIMx_EGR)----------------------------------------------------24013.5.7 捕获/比较模式寄存器1(TIMx_CCMR1)---------------------------------------24113.5.8 捕获/比较模式寄存器2(TIMx_CCMR2)---------------------------------------24413.5.9 捕获/比较使能寄存器(TIMx_CCER)-------------------------------------------24513.5.10 计数器(TIMx_CNT)----------------------------------------------------------24613.5.11 预分频器(TIMx_PSC)--------------------------------------------------------24613.5.12 自动重装载寄存器(TIMx_ARR)-------------------------------------------24713.5.13 捕获/比较寄存器1(TIMx_CCR1)-----------------------------------------24713.5.14 捕获/比较寄存器2(TIMx_CCR2)-----------------------------------------24813.5.15 捕获/比较寄存器3(TIMx_CCR3)-----------------------------------------24813.5.16 捕获/比较寄存器4(TIMx_CCR4)-----------------------------------------24913.5.17 DMA控制寄存器(TIMx_DCR)---------------------------------------------24913.5.18 连续模式的DMA地址(TIMx_DMAR)------------------------------------25013.6TIMx寄存器图-----------------------------------------------------------------------------250 14控制器局域网(bxCAN) 25314.1简介------------------------------------------------------------------------------------------25314.2主要特点------------------------------------------------------------------------------------25314.3总体描述------------------------------------------------------------------------------------25414.3.1 CAN 2.0B内核-----------------------------------------------------------------------25414.3.2 控制、状态和配置寄存器--------------------------------------------------------25414.3.3 发送邮箱-----------------------------------------------------------------------------25514.3.4 接收过滤器--------------------------------------------------------------------------25514.3.5 接收FIFO-----------------------------------------------------------------------------25514.4工作模式------------------------------------------------------------------------------------25614.4.1 初始化模式--------------------------------------------------------------------------25614.4.2 正常模式-----------------------------------------------------------------------------25714.4.3 睡眠模式(低功耗)--------------------------------------------------------------25714.4.4 测试模式-----------------------------------------------------------------------------25814.4.5 静默模式-----------------------------------------------------------------------------25814.4.6 环回模式-----------------------------------------------------------------------------25814.4.7 环回静默模式-----------------------------------------------------------------------25914.5功能描述------------------------------------------------------------------------------------25914.5.1 发送处理-----------------------------------------------------------------------------25914.5.2 时间触发通信模式-----------------------------------------------------------------26114.5.3 接收管理-----------------------------------------------------------------------------26114.5.4 标识符过滤--------------------------------------------------------------------------26214.5.5 报文存储-----------------------------------------------------------------------------26614.5.6 出错管理-----------------------------------------------------------------------------26714.5.7 位时间特性--------------------------------------------------------------------------26814.6中断------------------------------------------------------------------------------------------27114.7寄存器访问保护--------------------------------------------------------------------------27214.8CAN 寄存器描述-------------------------------------------------------------------------27314.8.1 控制和状态寄存器-----------------------------------------------------------------27314.8.2 邮箱寄存器--------------------------------------------------------------------------28214.8.3 CAN过滤器寄存器-----------------------------------------------------------------28814.9bxCAN寄存器列表-----------------------------------------------------------------------291 15I2C接口29515.1介绍------------------------------------------------------------------------------------------29515.2主要特点------------------------------------------------------------------------------------29515.4功能描述------------------------------------------------------------------------------------29815.4.1 I2C从模式----------------------------------------------------------------------------29815.4.2 I2C主模式----------------------------------------------------------------------------30115.4.3 错误条件-----------------------------------------------------------------------------30415.4.4 SDA/SCL线控制--------------------------------------------------------------------30515.4.5 SMBus--------------------------------------------------------------------------------30615.4.6 DMA请求----------------------------------------------------------------------------30915.4.7 包错误校验(PEC)-------------------------------------------------------------------31015.5中断请求------------------------------------------------------------------------------------31115.6I2C调试模式-------------------------------------------------------------------------------31215.7I2C寄存器描述----------------------------------------------------------------------------31215.7.1 控制寄存器1(I2C_CR1)-----------------------------------------------------------31215.7.2 控制寄存器2(I2C_CR2)-----------------------------------------------------------31415.7.3 自身地址寄存器1 (I2C_OAR1)-------------------------------------------------31515.7.4 自身地址寄存器2(I2C_OAR2)--------------------------------------------------31615.7.5 数据寄存器(I2C_DR)--------------------------------------------------------------31615.7.6 状态寄存器1(I2C_SR1)-----------------------------------------------------------31715.7.7 状态寄存器2 (I2C_SR2)----------------------------------------------------------31915.7.8 时钟控制寄存器(I2C_CCR)------------------------------------------------------32015.7.9 TRISE寄存器(I2C_TRISE)--------------------------------------------------------32115.8I2C寄存器地址映象----------------------------------------------------------------------322 16模拟/数字转换(ADC) 32316.1介绍------------------------------------------------------------------------------------------32316.2主要特征------------------------------------------------------------------------------------32316.3引脚描述------------------------------------------------------------------------------------32416.4功能描述------------------------------------------------------------------------------------32516.4.1 ADC开关控制-----------------------------------------------------------------------32516.4.2 ADC时钟-----------------------------------------------------------------------------32516.4.3 通道选择-----------------------------------------------------------------------------32516.4.4 单次转换模式-----------------------------------------------------------------------32616.4.5 连续转换模式-----------------------------------------------------------------------32616.4.6 时序图--------------------------------------------------------------------------------32616.4.7 模拟看门狗--------------------------------------------------------------------------32716.4.8 扫描模式-----------------------------------------------------------------------------32816.4.9 注入通道管理-----------------------------------------------------------------------32816.4.10 间断模式-----------------------------------------------------------------------32916.5校准------------------------------------------------------------------------------------------33016.6数据对齐------------------------------------------------------------------------------------33116.7可编程的通道采样时间-----------------------------------------------------------------33116.8外部触发转换-----------------------------------------------------------------------------33116.9DMA请求-----------------------------------------------------------------------------------332。
stm32f103中文手册

stm32f103中文手册第一章综述1.1 STM32F103系列微控制器概述1.2 STM32F103系列微控制器特性1.3 STM32F103系列微控制器产品线第二章存储器2.1 存储器映射2.2 Flash存储器2.3 系统存储器2.4 备份寄存器2.5 静态随机存取存储器(SRAM)第三章外设3.1 复位和时钟控制(RCC)3.2 独立看门狗(IWDG)3.3 窗口看门狗(WWDG)3.4 嵌套向量中断控制器(NVIC)3.5 系统定时器(SysTick)...第一章综述1.1 STM32F103系列微控制器概述STM32F103系列微控制器是基于ARM® Cortex®-M3内核的高性能、低功耗、增强型单片机。
它们提供了从64KB到512KB Flash存储器和从20KB到64KBSRAM存储器的不同容量选择。
它们还集成了丰富的外设资源,包括USB 、CAN、11个定时器、3个ADC、13个通讯接口等。
STM32F103系列微控制器采用了先进的90nmNVM工艺技术,具有出色的电源效率。
它们支持多种低功耗模式,包括停机模式、待机模式、睡眠模式和停止模式。
它们还支持动态电压调节和动态频率调节,以进一步降低功耗。
STM32F103系列微控制器具有高度灵活性和可扩展性。
它们支持多种封装类型,从36引脚到144引脚不等。
它们还支持多种内部和外部时钟源,包括高速内部振荡器(HSI)、低速内部振荡器(LSI)、高速外部振荡器(HSE)、低速外部振荡器(LSE)和相位锁定环(PLL)。
它们还支持多种外部存储器接口,包括NOR Flash、SRAM、NAND Flash、SDIO等。
1.2 STM32F103系列微控制器特性---特性 ---描述 -------:-----:---------内核 ---ARM® 32位 Cortex®-M3CPU,最高72MHz运行频率,单周期乘法和硬件除法,嵌套向量中断控制器(NVIC)和系统定时器(SysTick) -------存储器 ---64KB到512KB Flash存储器,20KB到64KBSRAM存储器,512字节备份寄存器,可选的2KB系统存储器 -------电源管理 ---1.65V到3.6V电源电压范围,7uA待机模式,36uA停机模式,动态电压调节和动态频率调节 -------外设 ---USB 2.0全速设备接口,CAN2.0B接口,11个通用定时器,3个高级定时器,3个12位ADC,2个DAC,13个通讯接口(3个USART、4个UART、2个I2C、3个SPI、1个I2S),CR C计算单元,96位唯一ID -------调试和编程 ---SWD和JTAG接口,支持串行线调试(SWD)和串行线跟踪(SWO),支持Flash编程和调试 -------封装 ---36引脚到144引脚不同封装类型 ----1.3 STM32F103系列微控制器产品线STM32F103x8/xB:中等容量增强型单片机,具有64KB或128KB Flash存储器和20KBSRAM存储器。
stm32f103工作原理

stm32f103工作原理【实用版】目录1.STM32F103 概述2.STM32F103 的工作原理2.1 体系结构2.2 存储器2.3 时钟系统2.4 复位和功耗管理正文【STM32F103 概述】STM32F103 是一款由 STMicroelectronics 公司推出的基于 ARM Cortex-M3 内核的微控制器。
它具有高性能、低功耗、多功能、易扩展等特点,广泛应用于各种嵌入式系统中,如智能家居、自动控制、消费电子等领域。
【STM32F103 的工作原理】2.1 体系结构STM32F103 采用了高性能的 ARM Cortex-M3 内核,最高可达 72MHz 的运行速度,支持单周期指令执行(Single-cycle Flash)和双周期指令执行(Double-cycle Flash)两种模式。
此外,STM32F103 还具备 3 级流水线结构,使得指令执行更加高效。
2.2 存储器STM32F103 内置了丰富的存储器,包括高速缓存(Cache)、指令内存(Instruction Memory)和数据内存(Data Memory)。
其中,高速缓存用于存储最近访问的数据和指令,以减少访问内存的延迟;指令内存用于存储程序指令;数据内存用于存储程序运行过程中产生的数据。
2.3 时钟系统STM32F103 的时钟系统包括一个高速时钟(HCLK)和一个低速时钟(LCLK)。
其中,高速时钟用于驱动 CPU 和 DMA 等高速模块,低速时钟用于驱动定时器、中断控制器等低速模块。
通过 PLL(Phase-Locked Loop)和 RCC(Reset and Clock Control)模块,可以实现对时钟频率的调整和控制。
2.4 复位和功耗管理STM32F103 提供了多种复位方式,包括上电复位(POR)、掉电复位(PDR)和软件复位(SW)等。
此外,通过功耗管理模块,可以实现对 CPU、DMA、定时器等模块的功耗控制,以满足不同应用场景的需求。
stm32f103工作原理

stm32f103工作原理摘要:1.简介2.STM32F103 的特性3.STM32F103 的工作原理a.核心架构b.存储器c.时钟和复位d.输入输出e.中断4.应用领域5.结论正文:STM32F103 是意法半导体公司生产的一款基于ARM Cortex-M3 内核的微控制器(MCU)。
它具有高性能、低功耗、丰富的外设接口等特点,广泛应用于各种嵌入式系统中。
STM32F103 的特性主要体现在以下几个方面:1.基于ARM Cortex-M3 内核,最高工作频率可达72MHz;2.内置64KB 至2048KB 的闪存和20KB 至128KB 的RAM;3.丰富的外设,如CAN、SPI、I2C、UART、定时器等;4.低功耗设计,多种省电模式;5.工作温度范围-40℃至+105℃。
STM32F103 的工作原理如下:1.核心架构:基于ARM Cortex-M3 内核,采用哈佛结构,分为指令内存和数据内存。
指令内存用于存储指令,数据内存用于存储数据和程序中间结果。
内核执行32 位指令,支持Thumb-2 和Thumb 两种指令集。
2.存储器:内置闪存用于存储程序,外部存储器接口支持SDRAM 和NAND Flash 等。
RAM 分为数据RAM 和指令RAM,用于存储程序执行过程中的数据和中间结果。
3.时钟和复位:系统时钟由锁相环(PLL)和高速外部时钟源提供。
复位分为系统复位和软件复位,用于初始化系统并使程序从头开始执行。
4.输入输出:I/O 口分为通用I/O(GPIO)和专用I/O(如USART、SPI 等)。
GPIO 可以配置为输入、输出、复用等多种功能。
5.中断:STM32F103 支持多种中断源,如外部中断、定时器中断、串口中断等。
通过中断控制器,可以实现快速响应和多优先级管理。
STM32F103 因其高性能、低功耗和丰富的外设接口,被广泛应用于工业控制、消费电子、通信、医疗设备等领域。
综上所述,STM32F103 是一款具有高性能、低功耗和丰富外设接口的微控制器,其工作原理主要包括核心架构、存储器、时钟和复位、输入输出以及中断等方面。
STM32F103中文手册
2007年10月 第三版 第1页STM32F103x6STM32F103x8 STM32F103xB增强型,32位基于ARM 核心的带闪存、USB 、CAN 的微控制器7个定时器、2个ADC 、9个通信接口功能■ 核心− ARM 32位的Cortex™-M3CPU− 72MHz ,高达90DMips ,1.25DMips/MHz − 单周期硬件乘法和除法——加快计算 ■存储器− 从32K 字节至128K 字节闪存程序存储器 − 从6K 字节至20K 字节SRAM − 多重自举功能■时钟、复位和供电管理− 2.0至3.6伏供电和I/O 管脚− 上电/断电复位(POR/PDR)、可编程电压监测器(PVD)、掉电监测器− 内嵌4至16MHz 高速晶体振荡器− 内嵌经出厂调校的8MHz 的RC 振荡器 − 内嵌40kHz 的RC 振荡器 − 内嵌PLL 供应CPU 时钟− 内嵌使用外部32kHz 晶体的RTC 振荡器 ■低功耗− 3种省电模式:睡眠、停机和待机模式 − VBAT 为RTC 和后备寄存器供电■2个12位模数转换器,1us 转换时间(16通道) − 转换范围是0至3.6V − 双采样和保持功能 − 温度传感器 ■ 调试模式− 串行线调试(SWD)和JTAG 接口 ■DMA− 7通道DMA 控制器− 支持的外设:定时器、ADC 、SPI 、I2C 和USART■多达80个快速I/O 口− 26/36/51/80个多功能双向5V 兼容的I/O 口 − 所有I/O 口可以映像到16个外部中断■ 多达7个定时器− 多达3个同步的16位定时器,每个定时器有多达4个用于输入捕获/输出比较/PWM 或脉冲计数的通道− 16位6通道高级控制定时器− 多达6路PWM 输出 − 死区控制、边缘/中间对齐波形和紧急制动− 2个看门狗定时器(独立的和窗口型的) − 系统时间定时器:24位的、带自动加载功能的■ 多达9个通信接口− 多达2个I2C 接口(SMBus/PMBus)− 多达3个USART 接口,支持ISO7816,LIN ,IrDA 接口和调制解调控制− 多达2个SPI 同步串行接口(18兆位/秒) − CAN 接口(2.0B 主动) − USB 2.0全速接口 ■ ECOPACK ®封装(兼容RoHS )表一 器件列表 参 考基本型号STM32F103x6 STM32F103C6, STM32F103R6,STM32F103T6STM32F103x8 STM32F103C8, STM32F103R8,STM32F103V8, STM32F103T8STM32F103xB STM32F103RB, STM32F103VB,STM32F103C8初步信息1介绍本文给出了STM32F103xx增强型的订购信息和器件的机械特性。
stm32f103工作原理

STM32F103工作原理解析引言STM32F103是一款由意法半导体(STMicroelectronics)推出的32位ARM Cortex-M3内核的微控制器。
它是一款功能强大且广泛应用的微控制器,常用于工业自动化、电机控制、嵌入式系统等领域。
本文将详细解释STM32F103的工作原理,包括芯片架构、时钟系统、外设模块和程序执行过程等方面。
芯片架构STM32F103采用了哈佛结构的体系结构,具有较高的运行效率和较低的功耗。
它的主要组成部分包括核心处理器、存储器、外设模块和时钟系统。
核心处理器STM32F103采用了ARM Cortex-M3内核,这是一款32位的RISC处理器。
它具有高性能、低功耗和高代码密度的特点。
Cortex-M3内核包含了ARM Thumb-2指令集,支持从1到4字节的指令,并且具有较好的代码压缩能力。
存储器STM32F103具有多种类型的存储器,包括闪存、SRAM和备份寄存器。
闪存用于存储程序代码和常量数据,具有较大的容量和较快的访问速度。
SRAM用于存储变量和堆栈数据,具有较快的读写速度。
备份寄存器用于存储关键数据,例如时钟设置和唯一设备ID等。
外设模块STM32F103内置了丰富的外设模块,包括通用输入输出口(GPIO)、串行通信接口(USART)、定时器、模拟数字转换器(ADC)等。
这些外设模块可以通过寄存器配置和控制来实现各种功能,例如数据输入输出、通信、计时和信号转换等。
时钟系统时钟系统是STM32F103的重要组成部分,它提供了系统时钟和外设时钟。
STM32F103具有多个时钟源,包括内部RC振荡器、外部晶体振荡器和外部时钟输入。
时钟系统还包括PLL锁相环,可以通过倍频和分频来生成不同频率的系统时钟。
时钟系统时钟系统是STM32F103的核心部分,它为整个芯片提供了时序控制和同步功能。
时钟系统包括系统时钟和外设时钟两部分。
系统时钟系统时钟是STM32F103内部各模块运行所需的时钟信号。
STM32F103x微控制器与μC_OS-Ⅱ操作系统
STM32F103x微控制器与µC_OS-Ⅱ操作系统概述本文档介绍了STM32F103x微控制器与µC_OS-Ⅱ操作系统的概念、功能和使用方法。
STM32F103x微控制器是一款高性能、低功耗的微控制器,而µC_OS-Ⅱ操作系统是一款轻量级的、可裁剪的实时操作系统。
STM32F103x微控制器STM32F103x微控制器是STMicroelectronics推出的一款基于ARM Cortex-M3内核的32位微控制器。
它具有丰富的外设接口、高性能、低功耗等特点,适用于各种应用场景。
STM32F103x系列包括多个产品型号,如STM32F103C8T6、STM32F103ZET6等。
STM32F103x微控制器的主要特性包括: - ARM Cortex-M3内核,频率为72MHz。
- Flash存储器和SRAM,容量可根据产品型号而定。
- 多种外设接口,如USART、SPI、I2C、GPIO 等。
- 支持多重中断控制,具有较好的实时性能。
- 支持多种电源管理模式,具有低功耗特性。
STM32F103x微控制器广泛应用于工业控制、通信、消费电子等领域。
它的灵活性和性能使得它成为开发人员的理想选择。
µC_OS-Ⅱ操作系统µC_OS-Ⅱ操作系统是由MicroQuill Software Research开发的一款裁剪型实时操作系统。
它专为嵌入式系统设计,非常适合资源有限的系统。
µC_OS-Ⅱ具有以下特点: - 轻量级:µC_OS-Ⅱ的内核非常小,仅需几KB的存储空间。
- 实时性:µC_OS-Ⅱ支持优先级调度和时间片轮转等机制,具有良好的实时性能。
- 可裁剪:开发者可以根据系统需求选择所需的特性,减小系统的尺寸。
- 可移植:µC_OS-Ⅱ支持多种处理器架构,包括ARM Cortex-M系列。
µC_OS-Ⅱ操作系统提供了任务管理、时间管理、内存管理等功能,可以帮助开发者更好地组织和管理嵌入式系统。
stm32f103中文资料

STM32F103系列单片机最实用看门狗的详细资料概述
STM32F103系列单片机最实用看门狗的详细资料概述为什么使用看门狗事情很简单先前做的一款采集数据的产品不知道为何异常,陷入死循环然后“死机”,分析了很多次,没发现原因,但是每次重新上点后就能正常采集到数据。
后来找到了解决方法:看门狗!目的是当程序走入死循环或者硬件异常时,可以自动复位,这样就可以得到跟重新上电后差不多的效果了。
使用的平台:stm32f103系列单片机使用的烧写调试模式:Jlink SWD 模式。
使用STM32官方模板库。
ST系列单片机看门狗分为两种:1.独立看门狗,2.窗口看门狗。
独立看门狗:可参看RM(reference Manual)的Independent watchdog (IWDG)当然,只是简要查看下RM中的介绍(至于寄存器的操作,我们可以略过,因为我们使用库的开发,但是基本流程一定要了解!)。
在这里我们要抓住几个关键点:a、stm32f10x系列有两个看门狗,看门狗主要用于检测由于软件出错的问题,并触发系统自动复位,或者触发一个中断(窗口看门狗才有)。
b、独立看门狗的时钟源为LSI,尽管主时钟出错,它还是能保持激活状态。
窗口看门狗的时钟源为APB1时钟,并且可以修改分频值。
c、独立看门狗:有独立时钟(内部低速时钟LSI),所以不受系统硬件影响的系统故障探测器。
主要用于监视硬件错误。
精确度要求比较低。
d、窗口看门狗:时钟与系统相同。
如果系统时钟不走了,这个狗也就失去作用了,主要用于监视软件错误。
精确度要求更高。
看门狗原理简介:有某个寄存器按照时钟源不断的递减(有只狗,不断的消耗能量),当该。
stm32f103中文手册[12]
![stm32f103中文手册[12]](https://img.taocdn.com/s3/m/e697aebd8662caaedd3383c4bb4cf7ec4afeb60a.png)
stm32f103中文手册1. 概述72 MHz的主频,可达90 DMIPS的性能64 KB至512 KB的闪存,20 KB至64 KB的SRAM7个定时器,包括3个高级定时器和4个通用定时器2个12位模数转换器,每秒1 MSPS2个I2C接口,3个USART接口,2个SPI接口1个USB 2.0全速接口1个CAN 2.0B接口37至80个GPIO引脚,支持中断和唤醒功能3个12位数字摹拟转换器实时时钟,支持日历和闹钟功能4至16 MHz的晶振振荡器,内部8 MHz的RC振荡器,内部40 kHz的RC振荡器7种低功耗模式,包括待机模式、住手模式和睡眠模式单电源3.0 V至3.6 V或者双电源1.8 V至3.6 V工作电压工作温度范围为-40°C至+85°C或者-40°C至+105°C2. 引脚定义stm32f103有多种封装形式,包括LQFP64、LQFP100、LQFP144、BG A100等²。
不同封装形式的引脚数量和罗列方式不同,但引脚功能基本相同。
下表列出了stm32f103的引脚功能和描述:---引脚名称 ---引脚功能 ---引脚描述 -------:------: ---:------: ---:------: -------VSS ---接地 ---连接到电源地 -------VDD ---电源 ---连接到正电源 -------VDDA ---摹拟电源 ---连接到正电源 -------VSSA ---摹拟接地 ---连接到电源地 -------NRST ---复位 ---复位输入,低电平有效 -------BOOT0 ---引导模式选择 ---引导模式选择输入,高电平或者低电平 -------BOOT1 ---引导模式选择 ---引导模式选择输入,高电平或者低电平 -------OSC_IN ---晶振输入 ---连接到外部晶振或者时钟信号的输入端-------OSC_OUT ---晶振输出 ---连接到外部晶振或者时钟信号的输出端 -------PA0~PA15 ---端口A引脚 ---可编程I/O引脚,具有多种功能和特性 -------PB0~PB15 ---端口B引脚 ---可编程I/O引脚,具有多种功能和特性 -------PC0~PC15 ---端口C引脚 ---可编程I/O引脚,具有多种功能和特性 -------PD0~PD15 ---端口D引脚 ---可编程I/O引脚,具有多种功能和特性 -------PE0~PE15 ---端口E引脚 ---可编程I/O引脚,具有多种功能和特性 -------JTAG_TMS ---JTAG测试模式选择 ---JTAG接口的测试模式选择信号 -------JTAG_TCK ---JTAG测试时钟 ---JTAG接口的测试时钟信号 -------JTAG_TDI ---JTAG测试数据输入 ---JTAG接口的测试数据输入信号 -------JTAG_TDO ---JTAG测试数据输出 ---JTAG接口的测试数据输出信号 -------JTAG_TRST ---JTAG测试复位 ---JTAG接口的测试复位信号 ----3. 系统架构stm32f103的系统架构如下图所示³:32位RISC架构,支持Thumb-2指令集3级流水线,支持分支预测和异常处理13个通用寄存器和1个程序计数器1个嵌套向量中断控制器(NVIC),支持多达60个中断源1个系统控制块(SCB),包含系统配置、控制和状态寄存器1个系统定时器(SysTick),提供一个24位递减计数器,可用于操作系统的节拍计时1个调试接入端口(DAP),支持JTAG和SWD两种调试协议闪存:是stm32f103的非易失性存储器,用于存储程序代码和数据。
STMFxx系列单片机介绍

STM32F103xx系列单片机介绍STM32F103xx增强型系列由意法半导体集团设计,使用高性能的ARMCortex-M332位的RISC 内核,工作频率为72MHz,内置高速存储器(高达128K字节的闪存和20K字节的SRAM),丰富的增强I/O端口和联接到两条APB总线的外设。
所有型号的器件都包含2个12位的ADC、3个通用16位定时器和一个PWM定时器,还包含标准和先进的通信接口:多达2个I2C和SPI、3个USART、一个USB和一个CAN。
1、结构与功能■内核:ARM32位的Cortex™-M3CPU−72MHz,1.25DMips/MHz(Dhrystone2.1),0等待周期的存储器−支持单周期乘法和硬件除法■存储器−从32K字节至512K字节的闪存程序存储器(STM32F103xx中的第二个x表示FLASH容量,其中:“4”=16K,“6”=32K,“8”=64K,B=128K,C=256K,D=384K,E=512K)−从6K字节至64K字节的SRAM■时钟、复位和电源管理−2.0至3.6伏供电和I/O管脚−上电/断电复位(POR/PDR)、可编程电压监测器(PVD)−内嵌4至16MHz高速晶体振荡器−内嵌经出厂调校的8MHz的RC振荡器−内嵌40kHz的RC振荡器−PLL供应CPU时钟−带校准功能的32kHzRTC振荡器■低功耗−睡眠、停机和待机模式−VBAT为RTC和后备寄存器供电■2个12位模数转换器,1us转换时间(16通道)−转换范围:0至3.6V−双采样和保持功能−温度传感器■DMA−7通道DMA控制器−支持的外设:定时器、ADC、SPI、I2C和USART■多达80个快速I/O口−26/37/51/80个多功能双向5V兼容的I/O口−所有I/O口可以映像到16个外部中断■调试模式−串行线调试(SWD)和JTAG接口■多达7个定时器−多达3个16位定时器,每个定时器有多达4个用于输入捕获/输出比较/PWM或脉冲计数的通道−16位6通道高级控制定时器−多达6路PWM输出−死区控制、边缘/中间对齐波形和紧急制动−2个看门狗定时器(独立的和窗口型的)−系统时间定时器:24位自减型■多达9个通信接口−多达2个I2C接口(SMBus/PMBus)−多达3个USART接口,支持ISO7816,LIN,IrDA接口和调制解调控制−多达2个SPI同步串行接口(18兆位/秒)−CAN接口(2.0B主动)−USB2.0全速接口■ECOPACK®封装(兼容RoHS)2、特点概述ARM®的Cortex™-M3核心ARM的Cortex-M3处理器是最新一代的嵌入式ARM处理器,它为实现MCU的需要提供了低成本的平台、缩减的管脚数目、降低的系统功耗,同时提供卓越的计算性能和先进的中断系统响应。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
STM32F103xx系列单片机介绍STM32F103xx增强型系列由意法半导体集团设计,使用高性能的ARMCortex-M332位的RISC内核,工作频率为72MHz,内置高速存储器(高达128K字节的闪存和20K字节的SRAM),丰富的增强I/O端口和联接到两条APB总线的外设。
所有型号的器件都包含2个12位的ADC、3个通用16位定时器和一个PWM定时器,还包含标准和先进的通信接口:多达2个I2C和SPI、3个USART、一个USB和一个CAN。
1、结构与功能■内核:ARM32位的Cortex™-M3CPU−72MHz,1.25DMips/MHz(Dhrystone2.1),0等待周期的存储器−支持单周期乘法和硬件除法■存储器−从32K字节至512K字节的闪存程序存储器(STM32F103xx中的第二个x表示FLASH 容量,其中:“4”=16K,“6”=32K,“8”=64K,B=128K,C=256K,D=384K,E=512K)−从6K字节至64K字节的SRAM■时钟、复位和电源管理−2.0至3.6伏供电和I/O管脚−上电/断电复位(POR/PDR)、可编程电压监测器(PVD)−内嵌4至16MHz高速晶体振荡器−内嵌经出厂调校的8MHz的RC振荡器−内嵌40kHz的RC振荡器−PLL供应CPU时钟−带校准功能的32kHzRTC振荡器■低功耗−睡眠、停机和待机模式−VBAT为RTC和后备寄存器供电■2个12位模数转换器,1us转换时间(16通道)−转换范围:0至3.6V−双采样和保持功能−温度传感器■DMA−7通道DMA控制器−支持的外设:定时器、ADC、SPI、I2C和USART■多达80个快速I/O口−26/37/51/80个多功能双向5V兼容的I/O口−所有I/O口可以映像到16个外部中断■调试模式−串行线调试(SWD)和JTAG接口■多达7个定时器−多达3个16位定时器,每个定时器有多达4个用于输入捕获/输出比较/PWM或脉冲计数的通道−16位6通道高级控制定时器−多达6路PWM输出−死区控制、边缘/中间对齐波形和紧急制动−2个看门狗定时器(独立的和窗口型的)−系统时间定时器:24位自减型■多达9个通信接口−多达2个I2C接口(SMBus/PMBus)−多达3个USART接口,支持ISO7816,LIN,IrDA接口和调制解调控制−多达2个SPI同步串行接口(18兆位/秒)−CAN接口(2.0B主动)−USB2.0全速接口■ECOPACK®封装(兼容RoHS)2、特点概述ARM®的Cortex™-M3核心ARM的Cortex-M3处理器是最新一代的嵌入式ARM处理器,它为实现MCU的需要提供了低成本的平台、缩减的管脚数目、降低的系统功耗,同时提供卓越的计算性能和先进的中断系统响应。
ARM的Cortex-M3是32位的RISC处理器,提供额外的代码效率,通常在8和16位系统的存储空间上得以体现ARM核心的高性能。
STM32F103xx增强型系列拥有内置的ARM核心,因此它与所有的ARM工具和软件兼容。
嵌入式Flash存储器和RAM存储器最新STM32F103xE型拥有高达512K字节的内置闪存存储器,用于存放程序和数据。
多达64KB的嵌入式SRAM可以以CPU的时钟速度进行读写(不待等待状态)。
模拟/数字转换器(ADC)STM32F103xx增强型产品内嵌2个12位的模拟/数字转换器(ADC),每个ADC有多达16个外部通道,可以实现单次或扫描转换。
在扫描模式下,转换在选定的一组模拟输入上自动进行。
ADC接口上额外的逻辑功能允许:1、同时采样和保持;2、交叉采样和保持;3、单次采样。
模拟看门狗功能允许非常精准地监视一路、多路或所有选中的通道,当被监视的信号超出预置的阀值时,将产生中断。
由标准定时器(TIMx)和高级控制定时器(TIM1)产生的事件,可以分别内部级联到ADC的开始触发、外部触发和DMA触发,以使应用程序能同步AD 转换和时钟。
可变静态存储器(FSMC)FSMC嵌入在STM32F103xC,STM32F103xD,STM32F103xE中,带有4个片选,支持一下模式:Flash、RAM、PSRAM、NOR和NAND。
3个FSMC中断线经过OR后连接到NVIC。
没有读/写FIFO,除PCCARD之外,代码都是从外部存储器执行,不支持Boot,目标频率等于SYSCLK/2,所以当系统时钟是72MHz时,外部访问按照36MHz进行。
嵌套矢量中断控制器(NVIC)可以处理43个可屏蔽中断通道(不包括Cortex-M3的16根中断线),提供16个中断优先级。
紧密耦合的NVIC实现了更低的中断处理延迟,直接向内核传递中断入口向量表地址,紧密耦合的NVIC内核接口,允许中断提前处理,对后到的更高优先级的中断进行处理,支持尾链,自动保存处理器状态,中断入口在中断退出时自动恢复,不需要指令干预。
外部中断/事件控制器(EXTI)外部中断/事件控制器由用于19条产生中断/事件请求的边沿探测器线组成。
每条线可以被单独配置用于选择触发事件(上升沿,下降沿,或者两者都可以),也可以被单独屏蔽。
有一个挂起寄存器来维护中断请求的状态。
当外部线上出现长度超过内部APB2时钟周期的脉冲时,EXTI能够探测到。
多达112个GPIO连接到16个外部中断线。
时钟和启动在启动的时候还是要进行系统时钟选择,但复位的时候内部8MHz的晶振被选用作CPU时钟。
可以选择一个外部的4-16MHz的时钟,并且会被监视来判定是否成功。
在这期间,控制器被禁止并且软件中断管理也随后被禁止。
同时,如果有需要(例如碰到一个间接使用的晶振失败),PLL时钟的中断管理完全可用。
多个预比较器可以用于配置AHB频率,包括高速APB(PB2)和低速APB(APB1),高速APB最高的频率为72MHz,低速APB最高的频率为36MHz。
Boot模式在启动的时候,Boot引脚被用来在3种Boot选项种选择一种:从用户Flash导入,从系统存储器导入,从SRAM导入。
Boot导入程序位于系统存储器,用于通过USART1重新对Flash存储器编程。
电源供电方案VDD,电压范围为2.0V-3.6V,外部电源通过VDD引脚提供,用于I/O和内部调压器。
VSSA和VDDA,电压范围为2.0-3.6V,外部模拟电压输入,用于ADC,复位模块,RC和PLL,在VDD范围之内(ADC被限制在2.4V),VSSA和VDDA必须相应连接到VSS和VDD。
VBAT,电压范围为1.8-3.6V,当VDD无效时为RTC,外部32KHz晶振和备份寄存器供电(通过电源切换实现)。
电源管理设备有一个完整的上电复位(POR)和掉电复位(PDR)电路。
这条电路一直有效,用于确保从2V启动或者掉到2V的时候进行一些必要的操作。
当VDD低于一个特定的下限VPOR/PDR时,不需要外部复位电路,设备也可以保持在复位模式。
设备特有一个嵌入的可编程电压探测器(PVD),PVD用于检测VDD,并且和VPVD限值比较,当VDD低于VPVD或者VDD大于VPVD时会产生一个中断。
中断服务程序可以产生一个警告信息或者将MCU置为一个安全状态。
PVD由软件使能。
电压调节调压器有3种运行模式:主(MR),低功耗(LPR)和掉电。
MR用在传统意义上的调节模式(运行模式),LPR用在停止模式,掉电用在待机模式:调压器输出为高阻,核心电路掉电,包括零消耗(寄存器和SRAM的内容不会丢失)。
低功耗模式STM32F103xx支持3种低功耗模式,从而在低功耗,短启动时间和可用唤醒源之间达到一个最好的平衡点。
休眠模式:只有CPU停止工作,所有外设继续运行,在中断/事件发生时唤醒CPU;停止模式:允许以最小的功耗来保持SRAM和寄存器的内容。
1.8V区域的时钟都停止,PLL,HSI和HSERC振荡器被禁能,调压器也被置为正常或者低功耗模式。
设备可以通过外部中断线从停止模式唤醒。
外部中断源可以使16个外部中断线之一,PVD 输出或者TRC警告。
待机模式:追求最少的功耗,内部调压器被关闭,这样1.8V区域断电。
PLL,HSI和HSERC振荡器也被关闭。
在进入待机模式之后,除了备份寄存器和待机电路,SRAM和寄存器的内容也会丢失。
当外部复位(NRST引脚),IWDG复位,WKUP引脚出现上升沿或者TRC警告发生时,设备退出待机模式。
进入停止模式或者待机模式时,TRC,IWDG和相关的时钟源不会停止。
3.详细介绍一款实际工作中智能仪表(要求原理30%、功能20%和应用10%)。
单相费控智能电能表介绍1、单相费控智能电能表的总体结构在对智能电能表硬件系统进行设计时,按照各自不同的功能,我们可以将其划分为若干模块,因此在系统硬件设计时,采用模块化的设计方案。
按照各部分实现的不同功能,系统硬件部分整体结构包括以下几部分:信号采样部分、电能计量部分、MCU部分、液晶显示部分、时钟部分、存储部分、电源部分、485通信部分、红外通信部分、ESAM安全块、继电器控制以及脉冲信号输出等几部分组成。
系统硬件整体结构框图如下:图1 系统硬件整体结构框图单相费控智能电能表的基本原理是:被测交流电压和交流电流经过高精度采样后送到专用电能计量芯片(即图中ATT7053A)经过一系列数字处理,转换成与有功功率成正比的脉冲信号,并进行脉冲输出,微处理器(78K0527A)将脉冲信号依据所属时段进行分时累计,得到总电量和各时段电量,并将结果保存到E2PROM中。
同时完成相关数据的显示以及与远程上位机的通讯。
⑴在整个系统中,微控制器(即MCU)部分是系统控制核心,通过SPI和I2C总线方式与外部相关模块进行通信,控制着其外围各模块的运行状态。
⑵计量模块采用高精度的电能专用计量芯片,完成对采样电压和电流信号进行相关运算和处理,实现功率测量并进行脉冲信号输出等。
计量芯片是整个电能计量的核心部分。
⑶时钟模块部分能为电表提供精确的计时,微控制器通过I2C方式每间隔一定时间读取当前的时间,并计算得出当前该时刻所对应的费率时段,从而实现分时段的电能计量。
⑷电源部分为整个电能表系统提供电源,主要是通过整流,将电表所在的供电线路中的220伏高压交流电,转换为可供系统直接使用的低压直流电。
另一方面,为保证在意外或突发故障情况下整个电表系统能正常工作,在设计时为其提供备用电源,通常为锂电池,以确保整个系统的正常运行。
⑸ESAM安全模块嵌入在单相电表内,实现安全存储、数据加/解密、双向身份认证、存取权限控制、线路加密传输等安全控制功能,是单相电能表必不可少的组成部分。
⑹存储器部分,系统在设计时采用EEPROM,即可擦可编程只读存储器,用于大量数据的存储和记录,同时能保证在各种意外和突发事故造成的掉电情况下,用户用电数据的不消失和长期存储。