2020年春季学期课程作业数控加工工艺与编程第2次13630408-重庆大学网络教育学院-参考资料
2020年春季学期课程作业机械制造基础第2次13631225-重庆大学网络教育学院-参考资料

重庆大学网络教育学院-2020年春季学期课程作业机械制造基础第2次-参考资料
请认真阅读一下说明然后下载:题库有可能会换,不保证全部都有!请仔细核对是不是您需要的题目再下载!!!!
本文档的说明:如果题目顺序和你的试卷不一样,按CTRL+F在题库中逐一搜索每一道题的答案,预祝您取得好成绩百!
一、单项选择题 (共 20 题、0 / 40 分 )
1、
当刀尖是主切削刃上最低点时,刃倾角为()
A、
正
B、
零
C、
负
D、
无法确定
参考答案是:C
2、
为保证各加工表面有较高的相互位置精度,应遵循()
A、
基准重合原则
B、
基准统一原则
C、
自为基准原则
D、
互为基准原则
参考答案是:B
3、
为保证加工精度,在制订工艺规程选择机床时,主要应考虑()
A、
机床的新旧程度
B、
机床精度与工序要求相适应
C、
机床的生产自动化水平
D、
机床的成本
参考答案是:B
4、
加工箱体零件上的大孔、平行孔系和同轴孔时,宜选用()
A、
车床
B、
铣床
C、
钻床
D、
镗床
参考答案是:D
5、
拉孔这种加工方法多用于()
A、
单件生产
B、
小批生产
C、
大批大量生产
D、
各种生产类型。
《数控加工工艺与编程》大作业36

- 1 -毛坯50mm 棒料(学号后两位为01的做此题)- 2 -毛坯φ45mm 棒料(学号后两位为02的做此题)毛坯φ45mm棒料(学号后两位为03的做此题)- 3 -毛坯φ90mm棒料(学号后两位为04的做此题)- 4 -- 5 -毛坯φ50mm 棒料(学号后两位为05的做此题)- 6 -毛坯φ55mm 棒料(学号后两位为06的做此题)毛坯φ30mm棒料(学号后两位为07的做此题)- 7 -毛坯φ55mm棒料(学号后两位为08的做此题)- 8 -毛坯φ65mm棒料(学号后两位为09的做此题)- 9 -毛坯φ55mm棒料(学号后两位为10的做此题)- 10 -- 11 -毛坯φ40mm 棒料(学号后两位为11的做此题)- 12 -(学号后两位为12的做此题)毛坯φ45mm 棒料1(-24.183,26)、2(-26.759,27.429)、3(-44.143,26.261)、4(-52,34.467)1234- 13 -毛坯φ45mm 棒料(学号后两位为13的做此题)- 14 -毛坯φ50mm 棒料 1(Z-44, X36.641); 2(Z-65.271, X35.043); 3(Z-66.961, X34) (学号后两位为14的做此题)213- 15 -毛坯φ45mm 棒料(学号后两位为15的做此题)- 16 -毛坯φ45mm 棒料(学号后两位为16的做此题)- 17 -毛坯φ45mm 棒料(学号后两位为17的做此题)- 18 -毛坯φ45mm 棒料(学号后两位为18的做此题)- 19 -毛坯φ45mm 棒料(学号后两位为19的做此题)- 20 -毛坯φ35mm 棒料(学号后两位为20的做此题)毛坯φ25mm棒料(学号后两位为21的做此题)- 21 -毛坯φ35mm棒料(学号后两位为22的做此题)- 22 -- 23 -毛坯φ40mm 棒料(学号后两位为23的做此题)- 24 -毛坯φ60mm 棒料(学号后两位为24的做此题)- 25 -毛坯φ45mm 棒料(学号后两位为25的做此题)- 26 -毛坯φ30mm 棒料(学号后两位为26的做此题)- 27 -毛坯φ40mm 棒料(学号后两位为27的做此题)- 28 -毛坯φ45mm 棒料(学号后两位为28的做此题)- 29 -毛坯φ45mm 棒料(学号后两位为29的做此题)- 30 -毛坯φ35mm 棒料(学号后两位为30的做此题)毛坯φ50mm棒料(学号后两位为31的做此题)- 31 -毛坯φ45mm棒料(学号后两位为32的做此题)- 32 -- 33 -毛坯φ25mm 棒料(学号后两位为33的做此题)- 34 -毛坯φ40mm 棒料- 35 -毛坯φ60mm 棒料- 36 -毛坯φ45mm 棒料。
数控加工工艺与编程试题

国内教育技术期刊:1. 《中国电化教育》2. 《电化教育研究》3.《中国远程教育》4.《远程教育杂志》5. 《开放教育研究》6. 《教育技术通讯》7.《教育技术研究》8.《教育信息化》9. 《现代教育技术》10.《电化教育通讯》11. 《教育技术》12.《电教世界》13.《教育信息技术》14. 《北京电化教育》15. 《江苏电化教育》16. 《湖南电教》17. 《天津电教》18.《上海电教》19.《湖北电化教育》20.《内蒙古电化教育》21《信息技术教育》22.《浙江现代教育技术》23. 《中小学电教》24.《外语电化教学》25. 《网络科技时代》26. 《教育传播与技术》国外教育技术期刊1. 《教育技术期刊》2. 《美国教育技术》3. 《educationaltechnology review》4. 《教育技术学》(注:日内瓦大学虚拟图书馆的一本杂志)5. 《国际教育技术期刊》6. 《澳大利亚教育技术杂志》7. 全美远程教育杂志列表/HP/pages/darling/journals.htm教育技术相关书目简介1. 何克抗、李文光《教育技术学》北京师范大学出版社20022. 李克东《教育技术学研究方法》北京师范大学出版社20023. 何克抗等《教学系统设计》北京师范大学出版社20024. 傅德荣、章惠敏《教育信息处理》北京师范大学出版社20025. 丁兴富《远程教育学》北京师范大学出版社20026. 祝智庭《网络教育应用》北京师范大学出版社20027. 黄荣怀《信息技术与教育》北京师范大学出版社20028. 黄荣怀《计算机辅助教学课件案例精选》高等教育出版社2002年9. 黄荣怀《协作学习与计算机支持的协作学习》北京师范大学出版社2002年10. 黄荣怀《校校通的基础—信息基础设施建设》,中央广播电视大学出版社,2001年11. 黄荣怀《校校通的核心—信息资源建设》,中央广播电视大学出版社,2001年12. 黄荣怀《校校通的目的—教与学的应用》,中央广播电视大学出版社,2001年13. 荣怀主编《校校通的保障—维护、管理与培训》,中央广播电视大学出版社,2001年14. 薛理银、黄荣怀著,《教学软件设计与开发》,1997年5月,人民邮电出版社1997年;15. 黄荣怀编著,《信息网络与教学》,1997年3月,人民邮电出版社1997年16. 李运林、徐福荫《教学媒体的理论与实践》北京师范大学出版社200217. 南国农《电化教育学》高等教育出版社198518. 尹俊华、戴正南《教育技术学导论》高等教育出版社199419. 乌美娜《教学设计》高等教育出版社199420. 施良方《学习论》、《课程论》人民教育出版社199421. 邵瑞珍《学与教的心理学》《教育心理学》上海人民出版社198822. 祝智庭《现代教育技术——信息化教育》高等教育出版社200223. 祝智庭《现代教育技术——走向教育信息化教育》华东师范大学出版社24. 余胜泉等《信息技术教育应用》北京师范大学出版社25. 高利明《现代教育技术》中央电大出版社199726. 黄清云《国外远程教育的发展与研究》上海外语教育出版社200027. 张祖忻主编《美国教育技术的理论极其演变》上海外语教育出版社199428. 尹君华主编《教育技术学导论》高等教育出版社199629. 国家教委师范教育司组编《教学技术基础》北京师范大学出版社199730. 沈亚强、蔡铁权、程燕平、楼广赤编《现代教育技术基础》浙江大学出版社199831. 南国农、李运林编《电化教育学(第二版)》高等教育出版社199832. 容世彦、和仲池编《现代教育技术基础》宇航出版社199933. 龚义建、黎仰安编《现代教育技术基础》华中理工大学出版社199934. 胡礼和《现代教育技术学》湖北科学技术出版社35. 李克东,谢幼如编著《多媒体组合教学设计》科学出版社199236. 顾明远谢邦同、乌美娜《教育技术》高等教育出版社199937. 盛群力等《现代教学设计》浙江教育出版社38. 李运林《电视教材编导与制作》高等教育出版社199139. 李克东《教育科学研究方法》高等教育出版社199040. 何克抗《建构主义——革命传统教学的理论基础》高等教育出版社198541. 师书恩《计算机辅助教育》北师大出版社199242. 何克抗《计算机辅助教育》高等教育出版社199743. 南国农、李运林《教育传播学》高等教育出版社44. 李克东、谢幼如《多媒体组合教学设计》科学出版社199445. (美)加涅(Gagne,Robert M.)主编《教育技术学基础》教育科学出版社199246. 加涅(Gagne,Robert M.)《教学设计原理》《学习的条件和教学论》教育科学出版社47. (爱尔兰)基更(Desmong.keegan) 《远距离教育基础》《远程教育研究》《远距离教育理论原理》中央广播电视大学出版社48. 巴巴拉·西尔斯、丽塔·里齐著乌美娜、刘雍潜等译《教学技术:领域的定义和范畴》中央广播电视大学出版社199949. Bruce Joyce等,荆建华等译《教育模式》中国轻工业出版社50. 《教育传播与技术研究手册》51. 《教学技术学:过去、现在和未来》52. 《教学技术:定义、术语和范畴》53. 《教学设计原理》54. 《教育媒体与学习技术》55. 《教学设计的理论与模型:教学理论的新范式》56. 《教育技术学名著选读》57. 《教学设计与技术的趋势与问题》58. 《教育技术学基础》59. 《教育媒体与技术年鉴2002》60. 陈琦《当代教育心理学》北京师范大学出版社61. 邵瑞珍《教育心理学》上海教育出版社62. 高文《教学模式论》上海教育出版社63. 裴娣娜《教育研究方法导论》安徽教育出版社64. Barbara B.Seels,Rita C.Richey, 《Instructional Technology:Definition and domains》199465. Patricia L.Smith,Tillman J.Ragan 《Instructional Design》199266. C.M.Reigeluth, 《Instructional Design theories and Models》198367. Timothy J.Newby,Donald A.Stepich,James D.Lehman, 《Instructional Technology forTeaching and Learning:Designing Instruction, Integrating Computers,and UsingMedia》68. Barbara Seels,Zita Glasgow, 《Making Instructional Design Decisions》,SecondEdition 199869. William J. Rothwell and H.C.Kazanas, 《Mastering the Instructional Design Process:a systematic approach》,San Francisco, Calif,1998专家资源1. 北京师范大学:尹俊华何克抗乌美娜黄荣怀余胜泉杨开城师叔恩李薇薇高福文2. 西北师范大学:南国农萧树滋杨改学3. 华南师范大学:李克东桑新民徐福荫丁新4. 华东师范大学:祝智庭张际平华东师大其他教师简介5. 华中师范大学:傅德荣赵呈领6. 北京大学:汪琼高利明尚俊杰吴筱萌缪蓉7. 清华大学:张健伟王学优吴庚生谢新观8. 河北大学:肖树滋冯秀琪张立新9. 南京师范大学李艺高荣林10. 第一军医大学教育技术中心王金荣章战士11. 曲阜师范大学刘成新12. 第四军医大学夏仁康李冰殷广德谢百治13. 首都师范大学丁兴富其他教师14. 上海师范大学:黎加厚15. 吉林师范大学:孙启美16. 浙江师范大学:张剑平17. 东北师范大学:王以宁教育技术专业领域重要论文01 何克抗教授诠释教育技术相关问题李馨教育技术本文主要讲述了何教授就教育技术定义、教学设计、e-learning等概念的理解。
(完整版)数控加工工艺与编程(程俊兰)第3章习题答案

复习思考题33-1 车刀刀尖圆弧半径补偿有何意义。
数控车床按刀尖对刀,但车刀的刀尖总有一段小圆弧,所以对刀时刀尖的位置是假想刀尖P。
编程时按假想刀尖轨迹编程(即工件的轮廓与假想刀尖p重合),而车削时实际起作用的切削刃是圆弧切点A,B,这样就会引起加工表面的形状误差。
采用刀具半径补偿功能后可按工件的轮廓线编程,数控系统会自动计算刀心轨迹并按刀心轨迹运动,从而消除了刀尖圆弧半径对工件形状的影响。
3-2 在数控车床上如何对刀?在数控加工生产实践中,常用的对刀的方法有找正法对刀、机外对刀仪对刀、自动对刀等三大类。
在数控车床上常采用找正法对刀中的试切法。
有用G50、G54和直接刀补来找到工件原点位置三种方法。
3-3 完成如图3-53所示零件的粗加工循环。
图3-53O1001; 程序名G54 S800 M03; 坐标系设定,主轴正转,转速800r/minT0101; 选择1号刀1号刀补G00 X110. Z5.; 快速定位到循环起点(110,5)G71 U3.0 R1.5; 调用外圆粗加工循环G71,切深3mm,退刀量1.5mmG71 P10 Q20 U1.0 W0.5 F0.15; 精加工路线是N10至N20.精加工余量0.5mm,粗加工进给量0.15mm/rN10 G00 X0.; 精加工路线第一段,沿X轴进给到零件中心G01 Z0; 切削进给到z0X35.; 平端面Z-30.; 切削φ35外圆X55. Z-50.; 切削锥面Z-65.; 切削φ55外圆G02 X85. Z-80. R15.; 切R15圆弧G01 X100. Z-100.; 切锥面N20 Z-120.; 精加工路线最后一段,切φ100外圆G00 X100. Z100.; 快速返回到(100,100)M30; 程序结束3-4 编写如图3-54所示工件的加工程序。
图3-54一、工艺分析此零件的车削加工包括车端面、倒角、外圆、圆弧过渡面、切槽加工、螺纹加工和切断。
《数控加工工艺与编程》(教学资源) 第四章试题及答案

第四章试题及答案1.什么叫做电火花加工?答:电火花加工又称放电加工〔Electrical Discharge Machining 简称EDM〕,电火花加工是利用电腐蚀原理,对工件进行加工的一种工艺方法。
它既可以加工一般材料的工件,也可以加工用传统的切削方法难以加工的各种高熔点、高硬度、高韧性的金属材料以及精度要求高的工件,因此特别适合模具零件的加工。
电火花加工形式很多,其中以电火花成形加工和电火花线切割加工应用最为广泛。
电火花成形加工主要用于形状复杂的型腔、凸模、凹模的加工,电火花切割加工主要用于冲模、挤压模的加工。
电火花线切割机床是采用电极丝〔钼丝、钨钼丝等〕作为工具电极,在脉冲电源作用下,在工具电极和加工工件之间形成火花放电,火花通道瞬间产生大量的热,使得工件外表熔化甚至汽化。
线切割机床通过X-Y拖板和U-V拖板的运动,使得电极丝沿着预定的轨迹运动,从而到达加工工件的目的。
2.电火花加工的根本原理是什么?答:加工时工具电极和工件分别接脉冲电源的两极,并浸入工作液中或将工作液充入放电间隙。
通过间隙自动控制系统控制工具电极向工件进给,当两电极间的间隙到达一定距离时,两电极上施加的脉冲电压将工作液击穿,产生火花放电。
在放电的微细通道中瞬时集中大量的热能,温度可高达1万摄氏度以上,压力也有急剧变化,从而使这一点工作外表局部微量的金属材料立刻熔化、气化,并爆炸式地飞溅到工作液中,迅速冷凝,形成固体的金属微粒,被工作液带走,这时在工件外表上便留下一个微小的凹坑痕迹,放电短暂停歇,两电极间工作液恢复绝缘状态。
紧接着,下一个脉冲电压又在两电极相对接近的另一点处击穿,产生火花放电,重复上述过程。
这样,虽然每个脉冲放电蚀除的金属量极少,但因每秒有成千上万次脉冲放电作用,就能蚀除较多的金属,具有一定的生产率。
在保持工具电极与工件之间恒定放电间隙的条件下,一边蚀除工件金属,一边使工具电极不断地向工件进给,最后便加工出与工具电极形状相对应的形状。
数控技术课大作业-数控程序
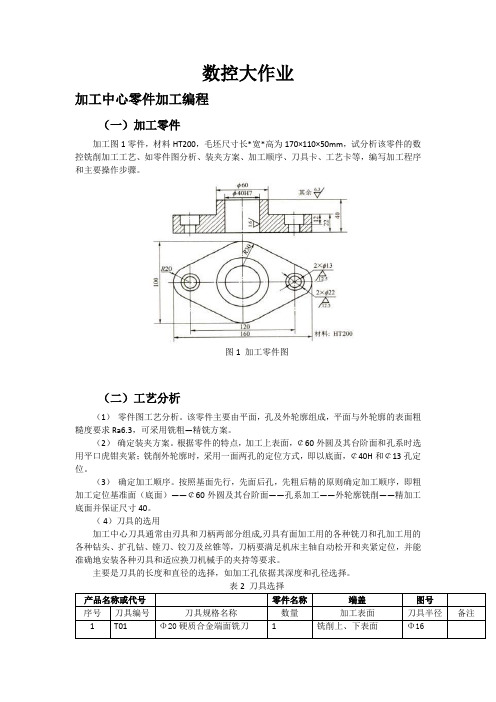
数控大作业加工中心零件加工编程(一)加工零件加工图1零件,材料HT200,毛坯尺寸长*宽*高为170×110×50mm,试分析该零件的数控铣削加工工艺、如零件图分析、装夹方案、加工顺序、刀具卡、工艺卡等,编写加工程序和主要操作步骤。
图1 加工零件图(二)工艺分析(1)零件图工艺分析。
该零件主要由平面,孔及外轮廓组成,平面与外轮廓的表面粗糙度要求Ra6.3,可采用铣粗—精铣方案。
(2)确定装夹方案。
根据零件的特点,加工上表面,¢60外圆及其台阶面和孔系时选用平口虎钳夹紧;铣削外轮廓时,采用一面两孔的定位方式,即以底面,¢40H和¢13孔定位。
(3)确定加工顺序。
按照基面先行,先面后孔,先粗后精的原则确定加工顺序,即粗加工定位基准面(底面)——¢60外圆及其台阶面——孔系加工——外轮廓铣削——精加工底面并保证尺寸40。
( 4)刀具的选用加工中心刀具通常由刃具和刀柄两部分组成,刃具有面加工用的各种铣刀和孔加工用的各种钻头、扩孔钻、镗刀、铰刀及丝锥等,刀柄要满足机床主轴自动松开和夹紧定位,并能准确地安装各种刃具和适应换刀机械手的夹持等要求。
主要是刀具的长度和直径的选择,如加工孔依据其深度和孔径选择。
表2 刀具选择(5)切削用量的选择该材料,铣削平面、¢60外圆及其台阶面和外轮廓时可留0.5MM 的精加余量,其余一次走完粗铣。
确定主轴转速时,可先查确削用量手册,硬质合金铣刀加工铸铁(190~260HB)时的速度为45~90m/min,取Vc=70m/min,根据铣刀直径和公式计算主轴转速,并填入工序卡片中。
确定进给速度时,根据铣刀齿数、主轴转速、和切削用量手册中给出的每齿进给量,计算进给速度并填入工序卡片中。
拟订数控铣削加工工序卡片如表3。
把零件加工顺序,采用的刀具和切削用量等参数编入数控加工工序卡片中,以指导编程加工操作。
表3 数控加工工序卡片要完成的程序编写任务坐标原点:¢40圆的圆心处为工件编程X、Y轴原点坐标,Z轴原点坐标在精铣后的工件上表面。
数控加工工艺与编程-习题集(含答案【可修改文字】

可编辑修改精选全文完整版《数控机床加工工艺与编程》课程习题集西南科技大学成人、网络教育学院版权所有习题【说明】:本课程《数控机床加工工艺与编程》(编号为09018)共有单选题,简答题,判断题,编程题, 填空题等多种试题类型,其中,本习题集中有[编程题]等试题类型未进入。
一、单选题1.在数控机床的机械组成中,不.包括()A.立柱 B.床身 C.工作台 D. 控制系统2.机械手换刀途中停止的主要原因是()A. 气动换向阀损坏B. 主轴定向不准C. 机械手卡死D. 程序错误3.数控机床的构成中,不.包括( )A.数控装置 B.伺服系统 C.机床本体 D. 刀库系统4.加工中心最突出的特点是()A. 工序集中B. 对加工对象适应性强C. 加工精度高D. 加工生产率高5.关于加工中心编程时,下面哪种说法中不正确的是()A. 进行合理的工艺分析B. 自动换刀要有足够的空间C. 尽量采用机内对刀D. 尽量采用工序集中6.为了保证加工精度,降低刀具的损耗,提高生产率,合理使用机床,应正确选择()A. 刀具几何角度B. 切削用量C. 工艺装备D. 刀具耐用度7.主要用于模具曲面加工的立铣刀具是( )A. 端面立铣刀B. 球头立铣刀C. 键槽铣刀D. 环行铣刀8.刀柄与主轴内的拉紧装置相连接的部件是( )A. 刀柄B. 夹头C. 弹簧D. 拉钉9.不.宜沿轴向做进给运动的立铣刀具是( )A. 端面立铣刀B. 球头立铣刀C. 键槽铣刀D. 环行铣刀10.可实现高速切削或以“车、铣代磨”,加工高硬材料的刀具是( )A. 高速钢刀具B. 硬质合金刀具C. 陶瓷刀具D. 工具钢刀具11.采用ER型卡簧,适合于夹持小直径铣刀进行铣削加工的刀柄是( )A. 液压夹紧式刀柄B. 弹簧夹头式刀柄C. 侧固式刀柄D. 热装夹紧式刀柄12.数控机床实现圆周进给运动而采用的夹具是( )A. 多工位夹具B. 回转工作台C. 平口钳D. 三爪卡盘13.主切削刃分布在铣刀圆拄面的立铣刀具是( )A. 端面立铣刀B. 球头立铣刀C. 键槽铣刀D. 环行铣刀14.数控加工中心换刀机构常采用的机构是( )A.伺服机构 B.机械手(机构) C.液压机构 D. 人工换刀15.最常用的刀柄与主轴孔的配合锥面一般是( )A. 7:10B. 7:14C. 7:24D. 7:2816.加工箱体类零件的一般加工顺序是( )A. 先孔后面,基准面先行B. 先孔后面C. 先面后孔,基准面先行D. 先面后孔17.粗加工选择切削用量时,应选择尽可能大的( )A. 进给速度B. 背吃刀量C. 切削速度D. 主轴转速18.编程员在数控编程过程中,定义在工件上的几何基准点是()A. 机床原点B. 绝对原点C. 工件原点D. 装夹原点19.切削用量对切削力影响最大的是()A. 切削速度B. 进给量C. 主轴转速D. 切削深度20.在确定加工路线的原则时,下列说法正确的是()A. 加工路线最长B. 数值计算复杂C. 加工路线应保证被加工零件的精度及表面粗糙度D. 编程困难21.在数控机床上,用于编程的几何基准点是()A. 机床原点B. 绝对原点C. 装夹原点D. 工件原点22.编排数控加工工序时,采用一次装夹中完成加工的目的是()A. 减少换刀时间B. 减少重复定位误差C. 减少空运行时间D. 简化加工程序23.在数控机床上加工零件,下列工序划分的方法中错误的是()A. 按所用刀具划分B. 按粗细加工划分C. 按批量大小划分D. 按加工部位划分24.选择定位基准的原则是()A. 尽量使工件的定位基准与工序基准不重合B. 采用基准统一原则C. 尽量用未加工表面作为定位基准D. 应使工件安装稳定,在加工过程中因切削力或夹紧力而引起的变形最大25.用行切法加工曲面时,球头铣刀的半径与加工曲面的曲率半径的关系是()A. 小于B. 大于C. 等于D. 无所谓26.用未加工过的毛坯表面作为定位基准是( )A.粗基准 B.精基准C.设计基准 D. 工艺基准27.用已加工过的表面作为基准面是()A.粗基准 B.精基准 C.设计基准 D. 工艺基准28.对夹紧装置的要求是()A. 夹紧时,不要考虑工件定位时的既定位置B. 夹紧力允许工件在加工过程中小范围位置变化及震动C. 有良好的结构工艺性和使用性D. 有较好的夹紧效果,无需考虑夹紧力的大小29.要选用精基准的表面,应该安排的工序是()A. 起始B. 中间C. 最后D. 任意30.用一把立铣刀铣削平面,刀具旋转的方向与工件的进给方向相反,这种方法是()A. 顺铣法B. 逆铣法C. 不正确方法D. 端铣法31.工艺路线优化问题实质上是()A. 寻找最短路径B. 寻找最长路径C. 寻找关键路径D. 工序排序32.粗加工时选择切削用量的原则是()A. 以提高生产效率为主B. 以保证加工质量为前提C. 以加工成本为主D. 以实际情况为主33.对于加工既有面又有孔的零件,采用划分工序的原则是()A. 先孔后面B. 先镗孔后铣面C. 先面后孔D. 无所谓34.编排数控加工工序时,采用一次装夹中完成加工的目的是( )A. 减少换刀时间B. 减少重复定位误差C. 减少空运行时间D. 简化加工程序35.除第一道工序外采用粗基准外,其余工序都应使用( )A.粗基准 B.精基准 C.设计基准 D. 工艺基准36.只构造出零件的轮廓后,运用CAXA制造工程师进行加工,属于是( )A.线架造型加工 B.实体造型加工C.实体/曲面造型加工 D. 曲面造型加工37.一系列首尾相接的曲线的集合是( )A.轮廓 B.区域 C.岛 D. 刀位点38.在CAXA制造工程师平面轮廓加工参数表中,刀次的含义指的是()A.加工次数 B.每一行刀位之间的距离C. 加工余量的次数 D.生成刀位的行数39.在CAXA制造工程师中,检查加工轨迹是否正确,执行的操作是()A.轨迹生成 B.轨迹编辑 C.轨迹仿真 D. 特征生成40.在CAXA制造工程师中区域加工方法中,表示不加工的部分是()A.轮廓 B.区域 C.岛 D. 刀位点41.在CAXA制造工程师平面轮廓加工参数表中轮廓补偿选择“ON”,指的是( )A.刀具到轮廓线,刀具右偏 B.刀具中心线不到轮廓,相差一个刀具半径C. 刀具中心线与轮廓线重合 D.刀具中心线超过轮廓,相差一个刀具半径42.以HTME格式生成加工轨迹明细单,便于机床操作者对G代码程序的使用,也便于对G代码程序的管理,采用下列的操作是( )A.轨迹批处理 B.生成加工工艺单 C.钻孔 D. 后置处理43.在零件数控加工时,轨迹控制参数中安全高度和起止高度的关系是()A. 安全高度应大于起止高度B. 起止高度应大于安全高度C. 根据零件类型确定D. 由速度值参数决定44.在CAXA制造工程师中,拉伸增料功能是轮廓线根据指定距离产生一增加材料的特征,其轮廓线是( )A.不封闭的草图轮廓 B.封闭的草图轮廓C.封闭的非草图轮廓 D. 不封闭的非草图轮廓45.在CAXA制造工程师中,要绘制空间图形,应执行的操作是()A.轨迹生成 B.曲线生成 C.曲面生成 D. 特征生成46.数控机床的"回零"操作是指回到()A.对刀点 B.换刀点 C.机床的零点 D.编程原点47.首次加工的零件,须要试切,试切时的快速倍率开关要置于()A. 最低档B. 较低档C. 较高档D. 最高档48.数控机床开机时,一般要进行回参考点操作,其目的是()A. 建立工件坐标系B. 建立机床坐标系C. 建立局部坐标系D. 建立极坐标系49.数控机床机械系统的日常维护中,须每天检查的部件是( )A. 导轨润滑油B. 液压油路C. 滚珠丝杠D.润滑液压泵50.数控机床作空运行试验的目的是( )A. 检验加工精度B. 检验功率C. 检验程序是否能正常运行D. 检验程序运行时间二、简答题51.简述常用的夹具种类有哪些?52.在数控铣床和加工中心上使用的铣刀主要有哪几种?53.数控机床对铣削夹具选用的基本原则是哪些?54.刀柄的哪些性能指标对加工性能有直接影响?55.球头立铣刀应用时的注意事项是什么?56.数控加工工艺分析主要包括哪些内容?57.说明数控铣床顺铣、逆铣的简单判别方法?58.数控加工中合理选择切削用量的原则是什么?59.简述确定数控加工路线的基本原则。
数控加工工艺与编程第4章:数控车工艺与编程

M V
Hale Waihona Puke v适合用于小切深,大进给 v大的前角刃口锋利
v适用于仿形向上切削加工 v正角刀棱锋利
准重切 G
削
H
v大进给粗加工 v断续、黑皮切削 v两面均有断屑槽
重切削
H
v不等棱边刀刃不仅刀刃锋利且强
X
度也好
MITSUBvIS连H续I或推继荐续加的工适均适用合
于加工钢材的断屑槽形
数控车刀的选择
❖刀杆头部形式的选择
根据加工轮廓 选择刀片形状
数控车刀的选择
❖刀片形状的选择
数控车刀的选择
❖刀片后角的选择
▪ 后角0°(N)、7 ° (C)、11 ° (P)、20 ° (E)
负前角刀片: Ø0°后角 Ø双面和单面 Ø高强度切削刃 Ø外圆车削首选 Ø重载切削状况
正前角刀片: Ø带有后角 Ø单面 Ø低切削力 Ø内孔和细长轴车削首选
数车编程基础
❖F功能
每转进给量(mm/r) 编程格式 G99 F_
F
每分钟进给量(mm/min) 编程格式 G98 F_
F
数车编程基础
❖T功能
指令格式 T 刀具功能(T)后面四位数字,前两位是刀具号,后两位是刀具长度补偿
号,又是刀尖圆弧半径补偿号。 例:T0303 表示选用3号刀及3号刀具长度补偿值和刀尖圆弧半径补偿值。
58 50 40
R2
R40 25
M301.5
C2
20 20
30 50
60 75 80
数车常用编程指令
请思考以下问题:
Ø工件加工中需要用到粗车刀、精车刀、切槽刀、螺纹车刀 等刀 具,每把刀具长度均不相同,怎么保证整个加工过程中加工尺 寸准确?
数控加工工艺与编程试题参考答案完整版

精心整理“数控加工工艺与编程”复习题一、填空1)CIMS是(计算机集成制造系统)的缩写,FMS是(柔性制造系统)的缩写。
2)FMC是(柔性制造单元)的缩写,CAM是(计算机辅助制造)的缩写。
3)APT是(自动编程系统)的缩写,MRP是(制造资源计划/生产管理)的缩写。
P44)在切削过程中,工件上形成三个表面:①(已加工表面);②(待加工表面);③(过渡表面)P10567)P30 891011)1213)按其作用不同可以分为工序基准、测量基准、定位基准和装配基准。
14)15)16P85 17)在机械加工中,由机床、夹具、刀具、工件组成的系统称为工艺系统。
18)穿孔带是数控机床的一种控制介质,国际上通用标准是(EIA)和(ISO)两种,我国采用的标准是(ISO)19)数控机床加工程序编制的过程为分析零件的加工工艺过程、数值计算、编写加工程序、制作控制介质、程序校验和首件试制等。
P9820)数控机床坐标轴中,绕Z轴旋转的坐标轴称为C轴。
【坐标轴确定方法与步骤】1)Z轴(1)一般取产生切削力的主轴轴线为Z轴,取刀具远离工件的方向为Z正方向。
(2)当机床有几个主轴时,选垂直于工件装夹面的主轴为Z轴。
(3)机床没有主轴时(数控龙门刨床),用与装夹工件的工作台面垂直的直线为Z轴。
(4)若用Z轴方向进给运动部件作为工作台,则用Z′表示,其正方向与Z轴相反。
2)X轴(1)X轴一般位于平行于工件装夹面的水平面内。
(2)对于工件做回转切削运动的机床(如车床、磨床),在水平面内取垂直于工件回转轴线(Z轴)的方向为X轴,刀具远离工件的方向为X正方向。
(3)对于刀具做回转切削运动的机床(如铣床、镗床),当Z轴竖直立式时,人面对主轴向右为X正方向;Z轴为水平卧式时,则向左为X正方向;(4)对于无主轴的机床(如刨床),则以切削方向为X正方向。
若X方向进给运动部件是工作台,则用X′表示,其正方向与X轴相反。
3)Y轴、A轴、B轴、C轴:均按照右手规则来确定。
数重庆大学控加工工艺与编程
B、 T 代码
C、 M代码
D、 S代码
标准答案
B
36、 下面关于对刀的论述( )是不正确的。
A、 对刀就是使“对刀点”与“刀位点”重合的操作
B、 对刀的目的是确定机床坐标系与工件坐标系的相对关系
C、 对刀可以确定工件原点相对于机床原点的偏置量
C、 零点
D、 参考点
标准答案
B
11、 在数控铣床上加工封闭轮廓时,一般沿着( )进刀。
A、 法向
B、 切向
C、 轴向
D、 任意方向
标准答案
B
12、 ( )是用来指定机床的运动形式。
A、 辅助功能
B、 准备功能
C、 刀具功能
D、 主轴功能
标准答案
B
13、 数控铣床编程中,准备功能G90表示的功能是( )
D、 G04
标准答案
D
16、 刀具半径补偿左补偿指令为( )。
A、 G40
B、 G42
C、 G41
D、 G49
标准答案
C
17、 ( )是规定主轴的正传、停止、反转及冷却液的打开和关闭等。
A、 辅助功能
B、准备功能
C、 刀具功能
D、 主轴功能
标准答案
A
18、 加工中心与数控铣床的主要区别是( )。
A、 数控系统复杂程度不同
B、 圆弧起点坐标
C、 圆心的坐标
D、 起点相对于圆心位置
标准答案
D
26、 非模态M功能是指:( )。
A、 该功能在被同组的另一个功能注销前一直有效的M功能
B、 只在书写了该代码的程序段落中有效的M功能
C、 在程序段编制的轴运动之前执行的M功能
数控加工工艺编程大作业

《数控加工工艺与编程》大作业加工图1所示零件,毛坯为φ50mm棒料,材料为45钢,单件生产。
图1 上机作业零件图
一、加工工艺的确定
1、分析零件图样
该零件为轴类零件。
主要加工面包括:外圆柱面、外圆锥面、外圆弧、外沟槽、外螺纹等。
其中多个尺寸有较高的尺寸精度和表面质量,无形位公差要求。
2、工艺分析
1)加工方案的确定
根据零件的加工要求,各表面的加工方案确定为:粗车→精车
2)装夹方案的确定
此零件采用三爪自定心卡盘装夹棒料φ50外圆,毛坯伸出卡盘95~100mm,完成各部分加工,注意找正。
3)加工工艺的确定
加工工序卡见表1。
表1 数控加工工序卡
装夹:夹φ50外圆毛坯面,找正,对刀,毛坯伸出卡盘95~100mm,调程序
加工刀具卡见表2。
表2 数控加工刀具卡
二、加工程序的编制
1、工件坐标系的建立
以工件右端面与轴线的交点为编程原点建立工件坐标系。
2、编制程序
程序见表3。
表3 程序
三、仿真结果
仿真加工后的零件见图2所示。
图2 仿真加工完成的零件
Welcome To Download !!!
欢迎您的下载,资料仅供参考!。
(完整)大学考试试卷数控加工工艺与编程及参考答案
(完整)大学考试试卷数控加工工艺与编程及参考答案编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望((完整)大学考试试卷数控加工工艺与编程及参考答案)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为(完整)大学考试试卷数控加工工艺与编程及参考答案的全部内容。
数控加工工艺与编程一、单项选择题(本大题共50分,共 20 小题,每小题 2.5 分)1。
数控机床最适合加工( )的零件。
A。
生产批量大B。
必须用特定的工艺装备协调加工C. 形状复杂,用数学模型描述的复杂曲线或曲面轮廓,且加工精度要求高D. 装夹困难或完全靠找正来保证加工精度2. 通常数控系统除了直线插补外,还有().A。
正弦插补B。
圆弧插补C。
抛物线插补D. 指数曲线插补3。
数控铣床的基本控制轴数是()。
A. 一轴B. 二轴C。
三轴D. 四轴4. 程序段G17 G01 G41 X0 Y0 D01中的D01的含义是()。
A. 刀具编号B. 刀具补偿偏置寄存器的编号C。
直接指示刀具补偿的数值D. 刀具前角的大小5. 数控机床的F功能常用()单位。
A。
m/minB。
mm/min或 mm/rC. m/rD. m/s6. 用于指令动作方式的准备功能的指令代码是( )。
A。
F代码B。
G 代码C. T代码D。
M代码7。
数控升降台铣床的升降台上下运动坐标轴是()。
A. X轴B。
Y轴C. Z轴D。
C轴8。
数控机床的恒线速度控制是控制()为恒速。
A. 主轴转速B。
进给速度C. 切削速度D. 同步进给速度9. 在数控铣床上加工封闭轮廓时,一般沿着( )进刀。
A. 法向B. 切向C。
轴向D。
数控加工工艺与编程习题库(含参考答案)

数控加工工艺与编程习题库(含参考答案)一、判断题(共100题,每题1分,共100分)1.人生在世就是要追求个人的幸福与快乐A、正确B、错误正确答案:B2.带有刀库的数控铣床一般称为加工中心。
A、正确B、错误正确答案:A3.杠杆千分尺的螺旋读数装置的分度值是0.01mm,杠杆齿轮机构表盘的分度值为0.001mm,因而衡量杠杆千分尺测量精度的分度值应为0.001mmA、正确B、错误正确答案:A4.互换性要求零件具有一定的加工精度A、正确B、错误正确答案:A5.数控机床自动执行程序过程中不能停止。
A、正确B、错误正确答案:B6.数控系统中默认的加工平面是XY平面A、正确B、错误正确答案:A7.基准是一种理想要素。
当工件以实际表面来体现基准要素时,应符合最小条件的要求A、正确B、错误正确答案:A8.数控加工之前进行模拟仿真是为了保证程序的正确,避免加工出错。
A、正确B、错误正确答案:A9.社会的需要,环境的影响,受教育的程度,个人具备的条件是个人职业理想形成的重要条件A、正确B、错误正确答案:A10.润滑作用强的切削液的润滑作用减小了刀具与切屑和工件表面之间的摩擦阻力,从而使铣削力减小A、正确B、错误正确答案:A11.切削时,刀具、工件、切屑三者,刀具吸收的热量最多。
A、正确B、错误正确答案:B12.加工中心与普通数控机床区别在于机床的刚性好。
A、正确B、错误正确答案:B13.道德规范具有他律性,道德品质具有自律性A、正确B、错误正确答案:A14.爱岗敬业是职业道德的核心和基础,是对从业人员工作态度的一种普遍要求A、正确B、错误正确答案:A15.数控编程中既可以用绝对值编程,也可以用增量值编程。
A、正确B、错误正确答案:A16.营业员对待态度蛮横、语言不文明的顾客应进行适当的批评教育A、正确B、错误正确答案:B17.分度值为0.02mm的游标卡尺,尺身上的刻度间距比游标上的刻度间距大0.02mmA、正确B、错误正确答案:A18.零件的实际尺寸就是零件的真实尺寸A、正确B、错误正确答案:B19.内径百分表和内径千分尺一样,可以从测量器具上直接读出被测尺寸的数值A、正确B、错误正确答案:B20.“三个臭皮匠,胜过一个诸葛亮”说明加强协作,取长补短和遵守纪律的重要性A、正确B、错误正确答案:B21.当数控加工过程中出现紧急情况时可以按急停按钮A、正确B、错误正确答案:A22.市场经济时代也需要艰苦奋斗的创业精神A、正确B、错误正确答案:A23.当加工过程中发现进给速度太快时,可以降低控制面板上的修正比例。
20春重庆大学数控加工工艺与编程形成性考核真题试题参考答案资料
20春重庆大学数控加工工艺与编程形成性考核真题试题参考答案资料1、应用刀具半径补偿功能时,如刀补设置为负值,刀具轨迹是()。
A、左补B、右补C、不能补偿D、左补变右补,右补变左补参考答案D2、数控机床的恒线速度控制是控制()为恒速。
A、主轴转速B、进给速度C、切削速度D、同步进给速度参考答案C3、辅助功能中与主轴有关的M指令是()。
A、M06B、M09C、M08D、M05参考答案D4、M01的含义是()。
A、程序停止B、选择停止C、程序结束D、程序开始参考答案B5、数控机床最适合加工()的零件。
A、生产批量大B、必须用特定的工艺装备协调加工C、形状复杂,用数学模型描述的复杂曲线或曲面轮廓,且加工精度要求高D、装夹困难或完全靠找正来保证加工精度参考答案C6、加工中心编程与数控铣床编程的主要区别是()。
A、指令格式B、换刀程序C、宏程序D、指令功能参考答案B7、通常数控系统除了直线插补外,还有()。
A、正弦插补B、圆弧插补C、抛物线插补D、指数曲线插补参考答案B8、G02X20Y20R-10F100;所加工的是一段()。
A、整圆B、夹角〈=180°的圆弧C、180°〈夹角〈360°的圆弧D、半圆参考答案C9、程序停止并返回到程序起始位置的指令是()。
A、M00B、M01C、M02D、M30参考答案D10、在编制加工中心的程序时应正确选择()的位置,以避免刀具交换时碰撞工件或夹具。
A、对刀点B、换刀点C、零点D、参考点参考答案B11、在数控铣床上加工封闭轮廓时,一般沿着()进刀。
A、法向B、切向C、轴向D、任意方向参考答案B12、()是用来指定机床的运动形式。
A、辅助功能B、准备功能C、刀具功能D、主轴功能参考答案B13、数控铣床编程中,准备功能G90表示的功能是()A、预置功能B、固定循环C、绝对尺寸D、增量尺寸参考答案C14、刀具半径补偿仅能在规定的坐标平面内进行,使用指令G18()为补偿平面。
吉大2020-2022学期《数控编程》在线作业一(2)答案
吉大2020-2022学期《数控编程》在线作业一提醒:本科目含有多少随机试卷,请核实本套试卷是否是您需要的材料!!!一、单选题(共15题,60分)1、在机床、工件一定的条件下,如何解决振动造成的加工质量()。
A提高转速B提高切削速度C合理选择切削用量、刀具的几何参数D每种方法都可以提示:复习课程相关知识802,并完成上述题目[正确参考选择]:D2、直流伺服电机常用的调速方法是( )。
A改变磁通量B改变电枢回路中的电阻RC改变电抠电压UD改变电流提示:复习课程相关知识802,并完成上述题目[正确参考选择]:C3、长V型铁限制了( )个自由度。
A1B2C3D4提示:复习课程相关知识802,并完成上述题目[正确参考选择]:D4、数控机床的数控装置包括( )。
A光电读带机和输入程序载体B步进电机和伺服系统C输入、信息处理和输出单元D位移、速度传感器和反馈系统提示:复习课程相关知识802,并完成上述题目[正确参考选择]:C5、G32螺纹车削中的F为( )。
A螺距B导程C螺纹高度D每分钟进给速度提示:复习课程相关知识802,并完成上述题目[正确参考选择]:B——————————6、位置检测装置按测量的方式分为( )。
A数字式和模拟式B增量式和绝对式C直接和间接D开环与闭环提示:复习课程相关知识802,并完成上述题目[正确参考选择]:C7、感应同步器是一种( )位置检测元件。
A光学式B电磁式C数字式D增量式提示:复习课程相关知识802,并完成上述题目[正确参考选择]:B8、在XY坐标平面内进行加工的坐标指令( )。
AG l 7BG l 8CG l 9DG20提示:复习课程相关知识802,并完成上述题目[正确参考选择]:A9、铣削封闭的内轮廓表面时,进刀方式应选择()切入。
A圆弧B法向C根据需要选择A或BD无提示:复习课程相关知识802,并完成上述题目[正确参考选择]提示:复习课程相关知识802,并完成上述题目[正确参考选择]:A10、柔性制造单元最主要设备( )。
重庆大学2020年春季学期课程作业机械CADCAM

答案+我名字2020年春季学期课程作业机械CAD/CAM第1次机械CAD/CAM题号一二三合计已做/题量14 / 207 / 107 / 1028 / 40得分/分值0 / 400 / 300 / 300 / 100一、单项选择题(共20 题、0 / 40 分)1、自动编程又称(),就是利用计算机专用软件编制数控加工程序。
A、计算机软件编程B、APT语言自动编程C、计算机辅助编程D、交互图形自动编程收藏该题2、特征建模系统的核心和基础是()特征模型。
A、形状B、位置C、尺寸D、角度收藏该题3、工程数据计算机处理的方法有以下两种()和数据库存储。
A、程序化B、线图化C、图表化D、公式化收藏该题4、二维图形的平移变换只改变二维图形的(),不改变二维图形的大小和形状。
A、坐标B、方位C、尺寸D、位置收藏该题5、工件坐标系是以()为原点且平行于机床各个移动坐标轴X、Y、Z所建立的坐标系。
A、参考点B、机床零件C、编程原点D、机械零点收藏该题6、数控机床的()指令是G01。
A、直线插补B、顺时针圆弧插补C、逆时针圆弧插补D、椭圆插补收藏该题7、扫描法是定义一个基体,让该基体沿空间的某一路径()形成基本实体模型的方法。
A、拉伸B、扫描C、母线D、导线收藏该题8、非模态指令只在本程序段中()。
A、失效B、无效C、无用D、有效收藏该题9、在工程设计手册或标准规范中的常数数表,如标准齿轮模数、各种材料的机械性能、标准零件的尺寸参数等,这类数表各个数据之间彼此没有明显的函数关系,数据是()。
A、离散的B、连续的C、可查的D、计算的收藏该题10、以下叙述中正确的是()。
A、窗口大小不变化,当视区增大时,图形放大B、窗口大小不变化,当视区减小时,图形放大C、视区大小不变化,当窗口增大时,图形放大D、窗口大小不变化,当视区增大时,图形不变收藏该题11、2.5轴数控机床本身有()坐标,能作三个方向的运动,但控制装置只能同时控制两个坐标移动,而第三个坐标仅能作等距离的周期移动。
数控加工工艺与编程习题集有参考答案
数控加工工艺与编程习题集(有参考答案!)北华航天工业学院机械工程系目录一、填空题 1 标准答案 5 二、判断题 6 标准答案24 三、选择题26 标准答案59 四、多项选择题61 标准答案61 五、问答题62 数控加工工艺与编程模拟试题(1)72数控加工工艺与编程模拟试题(2)78数控加工工艺与编程模拟试题(3)81数控铣/加工中心软件应用题 89 数控车软件应用试题 91一、填空题1、从零件图开始,到获得数控机床所需控制()的全过程称为程序编制,程序编制的方法有()和()。
2、数控机床实现插补运算较为成熟并得到广泛应用的是()插补和()插补。
3、穿孔带是数控机床的一种控制介质,国际上通用标准是()和()两种,我国采用的标准是()。
4、自动编程根据编程信息的输入与计算机对信息的处理方式不同,分为以()为基础的自动编程方法和以()为基础的自动编程方法。
5、数控机床由控制介质、()和()、()等部分组成。
6、数控机床按控制运动轨迹可分为()、点位直线控制和()等几种。
按控制方式又可分为()、()和半闭环控制等。
7、对刀点既是程序的(),也是程序的()。
为了提高零件的加工精度,对刀点应尽量选在零件的()基准或工艺基准上。
8、在数控加工中,刀具刀位点相对于工件运动的轨迹称为()路线。
9、在轮廓控制中,为了保证一定的精度和编程方便,通常需要有刀具()和()补偿功能。
10、编程时的数值计算,主要是计算零件的()和()的坐标,或刀具中心轨迹的()和()的坐标。
直线段和圆弧段的交点和切点是(),逼近直线段或圆弧小段轮廓曲线的交点和切点是()。
11、切削用量三要素是指主轴转速(切削速度)、()、()。
对于不同的加工方法,需要不同的(),并应编入程序单内。
12、在铣削零件的内外轮廓表面时,为防止在刀具切入、切出时产生刀痕,应沿轮廓()方向切入、切出,而不应()方向切入、切出。
13、铣刀按切削部分材料分类,可分为()铣刀和()铣刀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
重庆大学网络教育学院-2020年春季学期课程作业数控加工工艺与编程第2次-参考资料请认真阅读一下说明然后下载:题库有可能会换,不保证全部都有!请仔细核对是不是您需要的题目再下载!!!!
本文档的说明:如果题目顺序和你的试卷不一样,按CTRL+F在题库中逐一搜索每一道题的答案,预祝您取得好成绩百!
一、单项选择题(共30 题、0 / 60 分)
1、辅助功能中与主轴有关的M指令是()。
A、M06
B、M09
C、M08
D、M05
参考答案是:D
2、M01的含义是()。
A、程序停止
B、选择停止
C、程序结束
D、程序开始
参考答案是:B
3、数控机床最适合加工()的零件。
A、生产批量大
B、必须用特定的工艺装备协调加工
C、形状复杂,用数学模型描述的复杂曲线或曲面轮廓,且加工精度要求高
D、装夹困难或完全靠找正来保证加工精度
参考答案是:C
4、通常数控系统除了直线插补外,还有()。
A、正弦插补
B、圆弧插补
C、抛物线插补
D、指数曲线插补
参考答案是:B
5、G02 X20 Y20 R-10 F100;所加工的是一段()。
A、整圆
B、夹角〈=180°的圆弧
C、180°〈夹角〈360°的圆弧
D、半圆
参考答案是:C
6、()是用来指定机床的运动形式。
A、辅助功能
B、准备功能
C、刀具功能
D、主轴功能
参考答案是:B
7、刀具半径补偿左补偿指令为()。
A、G40
B、G42
C、G41
D、G49
参考答案是:C
8、()是规定主轴的正传、停止、反转及冷却液的打开和关闭等。
A、辅助功能
B、准备功能
C、刀具功能
D、主轴功能
参考答案是:A
9、数控铣床的基本控制轴数是()。
A、一轴
B、二轴
C、三轴
D、四轴
参考答案是:C
10、程序中有无小数点输入其含义是不同的,在G21指令下若机床的最小输入量是0.001毫米,X100中100表示的是()数值。
A、100毫米
B、0.01毫米
C、10毫米
D、0.1毫米
参考答案是:A
11、程序段G17 G01 G41 X0 Y0 D01中的D01的含义是()。
A、刀具编号
B、刀具补偿偏置寄存器的编号
C、直接指示刀具补偿的数值
D、刀具前角的大小
参考答案是:B
12、圆弧插补指令G03 X Y R 中,X、Y后的值表示圆弧的()。
A、起点坐标值
B、终点坐标值。