步进式冷床优化设计
施工方案冷床
施工方案冷床1. 引言施工方案冷床是一种用于种植作物的农业工具,其主要特点是在床面下方设置水泥或石板,通过灌溉水来降低床面温度,为作物提供适合生长的环境。
本文将介绍施工方案冷床的设计和施工步骤。
2. 设计步骤2.1 确定冷床尺寸在设计施工方案冷床之前,首先需要确定冷床的尺寸。
通常情况下,冷床的宽度应在1.2米至1.5米之间,长度根据实际需求确定。
2.2 确定床面高度床面高度的确定与所种植的作物有关,通常床面距地面高度在30至50厘米之间。
需要注意的是,床面高度过高或过低都会对作物的生长产生影响,因此要根据作物的需求进行合理的确定。
2.3 设计水泥或石板在床面下方设置水泥或石板是冷床的关键步骤之一。
水泥或石板的设计应考虑以下几个因素: - 材料选择:应选择质量好、坚固耐用的水泥或石板。
- 厚度:根据实际情况选择合适的厚度,一般在5至10厘米之间。
- 铺设方式:水泥或石板可以选择整体铺设或分块铺设,根据实际情况选择最合适的方式。
2.4 灌溉系统设计施工方案冷床的灌溉系统设计是确保冷床工作正常的重要环节。
灌溉系统的设计应考虑以下几个因素: - 灌溉方式:可以选择喷灌、滴灌或浇灌等方式,根据实际情况选择最合适的方式。
- 灌溉量:根据作物的需水量和土壤的特性确定合理的灌溉量。
- 灌溉频率:根据作物的生长情况和气温等因素确定合理的灌溉频率。
3. 施工步骤3.1 确定施工场地首先确定适合建设冷床的场地,场地应具备以下条件:- 光照充足:光照是作物生长的重要条件之一,施工场地应有良好的光照条件。
- 排水良好:施工场地应有良好的排水条件,以防止床面积水。
3.2 土地准备进行土地准备是确保施工顺利进行的重要步骤。
土地准备的主要工作包括以下几个方面: - 清理场地:清除场地上的杂草、石块等障碍物。
- 翻耕土壤:对场地进行翻耕,松散土壤,增加透气性和保水性。
3.3 施工水泥或石板按照设计需求,将水泥或石板铺设在床面下方。
关于冷床改进及保养的论述
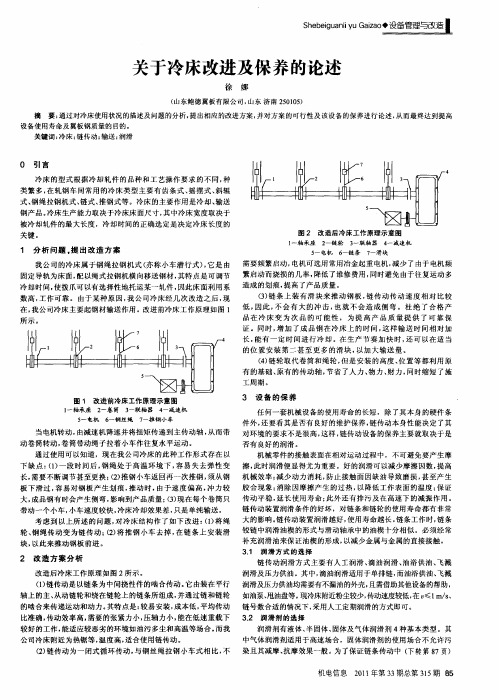
当电机 转动 , 由减速 机 降速 并将 扭矩 传递 到 主传 动 轴 , 从而 带 对 环境 的 要求 不是 很高 , 样 , 这 链传 动设 备 的保养 主 要就 取 决于 是 动 卷 筒转 动 , 筒 带动 绳子 拉着 小 车作往 复 水平 运动 。 卷 否 有 良好 的润 滑 。 通 过使 用 可 以知道 ,现 在我 公 司冷床 的此种 工 作形 式 存在 以 机 械 零件 的接 触表 面在 相对 运 动过 程 中 ,不可 避免 要产 生 摩 下 缺 点: 1一 段时 间后 , 绳 处 于 高 温 环 境 下 , 易 失去 弹 性 变 擦 , 时润 滑便 显 得尤 为重 要 。好 的润滑 可 以减 少摩擦 因数 , 高 () 钢 容 此 提
设备使 用寿命及翼板钢质量 的 目的。 关键词 : 冷床 ; 链传动 ; 输送 ; 润滑
0 引 言
冷 床 的 型式 根 据 冷 却 轧件 的 品种 和 工 艺操 作 要 求 的 不 同 , 种
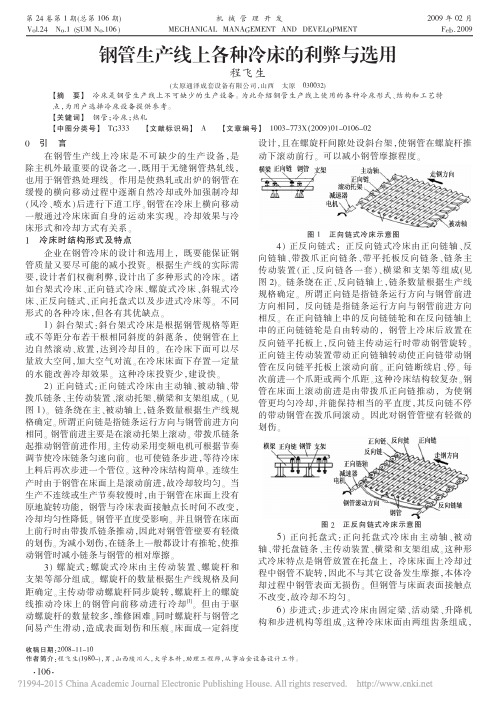
类 繁 多 , 轧钢 车 间常 用 的 冷床 类 型 主要 有 齿 条 式 、 摆 式 、 辊 在 摇 斜 式 、 绳拉 钢机 式 、 式、 钢 式等 。冷床 的主要 作用 是 冷 却 、 钢 链 推 输送
占
占
1 占 e
长 , 有 一 定 时 间 进 行 冷 却 。在 生 产 节 奏 加 快 时 , 可 以在 适 当 能 还 的位 置 安 装 第 二 甚 至 更 多 的 滑 块 , 以加 大 输 送 量 () 轮 取代 卷 筒 和 绳轮 , 是 安 装 的高 度 、 置 等都 利 用 原 4链 但 位 有 的基础 、 原有 的传 动 轴 , 省 了人 力 、 力 、 力 , 节 物 财 同时缩 短 了施取 决于 冷床 床 面尺 寸 , 中冷床 宽度 取 决 于 其 被 冷 却轧 件的 最 大长度 ,冷 却 时 间的 正确选 定 是 决定 冷床 长度 的
中厚板冷床的选择
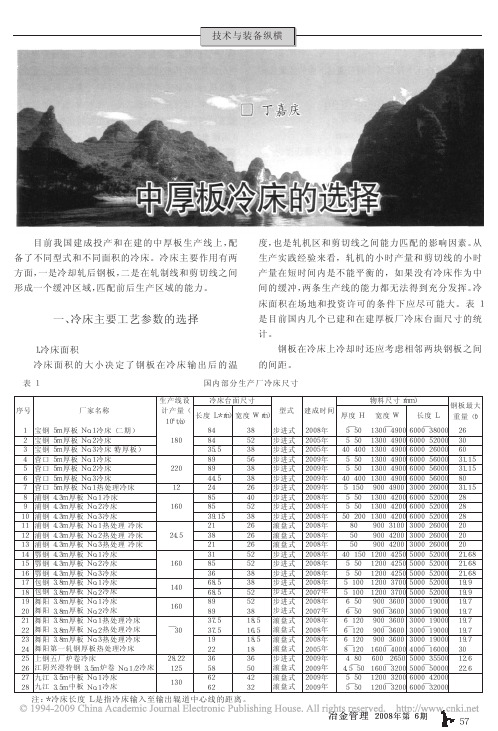
滚盘冷床采用长轴串列布置滚盘承载钢板, 电机 在 一 端 传 动 。每 根 长 轴 均 由 一 台 齿 轮 电 机 传 动 。滚 盘 下 采用托轮支承。滚盘冷床的优点在于设备结构相对简
图 4 滚盘式冷床 步进式冷床台面与钢板之间接触时无相对运动, 避免了表面划伤。由于冷床台面采用了栅格, 有利于钢 板的冷却。可根据冷床台面大小分为两个区或者四个 区控制, 有利于提高冷床台面的利用率。由于冷床台面
钢板在冷床上冷却时还应考虑相邻两块钢板之间 的间距。
表1
国内部分生产厂冷床尺寸
生产线设
冷床台面尺寸
序号
厂家名称
1 宝钢 5m 厚板 No.1 冷床( 二期) 2 宝钢 5m 厚板 No.2 冷床 3 宝钢 5m 厚板 No.3 冷床(特厚板) 4 营口 5m 厚板 No.1 冷床 5 营口 5m 厚板 No.2 冷床 6 营口 5m 厚板 No.3 冷床 7 营口 5m 厚板 No.1 热处理冷床 8 浦钢 4.3m 厚板 No.1 冷床 9 浦钢 4.3m 厚板 No.2 冷床 10 浦钢 4.3m 厚板 No.3 冷床 11 浦钢 4.3m 厚板 No.1 热处理 冷床 12 浦钢 4.3m 厚板 No.2 热处理 冷床 13 浦钢 4.3m 厚板 No.3 热处理 冷床 14 鄂钢 4.3m 厚板 No.1 冷床 15 鄂钢 4.3m 厚板 No.2 冷床 16 鄂钢 4.3m 厚板 No.3 冷床 17 包钢 3.8m 厚板 No.1 冷床 18 包钢 3.8m 厚板 No.2 冷床 19 舞阳 3.8m 厚板 No.1 冷床 20 舞阳 3.8m 厚板 No.2 冷床 21 舞阳 3.8m 厚板 No.1 热处理冷床 22 舞阳 3.8m 厚板 No.2 热处理冷床 23 舞阳 3.8m 厚板 No.3 热处理冷床 24 舞阳第一轧钢厚板热处理冷床 25 上钢五厂炉卷冷床 26 江阴兴澄特钢 3.5m 炉卷 No.1/2 冷床 27 九江 3.5m 中板 No.1 冷床 28 九江 3.5m 中板 No.1 冷床
棒材机组冷床大修改造,提高产品质量
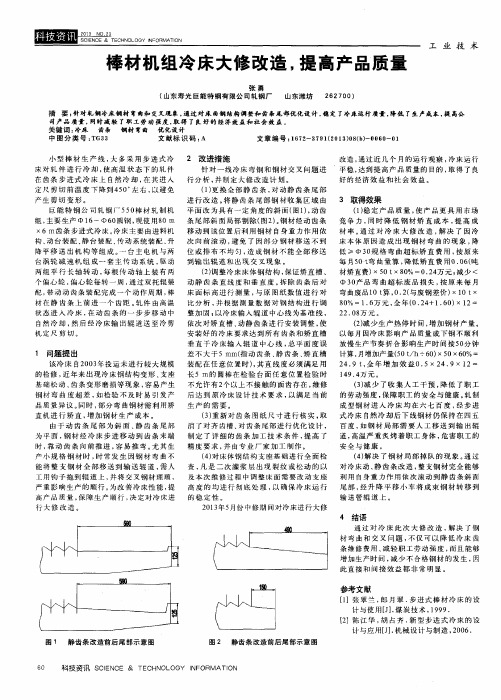
1 问题提 出
差不大于5 m m( 指动齿条 、 静齿条、 矫 直 槽 该 冷 床 自2 0 0 3 年 投 运 未 进 行 较 大 规 模 装 配 在 任 意 位 置时 ) , 其直 线 度 必须 满 足 用
的检 修 , 近 年 来 出 现冷 床 钢 结 构 变形 、 支 座 长 5 m的 圆棒 在 检 验 台面 任 意 位 置检 验 时
( 2 ) 减 少生 产热 停 时 间 , 增加 钢 材 产 量 。 以 每 月 因冷 床 影 响 产 品 质量 或 下钢 不 顺 利
放 慢生 产 节 奏 折 合影 响生 产 时 间 按 5 0 分钟 计算 , 月增加产 量 ( 5 0t / h÷ 6 0 ) ×5 0× 6 0 %= 2 4. 9 t , 全 年 增 加 效 益 0. 5 X 2 4. 9 X l 2:
机定尺剪 切。
整加 固; 以 冷床 输 入 辊 道 中 心线 为 基 准 线 , 依 次 对矫 直槽 、 动 静 齿 条进 行 安 装 调 整 , 使
安 装 好 的 冷床 要 求 达 到 所 有 齿 条和 矫 直 槽 垂直 于冷床输入辊道 中心线 , 总 平 面 度 误
2 2 . 0 8 万元 。
条 尾 部斜 面 ຫໍສະໝຸດ 部 割 除 ( 图2 ) 。 钢 材 经 动 齿 条
改造 , 通过 近 几 个 月 的 运行 观 察 , 冷床 运 行 平稳 , 达 到 提 高 产 品 质 量 的 目的 , 取得 了良 好 的 经济 效 益 和 社 会 效 益 。
3 取得效果
( 1 ) 稳定产 品质量 , 使 产 品 更 具 用 市 场 竞争 力, 同 时降低 钢材矫 直 成本 , 提 高 成 材率 。 通过 对 冷 床 大 修 改 造 , 解 决 了 因 冷
无缝钢管热处理工艺及设备选型
无缝钢管热处理工艺及设备选型荆长安【摘要】介绍了无缝钢管热处理的目的、常用热处理工艺和热处理制度,以及热处理工艺流程、平面布置的选择方法和设备选型的基本原则;分析了热处理设备的工作原理、优缺点及其适用范围.为企业投资者和从事相关专业的技术人员提供参考.根据热处理产品大纲来确定热处理工艺平面布置及设备选型;根据企业现有条件进一步优化设计方案,使热处理工艺制度、工艺设备配置达到最佳.【期刊名称】《钢管》【年(卷),期】2016(045)001【总页数】6页(P35-40)【关键词】无缝钢管;热处理工艺;设备选型;产品大纲;优化设计【作者】荆长安【作者单位】中冶赛迪工程技术股份有限公司,重庆401122【正文语种】中文【中图分类】TG155;TG156荆长安(1980-),男,工程师,主要从事钢管工艺设计与咨询工作。
无缝钢管的质量与其制造方法、化学成分及金相组织密切相关,在不改变制造方法及化学成分的前提下,要提高无缝钢管使用性能则需要改变无缝钢管的组织形态,采用热处理工艺可改变无缝钢管的组织结构和性能,满足无缝钢管标准的规定或采购方的特殊技术要求。
(1)保证产品的使用性能:如管线钢管、石油油管、石油套管、钻杆、高压锅炉用无缝钢管等经过热处理的钢管,可直接用于设备或工程中。
(2)满足产品继续加工要求:如轴承钢管、气瓶用无缝钢管、机械用管等,用户根据用途对此类钢管进行二次加工。
(3)提高钢级的性能参数:通过热处理工艺,使某些低钢级无缝钢管达到较高钢级无缝钢管的使用性能,此方式可节省合金元素用量,降低无缝钢管的生产成本。
钢管品种众多,所使用的钢级(种)也不尽相同,同一品种的钢管其化学成分也可能存在一定差异,但经过热处理后钢管都能达到相关技术标准或采购方的技术条件。
依据产品标准,钢管热处理工艺主要有以下5类[1-4]。
(1)淬火+高温回火(Q+T,又称调质处理):将钢管加热至淬火温度,使钢管内部组织转变为奥氏体,再以大于临界淬火速度快速冷却,使钢管内部组织转变为马氏体,再配合高温回火,最终使钢管组织转变为均匀的回火索氏体组织。
2013年钢铁行业将淘汰落后产能1044万吨
冷 床是 无缝 钢 管生 产线 上 的重 要 设备 , 以上 分
3 . 螺杆螺旋线 ; 4 . 钢管
图 7 螺 旋 式冷 床 结构
析 的各种冷床都能保证 钢管在前进 的同时实现旋 转, 达到不同的冷却效果。 在实际生产过程中, 需结 合实际需要 、 厂房空间、 工艺布置 、 投资大小 、 冷却 效果 、 钢管直度要求及表面要求等多种 因素进行冷
式 冷床 大且投 资成 本相 对 较高 , 一 般用 在大 型 或配 置 较高 的生产 线上 。
[ 9 ] 李 中华. 滚盘 式冷床 在钢管 生产 线 中的应用 [ J 】 . 江 苏冶金 ,
2 o 0 7 . 3 5 ( 6 ) : 3 8 — 3 9 .
( 编辑
潘娜 )
2 0 1 3年钢 铁行 业将 淘 汰 落后 产 能 1 0 4 4万 吨
(机 电 设 备 )
一 5 1 —
2 0 1 3 年 4月 1 1日, 工信部下达 了 2 0 1 3 年1 9 个工业行业淘汰落后产能 目标任务 , 其 中钢铁 行业将 淘 汰落后 产 能 1 0 4 4万 吨 。 近 日, 工业和信息化部 向各省、 自 治 区、 直辖市人 民政府下达了 2 0 1 3 年1 9 个工业 行业淘汰落后产能 目标任务 。 其中, 钢铁行业淘汰落后产能 目标任务分别为炼铁 2 6 3 万 吨, 炼钢 7 8 1 万吨。 与2 0 1 2 年淘汰炼铁 1 0 0 0 万吨、 淘汰炼钢 7 8 0 万吨的任务量相比, 今 年下达的淘汰任务量明显减少。 此外 , 工信部公布 的数据还显示 , 2 0 1 3 年我国将淘汰焦 炭1 4 0 5 万吨, 铁合金 1 7 2 . 5 万吨, 电石 1 1 3 - 3 万吨 , 电解铝 2 7 . 3 万吨 , 铜冶炼 6 6 . 5 万吨 , 铅冶炼 8 7 . 9 万吨 , 锌冶炼 1 4 _ 3 万吨 , 铅蓄电池极板 1 4 2 0 万千伏安时、 组装 1 0 6 7 万千伏安时。 (2 0 1 3 - 0 4 - 1 1 摘 自钢 联 资讯 W ww. g l i n f o . c o m)
步进式冷床优化设计
t
CHEN . a S Bin n , ONG n L U n 1 Ku 2 I Ro g
,
( . ID ni en o T . hnq g 0 03 C i ; 1 CS I g er gC .L D ,Cogi 0 1 , h a E n i n4 n
・
. ,
.
8e s tso em t poe c ai a c a . t ̄ t rh o ii rvdb i r s bl el d r a f t o rsm u y ne n g n a o
Ke r s akn e m o l g b d t l i ;l t g s s m;o t z t n d i ;m t al q a ̄ y wo d :w l i g b a c o i e ;s e p n e pe i i y t fn e pi a o e g o mi i s n m ̄ l 8 u l t
d vc .T kn e d sg f ak n e m o l g b d o t l ie fcoy h p p rit d c e叩 一 e ie a i t e i o l i b a c i e f s e p tr ,ti a r u e t g h n w g n a e p a e n o s h
2 hnq gIsteo A t oi ,C ogigI t t oT cnl y hnq g4O5 , h a .Cogi tu u m b e hnqr st e f eho g ,Cogi O0 C i ) n ni t f o l L ni u o n O n
Al ta t h ii g s s m o e o e l g o l g b d d sg ,a d te k y i t e d i f r ig ! r e :T e l t y t i ac l f h r e c oi e e in n e e g o i n s fn e s t a n h sh sn d v
步进式冷床卸料装置液压系统的优化设计
步进式冷床卸料装置液压系统的优化设计摘要:介绍步进式冷床卸料装置的结构和工作原理,并针对使用中出现的问题进行了理论分析,通过优化设计提高液压系统的同步性、可靠性和稳定性,经过实践检验,改进后的液压系统运行可靠有效,减少了生产事故,提高了成品率。
关键词:步进式冷床、卸料装置、液压系统、优化设计1步进式冷床简介冷床是棒材生产线上不可缺少的设备,其设备始于倍尺飞剪后,止于冷剪,主要功能是使经过高温轧制后的钢材经过倍尺剪切,平稳的输送到冷床得到有效的缓冷并输送到冷剪进行成品剪切。
冷床结构有步进式、斜台架式、链式、托盘式等。
步进式冷床作为棒材连轧自动化生产线中的新一代冷床形式被引进到国内以来,由于适应现代高速轧制生产线的连轧化、高速轧制性、自动化和切分轧制的要求,具有冷却均匀、对钢材表面损伤小等特点,因此在国内近年新建的轧线中得到了很广泛的应用。
步进式冷床主要由加速辊道、上卸钢装置、冷床本体、对齐辊道装置、卸料装置和输出辊道组成。
目前要求冷床满足的工艺要求为:棒材终轧速度v=12~18m/s,轧件长度60m~110m,适应棒材的移钢和切分轧制。
1.1冷床卸料装置冷床卸料装置由排料运输链和料层运输小车组成。
冷床卸料装置的作用是排料运输链按照冷床活动梁运动节奏将棒材按预设定的间距和根数逐根布料,然后将棒料移送一个较大步距至托料位形成料层,料层运输小车拖架将成层的棒材拖起,横向将棒材运送到输出辊道上方放下,棒材在输出辊道上运送到冷剪剪切,小车降到辊道以下后,返回至拖料位等待下一周期动作。
1.2冷床卸料装置液压系统动作原理托板小车有高位、低位两个工作位置,当排料运输链将冷床活动梁输送的轧件按照设定的间距和根数布好料后,托板小车从接料低位升起,直至高位托起布好的料,通过料层运输小车输送到相应的位置后,托板小车从高位运行至低位,完成从冷床到输出辊道的卸料,托板小车再运行到托料位,完成一个工作过程,如此循环,达到连续轧制卸料的目的。
连铸步进冷床的优化改造
动, 由此可 以推算 出偏心轮 的中心运 动轨迹方 程
式为 :
eC0S n
y sn =e i
式 中:——偏心距 ; e
— —
偏 心 轮转 角 , 9 。≤ 口 < 2 0 。 一0 7。
抱闸 , 故动齿条可 以在任意位置停止。
3 改造 方 案
两个 滚 轮 中心 距 始 终 保 持 不 变 , 两 个 滚 轮 且 始 终 与 偏 心 轮 相 切 。 滚 轮 中 心 运 动 轨 迹 是 以
旋转 9 。并 向前移动 1 0 个齿距 )②铸坯冷却不均 ; 匀; ③铸坯弯 曲; ④铸坯 打堆 。鉴 于以上 问题 , 原
有 冷 床 已不 适 应 工 艺 的要 求 , 需 改 进 。 急
2 冷 床 的构 造 及 工 作原 理
因冷床在满 负荷运 行的情况下 , 原传动系统
能够 托起 所 有铸 坯 并 能 移 动 , 明 该 系 统 的 动 力 证
() 、 1定 动齿 条 的 齿 根 间 距 均 为 20 m, 远 5m 远 大 于 10 5mm的铸 坯 边 长 , 果 齿 型设 计 合 理 , 如 铸
坯不会发生打堆 、 齿 、 顶 翻不 转 的 现象 。 ( ) 心 轮 直 径 为 5 0 m, 心 距 为 9 rm, 2偏 0m 偏 5 a 滚 轮 直 径 为 2 0 m, 个 滚 轮 中 心 距 为 4 5 m。 0m 两 9m
滚 轮 等组 成 的 传 动 系统 上 , 以移 动 。起 始 位 置 可 时 动 齿 条 处 于 定 齿 条 的 下 方 。工 作 原 理 为 铸 坯
落 在定 齿条 的 齿槽 上 , 电动 机 通 过 减 速 器 带 动偏
该 传 动 系 统 在 运 动 过 程 中 , 心 轮 的 中心 C 以 偏 点 点 O(, 原 心 , 0 0) 以偏 心 距 9 m 5 m为 半 径 作 圆周 运
钢管生产线上各种冷床的利弊与选用_程飞生
used in steel-pipe product line at present and structure and production characteristics were gradually introduced,and the necessary
reference and helping for consumer and the designer were provided.
图 2 正反向链式冷床示意图
5) 正向托盘式:正向托盘式冷床由主动轴、被动 轴、带托盘链条、主传动装置、横梁和支架组成。这种形 式冷床特点是钢管放置在托盘上, 冷床床面上冷却过 程中钢管不旋转,因此不与其它设备发生摩擦,本体冷 却过程中钢管表面无损伤。 但钢管与床面表面接触点 不改变,故冷却不均匀。
特点 样式 斜台架式 正向链式
螺旋式 正反向链式 正向托盘式
步进式
钢管表面 质量影响
较差 较差 较差 较差
பைடு நூலகம்好 好
钢管平直 度影响 差 较差 较差 好 差 好
冷却均匀 度影响 不均匀 较均匀 较均匀 均匀 不均匀 均匀
投资大小
小 较小
小 中 较小 大
3 冷床的选用
1) 步进式冷床是能实现钢管低损伤、 不扭转弯
LIN Jin,TAN Rong,LIU Ke, CHU Wen-Ji
( Kunming University of Science and Technology, Kunming 650093,Yunnan) 〔Abstract〕 Based on the theories and methods of the value analysis , an analysis of the function weight about a JDX-100-type machinery galvanized main engine is given by ANP method.The experiment result shows that when the main power parts value factor of the JDX-100-type machinery galvanized main engine is greater than 1, the cost will too low; meanwhile, when the value factor of the feed components is less than 1, the function won’t match to the cost, and the appropriate solution are given . 〔Key words〕 Value analysis; ANP; ABC method; Galvanized mechanical equipment
步进式冷床工作原理与安装制造
步进式齿条冷床设计原理与制造安装摘要:把握步进式冷床的制造与安装,关键掌握冷床设计和工作原理关键词:步进式冷床、齿条、长轴装配、轴承概述:步进式齿条冷床是现今棒材连轧生产线中重要设备之一,主要功能为接收、传递以及冷却轧件。
由于一套步进式冷床机构复杂、设备吨位大,因此制造、安装难度较大,如何建造好一条步进式冷床,如何把握制造和安装的度,是一个冶金设备制造者需要经常思考的问题,如果不能对步进式冷床的设计理念、工作原理、使用情况很好的理解,就会在制造、安装时处处为难。
而把握和掌握步进式冷床的设计和工作原理,对冷床系统的制造安装就会拿捏的恰到好处。
分析:步进式冷床是轧件冷却和传输的冶金设备,轧件经步进式冷床后,由900多度的高温降到了近100度,步进式冷床在轧件的冷却、成形上起着主要作用。
其设计与制造质量直接决定轧件的成形质量。
一套步进式冷床是一个系统工程,此种设备不仅零件繁多而复杂,单输入辊子就有点164个,而且冷床本体装配起来占地面积很广,立体效果很强,是步进式冷床设备中标志性的一个大部件。
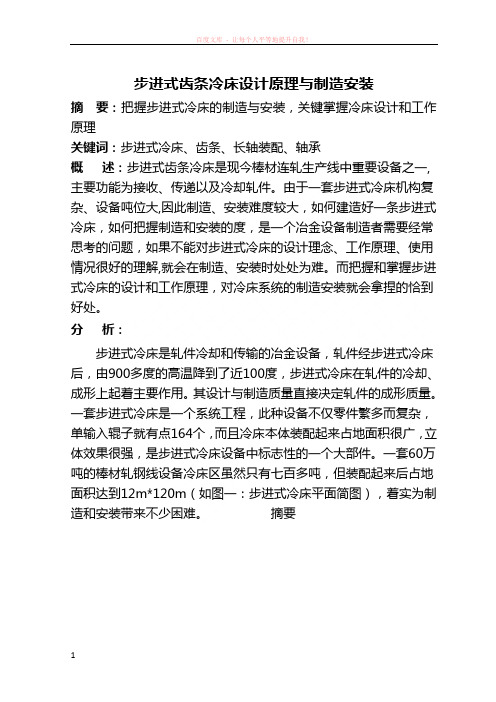
一套60万吨的棒材轧钢线设备冷床区虽然只有七百多吨,但装配起来后占地面积达到12m*120m(如图一:步进式冷床平面简图),着实为制造和安装带来不少困难。
摘要图一步进式冷床平面简图1-输入辊道;2-上拨钢裙板;3-冷床本体;4-成排下拨钢机构,5-输出辊道虽然说步进式冷床零件繁多而复杂,但也是有规律可循的。
常规的步进式冷床主要由五部分组成:输入辊道、上卸钢装置、冷床本体、成排链装置、输出辊道装置(见图一)。
图一所示从左到右的方向为轧件在冷床上的运转方向。
步进式冷床工作时,高温轧件由成品飞剪剪切后进输入辊道,经过平辊运输辊道逐步过渡到斜辊运输装置,然后输送至上卸钢装置,经拨料装置、固定裙板、上升裙板等一系列部件进入冷床本体,并在移动的过程序中冷却。
由成排链装置收集后卸到输出辊道。
再由输出辊道将其运送到冷剪机定尺剪切为成品(见图二)。
无缝钢管生产线步进式冷床设计优化
无缝钢管生产线步进式冷床设计优化摘要:以某∅159mm无缝钢管连轧机组生产线步进式冷床设计为例,简单介绍步进式冷床的生产工艺及目前存在的问题,着重推导并提出该问题冷床的优化设计方案,对于冷床改造设计具有一定的参考意义。
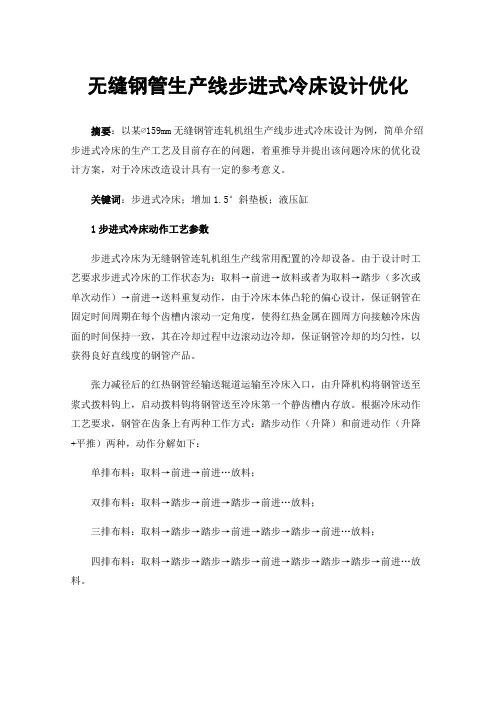
关键词:步进式冷床;增加1.5°斜垫板;液压缸1步进式冷床动作工艺参数步进式冷床为无缝钢管连轧机组生产线常用配置的冷却设备。
由于设计时工艺要求步进式冷床的工作状态为:取料→前进→放料或者为取料→踏步(多次或单次动作)→前进→送料重复动作,由于冷床本体凸轮的偏心设计,保证钢管在固定时间周期在每个齿槽内滚动一定角度,使得红热金属在圆周方向接触冷床齿面的时间保持一致,其在冷却过程中边滚动边冷却,保证钢管冷却的均匀性,以获得良好直线度的钢管产品。
张力减径后的红热钢管经输送辊道运输至冷床入口,由升降机构将钢管送至浆式拨料钩上,启动拨料钩将钢管送至冷床第一个静齿槽内存放。
根据冷床动作工艺要求,钢管在齿条上有两种工作方式:踏步动作(升降)和前进动作(升降+平推)两种,动作分解如下:单排布料:取料→前进→前进…放料;双排布料:取料→踏步→前进→踏步→前进…放料;三排布料:取料→踏步→踏步→前进→踏步→踏步→前进…放料;四排布料:取料→踏步→踏步→踏步→前进→踏步→踏步→踏步→前进…放料。
为保证钢管冷却的均匀性,当冷床在踏步动作时,钢管在同一个齿槽内滚动固定角度,以保证冷床在固定间隔时间内,钢管完成一定角度的滚动,保证钢管在整个冷却过程中的均匀性,以获得良好直线度的冷却钢管产品。
某钢厂步进式冷床为上坡式,台面倾角4.8°。
冷床具体参数如下:冷却钢管外径:∅60~180mm;冷却钢管壁厚:3.5~27mm;冷床长度:23m;冷床宽度:90m;冷床布料形式:单排,双排,三排,四排布料;冷床入口钢管温度: 820~900℃;冷床出口钢管温度:<100℃;冷却率:大于85%;冷床齿距:160mm,偏心距60mm;冷床台面整体斜度:4.8°;水平油缸参数:液压缸C25WE125/70-130MII-N;冷床液压站参数:油箱:15000 L;主泵流量:8×265L/min;主泵电机功率:8×75kW (7+1);主泵电机转数:1500rpm;试验压力:21Mpa;循环泵流量: 692 L/min;循环泵电机功率: 22kW;循环泵电机转数: 1450rpm;循环系统最高压力: 1.6 Mpa;系统清洁度:NAS7;工作介质:矿物油VG46。
步进梁式加热炉的优化设计_刘铁男
文章编号:1001-6988(2001)03-0037-03收稿日期:2001-04-20步进梁式加热炉的优化设计刘铁男 (本钢热连轧厂,辽宁本溪117021)摘要:介绍了步进梁式加热炉在设计中采用的先进工艺、先进装置、先进技术(专利),及使用效果。
关键词:加热炉;步进机构;汽化冷却中图分类号:T G307 文献标识码:AOptimizing Design for Walking Beam Heating FurnaceLIU T ie-nan(Benx i Iron and Steel Comp any,Benx i117021,China)Abstract:T his paper introduces that the advanced technics,device,technology and the actual ef-fect of application in production that w as applicated in the design for w alking beam heating furnace. Key words:heating furnace;w alking beam mechanism;cooling by vaporized1 概述本钢热连轧厂4#加热炉是由重庆钢铁设计研究院设计、本钢自行施工的具有国内先进水平的大型步进梁式加热炉,其设计产量为250t/h,技术性能见表1。
该炉于1999年3月18日动工,2000年6月初主体工程结束,主体工程施工历时15个月,6月16日点火烘炉,保温22天后,于2000年7月8日出钢,达到一次热负荷生产成功!2 本钢步进梁式加热炉的先进特征2.1 符合热装工艺,能够实现快装炉4#加热炉的建设涉及到整个加热炉区的布局,该炉与原三座推钢式加热炉长度相差12m。
本钢原料现状有连铸坯又有初轧坯,在国外也属罕见。
4#加热炉设计工艺布局合理,工艺流程顺畅,设计中既考虑了连铸至热轧的直接热送热装问题,又预留了将来直接轧制的可能性,完全能够满足改造后热连轧厂的工艺产品品种规格的生产需要,可以大大地提高产品的产量和质量。
冷床上、下料装置的设计
【 A b s t r a c t 】 T h i s p a p e r m a i n l y d e s c r i b e t h e s t r u c t u r e , d e s i g n a n d c a l c u l a t i o n o f t h e c h a r g i n g a n d
问题研究
第3 5 卷2 0 1 7 年第 4 期( 总第 1 9 0 期)
冷床 上 、 下料装置 的设计
孙长 飞
( 鞍钢集团工程技 术有限公司 鞍山 1 1 4 0 2 1 )
【 摘 要】 文章重点论述 了冷床上 、 下料装置 的结构 、 设计及计算。 【 关键词 】 上料 装置 下料装置 链 条 液压缸
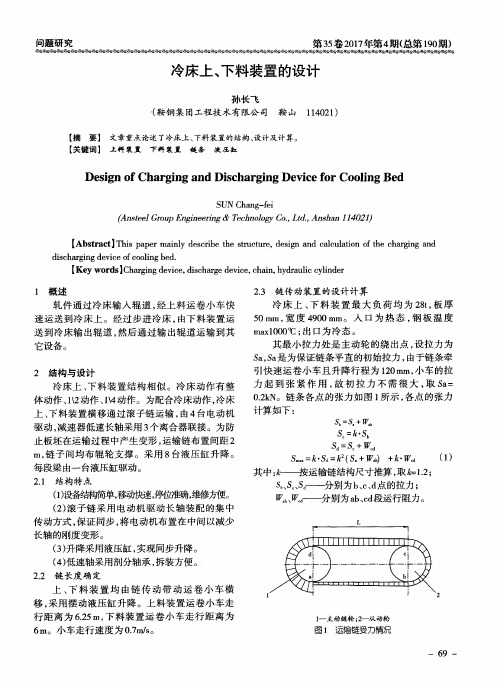
冷床上 、 下料装置结构相似 。冷 床动作有整 体动作、 1 \ 2 动作 、 1 \ 4 动作 。为配合冷床动作 , 冷床 上、 下 料 装 置横 移 通 过 滚 子 链 运 输 , 由 4台 电动 机 驱动 , 减速器低速长轴采用 3 个离合器联接。为防 止 板 坯在 运 输过 程 中产生 变 形 , 运输 链 布 置 间距 2 m, 链 子间均布辊轮支撑 。采用 8 台液压缸升降 。 每段梁 由一 台液压缸驱动。
Q , 为 轧件最 大重量 2 8 0 k N。Q 为 设
备重量 1 2 . 5 k N。 n为 链 数 量 。 考 虑 到 冷 态 时 轧 件 有 时 只 由部 分 梁 支
承, 取n = 5 。
长轴 的刚度 变形 。
其中 : _ 按运输链结构尺寸推算 , 取k = 1 . 2 ; . s 、 S 、 J s 广— 分 别为 b 、 C 、 d 点 的拉力 ; 广一 分别 为 a b 、 c d 段 运 行 阻力 。
步进、冷床、剪切工岗位职责
步进、冷床、剪切工岗位职责
1、接班检查步进式冷床运行是否正常,制动板高、中、低是否到位,齿条停止是否在最低位置。
2、生产过程中,准时清除床面乱钢、弯钢和床面下转动部位废钢障碍物,准时清除变频辊道跳钢槽和升降横移小车槽内废钢障碍物。
3、负责棒材的对齐,并将头部不合格部分去除。
4、依据剪切力量和辊道宽度,按允许根数堆钢:28<20支、25<24支、22<28支、20<31支、18<34支、16<38支、
5、负责将辊道上的钢材铺(钩)平,避开叠剪造成弯头、扁头缺陷。
6、负责剪刃的检查、安装和更换工作,上下剪刃侧间隙<1mm,剪切过程中剪刃无松动。
7、准时清理剪床四周的剪头。
8、检查头部有缺陷时指挥操作台要切净。
无弯头、毛头、劈头等缺陷时,头部可不剪切。
- 1 -。
对轧制弹簧扁钢的冷床控制优化设计
2 0 1 3 年第1 5 期l 科技 创新 与应 用
对轧制 弹簧扁钢 的冷 床控制优化设计
王 聿 学 杨 国 华
( 宝钢 集团八钢公 司检修 中心 , 新疆 乌鲁木 齐 8 3 0 0 2 2 )
摘 要: 小型生产线原设计 用于生产圆钢和螺纹钢 , 因市场需求在 变, 现要求小型材 生产线能够生产弹扁 , 在弹簧扁铜生产的过 程 中对 冷床 的控 制 不 能满 足 轧制 弹 簧 扁 钢 工 艺的 要 求 , 大 规格 的 弹扁 较 重 造成 冷床 电机 超 负荷 跳 电 , 大规格 的 弹扁 在冷 床 上 重 叠使 弹扁散热不均 匀, 造成弹扁钢 出现侧 弯, 严重影响到 弹扁的成材率等 问题逐 一凸显 出来 , 通过对冷床设备 电气控制 系统原 理剖 析 后 , 针 对性 地提 出 了优 化设 计 方 案 , 解 决 了弹 簧扁 铜 生 产 中 的一 大难 题 。 关键 词 : 冷床 ; 裙板; 弹簧 扁 钢 ; P L C控 制
1概 述
八钢 轧钢厂棒线分厂小型机组 , 于1 9 9 7年 投 产 , 产品规格为? 1 0 4 0 m m 的 圆钢 和 热 轧带 肋 钢筋 , 现 由于 产 品结 构 的调 整 , 小 型机 组 单一 系列 的 品种 已不 能满 足 市场 需 求 。由于轧 制 弹 簧扁 钢 电气控制 已不能满足轧制 弹扁的要求。 为此在对程序及硬件上研究 分析 , 通过对精整冷床区域电气设备的改造 和优化设计 , 从而能满 足 小 型生 产 线 轧制 弹 扁 的工 艺 要求 。 2 弹 扁钢 生 产 出 现 的 问题 及 原 因分 析 2 . 1冷床成品率低事故率高 冷床 的工作过程是从裙板制动板卸下 的轧件, 通过冷床步进齿
3 . 2硬 件 的改 造
三炼钢厂1#步进冷床同步轴变形后的对策
三炼钢厂1#步进冷床同步轴变形后的对策
谭伟华;刘丰农
【期刊名称】《涟钢科技与管理》
【年(卷),期】2002(000)006
【摘要】三炼钢厂1#步进冷床出现过下降速度慢且未达到终点,轴承座螺栓断裂和升降油缸缸筒内壁严重偏磨的故障。
其主要原因是同步轴严重变形,以致使同步轴在运转过程中发生憋扭现象,而造成上述故障。
本文提出同步轴变形后对设备破坏的机理和对策。
【总页数】4页(P10-13)
【作者】谭伟华;刘丰农
【作者单位】三炼钢厂;三炼钢厂
【正文语种】中文
【中图分类】TF341.6
【相关文献】
1.三炼钢厂1#步进冷床升降油缸断裂原因探讨 [J], 刘丰农
2.探究步进式冷床传动系统中传动轴的优化设计 [J], 胡翠平
3.步进冷床同步轴的变形及改进方案讨论 [J], 谭伟华;刘丰收
4.关于涟钢厂1#步进冷床升降油缸断裂原因的探讨 [J], 刘丰农
5.步进式翻转冷床液压缸不同步问题的分析与解决 [J], 李超
因版权原因,仅展示原文概要,查看原文内容请购买。
浅谈提高Ф16/Ф18螺质量和生产中的切分孔型技术的优化
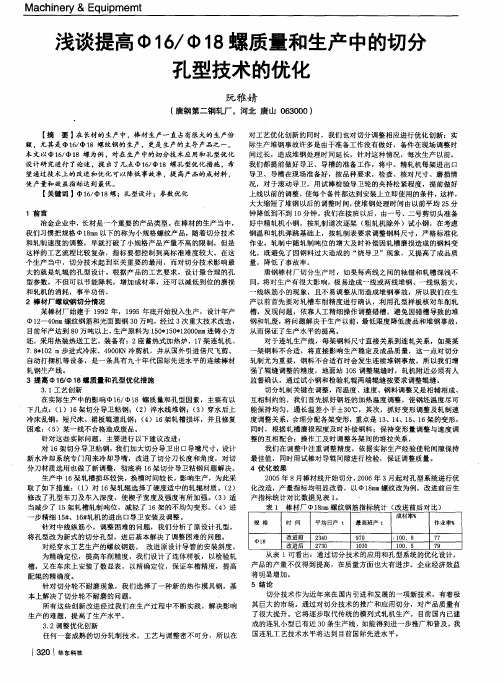
浅谈提高 1 6 / ‘ l > 1 8 螺质量和生产 中的切分 孔型技 术 的优 化
阮雅 婧
( 唐钢第二钢轧厂 ,河北 唐 山 0 6 3 0 0 0)
对工 艺优化创新 的同时,我们也对切分调整相应进行优化创新 :实 际生产堆钢事故许 多是由于准备工作没有做好 ,备件在现场调整时 间过长 ,造 成堆钢 处理时间延长 ,针对这种情况 ,每次生产 以前 , 我们 都提前做好 导卫 、导槽 的准备 工作 ,将 中、精轧机每架进 出口 导卫、导槽在 现场准 备好 ,按品种要求 ,检查 、核对尺寸 、磨损情 使 产 量 和 效益 指 标 达 到 最 优 。 况,对于滚动导卫,用试棒检验导卫轮 的夹持松 紧程度 ,提前做好 【 关键词 】中1 6 / 1 8 螺 ;孔型设计 ;参数优化 上线 以前的调整 ,使每个备件都达 到安装上立 即使用的条件,这样 , 大大缩短了堆钢 以后 的调整时 间, 使堆钢处理时间由以前平均 2 5 分 1 前 言 钟降低到不到 l O分钟 。我们在接班 以后 ,由一号、二号剪切头 准备 冶金企业 中,长材是一个重要 的产 品类型 。 在 棒材的生产 当中, 好 中精轧机小钢,按轧制道次逐架 ( 粗 轧机除外)试 小钢 ,在 考虑 我们 习惯把规格 1 8 a r m以下的称为小规格螺纹产 品,随着切分技术 钢温和轧机弹跳基础上,按轧制表要求调整钢料 尺寸 ,严格标 准化 和轧 制速度 的调整,早就 打破了小规格 产品产量 不高 的限制 ,但是 作业 。轧制 中随轧制吨位的增大及时补偿因轧槽磨损造成的钢 料变 这样 的工艺流程比较复杂 ,指标要 想控 制到高标 准难度较大 。在这 化 ,既避免 了因钢料过大造成的 “ 烧导卫”现象,又提高了成品质 个生产 当中,切分技术起 到至关重要的最用,而对切 分技术影 响最 量 , 降低 了事 故 率 。 大的就是轧辊的孔型设计 。根据 产品的工艺要求 ,设 计最合理 的孔 唐钢棒材厂切分生产时 如果每两线之间的轴错和轧槽深浅不 型参数 ,不但可 以节能降耗,增加成材率,还可 以减低到位的磨损 同,将对生产有很大影响,极易造成 一线或 两线堆钢 、一线纵筋大, 和轧机的消耗,事半功倍 。 线 纵 筋 小 的现 象 ,且 不 易调 整 从 而 造 成 堆 钢 事 故 , 所 以 我 们 在 生 2 棒 材 厂 螺 纹 钢 切 分 情 况 产 以前首先要对轧槽车削精度进行确认 ,利用孔型样板核对车削轧 某棒材厂始建于 1 9 9 2年 ,1 9 9 5年底开始投入生产 ,设计年产 槽 ,发现 问题 ,依靠人工精细操作调整错槽 ,避免因错槽导致的堆 中1 2 —4 O 哪 螺纹钢筋和光面圆钢 3 O万吨,经过 3次重大技术改造 , 钢和 轧废 ,将 问题解决于生产 以前 ,最低 限度 降低废 品和堆钢事故 , 目前年产达到 8 0万吨以上, 生产 原料为 1 5 0 . 1 5 0 . 1 2 0 0 0 m m连铸小方 从而保证 了生产水平的提高。 坯 ,采用热装热送工艺 ,装备有 :2座 蓄热式加热炉 、1 7架连轧机 、 对于连轧生产线,每架钢料 尺寸 直接关 系到连 轧关系 ,如果某 7 . 8 . 1 0 2 m步进式冷床 、4 9 0 0 K N冷剪机,并从 国外引进倍尺飞剪、 架钢料不合适 ,将 直接 影响生产稳定及成 品质量 ,这一 点对切分 自动打捆机等设备 ,是一条具有九十年代 国际先进水平 的连续棒材 轧制尤为重要,钢 料不合 适有 时会发生连续堆钢事故 ,所 以我们增 轧钢 生 产 线 。 强了辊缝调整的精度 ,地面站 I O S调整辊缝时,轧机附近 必须有人 3提 高 中1 6 / 中1 8 螺质 量和 孔型优化措施 监督确认,通过 试小钢和检验轧辊两端辊缝按要求调整辊缝 。 3 . 1工 艺创 新 切分轧制关键在 调整 ,而温度 、速度、钢料调整又是相辅相 成、 在 实 际 生 产 中 的 影 响 1 6 / 01 8 螺 质 量 和 孔 型 因素 , 主 要有 以 互相制约的 ,我们首先抓好钢 坯的加热温度 调整,使钢坯温度尽可 下几点:( 1 )1 6架切分导卫粘钢;( 2 )淬水线堆钢 ;( 3 )穿水 后上 能保持均匀 ,通长温差小于 ±3 O ℃,其次,抓好变形调整 及轧制速 冷床 乱钢 ,短尺床 、裙板辊道乱钢 ;( 4 )1 6架轧槽损坏,并且 修复 度调整关系 ,合理分配各架变形 ,重点是 l 3 、1 4 、1 5 、1 6架的变形, 困难;( 5 )某一线不合格造成废 品。 同时 ,根据轧槽磨损程度及时补偿钢料 ;保持变形量调整 与速度调 针 对 这 些 实 际 问 题 ,主 要进 行 以下 建 议 改 进 : 整 的互相配合;操作工及时调整各架 间的堆拉关系 , 对l 6架切分导卫粘 钢,我们加大切分导卫出 口导嘴尺寸 ,设计 我们在 调整 中注重调整精度 ,依据实 际生产经验使轮间隙保持 新水冷却系统专 门用来冷却导嘴,改进 了切分刀长度 和角度,对切 最佳值 ,同时用试棒对导辊间隙进行检验 ,保证调整质量 。 分刀材质选用也做 了新调整,彻底 将 1 6架切分导卫粘钢 问题解决。 4 优 化 效 果 生产 中 1 6架轧槽损坏较快,换槽 时间较 长,影 响生产 ,为此采 2 0 0 5年 8月棒材线开始切分, 2 0 0 6年 3月起对孔 型系统进行优 取 了如下措施 :( 1 )对 l 6架轧辊选 择了硬度适 中的轧辊材质 。( 2 ) 化改造 ,产量指标均明显改善,以 l 8 咖 螺纹改为例 ,改进前后生 修 改了孔型 车刀及车入深度 ,使楔子 宽度及强度有所加强 。( 3 )适 产指标统计对比数据见表 1 。 当减少 了 1 5架轧槽 轧制吨位 ,减轻 了 1 6架的不均匀变形 。( 4 )进 表 1 棒材厂 中1 8 m m 螺纹钢筋指标统计 ( 改进前后对 比) 成 材率% 步精细 1 5 # 、1 6 # ¥ L 机 的进 出口导卫安装及 调整 。 规 格 时 间 平均 日产 t 最高 班产 t 作业 率% 针对 中线纵 筋小,调整困难 的问题,我们 分析 了原设计 孔型 , 将 孔型改为新式 的切分孔型 ,进后基本解决了调整困难 的问题 。 中1 8 改进 前 2 3 4 0 9 7 0 . 1 0 0 .8 7 7 改进 后 2 7 3 0 1 0 3 0 1 0 0 .5 7 9 对经穿水工艺生产 的螺纹钢筋 , 改进原设计导管的安装斜度 。 从表 1可看 出:通过切分 技术 的应用和孔型系统的优化设计 , 为精 确定位,提高车削精度 ,我 们设计了连体样板 ,以检验轧 槽,又在车床上安装 了数显表 ,以精确定位 ,保证车槽精 度,提高 产 品的产量不仅得到提高 ,在质量方面也大有进步。企业经济效益 将 明显增加 。 配辊的精确度。 5 结 论 针对切分轮不耐磨现象 ,我们选择 了一种新的热作模具钢,基 切分技术 作为近年 来在 国内引进和发展 的一项新技术 ,有着极 本上解决 了切分轮不耐磨的问题。 所有这些创新 改进经过我们在生产过程 中不断实践 ,解决影响 其巨大 的市场 。通过对切分技术 的推广和应用切分 ,对产 品质量有 了很大 提升。它将逐 步取代传 统的横列式轧机生产 。目前 国内已建 生产 的难题 ,提高 了生产水平 。 成的连轧 小型已有近 3 O条生产线 ,如能得 到进一步推广和普及 ,我 3 . 2调整 优 化 创 新 任何 一套成 熟的切 分轧制技 术,工艺与调整密不可分 ,所 以在 国连轧工艺技术 水平将达到 目前 国际先进水平。 额 ,尤其是 中1 6 / 1 8螺纹钢的生产 ,更是生产的主导产品之一。 本 文以中1 6 / 中1 8螺为例 ,对在生产 中的切分技术应用和孔型优化 设计研 究进 行 了论述 ,提 出了几点 中1 6 / 中1 8螺孔型优化措施 ,希 望通过技术上 的改进 和优化 可以降低事故 率,提 高产品 的成材料 ,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
步进式冷床优化设计
作者:陈碧楠, 宋鹍, 刘荣, CHEN Bi-nan, SONG Kun, LIU Rong
作者单位:陈碧楠,刘荣,CHEN Bi-nan,LIU Rong(中冶赛迪工程技术股份有限公司,重庆,400013), 宋鹍,SONG Kun(重庆工学院,重庆汽车学院,重庆,400050)
刊名:
重庆工学院学报(自然科学版)
英文刊名:JOURNAL OF CHONGQING INSTITUTE OF TECHNOLOGY
年,卷(期):2008,22(7)
引用次数:0次
1.张翠兰.郎月翠步进式冷床的设计与使用[期刊论文]-煤炭技术 1999(4)
2.李应魁.郭春华大型步进式冷床的研究 2000(1)
3.李毓环冷床本体的机构分析与计算[期刊论文]-内蒙古科技与经济 2005(22)
4.彭国胜.王飞轧钢车间冷床新技术应用与实践 2002(6)
5.赵松年.张奇鹏机电一体化机械系统设计 1990
1.会议论文高运良宝钢¢140钢管厂步进式冷床系统维修技术小结2001
本文作者根据多年的检修工作实践,对钢管厂步进式冷床设备的构造组成,工作原理和维修技术进行了初步的分析的小结.
2.会议论文陈刘定步进式冷床存在问题浅析及对策1990
3.期刊论文田汉蒲.TIAN Han-pu新技术在衡钢3#水平连铸机上的应用-金属材料与冶金工程2008,36(2)
介绍了衡钢自主设计建设3#水平连铸机所采用的中间包蓄热式烘烤、红外摄像定尺、步进式冷床、喷雾式冷却等新技术.生产实践表明:中间包内形成良好的温度场,2~4h温度可达到1 100℃以上,保证了涂料层不发生粉化或龟裂脱落;定尺精度可控制在0~+30nlln范围,按0~+50mm允许偏差检验的铸坯定尺综合合格率达到97%;铸坯弯曲问题得到彻底解决;夏季高温条件下结晶器冷却水进水温度控制在35℃以下,保证了冷却制度的正常执行.
4.期刊论文李毓环冷床本体的机构分析与计算-内蒙古科技与经济2005(22)
本文对热轧无缝钢管用锯齿形步进式冷床做了简要的介绍,并对冷床本体机构的运动和受力进行了分析和计算.
本文链接:/Periodical_cqgxyxb200807008.aspx
下载时间:2010年4月15日。