圆柱凸度滚子超精研机控制系统设计
开题报告-圆柱滚子超精研磨研究与装置设计

嘉兴学院毕业设计(论文)开题报告题目:圆柱滚子超精研磨研究与装置设计学院名称:机电工程学院专业班级:机械111 学生姓名:张航1选题的背景、意义圆柱滚子是轴承中的关键零件,是轴承中承受载荷的滚动体,圆柱滚子轴承中滚子与滚道为线接触,负荷能力大,主要承受径向负荷,滚动体与套圈挡边摩擦小,适于高速旋转,圆柱滚子的精度和一致性对轴承性能和寿命有至关重要的影响,大部分的轴承失效都是由于滚动体产生不同程度的疲劳破坏所致。
因此,保证圆柱滚子的质量随之成为了轴承产业中重要的环节,因此越来越多的研究机构参与到提高圆柱滚子质量的研究当中。
目前主要的圆柱滚子加工方法为无心外圆磨削加工,加工过程中整个工件被加工表面都被运动三要素所支撑着,从而使单个工件直径和圆度误差保持在1m以内,其次还有无心研磨加工方法磁流体磨削法游离磨粒超精密研磨法。
近年来,浙江工业大学的袁巨龙教授团队首先提出了一种行星式双平面研磨圆柱滚子的方法,该方法具有加工高效成本低廉的优异特点,能够获得高一致性高精度的圆柱滚子。
机械零件在制造过程中,受加工设备精度所限及工件在装夹调整过程中存在着不可避免的误差,会产生各种形状和位置误差陶瓷滚子,具有硬度高脆性大的特点,多采用金刚石砂轮磨削磨削加工,加工过程中磨削力作用,使被磨陶瓷零件产生表面/亚表面损伤,如变形层表面/亚表面微裂纹模糊表面相变区域材料粉末化残余应力等超精密磨削要求机床具有很高的精度和刚度,砂轮轴的高速旋转必须使用价格昂贵的轴承,而某种程度的振动总是不可避免的磨削过程中需要对砂轮不断地进行修整,以保持磨粒的锐利,防止磨屑堵塞砂轮烧伤工件表面对圆柱滚子采用游离磨料研磨加工方法获得所需的加工精度为获得圆柱滚子的加工精度,在研磨加工中必须保证圆柱滚子的加工均匀性;同时圆柱滚子的测量时,也必须保证圆柱滚子的误差值最小以往的文章中没有针对陶瓷圆柱轨迹均匀性的评价方法论述,很难直观地判断研磨轨迹分布形式均匀,通过测量实际加工后的圆柱度需要耗费大量的时间。
圆锥滚子凸度超精研机的变频调速控制

3MZ6130 圆锥滚子凸度超精研机选用两台进 口 FR - A044 系列变频器分别控制油石振荡电机 和导辊电机 。图 1 是油石振荡电机的变频调速控 制线路简图 。
图中变频器主电路输入端 R、S 和 T 接三相 交流输入电源 380 V 、50 Hz , 输出端 U 、V 和 W 接 油石振荡电机 。输入 、输出端接线不允许接反 ,变 频器和电机要分别可靠接地 。变频器输入控制电 路 10 、2 和 5 端用屏蔽信号线接频率设定电位器 ( 2W 、1kΩ) , 实现模拟信号输入控制 。变频器输
只需调节机床操作面板上安装的频率设定电 位器 ,方便地将输入电源工频 50 Hz 转换成 0~60 Hz ,实现油石振荡电机交流变频无级调速控制 , 经过机床振荡机构 , 从而得到合适的油石振荡频 率和振幅 。也可直接用参数单元 FR - PU03 进行 频率设定 ,实现数字信号输入控制 。油石振荡频 率由仪表或参数单元监控显示 。
2 变频调速原理
交流异步电机的转速公式为
n
=
60f P
(1
-
S)
·22 ·
式中 n 电机转速 P 极对数 f 定子供电频率 S 转差率
由上式可知 , 如果均匀地改变电机定子供电 频率 f ,则可平滑地改变电机的同步转速 。目前 , 通过使用变频调速器改变交流电动机输入电源频 率 ,实现交流电动机的无级调速控制 ,是一种高效 的调速手段 ,其性能优于以往的变极调速 、调压调 速 、串级调速 、滑差电机调速等方式 , 在工业发达 国家已逐步取代直流调速系统 。
李万校 男 ,毕业于合 肥工业大学工业企业自动 化专业 , 高级工程师 , 从事 机床电控系统的设计开发 、 研制应用工作 。研制的套 圈内径磨床和套圈沟道及 滚子超精研机在行业上取 得良好应用效果 。
滚子凸度超精研机床的气动控制系统

转打滑 ,应对高速精密角接触球轴承施加一定的预紧载 荷 。不适当预紧载荷使轴承发热增加 , 降低轴承的疲劳 寿命和影响主轴的旋转速度 。根据机床主轴的使用要求 选择合适的预紧载荷非常重要 。本文在分析高速精密角 接触球轴承钢球受力的基础上 , 给出了球在沟道中不产 生陀螺滑动时应施加的最小预紧载荷 。附图 3 幅 , 表 1 个 ,参考文献 5 篇 。
叙词 :超精加工机 导辊副
贺向阳 ,王建华 , 蒋新力. 进口内圆磨床控制系统的 改造. 轴承 ,2001 (6) :16~17
分析了进口 RTFO - M50/ 40 - CO 轴承套圈内圆磨床 电气控制系统的结构和原理 , 提出了可替代原电气控制 系统的可编程序逻辑控制器 ( PLC) 控制系统 ,介绍了 PLC 硬件系统设计和控制软件的设计及工作原理 。附图 4 幅 ,
·28 ·
油石或调整时 ,把手动换向阀阀柄向外拉 (原始位 置) , 此时 , 气缸无杆腔与手动换向阀 D 腔接通 , 压缩空气经通气口 F 通入大气 , 压力释放 , 而气 缸有杆腔与手动换向阀 C 腔接通进入压缩空气 , 气缸上行 ,油石即抬起 , 离开工件 (快速回程) ; 如 果机床工作时有故障或断电 ,电磁换向阀断电 ,气 路 1 路与 2 路接通 , 压缩空气经 2 路 →单向节流 阀 →控制气路 →手动换向阀 E 腔 , 将阀杆向外顶 出 ,回到原始位置 ,气缸上行 ,油石自动抬起 。
缩空气先经气动三联件进行过滤 、调压和雾化处 理 。气缸的实际使用数量是根据具体工件的加工 工艺要求确定的 。气缸安装在机床振荡头的燕尾 导轨上 ,由与气缸直接相连的手动换向阀接通压 缩空气来控制其上下移动 ;气缸向下移动时 ,夹在 气缸活塞杆上的油石压向工件表面 , 并保持一定 压力 ,该压力大小根据加工工艺要求分别由各自 的减压阀来调定 ;气缸本身有保护功能 ,避免因油 石断裂或油石过短而使油石夹子直接接触工件或 导辊 。
滚子轴承套圈滚道凸度超精加工方法介绍
滚子轴承套圈滚道凸度超精加工方法介绍曹新建 高向红石家庄轴承设备股份有限公司 (050051)摘 要 提出了一种针对滚子轴承套圈滚道必须带凸度的要求。
根据套圈滚道凸度的特点,结合多年来轴承套圈超精技术设计的实践,开发设计滚子轴承套圈滚道超精研机,采用窄油石、大往复结合小振荡的方法,提高了轴承套圈滚道凸度的精度,适应了市场发展的需要。
关键词 滚道凸度 窄油石 油石往复长度滚子轴承套圈滚道超精研机目前是使用窄于滚道宽度的宽油石以一定振荡频率及固定的振幅进行超精研磨加工,该方法对套圈前道工序经过磨削加工的滚道凸度形状不但得不到改善而且还可能造成一定的破坏,也不利于套圈滚道精度的提高。
所以需要开发一种新的滚子轴承套圈滚道超精研机。
在新机型设计中我们采用的是油石的大往复小振荡技术,即采用窄油石在滚道宽度内的不同位置改变油石振荡频率,以伺服电机驱动油石进行大往复运动来实现超精研改善滚道凸度及精度的目的。
1 设计指导思想采用油石在滚道往复长度上分段以及变化油石在各段的振荡频率和速度方法以实现滚道凸度的超精研磨。
这里着重介绍油石往复运动的设计及设置。
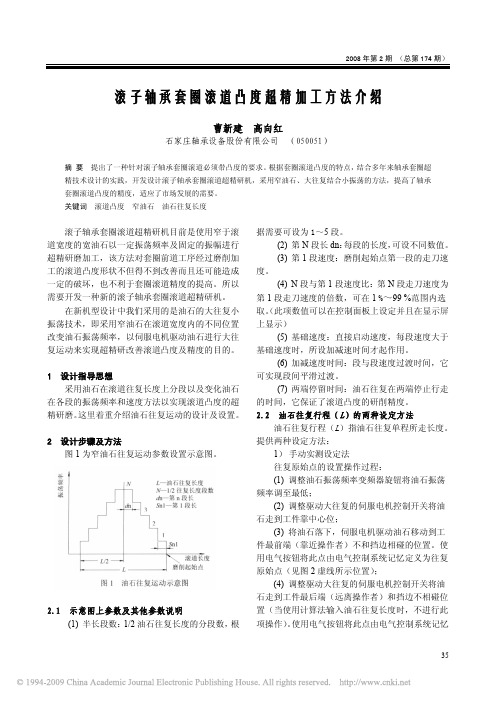
2 设计步骤及方法图1为窄油石往复运动参数设置示意图。
图1 油石往复运动示意图2.1 示意图上参数及其他参数说明(1) 半长段数:1/2油石往复长度的分段数,根据需要可设为1~5段。
(2) 第段长dn :每段的长度,可设不同数值。
(3)N 第1段速度:磨削起始点第一段的走刀速度。
段与第1段速度比:第N 段走刀速度为第1速度:直接启动速度,每段速度大于基础,它可实平石往复在两端停止行走的时保长度。
提供法程:钮将油石振荡频率大往复的伺服电机控制开关将油石走服电机驱动油石移动到工件最控制开关将油石走(4) N 段走刀度的倍数,可在1 %~99 %范围内选取。
(此项数值可以在控制面板上设定并且在显示屏上显示)(5) 基础速速度时所设加减速时间才起作用。
(6) 加减速度时间:段与段速度过渡时间,现段间滑过渡。
特大凸度量圆柱滚子加工工艺分析

ISSN 1000 -3762轴承2017年9期CN41 -1148/T H Bearing 2017, No. 923 -25DOI : 10. 19533/j. issnlOOO - 3762. 2017. 09. 007特大凸度量圆柱滚子加工工艺分析张磊磊U,冯振U,刘岩U,刘友国U,李庆U(1.洛阳L Y C轴承有限公司,河南洛阳471039; 2.航空精密轴承国家重点实验室,河南洛阳471039)摘要:分析大凸度圆柱滚子的加工难点,对凸度量>100p m的圆柱滚子进行工艺试验,确定的工艺方案为:预 磨斜坡+超精工艺,通过加工验证了工艺方案的可行性。
关键词:圆柱滚子轴承;大凸度滚子;预磨斜坡;超精中图分类号:T H133.33;T G580.6文献标志码:B 文章编号:1000 -3762(2017)09-0023-03Analysis on Processing Technology for Cylindrical Rollers with ExtraLarge Convex ValueZhang Leilei1,2 ,Feng Zhen1,2,Liu Y an1,2,Liu Yougu〇1,2,L i Qing1,2(1. Luoyang LYC Bearing Co. ,Ltd. ,Luoyang 471039,C hina;2. State Key Laboratory of Aviation Precision Bearings,Luoyang 471039, China)Abstract :The processing difficulties of cylindrical rollers with extra - large convex value are analyzed, and the process test is carried out for cylindrical rollers with convex value greater than or equal to 100 |xm. The process scheme is as follows :pre - grinding incline + supeifinishing , and the feasibility of process scheme is verified by processing.Key words :cylindrical roller bearing ;roller with large convex value ;pre - grinding incline ;supeifinishing目前,国内对特大型圆柱滚子加工方法的研 究主要包括滚子车加工改进、留量压缩、端面磨削 等。
滚子轴承套圈滚道凸度超精加工方法介绍
滚子轴承套圈滚道凸度超精加工方法介绍曹新建 高向红石家庄轴承设备股份有限公司 (050051)摘 要 提出了一种针对滚子轴承套圈滚道必须带凸度的要求。
根据套圈滚道凸度的特点,结合多年来轴承套圈超精技术设计的实践,开发设计滚子轴承套圈滚道超精研机,采用窄油石、大往复结合小振荡的方法,提高了轴承套圈滚道凸度的精度,适应了市场发展的需要。
关键词 滚道凸度 窄油石 油石往复长度滚子轴承套圈滚道超精研机目前是使用窄于滚道宽度的宽油石以一定振荡频率及固定的振幅进行超精研磨加工,该方法对套圈前道工序经过磨削加工的滚道凸度形状不但得不到改善而且还可能造成一定的破坏,也不利于套圈滚道精度的提高。
所以需要开发一种新的滚子轴承套圈滚道超精研机。
在新机型设计中我们采用的是油石的大往复小振荡技术,即采用窄油石在滚道宽度内的不同位置改变油石振荡频率,以伺服电机驱动油石进行大往复运动来实现超精研改善滚道凸度及精度的目的。
1 设计指导思想采用油石在滚道往复长度上分段以及变化油石在各段的振荡频率和速度方法以实现滚道凸度的超精研磨。
这里着重介绍油石往复运动的设计及设置。
2 设计步骤及方法图1为窄油石往复运动参数设置示意图。
图1 油石往复运动示意图2.1 示意图上参数及其他参数说明(1) 半长段数:1/2油石往复长度的分段数,根据需要可设为1~5段。
(2) 第段长dn :每段的长度,可设不同数值。
(3)N 第1段速度:磨削起始点第一段的走刀速度。
段与第1段速度比:第N 段走刀速度为第1速度:直接启动速度,每段速度大于基础,它可实平石往复在两端停止行走的时保长度。
提供法程:钮将油石振荡频率大往复的伺服电机控制开关将油石走服电机驱动油石移动到工件最控制开关将油石走(4) N 段走刀度的倍数,可在1 %~99 %范围内选取。
(此项数值可以在控制面板上设定并且在显示屏上显示)(5) 基础速速度时所设加减速时间才起作用。
(6) 加减速度时间:段与段速度过渡时间,现段间滑过渡。
切入式滚子凸度超精原理及油石尺寸对超精效果的影响
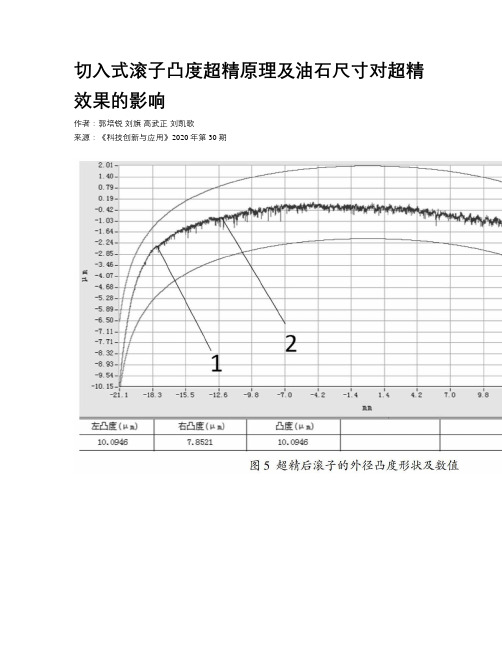
切入式滚子凸度超精原理及油石尺寸对超精效果的影响作者:郭培锐刘旗高武正刘凯歌来源:《科技创新与应用》2020年第30期摘; 要:通过对SUPFINA公司的切入式滚子超精机Roller Flex 778加工原理及油石夹具的结构分析,在现有两幅油石夹具只能安装宽度为4mm和8mm油石的情况下,设计制作一种辅助工装,保证油石装夹的中心不变,扩展安装更多不同宽度的油石,以满足较大直径滚子超精加工的需求。
与此同时,利用窄油石的插补进给工艺参数来验证油石尺寸对超精效果的影响,结果表明:油石宽度影响圆度、波纹度的改善,长度影响母线轮廓成形,高度影响超精稳定性和加工效率。
关键词:切入式滚子超精机;油石夹具;尺寸;凸度;验证中图分类号:TH133.33 文献标志码:A 文章编号:2095-2945(2020)30-0104-04Abstract: Through the analysis of the processing principle of the in-feed roller superfinishing machine Roller Flex 778 and the structure of the oilstone clamp of SUPFINA Company, in the case that the existing two oilstone clamps can only install 4mm and 8mm oilstone, this paper designs and makes a kind of auxiliary tooling to ensure that the center of the oilstone clamping remains unchanged and expand the installation of more oilstones of different widths to meet the needs of superfinishing of larger diameter rollers. At the same time, the interpolation feed process parameters of narrow oilstone are used to verify the effect of oilstone size on ultra-precision effect. The results show that the width of oilstone affects the improvement of roundness and waviness, and the length affects the forming of busbar contour, its height affects super-precision stability and processing efficiency.Keywords: in-feed roller superfinishing machine; oilstone clamp; size; convexity; verification超精研是滚子加工过程的最后一道工序,尤为关键。
毕业设计---圆柱凸轮分度机构的设计计算及运动仿真

圆柱凸轮分度机构的设计计算及运动仿真摘要:圆柱凸轮分度机构主要用于两垂直轴间的运动。
当主动轴连续旋转运动时,从动件是装有多个滚子的转盘,可按设计要求作间歇步进分度转位运动,从而把连续旋转地输入运动形式转化为具有停歇区的分度运动输出形式。
本文主要介绍了圆柱凸轮分度机构方案的选择,理论廓线和工作廓线的计算方法。
利用c语言程序编写圆柱凸轮轨道的计算程序及利用matlab绘出凸轮轮廓曲线,同时利用三维造型软件完成主要零部件建模及利用Pro/E完成零部件装配及运动仿真。
本文还介绍了凸轮分度机构常用运动规律的主要特性比较及其使用场合,以及在设计过程中遇到的一些问题及解决方法。
关键词:圆柱凸轮分度机构,设计计算,实体建模,运动仿真1 总述1.1前言凸轮机构是使从动件作预期规律运动的高副机构。
其主要优缺点如下。
优点:○1从动件的运动规律可以任意拟定,凸轮机构可用于对从动件要求严格的地方,也可以用于要求从动件作间歇运动的地方,其运动时间与停歇时间比例以及次数都可以任意拟定。
可以高速启动,动作准确可靠。
○2只要设计相应的凸轮轮廓,就可以使从动件按拟定的规律运动。
一般中、低速凸轮的运动设计比较简单。
○3由于数控机床及计算机的广泛应用,特别是近些年来可以实现计算机辅助设计与制造使凸轮轮廓的加工并不十分困难。
缺点:○1在高副接触处难以保证良好的润滑,又因其压力较大,故容易磨损,为了保持必要的寿命,传递动力不能过大。
○2高速凸轮机构中,其高副接触处的动力学特性比较复杂,精确分析与设计都比较困难。
而在许多机械设备中,特别是自动化半自动化机械设计中,由于生产工艺的要求,往往需要机构来实现周期性的转位,分度动作以及带有瞬间停顿或停歇区的断续性运动。
这种输出曲线呈现周期性的机构称为间歇运动机构。
间歇运动机构广泛应用于机床、化工、轻工、印刷、电子、包装、食品机械、计量器具等行业。
机械运动机构种类繁多,随着科学技术的发展,加工效率的提高,高速、精密的间歇运动机构越来越多的得到使用。
全自动滚子轴承内圈滚道凸度及挡边超精研机[实用新型专利]
![全自动滚子轴承内圈滚道凸度及挡边超精研机[实用新型专利]](https://img.taocdn.com/s3/m/0eff5ea2b307e87100f696c3.png)
专利名称:全自动滚子轴承内圈滚道凸度及挡边超精研机专利类型:实用新型专利
发明人:王自军
申请号:CN200820070289.4
申请日:20080430
公开号:CN201195281Y
公开日:
20090218
专利内容由知识产权出版社提供
摘要:全自动滚子轴承内圈滚道凸度及挡边超精研机是一种轴承加工机械,它克服了其它技术存在的缺点,它是由滚道超精部分、工件传动部分、随动定心轴部分和挡边超精部分连接而成,本实用新型的先进性表现在:1.本机床实现滚道、档边超精工序在同一台机床完成(属于复合加工机床),是国际首创;2.一次装卡完成2个形面加工,定位精度好;3.目前一台机床只能完成一个加工面,两个加工面需要配置2台设备,而本设计一台机床就能满足两台机床功能,加工功能效率高,减少工件工序向移动所产生人为磕碰伤现象;4.降低用户购置设备成本,同时也降低用户轴承生产成本;5.本机床电气控制系统采用FANUC产品,性能稳定、可靠。
申请人:濮阳贝英数控机械设备有限公司
地址:457000 河南省濮阳市黄河路西段高新区创业服务中心濮阳贝英数控机械设备有限公司国籍:CN
代理机构:郑州科维专利代理有限公司
代理人:张国文
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
t i o n a s t h e mo d i ic f a t i o n c u r v e o f c y l i n dr i c a l c r own r o l l e r ,a n d i nt r o d u c i ng t e c h n o l o gi e s o f u l t r a s o n i c p r o — c e s s i n g. I nt r o d u c i ng c o n t r o l p r i n c i p l e,h a r d wa r e c o mp o s i t i o n a n d s o f t wa r e d e s i g n o f t h e c o n t r o l s y s t e m i n d e t a i l . Th e a c t ua l a p p l i c a t i o n c o nf ir me d t h a t c o n t r o l l i n g s y s t e m mo v e s s t a b i l i z e d a n d c r e di bi l i t y,o p e r a t —
c r o wn r o l l e r ,t a k i n g P r o g r a mma b l e Lo g i c Co n t r o l l e r a s t h e c on t r o l c o r e,us i ng t h e t o u c h s c r e e n a s a n i n —
摘要: 为设 计 一 套 可 用 于加 工 对 数 母 线 型 凸 度 滚 子 的 控 制 系 统 , 系统 采 用可 编程 控 制 器 P L C 为 控 制
核心, 触摸 屏作 为人 机 交互界 面 , 步进 电机 作 为执 行 机 构 , 选 用对 数 函数 作 为 圆柱 凸度 滚 子 修 形 曲 线, 并 引入 超 声 波 加 工 技 术 。 文 中 详 细 阐 述 了控 制 系 统 的 控 制 原 理 、 硬 件 组 成 和 软件 设 计 。 实 验 运
t e r a c t i ve i n t e r f a c e, s t e p p i n g mo t o r s a s t he i mp l e me n t a t i o n o f t h e c o m po n e n t s, c h o os i n g l og a r i t h m f u n c —
Cy l i n dr i c a l Cr own e d Ro l l e r Sup e r La pp i ng M a c h i ne Co nt r o l S y s t e m De s i g n
WA N G H e n g — d i , Z H E N G Y i n — h a n g ,Q I N C h a o , Z HA I X i n
i n g s i mpl y a n d wi t h f r i e n d h u ma n — c o mp u t e r i n t e r f a c e, a n d i t c a n wo r k o u t me e t t h e r e q u i r e me nt s o f t h e l o g a r i t h mi c l i ne a r c r o wn e d r o l l e r . Ke y wo r ds:PLC ; t o uc h s c r e e n;h u ma n — c o mp u t e r i n t e r f a c e;s t e p mo t or ;c r o wn i n g r o l l e r
( E l e c t r o me c h a n i c a l En g i n e e r i n g C o l l e g e,He n a n Un i v e r s i t y o f S c i e n c e& T e c h n o l o g y ,L u o y a n g He n a n
行表 明 , 控 制 系统运 行 可靠 、 稳定, 人 机 操 作界 面友好 且 操作 简单 , 加S - . 的对 数母 线 型 凸度 滚子 满足
设 计要 求。
关 键词 : 可 编程控 制 器 ; 触摸 屏 ; 人机 界 面 ; 步进 电机 ; 凸度滚子
中图分 类号 : T H1 6 5; T P 2 7 3 文献标 识 码 : A
文章编号 : 1 0 0 1 — 2 2 6 5 ( 2 0 1 3 ) 1 0— 0 0 9 8— 0 3
圆柱 凸度 滚 子 超 精研 机 控 制 系统设 计
王恒迪 , 郑银 行 , 秦 超, 翟 鑫
4 7 1 0 0 3 ) ( 河南科 技大 学 机 电工 程 学院 , 河南 洛阳
4 7 1 0 0 3,C h i n a )
Abs t r a c t :I n o r d e r t o d e s i g n a s e t o f c o n t r o l s ys t e m wh i c h i s u s e d t o p r oc e s s l o g a r i t h mi c mo t h e r l i n e a r
第1 0期
2 0 1 3年 1 0月
组 合 机 床 与 自 动 化 加 工 技 术
M o du l a r M ac hi ne To o l& Aut om a t i c Ma nuf a c t ur i ng Te c hn i qu e
NO. 1 0 oc t .20 1 3