浅析西门子贴片机Y轴控制原理
SIEMENS贴片机的操作指南
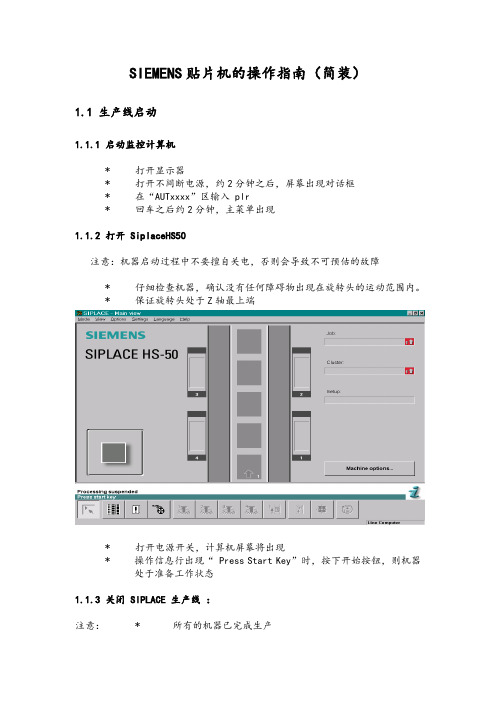
SIEMENS贴片机的操作指南(简装)1.1 生产线启动1.1.1 启动监控计算机* 打开显示器* 打开不间断电源,约2分钟之后,屏幕出现对话框* 在“AUTxxxx”区输入 plr* 回车之后约2分钟,主菜单出现1.1.2 打开 SiplaceHS50注意:机器启动过程中不要擅自关电,否则会导致不可预估的故障* 仔细检查机器,确认没有任何障碍物出现在旋转头的运动范围内。
* 保证旋转头处于Z轴最上端* 打开电源开关,计算机屏幕将出现* 操作信息行出现“ Press Start Key”时,按下开始按钮,则机器处于准备工作状态1.1.3 关闭 SIPLACE 生产线:注意:* 所有的机器已完成生产* 旋转头处于Z轴最上端* 吸嘴上没有任何元件* 旋转头处于等待位置1.1.3.1 关闭监控计算机注意:必须按下列步骤关闭监控计算机,不能简单地关掉UPS电源否则系统有可能出现故障.* 将光标移到屏幕的右边, 光标将变成十字线* 按下鼠标左键, 屏幕出现下拉式菜单* 继续按下鼠标左键,将光标移到“shut down”处, 屏幕将出现Really shut down?Yes No* 点中“yes” , 监控计算机将关闭所有程序. 然后屏幕出现Safe to power ofPress any key to reboot* 关闭 UPS 及显示屏1.1.3.2 关闭SIPLACE* 必须在监控计算机完全关闭之后才能关闭贴片机* 不要在机器执行命令时关闭贴片机* 不要在机器打板子时关闭贴片机* 不要在计算机启动过程中关闭贴片机* 应在机器处于等待状态时关闭贴片机1.2 操作指南1.2.1 SIPLACE HS50 屏幕组成 (用户级别: operator)(1) 为机器控制按钮包含以下功能状态:1. 执行2.停止执行3. 继续执行4.终止执行(2) 程序名及 PCB P/N(3) 机器选项,可在这里选择贴装头子,以及设置首功阻挡等功能(4) 错误信息及机器状态栏。
贴片机X/Y轴快速高精度定位的实现
贴片机X/Y轴快速高精度定位的实现刘明晓,龙绪明,罗爱玲,贺海浪【摘要】负载惯量和外界干扰是影响贴片机X,Y轴快速高精度定位的两个关键因素。
本文针对负载惯量和外界干扰对控制性能的影响,提出了基于RBF神经网络的自适应滑模控制算法。
利用RBF神经网络的万能逼近特性实现对外加干扰和被控对象模型信息的逼近,运用自适应控制算法计算前馈补偿量以补偿负载惯量和摩擦力对运动性能的影响,采用滑模控制算法以抑制其他不确定干扰对运动控制的影响。
通过仿真分析可以得出,所采用的控制算法能够有效地补偿负载惯量和外界干扰对定位性能的影响,从而实现贴片机X,Y轴的快速高精度定位。
【期刊名称】现代电子技术【年(卷),期】2014(000)017【总页数】4【关键词】贴片机;快速高精度定位;运动控制;RBF神经网络;自适应滑模控制0 引言贴片机X,Y轴运动控制的工作状态是高加速、高速地在点到点之间运行,并且在定位点处实现精确定位。
要实现运动控制系统平稳、快速、精确的定位,其关键就在于如何有效地抑制摩擦力和外界干扰的影响。
而这些干扰随着工作状态的变化而变化,具有很强的非线性,这就需要控制器能够有效地进行补偿[1]。
同时由于X,Y轴在高速运行下需要伺服驱动系统快速启停,系统容易出现抖动,这就严重阻碍了贴装的速度和精度。
针对上述问题,提出了基于RBF神经网络的自适应滑模控制算法,使得系统有效地抑制了摩擦力和外界干扰的影响,从而能够快速地实现精确定位。
1 自适应控制随着控制领域的发展,自适应控制在电力系统、飞机控制、机器人操作、化学过程控制等领域得到了广泛的应用。
自适应控制的用法基本可以分为如下两类:(1)通过在线调整控制器的参数使得系统输出能够跟踪预先设定的期望值,其典型代表是参考模型自适应控制;(2)首先通过辨识系统模型参数得出系统的模型,然后根据得出的模型设计控制器,采用这种控制器的关键就在于如何准确地辨识出系统模型中的参数,其典型代表是自调整控制器。
SIEMENS 贴片机
一、SIEMENS 贴片机八十年代,贴片技术广泛用于消费电子、通讯、电脑、汽车等许多行业, 适应当时技术产品的需求,以SANYO 旋转塔式为专利技术的高速贴片机(包括PANASERT、FUJI、SANYO)在处理速度达到了顶峰水平。
进入九十年代,随着电子产品朝“短、小、精、薄”方向,元件密度大、器件更小、异型器件增多,细间距器件增多及μBGA、CSP、FLIP CHIP 等新技术发展,使得传统贴片机技术受到很大挑战。
SIEMENS 在九十年代初推出SIPLACE S/F 系列贴片机一改传统贴片机技术,克服了传统贴片机处理技术的精度、速度等问题,使贴片机变得更精巧,体积小,速度更快,精度更高,噪声小,处理各种异型器件能力更强。
SIPLACE 自推出市场后,在MOTOROLA、NOKIA、ERCISSON 、SEGGATE、IBM、HP、DBTEL、INTEL、FLEXTRONICS 等著名公司得到广泛应用,中国市场诸如华为、中兴、开发、康佳、TCL、长虹、海尔、UT、东信、伟易达、南太、信华、神舟电脑等等,原来使用PANASERT 和FUJI 的客也纷纷改用SIPLACE。
SIEMENS 贴片机目前市场占有率全球第二。
二、性能特点(一)工作原理采用垂直风轮式旋转技术,改变了过去转塔式结构造成的离心力影响,从而在处理大、小元器件上速度不变。
PCB 之X-Y 工作台与送料器固定不动,实现高精度贴片。
同时,运用电子技术取代传统的庞大机械结构技术,使机器运行更稳定、更可靠。
(二)贴装效率* 程序优化,线平衡功能,不存在待板时间* 传送PCB 时间为2.5 秒(贴片机中最快)* 可以将送料器工作台移动,从而转换生产机种速度时间快* 真正不停机补料,节约大量换料时间* 自动优化配置吸嘴,减少换嘴时间;自动换嘴,节约时间* 处理各类PCB,速度改变小,贴片机中效率最高, 达80%以上* 机器维护保养时间短,提高有效工作时间。
YV系列贴片机操作及使用手册
YV系列贴片机操作及使用手册Q/YTC.T.03.06-2010拟制:审核:批准:共12页营口天成消防设备有限公司2010年12月7日目录一贴片机简介1.贴片机操作手柄功能简介 (3)2.贴片机操作手柄使用说明 (4)二菜单操作功能简介菜单简介 (5)三、程序新建及修改1.元件位置编程 (7)2.元件坐标的修改 (8)四、常用调整方法1.跳板 (9)2.跳件 (9)3.喂料器的调整 (9)4.吸嘴 (9)五、操作流程 (10)六、锡膏 (10)七、注意事项 (11)八、现场管理 (12)一、贴片机简介YV112-Ⅲ为日本雅马哈20世纪初期高速贴片机产品、DOS系统,是雅马哈具有代表性的机型之一。
机器显示器分为摄像头显示器和运行菜单显示器。
1.贴片机操作手柄功能简介图一贴片机操作手柄简图2.贴片机操作手柄使用说明:紧急停止键:用于在紧急情况下停止机器,其主要作用是直接切断伺服电机电源、切断气源;运行键:用于启动程序,使机器运行当前程序;停止键:用于在不退出程序的情况下临时停止;复位键:用于退出当前运行程序回到待机状态;错误清除键:用于清除在运行期间由于某种原因报警停机信号;电源键:用于启动伺服电机电源,启动气源;控制杆键:用于和轴移动导航摇杆配合移动各轴;速度键:用于调整运行速度(注:只在设定的五级速度间切换);选择轴键:用于被移动轴的选择;选择轴组键:用于选择多个轴移动;Screen键组:用于修改数据;键盘:用于修改数据二、菜单操作功能简介首先打开电源等待机器初始化,待初始化完毕旋出急停按钮,然后按下ready键,启动伺服电机电源。
这时主显示器自动进入主菜单如下:菜单简介主菜单1/OPERATION/M 操作菜单1/1/RUNNING 运行1/1/A/RUNNING 运行注:本机器所有X、Y轴均是以操作员站在机器正前方,面向机器;操作员的右手方向为X轴正方向,左手方向为X轴负方向。
操作员的正前方为Y轴正方向,背对方向为Y 轴负方向。
浅析西门子贴片机Y轴控制原
西门子贴片机Y轴控制原理一、REFERENCE RUN在STAR轴、Z轴REFERENCE RUN完成后,Y轴就进行REFERENCE RUN。
顺序如下:1 Y轴正向运动。
2 当零点SENSOR的信号从1变成0时,Y轴电机反转。
3 当零点SENSOR的信号从0变成1时,SCANNER寻找第一个零脉冲。
4 将找到的第一个零脉冲位置作为零点,将数据存入轴控制卡。
5 产生END SIGNAL信号,等待下一个运行指令。
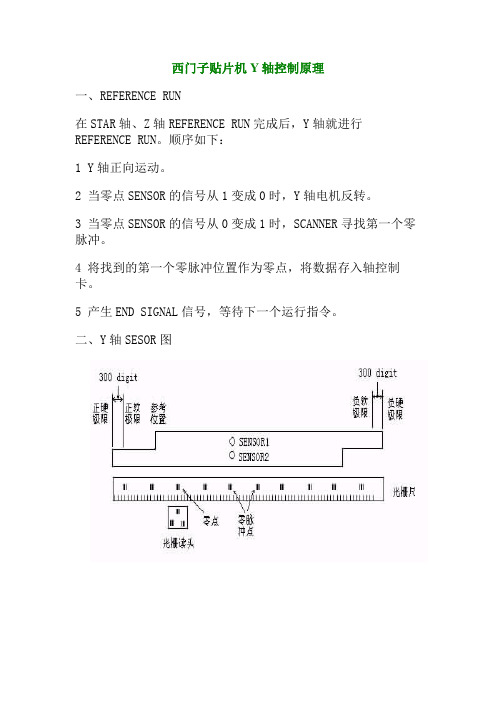
二、Y轴SESOR图1 光栅读头:检测零脉冲点,检测当前Y轴位置和电机旋转方向。
2 光栅尺:有位置刻度和零脉冲点。
相邻零脉冲点的间距为50mm。
3 SENSOR1:检测参考位置,触发光栅读头找零点;检测负硬极限。
4 SENSOR2:检测正硬极限。
5 正、负软极限:正、负硬极限以内300digit处,即为正、负软极限。
三、Y轴零点和软极限1 Y轴零点:不能够输入,由CALIBRATION而生成。
2 软极限:测试硬极限的位置,再根据硬极限的数据,确定软极限的数据。
四、邻近极限区域的运动1 在正硬极限缺口处:(即正硬极限与参考位置之间的区域,SENSOR1感应信号为0)Y轴在运动中,当vnominal≥4时,控制部分会紧急制动,切断Y电机电源;当vnominal<4时,Y 轴继续运动。
2 在负硬极限缺口处:(SENSOR2感应信号为0)Y轴在运动中,当vnominal≥4时,控制部分会紧急制动,切断Y电机电源;当vnominal<4时,Y轴继续运动。
五、零点SENSOR插头松动时的运动情况(即零点SENSOR的信号为0)1 在做REFERENCE RUN时,若零点SENSOR插头松动,则Y轴向负方向运动,越过负硬极限,直到被止动橡胶柱挡住。
在这种情况下,应尽快按紧急停止,不可让Y轴撞硬极限,以免Y轴电机和伺服控制系统因过载而损坏。
2 在CONTINUOUS RUN,且Y轴在负硬极限缺口处时,若零点SENSOR插头松动,此时,因SENSOR1和SENSOR2的信号都为0,Y轴会显示极限错误而停机。
贴片机的X、Y、Z轴原理
X-Y 定位系统是评价贴片机精度的主要指标,它包括传动机构和伺服系统;贴片速度的提高意味着X-Y 传动机构运行速度的提高而发热,而滚珠丝杆是主要的热源,其热量的变化会影响贴装精度,最新研制的X-Y 传动系统在导轨内设有冷却系统;在高速贴片机中采用无磨擦线性马达和空气轴承导轨传动,运行速度做得更快。
(此文有深圳市金狮王科技有限公司又称SMT之家所提供)X-Y 伺服系统(定位控制系统)由交流伺服电机驱动,并在传感器及控制系统指挥下实现精确定位,因此传感器的精度起关键作用。
位移传感器有园光栅编码器、磁栅尺和光栅尺。
1. 园光栅编码器园光栅编码器的转动部位上装有两片园光栅,园光栅由玻璃片或透明塑料制成,并在片上镀有明暗相间的放射状铬线,相邻的明暗间距称为一个栅节,整个园周总栅节数为编码器的线脉冲数。
铬线的多少也表示精度的高低。
其中一片光栅固定在转动部位作指标光栅,另一片则随转动轴同眇运动并用来计数,因此指标光栅与转动光栅组成一对扫描系统,相当于计数传感器。
园光栅编码器装在伺服电机中,它可测出转动件的位置、角度及角加速度,它可以将这些物理量转换为电信号舆给控制系统。
编码器能记录丝杆的放置数并将信息反馈给比较器,直至符合被线性量。
该系统抗干扰性强,测量精度取决于编码器中光栅盘上的光栅数及溢珠丝杆导轨的精度。
2.磁栅尺由磁栅尺和磁头检测电路组成,利用电磁特性和录磁原理对位移进行测量。
磁栅尺是在非导磁性标尺基础上采用化学涂覆或电镀工艺在非磁性标尺上沉积一层磁性膜(一般10~20um)在磁性膜上录制代表一定年度具有一定波长的方波或正弦波磁轨迹信号。
磁头在磁栅尺上移动和读取磁恪,并转变成电信号输入到控制电路,最终控制AC伺服电机的运行。
磁栅尺的优点是制造简单、安装方便、稳定性高、量程范围大,测量精度高达1~5um,贴片精度一般在0.02mm。
3.光栅尺由光栅尺、光栅读数头与检测电路组成。
光栅尺是在透明下班或金属镜面上真空沉积镀膜,利用光刻技术制作均匀密集条纹(每毫米100~300 条),条纹距离相等且平等。
西门子贴片机技术规范

2,角度的度义:
在西门子贴片机中,角度的定义为,逆时针方向为正方向,顺时针为负方向。 下图为正确的进料方向,贴片角度与此相同。
3,元件形状定义:
4,GF命名规则
元件规格
GF代码
0201
9*
0402
101**
元件规格 排阻、排容
GF代码 107**
元件规格
大功率三极 管
GF代码 52**
元件规格 SOP16
《Siemens生产程序制作流程》。
3,程序的维护 1) 程序工程师在每周指定的日期将各线体的程序备份至指定的电脑里以备用。 2)程序工程师须定期对线控电脑里不用的程序进行删除和处理。
四、贴片机调试规范
1, 贴片机的技术参数。
工程技术人员应了解机器的相关参数,以及可以生产的产品范围,便 于以后在调试过程中更加顺利。
二、定义
• 1,元件方向的定义: • 规则 1:元件定义时应俯视。
• 规则 2:长轴为X轴,短轴为Y轴。例外:图④元件顶面有一凹槽时,吸嘴无法放入,应旋转90度。
规则 2: 1号引脚应位于元件的左下角,如果是二极管,元件的正极必须指向X方向。
规则 3: 在宽度方向,引脚多的一边应指向底部。
规则 4: 当元件有特殊引脚时,比如有一个较宽的引脚,这个特殊引脚应位于元件底部。 规则 5:SOT或多引脚类元件,引脚多的一面应指向底部。
等参数不符造成识别通不过而被丢弃。
使机器能较好的识别引脚。
6,来料的问题,来料不规则,为引脚氧化等不合格产品。 IQC做好不良,造成 取料不到或取料不良而抛料。
供料器调整,清扫供料器平台,更换已坏部件或供料器;
经验小结: 抛料原因从过程中分析可分为两大类,一为吸嘴可良好的吸取元件,二为吸嘴不能吸取元件。前者是参数等 设置不当,导致机器不能正确识别而抛料。 后者原因较多,可能为为架不良,参数设置不当,吸嘴不当等原因。 总之, 抛料的原因需要仔细的观察,通过现象寻找到真正的原因,同时在分析的过程中需要对整个机器原理及PRO里的参数有 较学的认识才能较好、快速的解决问题。
SIEMENS贴片机-GF与吸取角度、贴片角度的关系之浅谈

SIEMENS贴片机-GF与吸取角度、贴片角度的关系之浅谈摘要元件封装形式:在UNIX里称GF,PRO里称Component Shape,为方便直观起见,以下统称GF。
吸取角度和贴片角度的概念很多人一直比较模糊,什么时候修改吸取角度?什么时候修改贴片角度?修改多少度?它们之间又有什么关联?概述:吸取角度和贴片角度的概念很多人一直比较模糊,什么时候修改吸取角度?什么时候修改贴片角度?修改多少度?它们之间又有什么关联?其实它们之间的关系并不复杂,只需坚持一条规则,即:吸取角度和贴片角度都是相对GF来定的,只需要将GF逆时针旋转成吸取和贴片想要的角度即可,吸取角度和贴片角度互不相干。
以下通过举例来论证这一观点:例:根据SIEMENS Siplace Pro 里的坐标系方向,将GF逆时针旋转至元件在FEE DER中的方向即可,即此元件吸取角度应为:90°根据SIEMENS Siplace Pro 里的坐标系方向,将GF逆时针旋转至元件在PCB中的方向即可,即此元件贴片角度应为:270°上面两个例子根据定义的规则“吸取角度和贴片角度都是相对GF来定的,只需要将GF逆时针旋转成吸取和贴片想要的角度即可”,很轻松的修改了吸取角度和贴片角度。
图一为物料以前的封装方向,吸取角度为90°,现欲改成图二的封装方向,只需将吸取角度在原基础上加上180°即可.即更改封装后的吸取角度应为:270°图三为物料以前的封装方向,吸取角度为0°,现欲改成图四的封装方向,只需将吸取角度在原基础上加上180°即可.即更改封装后的吸取角度应为:180°来料封装方向的不同在日常生产中也是屡屡出现,卷料的封装方向不同、卷料改为托盘料等,而此时大家可能不清楚是更改贴片角度还是吸取角度呢?如:图一改成图二的封装,如果是改贴片角度,那么首先元件不可能吸起来,即使修改吸取坐标使元件能够吸起来视像也通不过;但图三改成ll时,修改贴片坐标加180°也可以正常贴片且不会造成批量故障,因为管脚完全对称(8*8ball)且Disable Pin也一样,所以即使吸取角度不改也能吸起来并通过视像检测后贴片。
基于西门子840Dsl系统的四轴同步运动控制实现
基于西门子840Dsl系统的四轴同步运动控制实现发布时间:2022-09-13T02:07:58.492Z 来源:《科学与技术》2022年第5月9期作者:张锦成杨万叶[导读] 在西门子840Dsl系统实现四轴同步运动控制的基础上,折边机滑块部件四轴曲柄连杆的位置-速度同步运动控制主要通过多轴龙门控制方案实现张锦成杨万叶广西玉柴机器股份有限公司广西玉林市 537000摘要:在西门子840Dsl系统实现四轴同步运动控制的基础上,折边机滑块部件四轴曲柄连杆的位置-速度同步运动控制主要通过多轴龙门控制方案实现。
本文结合西门子840Dsl系统的应用开发,对四轴龙门运动控制的实现进行了研究。
关键词:西门子840Dsl系统;四轴同步运动;控制当前,伺服同步控制技术是折边机和折弯机滑块控制领域的一个发展方向。
采用伺服电机通过减速器直接驱动滑块,与传统液压控制相比,具有更高的响应速度及控制精度,降低了传统液压系统的复杂性、能耗、噪声。
此外,由于常规电子齿轮运动控制的控制精度较低且难以实现,因此研究基于西门子840Dsl系统的四轴同步运动控制意义重大。
一、西门子840Dsl数控系统西门子840Dsl数控系统,采用一种开放式设计结构,不仅双乳应用于数控机床,也能应用于运动控制领域,通过系统本身强大的工业通讯网络,可设计成开环或闭,实现柔性生产。
840Dsl系统分成三部分: 1、HMI,人机交互。
主要由人机单元PCU、机床控制面板MCP,以及键盘鼠标、选配的触摸屏等组成,实现加工与仿真、数据管理、上位机通讯等。
2、控制、通讯系统。
主要有数控单元NCU、可编程控制器PLC,以及外围通讯模块、输入输出模块等,实现插补运算、运动控制、数字量模拟量控制等。
3、S120驱动系统。
主要由S120驱动系统、1FK系列伺服电机,具有节能、高动态、稳定可靠的进行轴向运动、插补等优点,另外,S120驱动系统可单独与其他西门子工业自动化产品组合,作为运动控制系统。
西门子贴片机信号接口浅析

误。
以下是图示的详细说明:
1、 上台机的 output 和下台机的 input 都没板
2、上台机的 output 有板,下台机的 input 无板,PCB 开始传送 2、 PCB 在传送中 4、PCB 到达下台机,传送过程完成
2.2 两台贴片机之间的 SMEMA 通讯是如何连接的 两台机的 SMEMA 接口信号是通过一块光耦合电路板“A4”来连接、通讯的,如下图:
• 当机器 A 有板(即触点闭合)பைடு நூலகம்及机器 B 无板(触点闭合)时,机器才开始送板; • 只要机器 A 有板,则产生“有板”信号,只要机器 B 无板,则产生“无板”信号,但只有两触点同时
闭合时机器才送板; • 板离开机器 A 之后触点断开; • 机器 B 收到板之后触点断开; • 机器至少在每种信号产生之后的 50ms 才开始送板; • 一旦机器 A 和机器 B 的触点闭合,但板在规定的时间之内既不离开 A 也不到达 B,则应产生错
• 当下台机的 input 感应器感应到送出的板,这时 permission 信号变为低电平,同时产生一 recieved 信号(高电平),表示“板已收到”,同时上台机的 tranferred 信号变为低电平。
• 如果上台机送出的板,在预定的时间之内未到达下台机,则产生 transport 错误提示; • transferred 和 recieved 信号用于:1)控制马达停转;2)机器通过 2 个信号的收发来判断 transport 错
基于PLC的X-Y轴位移控制系统设计 3

2013 届毕业生毕业设计基于PLC的Z轴位移控制系统设计姓名:班级:10电气1班指导老师:边疆摘要随着电子信息产业的迅速发展,SMT技术已经成为电子组装技术中不可或缺的一部分。
SMT技术是指将表面贴装的电子组件,直接焊接于印刷电路底版的表面上,与传统插装工艺不同,SMT工艺的元件及焊点均在同一表面上。
并具有微型化、大规模化、自动化的优点。
当今绝大部分现代工业中的电器,电子产品都离不开SMT 技术的应用。
本设计是采用S7—200控制三相六拍的反应式步进电机,通过软件设计移位脉冲频率来控制步进电机的匀速前进。
移位寄存器指令MW0的低八位按照三相六拍的步进顺序进行赋值来控制步进动机的转动。
关键词贴片机、位移、S7-200PLC、步进电机目录第1章绪论 (1)1.1 设计背景 (1)1.2 系统设计的任务 (2)第2章 Z轴位移控制系统工作原理 .................................. V2.1 PLC控制步进电机 ................................................................................... V I2.2 步进电机简介 (5)2.3 PLC的发展概述 (6)第3章Z轴位移控制系统总体设计 (9)3.1步进电机的控制方式 (9)3.2 驱动电路 (9)3.3 PLC驱动步进电机 (10)第4章控制系统硬件设计 (11)4.1 西门子S7-200控制45BF00三相步进电动机 (11)4.2 S7—200的介绍 (12)4.3 步进电机的选择 (13)4.4 驱动器的选择 (14)4.5丝杆的选择 (15)4.6硬件配置 (15)第5章控制系统的软件设计 (16)5.1 STEP7概述 (16)5.2梯形图设计 (17)5.3程序设计说明 (18)结论 (19)参考文献 (20)致谢 (21)附录 (22)第1章绪论1.1 设计背景随着电子信息产业的迅速发展,SMT技术已经成为电子组装技术中不可或缺的一部分。
西门子贴片机元件角度定义原则

西门子贴片机元件角度定义原则1 元件的拾取角度(PICK-UP ANGL。
)是根据线控机上的GF方向来定义的,GF 在线控机显示器上的方向代表元件的0?方向。
元件的坐标原点位于元件图象的中心位置,X轴方向水平指向右边,Y轴方向垂直指向显示器的顶端,如图1所示:2 元件的X轴与吸嘴的长边一致,一般把元件的长边作为元件的X轴,依据这个原则来建立GF即可避免因拾取不当而导致的识别或真空错误。
如图2所示,贴片机在跑完参考点之后,每个贴片头的12个吸嘴都回到初始位置,即复位。
这时吸嘴的长方向跟轨道处于平行状态。
在我们所碰到的情况中,39100008、39100025和39100043的GF的定义就是根据这个原则来建立的,如图3所示,如果按元件的标识点来建立GF,则会产生错误,如图4所示。
为什么根据图4的定义方法来建立GF会产生错误,原因说明以下:根据图4定义的元件0?方向,则这种方向的来料(见图5),拾取角度应为270?,此时取料吸嘴的吸取状态如如图6所示:则在实际取料过程中将出现以下错误:因吸嘴的长边取在元件的宽度上面,该元件的宽度较小,若取料有些偏位,则会因漏气而吸不起元件或真空测试不能通过而导致抛料。
若又改为0?取料,则取料时吸嘴的状态如图7所示:图7:虽然这样不会引起漏气,但会出现识别错误而导致抛料。
因为取料角度是根据GF来定义的,如果不根据GF的0?定义来定义取料角度,则照相机在对元件进行识别时把元件的长度当成宽度来测量,而把元件的宽度当成长度来测量,或照相机根据GF给测量元件引脚所开的窗口测不到实际元件的引脚而导致识别错误。
3 元件的第一脚位于左下角或在左边的中心位置,二极管的正极必须指向X轴的正方向,如图8和图9所示:4 元件引脚多的一边应位于元件的底部,如图10、图11:如果元件较为特殊,如有一较大的引脚,则含有这一特殊引脚的一边应位于元件的底部(一般5在元件的左下角),如图12。
贴片机

2)、激光识别、X/Y坐标系统调整位置、吸嘴旋转调整方向,这种方法可实现飞行过程中的识别,但不能用于球栅列陈元件BGA。
3)、相机识别、X/Y坐标系统调整位置、吸嘴旋转调整方向,一般相机固定,贴片头飞行划过相机上空,进行成像识别,比激光识别耽误一点时间,但可识别任何元件,也有实现飞行过程中的识别的相机识别系统,机械结构方面有其它牺牲。
著名的贴片机
典型的贴片机有富士的NXTⅡ,XPF,松下CM602;西门子的D系列;富莱恩(FULLUN)EP系列;JUKI系列等;
主要厂商
SONY索尼(日本) Assembleon安比昂、Siemens西门子(德国)、Panasonic松下(日本)、FUJI富机(日本)、YAMAHA雅马哈(日本)、JUKI(日本)、MIRAE(韩国)、SAMSUNG三星(韩国)、FULLUN富莱恩(新加坡)、EVEST元利盛(中国台湾)、 环球UNIVERSAL(美国) 科亚迪TYDREASM(中国大陆)等
3、飞片率不大于3‰;
操作系统
1、各种指示灯、按键、操作手柄外观完整,操作、显示正常;
2、计算机系统工作正常;
3、输入输出系统工作正常;
机械部分
1、各传送皮带、链条、连接销杆完整,无老化损坏现象;
2、各传动导轨、丝杠运转平稳协调,无异常杂音,无漏油现象;
空压控制部分
贴片机的种类
贴片机的生产厂家很多,则种类也较多。贴片机的分类如下表所示。
贴片机分类形式 贴片机种类 特点
按速度分 中速贴片机 3千片/h~9千片/h
高速贴片机 9千片/h~4万片/h,采用固定多头(约6头)或双组贴片头,种类最多,生产厂家最多
西门子贴片机原理介绍及保养方法
Component Changeover Table(台車)
西门子贴片机
Gantry(懸臂)
西门子贴片机
西门子贴片机
PCB Camera(PCB 相機)
西门子贴片机
Safety Circuit HS60(安全迴路)
西门子贴片机
Revolver head(旋转头工作原理)
(X9)(圖示左下角):管控Vision (X10):真空測試板 (X12):Dp-Axis Motor
西门子贴片机
Revolver head(旋转头工作原理)
西门子贴片机
4.Reference run(回参考点)
5.Sitest&Calibration(校正)
6.Transport Systems(传输系统)
7.Maintenance(保养)
西门子贴片机
Machine overview (机器结构)
1. Power supply (380AC (v) ± 10%,三相五線制)
西门子贴片机
Calibration(校正)
3.Machine Zero Point(機器零點) 4. a.Feeder Table(供料器台)
b.Nozzle Changer(吸嘴更換裝置) c.PCB Corner(輔助照Mark點) d.Conveyor Width(軌道寬度)
Maintenance(保養)
保養所需工具:
名稱 垃圾桶 內六角扳手組 實驗室級手套 金屬鑽頭 金屬鑽頭 鉗子 PLUNGER
名稱 棉簽
乙醇 潤滑油 密封油
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子贴片机Y轴操纵原理
一、REFERENCE RUN
在STAR轴、Z轴REFERENCE RUN完成后,Y轴就进行REFERENCE RUN。
顺序如下:
1 Y轴正向运动。
2 当零点SENSOR的信号从1变成0时,Y轴电机反转。
3 当零点SENSOR的信号从0变成1时,SCANNER查找第一个零脉冲。
4 将找到的第一个零脉冲位置作为零点,将数据存入轴操纵卡。
5 产生END SIGNAL信号,等待下一个运行指令。
二、Y轴SESOR图
1 光栅读头:检测零脉冲点,检测当前Y轴位置和电机旋转方向。
2 光栅尺:有位置刻度和零脉冲点。
相邻零脉冲点的间距为
50mm。
3 SENSOR1:检测参考位置,触发光栅读头找零点;检测负硬极限。
4 SENSOR2:检测正硬极限。
5 正、负软极限:正、负硬极限以内300digit处,即为正、负软极限。
三、Y轴零点和软极限
1 Y轴零点:不能够输入,由CALIBRATION而生成。
2 软极限:测试硬极限的位置,再依照硬极限的数据,确定软极限的数据。
四、邻近极限区域的运动
1 在正硬极限缺口处:(即正硬极限与参考位置之间的区域,SENSOR1感应信号为0)Y轴在运动中,当vnominal≥4时,操纵部分会紧急制动,切断Y电机电源;当vnominal<4时,Y 轴接着运动。
2 在负硬极限缺口处:(SENSOR2感应信号为0)Y轴在运动中,当vnominal≥4时,操纵部分会紧急制动,切断Y电机电源;当vnominal<4时,Y轴接着运动。
五、零点SENSOR插头松动时的运动情况(即零点SENSOR的信号为0)
1 在做REFERENCE RUN时,若零点SENSOR插头松动,则Y轴向负方向运动,越过负硬极限,直到被止动橡胶柱挡住。
在这种情况下,应尽快按紧急停止,不可让Y轴撞硬极限,以免Y轴电机和伺服操纵系统因过载而损坏。
2 在CONTINUOUS RUN,且Y轴在负硬极限缺口处时,若零点SENSOR插头松动,现在,因SENSOR1和SENSOR2的信号都为0,Y轴会显示极限错误而停机。
3 在CONTINUOUS RUN,且Y轴不在负硬极限缺口处时,若零点SENSOR插头松动,现在,SENSOR1信号为0,SENSOR2的信号为1,Y轴因vnominal≥4时,操纵部分会紧急制动,切断Y电机电源。
六、操纵系统方框图。