IATF16949-QC-F035 产品初始过程流程图
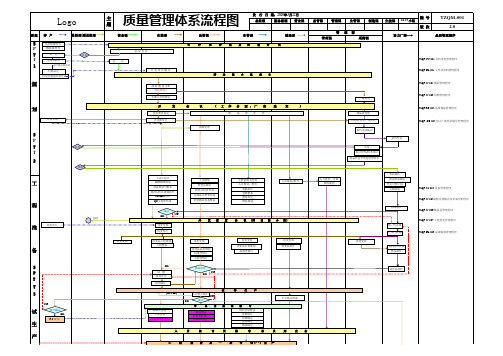
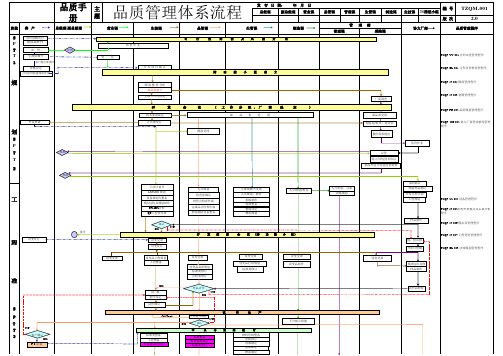
IATF16949品质管理体系流程图
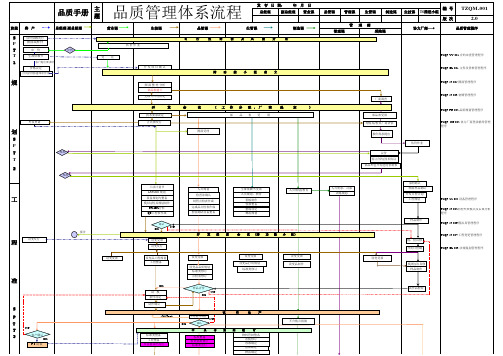
TZQP-PG-003 采购产品品质管理程序TZQP-CG-001 采购管理程序
TZQP-PG-003 采购产品品质管理程序TZQP-PG-012 品质异常处理程序TZQP-SJ-006 模治具管理程序TZQP-GL-004 6S 管理程序TZQP-PG-004 产品鉴别与追溯管理程序
TZQP-ZZ-001 制程管制程序TZQP-PG-009 检验与测试管理程序TZQP-PG-006 检验、测量与测试设备管理程序
TZQP-PG-004 产品鉴别与追溯性管理程
TZQP-SG-003 紧急应变管理程序
TZQP-GL-013 资料分析与持续改进管理
TZQP-GL-011 客户财产控制程序
TZQP-SJ-004工程变更管理程序
TZQP-PG-008 统计技术管理程序
TZQP-GL-001 记录管理程序
TZQP-SG-001 交货管理程序TZQP-PG-011不合格品管理程序TZQP-PG-005 量测系统分析管理程序TZQP-PG-001 品质会议管理程序
TZQP-PG-010 信赖性试验管理程序
TZQP-PG-007 实验室管理程序
TZQP-SG-002搬运储存包装管理程序。
IATF16949生产过程控制程序(流程图)
生产过程控制程序(IATF16949-2016/ISO9001-2015)1.0目的对从投料开始到制成成品的整个过程进行控制,以确保产品的生产质量满足顾客的要求。
2.0范围适用于本公司所有生产过程的控制。
3.0职责3.1 生产部经理: 负责生产管理的统筹策划;3.2 生产部负责生产设备的管理;3.3 物控部:负责所有生产物资和生产设备的采购与管理;3.4 生产车间:负责本部门的生产按工序作业指导书的要求进行实施,并负责对部门的设备进行日常维护保养,并对本部门各岗位的设备日常维护保养进行监督检查;3.5 工程部负责所有产品的工艺流程、文件和操作技能培训等工作;3.6 质管部:负责对计量仪器的管理;并对生产过程中所有产品的检验、试验和生产过程中工艺的执行情况进行监督管理。
4.0工作程序责任业务流程要点描述及记录部门销售部 4.1.1 销售部根据年度经营计划目标编制销售计划。
物控部生产部4.1.2生产部经理根据销售部的《销售计划》,组织本部门管理人员按各岗位职责做好各环节准备工作。
4.1.3生产部依据《销售计划》,编制《生产计划》和《物料需求单》。
4.1.4生产部为作业计划的落实做好人员、设备与工装的调配。
如果生产安排有变动,应随时进行调整。
生产部4.2.1行政部根据生产需要,按《人力资源管理控制程序》的规定,配备经过培训合格的上岗人员。
4.2.2各生产班组负责人根据工艺流程及工艺文件规定的质量特性要求安排合适的生产设备,落实相应的工装、生产用料及定量的设备等。
并落实调度安排各岗位的生产人员。
生产部4.2.3负责本部门工艺的工艺人员根据生产安排,做好生产前的技术文件的确认,确保本部门的各个生产工序所对应的工艺或作业指导书为最新有效的受控技术文件。
向操作人员进行技术交底,以保证作业人员真正掌握工艺流程。
并按相关文件的规定做好文件的保管和领用等工作。
4.3.1生产前的各类文件,如作业指导书、检验标准等文件应按《文件管理控制程序》的规定进行发放和控制,确保各使用场所的文件都到位和齐全。
IATF16949制程管理程序(包含流程图)

5.3物品及作业环境控制
5.3.1生产部各相关人员应按照《产品标示及可追溯程序》《产品防护管理程序》的要求 进行产品的标示。
5.3.2生产部、品质部、货仓等部门在开展生产、检验、储运等项作业过程中,应遵循 “5S'的工作原则随时保持作业现场清洁、整齐,物品、工具摆放有序,并按照《生 产生管理程序》的要求开展相关作业,以保持良好的作业环境。
b.各岗位工序作业人员须严格按照生产 《标准作业指导书》、《产品检验与放行程序》的 要求进行生产和自检作业,机台调试完毕后, 需将生产前的(5PCS产品交品质部进 行首件确认,在首件确认之前不得开机, 首件确认合格后,方可正式生产,生产的状 况记录在《生产日报表》上。
c.生产过程中,作业员需对机台生产的产品进行自检处理,当班组长、技术员须不断巡
5.1.2生产部依据《工程单》作出实际生产计划、安排生产。确认物料、辅助材料工装 夹具是否齐备,如库存不足时,应及时向采购部提出申请,填写《申请采购单》,
物料购根据《采购管理程序》进行作业。
5.1.3生产部应对工程图纸设计合理性进行确认,如对其设定的工艺或标准产生质疑, 或自身工艺无法满足时,需马上向工程部提出工程变更申请,经工程确认后进行变 更,确保生产的及时进行。
制定/修订日期
修订内容摘要
页次
版本/版次
总页数
2010-06-24
首次发行
--
A/0
7
2014-03-01
架构、流程优化全面更新升版
ALL
B/0
7
2016-05-05
IATF16949过程关系图(乌龟图)大全[优质ppt]
![IATF16949过程关系图(乌龟图)大全[优质ppt]](https://img.taocdn.com/s3/m/a4b20a70bd64783e09122b6c.png)
用什么做?(硬件和软件资源)
过程分析-乌龟图
过程所有者:项目部经理 支持职能:
过程的风险
谁做?(能力/技能/培训)
Advancedproductqualityplanning
前过程及其输入
电脑、网络系统、电话、传真、 AutoCAD软件、Catia软件、UG软件 、Solidworks软件、Speos软件、PLEX 、样品和试生产用设备、模具以及检 具等
前过程及其输入
C03生产计划(周计划,日计划) C05零部件,包材
如何做?(程序、方法、标准、法规)
生产和运行控制程序, 内部审核控制程序, JES, SOS, 检验指导书, 控制计划, 设备设施和应急控制程序 换线作业指导书 5S管理办法 升级流程 化学品管理指导书 不合格品控制程序
如何测量?(绩效指标) ECN的PPAP准时通过率
过程分析-乌龟图
过程:C03供应链计划 Supply chain planning
过程所有者:物流部经理
用什么做?(硬件和软件资源) 电脑,打印机,邮箱、网络
过程的风险
订单信息错误 订单信息没有及时下发到生产管理科 订单没有评审 订单评审的信息不全,比如生产前置期
谁做?(能力/技能/培训)
物流部、物流计划员、生产部、质量 部
前过程及其输入 顾客订单 在库品信息 当前生产计划 S5\6-当前设备工装维护计划 S7-当前计量设备校准计划
如何做?(程序、方法、标准、法规) 物料计划控制程序 订单评审 控制程序 交货计划控制程序 生产计划控制程序 进出口作业控制程序 产品工时、生产前置期、供应商生产
IATF16949过程流程图范例
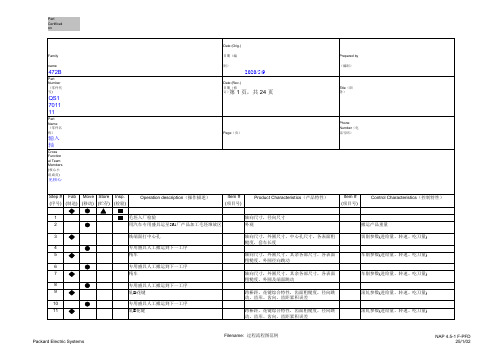
车削参数(进给量、转速、吃刀量)
车削参数(进给量、转速、吃刀量)
滚轧参数(进给量、转速、吃刀量)
滚轧参数(进给量、转速、吃刀量)
滚轧参数(进给量、转速、吃刀量)
磨削参数(进给量、转速、吃刀量)
磨削参数(进给量、转速、吃刀量) 切削参数(进给量、转速、吃刀量) 切削参数(进给量、转速、吃刀量)
Filename: 过程流程图范例 Packard Electric Systems
轴向尺寸,径向尺寸 外观 轴向尺寸,外圆尺寸,中心孔尺寸,各表面粗 糙度,套车长度 轴向尺寸,外圆尺寸,其余各部尺寸,各表面 粗糙度,外圆径向跳动 轴向尺寸,外圆尺寸,其余各部尺寸,各表面 粗糙度,外圆及端面跳动 跨棒距,花键综合特性,齿面粗糙度,径向跳 动,齿形、齿向、齿距累积误差 跨棒距,花键综合特性,齿面粗糙度,径向跳 动,齿形、齿向、齿距累积误差 跨棒距,花键综合特性,齿面粗糙度,径向跳 动,齿形、齿向、齿距累积误差 轴向尺寸,外圆尺寸、粗糙度,圆柱度,径向 跳动,过度尺寸 外圆尺寸、粗糙度,圆柱度,径向跳动 轴向尺寸,外圆尺寸,表面粗糙度,外观 轴向尺寸,外圆尺寸,表面粗糙度,外观 搬运产品重量 切削参数(进给量、转速、吃刀量)
磨削参数(进给量、转速、吃刀量)
磨削参数(进给量、转速、吃刀量)
磨削参数(进给量、转速、吃刀量)
磨削参数(进给量、转速、吃刀量)
磨削参数(进给量、转速、吃刀量)
磨削参数(进给量、转速、吃刀量)
清洗时间、温度和零件数量,清洗液浓度
Filename: 过程流程图范例 Packard Electric Systems
渗层深度,硬度,外观 外观 中心孔粗糙度 径向跳动(齿圈和外圆) 外圆尺寸,径向跳动,圆柱度,轴向尺寸,过 度曲线,表面粗糙度 外圆尺寸,径向跳动,圆柱度,轴向尺寸,表 面粗糙度 外圆尺寸,径向跳动,圆柱度,轴向尺寸,表 面粗糙度 外圆尺寸,径向跳动,圆柱度,轴向尺寸,表 面粗糙度 外圆尺寸,径向跳动,圆柱度,轴向尺寸,表 面粗糙度 外圆尺寸,径向跳动,外圆表面粗糙度、圆柱 度 表面清洗质量 轴向尺寸,外圆尺寸、圆柱度,表面粗糙度, 径向跳动
IATF16949质量体系策划程序(含乌龟图)
文件制修订记录1.0目的为确保公司质量管理体系得到有效运行及实施,符合IATF16949:2016质量管理体系要求,公司在实施和执行质量管理体系之前,需要对其进行全面策划,使质量管理体系从建立、实施、保持到改进全面受控。
2.0适用范围适用于公司质量管理体系覆盖产品所涉及到的所有过程和环节。
3.0术语和定义3.1 质量管理体系:指为实施质量管理所需的组织结构、程序、过程和资源,建立质量方针和质量目标,并实现这些目标的一组相互关联的或相互作用的要素的集合。
3.2 质量方针:由公司最高管理者正式发布的公司的有关质量的宗旨和方向。
3.3 质量目标:依据公司的质量方针制定的与质量有关的目标。
质量目标通常在公司内的相关职能、层级和过程分别规定质量目标。
3.4 过程:通过使用资源和管理,将输入转化为输出的相互关联或相互作用的活动。
3.5 过程方法:组织内诸过程的系统的应用,连同这些过程的识别和相互作用及管理,可称之为“过程方法”。
3.6 活动:过程工作中识别出的最小的工作项。
3.7 输出:过程的结果。
3.8 输入:达到过程结果所需要的条件。
3.9 绩效:可测量的结果,可以是定量或定性的。
3.10 汽车行业三大过程:通常的汽车行业的三大过程为顾客导向过程(COP或C);支持过程(SP或S);管理过程(MP或M)。
3.11 顾客导向过程(Customer Oriented Process):输入和输出都和顾客有关的过程是顾客导向过程。
也称作关键过程。
3.12支持过程(Support Process):每一个关键过程都会有一个或多个支持性过程补充,支持性过程大致上都有内部的顾客和供方。
3.13 管理过程(Management Process):对组织或质量体系进行管理的过程。
3.14 组织机构图:企业的流程运转、部门设置及职能规划等最基本的结构依据,通常组织机构图表明了组织的管理层级关系和职能部门的设置及部门的岗位设置。
iatf16949质量管理体系过程地图
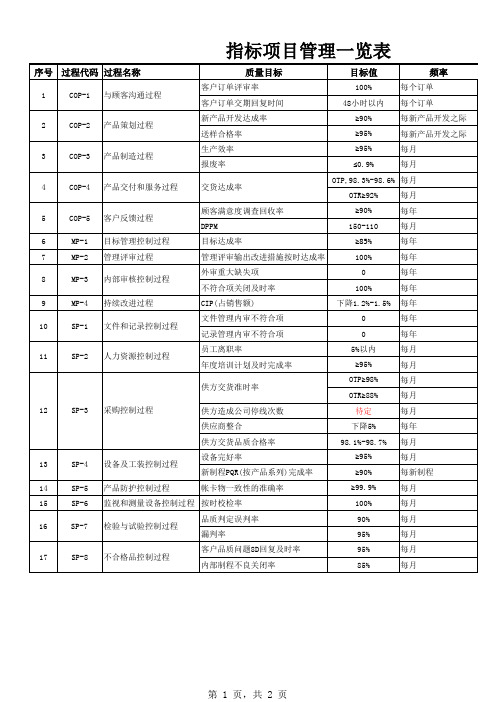
14
SP-5 产品防护控制过程
帐卡物一致性的准确率
≥99.9%
每月
15
SP-6 监视和测量设备控制过程 按时校检率
100%
每月
品质判定误判率
16
SP-7 检验与试验控制过程
漏判率
90%
每月
95%
每月
17
SP-8 不合格品控制过程
客户品质问题8D回复及时率 内部制程不良关闭率
95%
每月
85%
每月
第 1 页,共 2 页
目管理一览表
责任部门
CS
备注
项目小姐
Manufacturing
PMC CS CS QA 管理者代表 最高管理者
QA
OI
HR
P&W
Sourcing QA
Maintenance PE
Warehouse QA QA QA QA QA
第 2 页,共 2 页
≥95% ≤0.9%
每月 每月
4
COP-4 产品交付和服务过程
交货达成率
OTP,98.3%-98.6% 每月
OTR≥92%
每月
5
COP-5 客户反馈过程
顾客满意度调查回收率 DPPM
≥90% 150-110
每年 每月
6
MP-1 目标管理控制过程
目标达成率
≥85%
每年
7
MP-2 管理评审过程
管理评审输出改进措施按时达成率
5%以内 ≥95%
每月 每月
供方交货准时率
OTP≥98% OTR≥88%
每月 每月
12
SP-3 采购控制过程
供方造成公司停线次数
IATF16949体系审核控制程序(流程图)

IATF16949体系审核控制程序(流程图)体系审核控制程序(IATF16949-2016/ISO9001-2015)1.0目的系统全面地进行质量管理体系审核,从而验证质量活动、过程活动和相关结果的有效性是否符合质量体系文件的规定,是否满足质量方针和目标的要求,确保质量体系有效运行和持续改进。
2.0过程范围适用于本公司所建立的内部质量管理体系审核。
3.0术语和定义3.1不符合项。
3.1.1文件不符合标准、规范的要求。
3.1.2质量管理体系与现状不符合质量管理体系文件的规定。
3.1.3质量管理体系运行结果不符合目标。
3.2严重不合格项3.2.1质量管理体系运行出现体系性失效。
3.2.2质量管理体系运行出现区域性失效。
3.2.3对产品质量或质量管理体系的运行会产生严重后果的不合格现象。
3.3一般不合格项3.3.1除了3.2中提及的严重不合格项以外的不合格项。
4.0职责4.1管理者代表负责内部质量管理体系审核的管理。
4.2 品质部负责内部质量体系审核的组织实施,制定内部审核计划。
4.3各相关部门负责接受和配合内部质量管理体系审核。
5.0作业流程5.1流程步骤内部审核员素质要求:4.2 质量管理体系审核员素质要求:4.2.1 满足顾客关于内部体系的审核员资格和具有ISO/TS16949内审员资格。
4.2.2 对标准能正确认识和理解。
4.2.3 能熟练掌握审核的技巧。
4.2.4 有判断力、分析能力、容易接受新知识等。
4.2.5 在产品流程和过程流程方面具有良好的知识。
4.3 过程审核员素质要求:4.3.1 受过过程审核内审员课程培训且考试合格。
4.3.2 对过程审核条例能正确认识和理解。
4.3.3 工作两年以上具有质量管理和质量技术方面的经验且掌握审核技巧。
4.3.4 在产品工艺和过程流程方面具有良好的知识。
4.4质量体系审核既可分开进行,也可一体化审核。
5.0相关文件《质量记录控制程序》《不合格品控制程序》《纠正和预防措施控制程序》年度内部审核计划年度内部审核计划表.d oc审核实施计划审核实施计划表.doc首末次会议签到表内审首末次会议签到表.d oc审核检查表I A TF16949内部体系审核检查表及行动计不符合项报告不符合项报告(2).d oc不符合项分布表内审不符合项分布表.xl s审核报告I A TF16949-2016 内部审核报告范例.d o。
IATF16949过程审核控制程序(流程图)
过程审核控制程序(IATF16949-2016/ISO9001-2015)1.0目的为了确保本公司的生产能力和产品实现过程均满足质量管理体系的要求而进行的综合评定。
2.0范围适用于公司内部所有过程的审核。
3.0术语和定义3.1过程审核:用于检查产品的实现过程是否符合质量管理体系要求、过程是否受控和有能力满足。
4.0职责a) 管理者代表策划过程审核和所需的资源;选择审核员,委派审核组长;在管理评审时报告审核中发现的问题;b) 审核员有效的策划和履行被赋予的审核职责;报告和提交审核结果;评审和认可措施建议;验证所采取的纠正措施的有效性;配合并支持审核组长的工作。
d) 质管科组织过程审核的实施。
e) 其他有关人员应对过程审核工作进行全面的合作。
5.0作业流程5.1流程步骤审核人员素质要求:4.2 内部质量体系审核员素质要求,过程审核员同样必须具备。
4.2.1 满足顾客关于内部体系的审核员资格和具有ISO/TS16949内审员资格。
4.2.2 对标准能正确认识和理解。
4.2.3 掌握审核技巧。
4.2.4 有判断力、分析能力、容易接受新知识等。
4.2.5 在产品流程和过程流程方面具有良好的知识。
5.0相关文件《管理评审控制程序》《内部体系审核控制程序》《纠正和预防措施控制程序》年度过程审核计划年度过程审核计划.d oc过程审核检查表制造过程审核检查表范例.d oc过程审核评分一览表过程审核结果一览表过程审核评分矩阵及结果一览表.xl s过程审核评定报告过程审核报告范例.d oc。
IATF16949质量管理体系流程全图(品质保证流程图)
TZQP-PG-004 产品鉴别与追溯管理程序
TZQP-PG-003 采购产品品质管理程序TZQP-CG-001 采购管理程序
TZQP-PG-003 采购产品品质管理程序TZQP-PG-012 品质异常处理程序TZQP-SJ-006 模治具管理程序TZQP-GL-004 6S 管理程序TZQP-ZZ-001 制程管制程序TZQP-PG-009 检验与测试管理程序TZQP-GL-013 资料分析与持续改进管理程序TZQP-PG-013 纠正与预防措施管理程序TZQP-PG-010 信赖性试验管理程序
TZQP-SG-003 紧急应变管理程序
TZQP-GL-013 资料分析与持续改进管理程序
TZQP-GL-011 客户财产控制程序
TZQP-SJ-004工程变更管理程序
TZQP-PG-008 统计技术管理程序
TZQP-GL-005 员工激励与满意度调查管理程TZQP-SJ-001合理化管理程序TZQP-GL-001 记录管理程序TZQP-SG-001 交货管理程序TZQP-PG-014 客户抱怨管理程序TZQP-PG-011不合格品管理程序
TZQP-PG-005 量测系统分析管理程序TZQP-GL-006 训练管理程序TZQP-GL-010 经营计划管理程序TZQP-GL-012 内部质量审核管理程序TZQP-GL-007 产品审核管理程序
TZQP-YY-002 服务管理程序TZQP-SG-002搬运储存包装管理程序TZQP-PG-007 实验室管理程序
TZQP-PG-006 检验、测量与测试设备管理程序
TZQP-PG-004 产品鉴别与追溯性管理程序
TZQP-PG-001 品质会议管理程序。
IATF16949品质管理体系流程图(最新)

TZQP-PG-003 采购产品品质管理程序TZQP-PG-012 品质异常处理程序TZQP-SJ-006 模治具管理程序TZQP-PG-005 量测系统分析管理程序TZQP-PG-008 统计技术管理程序
TZQP-GL-001 记录管理程序TZQP-SG-001 交货管理程序TZQP-PG-011不合格品管理程序TZQP-SJ-004工程变更管理程序
TZQP-GL-013 资料分析与持续改进管理
TZQP-GL-011 客户财产控制程序
TZQP-PG-003 采购产品品质管理程序TZQP-SG-003 紧急应变管理程序
TZQP-CG-001 采购管理程序
TZQP-PG-004 产品鉴别与追溯性管理程
TZQP-PG-009 检验与测试管理程序TZQP-GL-004 6S 管理程序TZQP-SG-002搬运储存包装管理程序TZQP-PG-001 品质会议管理程序
TZQP-PG-006 检验、测量与测试设备管理程序
TZQP-ZZ-001 制程管制程序TZQP-PG-004 产品鉴别与追溯管理程序
TZQP-PG-007 实验室管理程序
TZQP-PG-010 信赖性试验管理程序。
IATF16949 初始过程流程图

4.1.3 φ 3+0.20、φ 6+0.2+0.1、2.50-0.1. 4.2 4.2.1 完好无破损,零件型号标识清晰,包装正确无误 4.2.2 1、电路板表面干净平整,无毛刺,无影响使用的裂纹。2、电路板上六个触点 采用镀金处理方法。
4.2.3 32.8-0.1-0.2,34.6-0.1-0.2,33.4-0.1-0.2,20.5-0.1-0.2,31.1-0.1-0.2 4.3 4.3.1 完好无破损 4.3.2 无裂纹、去毛刺,共23圈有效圈数21圈,两端各并1圈 4.3.3 2.20-0.2、17.9、φ 0.3 4.4 4.4.1 完好无破损 4.4.2 无裂纹、去毛刺,共6圈有效圈数4圈,两端各并1圈 4.4.3 9.6,2.10-0.1,φ 0.2. 4.5 4.5.1 4.5.2 4.5.3 Φ 2.5 4.6 4.6.1 包装、数量符合要求 4.6.2 定置存放、防潮防腐、先进先出 4.6.3 3年 5 5.1 5.2 5.3 5.4 5.5 5.6 5.7 5.8 5.9 LR字体为黑体字,字高4,字宽3,采用激光雕刻工艺,雕刻深度0.1 mm,雕刻 线条流畅、清晰。 MIRROR字体为黑体字,字高4,字宽3,采用激光雕刻工艺,雕刻深度0.1 mm, 雕刻线条流畅、清晰。 在小弹簧上打适量的触点油放入滑动块孔内,将触点压入,要求触点在滑动块 上上下滑动顺畅,无卡滞现象,小弹簧压力适中。 电路板牢固可靠地焊接在底座上,焊点圆滑美观无虚焊、漏焊、短路等缺陷。 焊接完毕对电路板表面进行清洗,电路板表面不得有焊渣、助焊剂残留。 在大弹簧一端沾适量的润滑油插入LR按钮定位孔中,再将钢珠放入大弹簧顶端 。最后将装好的LR按钮卡入外壳正确部位,LR钮方向不得装反,安装到位,且 运动灵活不卡滞。 在滑动块组件底部涂适量的润滑油,安装到位。再将导电胶装搭到外壳相应部 位,将底座组件正确卡入外壳。 装配方向正确,且运动灵活不卡滞,工作可靠。 面板与后视镜外壳卡扣到位,安装方向正确。
IATF16949后视镜开关总成初始过程流程图
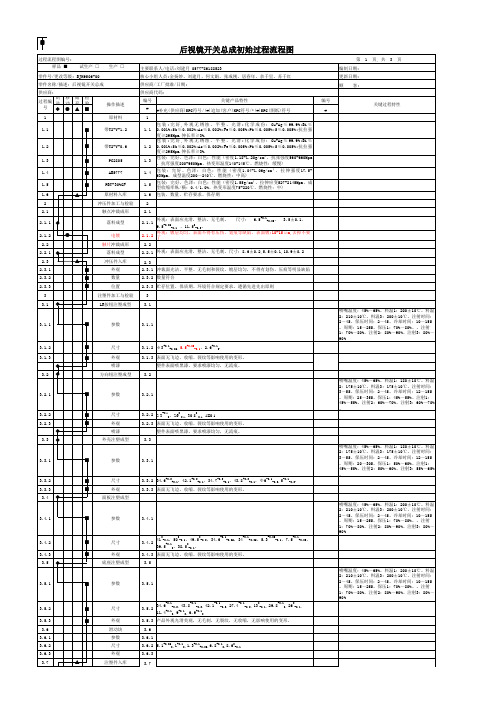
带T2-Y-0.6 PC2805 ABS777 PBT-30%GF 原材料入库 冲压件加工与检验 触点冲裁成形 落料成型
1.2 1.3 1.4 1.5 1.6 2 2.1 2.1.1
外观:表面应光滑,整洁,无毛刺。
-0.05 0
尺寸:
6.5+0.1+0.05、
3.5±0.1、
●
电镀 触片冲裁成形 落料成型
零件号/更改等级: BJK9506-00 零件名称/描述:后视镜开关总成 供应商: 过程编 制造 移动 储存 检验 号 ◆ ● ▢ ■ 1 1.1
■ ■ ■ பைடு நூலகம் ■ ▢
带T2-Y-1.2
1.2 1.3 1.4 1.5 1.6 2 2.1 2.1.1 ◆ 2.1.2 2.2 2.2.1 ◆ 2.3 2.3.1 2.3.2 2.3.3 3 3.1
3.3
3.3.1
■
参数
3.3.1
3.3.2 3.3.3 3.4
■ ■ ◆
尺寸 外观 面板注塑成型
3.3.2 34.6+0.2+0.1,42.1+0.2+0.1,34.7+0.2+0.1,43.8+0.2+0.1,Φ 6-0.1-0.2,5-0.1-0.2. 3.3.3 表面无飞边、收缩、裂纹等影响使用的变形。 喷嘴温度:45%~65%。料温1:200±10℃。料温 2:210±10℃。料温3:200±10℃。注射时间: 2~4S。保压时间:2~4S。冷却时间:10~15S 。周期:15~25S。保压1:70%~80%。。注射 1:70%~80%。注射2:80%~90%。注射3:80%~ 90% 410-0.1,500-0.1,49.50-0.2,34.6+0.1+0.05,34+0.1+0.05,5.3-0.05-0.1,7.5+0.1+0.05, 39.5+0.10,38.50-0.1。
IATF16949品质管理体系流程图
TZQP-PG-003 采购产品品质管理程序TZQP-CG-001 采购管理程序
TZQP-PG-003 采购产品品质管理程序
TZQP-PG-012 品质异常处理程序TZQP-SJ-006 模治具管理程序TZQP-GL-004 6S 管理程序TZQP-PG-004 产品鉴别与追溯管理程序
TZQP-ZZ-001 制程管制程序TZQP-PG-009 检验与测试管理程序TZQP-PG-006 检验、测量与测试设备管理程序
TZQP-PG-004 产品鉴别与追溯性管理程TZQP-SG-003 紧急应变管理程序
TZQP-GL-013 资料分析与持续改进管理
TZQP-GL-011 客户财产控制程序
TZQP-SJ-004工程变更管理程序
TZQP-PG-008 统计技术管理程序
TZQP-GL-001 记录管理程序TZQP-SG-001 交货管理程序TZQP-PG-011不合格品管理程序TZQP-PG-005 量测系统分析管理程序TZQP-PG-001 品质会议管理程序
TZQP-PG-010 信赖性试验管理程序
TZQP-PG-007 实验室管理程序
TZQP-SG-002搬运储存包装管理程序。
IATF 16949体系之过程流程图

供货质量监控记录
交 货 期
质 量
服 务
额 外 运 费
供货质量趋势 (SPC运用)
监控责任人按规定节拍 的监控和调整
年度合格供应商评价
采购计划
合 格供应商 名单
潜在供应商调 查调查表
现场评审评价 表
总 经理对合 格供应商的批
准
供货质量监控 记录
供货质量趋势
纠正预防持续 改进措施记录
职责
精品文档
时间计划或 顾客要求
会议通知
职能部门小结
( 每 个 部 门 A4 纸 两张、小4字)
会 议纪要
总 经理对体 系的亲自评价
纠正预防持续 改进措施
包括:体系/过 程顾客要求、
资源
总经理或监 控责任人的
监控记录
1.管理者代表提议召开管理评 审会议 2.总经理批准管理评审会议 3. 管理者代表向各职能部门管 理评审会议通知、明确各职能 部门小结范畴 4.各职能部门按要求书面小结 和回顾 5. 总经理在会议前、后,对质 量(环境)管理体系进行整体 评价和比对分析 6.总经理必须主持管理评审会 议 7.职能部门汇报,本部门体系 工作的实施情况,并提出相关 改进意见和计划 8. 管理者代表汇总各职能部门 的书面、口头意见,以及总经 理的评价意见,形成“管理评 审纪要” 8. 职能部门完成管理评审会议 纠正预防、持续改进要求 9. 总 经 理 、 管 理 者 代 表 按 规 定 节拍,监控和调整管理评审会 议各项决议和要求。
顾 客要求
重大质量事故
总 经理决定
管理评审会议通 知
总 经理对体系的评 价
职能部门探讨小结
会议实施
会议纪要文件
纠正预防持续改进措施
IATF 16949体系资料之过程流程图

顾客满意控制程序
持续改进过程流程图
输入
操作
输出
职责
顾客意见和建议 体系、经营目标/计划 组织结构/职责权限 培训计划实施 供方控制/评审 售后服务,顾客调查 经营计划实施 管理评审活动中 资源投入和应用 产品制造过程 监视和测量过程 APQP过程 质量成本分析中 产品设计和开发过程 合理化建议活动 内部审核活动 SPC的普及和运用
总经理或监控责任人按规定节 拍的监控和调整
接口的程序文件
管理评审过程控制程序
顾客满意过程控制程序 改 进过程控 制 程 序
监视与测量制程序 内 审过 程控 制程序
时间计划或 顾客要求
会议通知
召开情况,建议和纠正措施 的评价; ∙公司质量成本、财务 分析报告和相应的
评价; ∙总经理认为有 大质量事故
总 经理决定
管理评审会议通 知
总 经理对体系的评 价
职能部门探讨小结
会议实施
会议纪要文件
纠正预防持续改进措 施
总 经理对体系的评价
职能部门依据要求进行整 改
人力资源管理过程
设施和环境控制过程
顾 客 要 求
与 顾 客 有 关 的 过
产 品 质 划量 先 期 策
产品设计开发过程 过程设计开发过程 试生产和开发评审过程
程 生产件批准过程
生产计划控制过程
生产和服务控制过程
测量、分析和改进过程
视过 和程 测、 量产
品
监
过不 程合
格 品 控 制
产内 品部 审、 核过
客户的信息后是否得到及时 处理; ∙.质量体系文件是否适宜; ∙内审出的不合格项是否得 到处理; ∙过程审核、产品审核等出